DOI https://doi.org/10.9725/kstle.2016.32.6.201
와이어 방전가공을 이용한 상어 표피 모사 리블렛 표면 제작
박영환ㆍ김태완† 부경대학교 기계공학과
Fabrication of a Micro-riblet Shark Skin-like Surface using a WEDM Process
Young Whan Park and Tae Wan Kim
†Department of Mechanical Engineering, Pukyong National University
(Received September 10, 2016; Revised November 4, 2016; Accepted November 6, 2016)
Abstract − In this study, we attempt to produce a semi-elliptical riblet with a shark skin-like surface using wire electrical discharge machining (WEDM) and micro molding techniques. Our design for the production of the semi-elliptical mold includes an electrode, a winding roller, and a guide on the WEDM system. A replication mold with negative riblets is machined using WEDM, and a shark skin inspired surface with positive riblets is fabricated using a micro molding technique. For a comparison with the original shark skin, a shark skin replica is also produced using the micro molding technique directly from a shark skin template. Droplet contact angles on a flat surface, the shark skin replica, and the epoxy resin-based micro riblet shark skin-like surface are eval- uated. The effect of a Teflon coating on the contact angles for the three different surfaces is also investigated.
The results show the micro riblet with a shark skin-like surface has a similar contact angle as the shark skin replica, which means that the simplified riblet shark skin surface strongly influences the performance of wet- tability. This study confirms the effectiveness of using the WEDM method to prepare hydrophobic surfaces with diverse surface patterns.
Keywords −
Shark skin(상어표피), WEDM(와이어방전가공), Riblet(리블렛), Wettability(젖음성)1. 서 론
연꽃(lotus) 표면의 경우 가장 잘 알려진 초발수 표면 구조로서 다양한 산업 분야에 응용할 수 있는 가능성 을 제공하여 왔다. 수십 나노 크기의 마이크로 돌기 구 조와 표면의 화학 구조를 조합하여 물에 대한 젖음성 을 효과적으로 제어할 수 있는 이러한 기능성 초발수 표면은 건설, 자동차, 전자 산업 등에 적용되고 있다.
최근에는 첨단 스마트 디스플레이, 마이크로 유체 채널, 기능성 광학 필름, 전자칩의 냉각 시스템, 바이오 메디 칼 센서 등에 기능성 초 발수 효과를 구현하기 위해
미세 구조를 적용하려는 노력이 계속 되고 있다. 주로 연꽃 표면이나 상어 표피(shark skin)에 관한 연구가 주로 수행되어 왔으며 최근에는 장미꽃잎(rose petal), 벼 잎(rice leaf), 나비 날개(butterfly wing) 등으로 모 사하려는 대상이 확대되고 있다[1-4].
상어 표피에 관한 연구는 주로 리블렛 구조에 의한 표면 오염방지(anti-fouling) 및 항력 감소(drag reduction) 효과에 관한 연구가 대부분인데, 상어 표면에 형성된 이(tooth) 형상의 비늘구조 및 비늘 내에 물의 흐름 방 향과 평행하게 정렬된 리브구조를 통해 항력 감소와 아 울러 표면 오염 방지를 제공하는 것으로 알려져 있다.
Genzer와 Marmur[5]는 상어비늘처럼 각진 돌기가 나 있는 선박용 코팅제를 개발하여 실험을 통해 선체에 달 라붙는 해조류가 85%로 줄였음을 보였고 Sirovich와
†
Corresponding author : [email protected]
Tel: +82-51-629-6142, Fax: +82-51-629-6126
계층구조를 제작 등과 생체 모방 초소수성 표면 제작 과 관련한 연구들이 많이 이루어지고 있다[8-10]. 최근 Kim 등[11,12]은 상어 표피를 마이크로 몰딩공정을 통 해 리블렛 표면을 제작하여 젖음성을 평가한 바 있다.
최근 마이크로 부품의 제작을 위해 와이어를 사용하 여 초경합금강과 같은 기계적 성질이 우수한 난삭성 소재를 정밀하고 복잡한 형상의 제품으로 가공하는 와 이어 방전 가공(WEDM, Wire electrical discharge machining) 방법이 많이 활용되고 있다. 와이어 방전 가공은 와이어를 음극으로 하고 가공물을 양극으로 하 여 이를 접근시켜 방전 스파크를 유도해 이 방전 스파 크가 가공물의 표면을 용융시키는 가공방법으로 가공 물을 절단하거나 필요에 따라 표면에 격자 모양 등 간 단한 미세 패턴을 형성할 수 있다. 방전가공을 이용하 여 마이크로패턴의 음각 몰드를 제작한 연구가 보고 된 적이 있다[13,14].
본 연구에서는 상어 표피 형상과 유사한 반 타원형 의 리블렛 구조를 제작하기 위해 와이어 방전가공을 이용하고자 하였다. 와이어를 가이드 하는 팁의 곡률 과 와이어의 직경을 조합함으로서 반타원형상의 음각 패턴을 구현해 낼 수 있었다. 아울러 표면의 소수성 효과를 증대시키기 위해서는 마이크로 표면 구조위에 미세한 거칠기가 존재하는 다층 구조(hierarchical structure)의 표면 구조가 유리한데 와이어 방전가공은 방전 시 발생하는 크레이터에 의해 미세한 표면 거칠 기를 생성시킬 수 있는 장점이 있다. 와이어 방전가공 을 통해 음각 몰드를 제작하고 마이크로 몰딩 기법을 이용하여 양각의 마이크로 리블렛 표면을 제작하였으 며 제작된 시편에 대한 젖음성(wettablility)를 평가하고 자 하였다.
2. 상어 복제표면 제작
상어표피 형상의 젖음성 평가를 위해 상어 복제 표
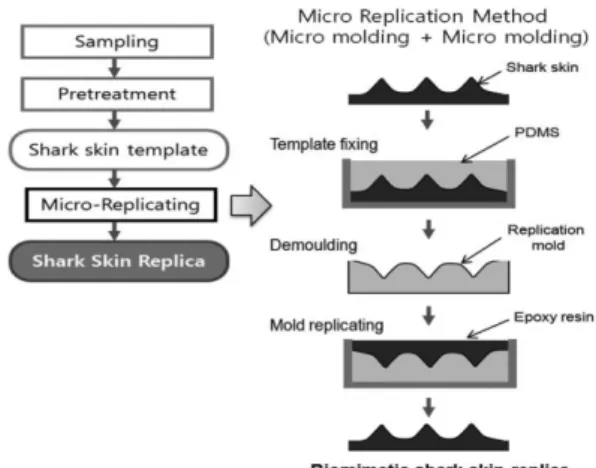
면(shark skin replica)을 제작하였으며 Fig. 1에 제작 과정을 도시하였다. 우선 상어 표면을 샘플링한 후 세 척 및 건조의 전처리과정을 통해 상어 표피 템플릿 (template)을 제작하였으며 이 템플릿을 이용하여 상어 복제 표면을 마이크로 몰딩 방법으로 제작하였다. 상 어 표피의 전처리과정은 우선 상어 표피를 약 50 mm
× 50 mm 크기로 채취하여 표피의 피하지방을 제거한 후 증류수로 세척하였다. 건조 과정 시 표피의 변형을 방지하기 위해 고정 지그를 제작하여 시편을 고정시켜 동결건조기에서 -10°C에서 10 시간동안 건조시켜 비 늘 형상이 그대로 유지된 상어 표피 템플릿을 제작하 였다. 상어 표피의 복제를 위해 상어 표피의 음각 몰 드(negative mold) 및 양각의 상어 복제 표면 모두 마이크로 몰딩 방법을 적용하여 제작하였다. 이를 위 해 우선 PDMS(Sylgard 184)를 경화제와 10:1의 비율 로 섞어 진공 챔버에서 약 10분간 공기를 제거하고 이 PDMS 혼합물을 고정된 템플릿 위에 부은 후 진공 챔버에서 수차례 기포를 제거한 후 24시간 정 도 건조시켜 음각 몰드를 제작하였다. 양각인 상어 복제 표면의 재료는 액상 에폭시 레진(epoxy resin) 과 경화제를 100:12의 비율로 섞은 혼합물이며 몰딩 방법은 음각 몰드를 제작할 때와 동일하다. Fig. 2에 상어 표피 템플릿 및 음각 몰드, 그리고 상어 복제 표면의 SEM 사진을 도시하였다. 복제된 상어 표면 은 상어 표피 템플릿에 비해 비늘 끝단 형상은 잘 형성되지 않았으나 리브 높이는 원 상어표피 대비 최대 7%정도 높이가 감소되어 비교적 양호한 것으 로 판단되었다[7].
Fig. 1. Illustrations of micro replicating methods for shark skin replica.
3. 와이어 방전가공을 통한 리블렛 패턴 제작
상어 표피의 형상을 반 타원체의 배열로 이루어진 리블렛 구조로 단순화하여 제작하고자 하였다. 이를 위 해 와이어 방전 가공을 통해 음각 몰드를 제작하고 마 이크로 몰딩기법을 이용하여 상어 표피 모사 리블렛 표면을 제작하였다.
3-1. 와이어 방전가공 장치 제작
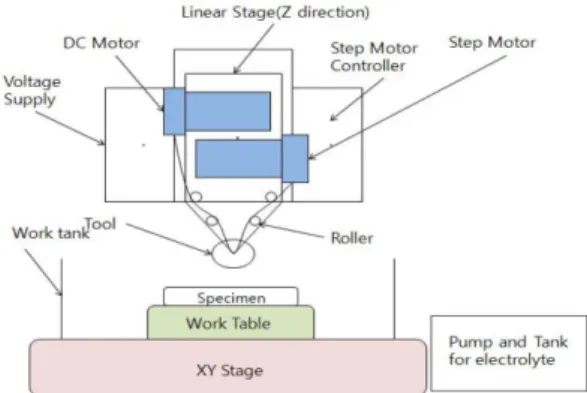
반타원형 미세 패턴 표면 형성용 와이어 방전 가공 장치를 제작하였다. Fig. 3은 본 연구에서 제작한 와이 어 방전 가공 장치의 전체 시스템의 개략도를 나타낸 것이다.
선형 스테이지(linear stage) 위에 반타원형 미세 패 턴 표면 형성용 와이어 방전 가공 지그 장치를 부착시 켜 수직 방향으로 이동할 수 있도록 하였고 XY 스테 이지 위에 시편을 고정시켜 X축과 Y축 방향으로 이동 을 할 수 있도록 제작하였다. 와이어를 감는 쪽은 와 이어의 감김 속도를 일정하게 유지하기 위해서 스텝 모터(step motor)를 사용하였고 풀어주는 쪽은 일정한 와이어 장력 유지를 위해 DC 모터를 사용하였다. 모 터의 속도와 와이어를 당기는 장력의 크기는 스텝 모 터 컨트롤러에 의해서 제어되도록 하였으며 와이어의
두께에 따라서 모터가 감는 속도를 증가 및 감소를 시 킬 수 있도록 하였다. 스텝 모터 축 롤러로부터 나온 와이어는 롤러형태의 가이드를 통과하고 모터 하단의 바이트 팁 외주면에 감겨 다시 DC모터 축 롤러에 수 용되도록 설계하였다. 따라서 반 타원형 미세 패턴은 바이트 팁의 곡률 반경과 와이어 두께, 그리고 바이트 팁의 절입 깊이에 의해 결정된다. 전원 공급부는 work table과 바이트 팁에 연결되는데, 시편에는 양극(+)을 걸어주고 바이트 팁에 접촉된 와이어에는 음극(−)을 걸 어주어 방전 가공이 이루어질 수 있도록 하였다. 가공 시 필요한 전해액은 탱크로 부터 펌프에 의해 work table로 공급되고 일정 높이가 되면 다시 탱크로 이동 하는 순환 방식을 사용하였다. Fig. 3은 반 타원형 미 세 패턴 표면 형성용 와이어 방전 가공 지그 장치를 포함하는 와이어 방전 가공 장치의 전체 시스템 사진 를 도시한 것이다.
3-2. 상어 표피 모사 리블렛 표면 제작
상어 표피를 모사한 리블렛 표면을 제작하기 위해 Fig. 2(a)에서 도시된 상어 표피의 표면 형상을 살펴볼 필요가 있다. 상어 표피를 구성하는 하나의 비늘은 5 개의 리브구조로 이루어져 있으며 각 리브의 길이는 약 200 µm에서 300 µm정도이다. 5개의 리브가 존재 하는 하나의 비늘의 전체 폭은 약 300 µm정도이며 중앙에 존재하는 리브를 중심으로 대칭적인 형상임을 알 수 있다. Kong과 Kim의 연구[11]에 따르면 리브 의 높이는 약 20 µm에서 30 µm 정도이며 리브 하 나의 폭은 약 60 µm, 리브간의 피치는 약 150 µm 정도로 알려져 있다.
이러한 상어표피의 리브 형상을 타원형으로 단순화 Fig. 2. SEM images of shark skin template, negative
replication mold and shark skin replicas[11].
Fig. 3. Schematics of WEDM system.
하여 미세표면을 제작하고자 하였다. Fig. 5는 상어 표 피의 비늘 데이터를 근거로 본 연구에서 제작하고자 한 반타원형 리블렛 구조의 형상을 도시한 것이다. 하 나의 비늘이 5개의 반타원형 리브로 이루어져 있으며 중앙에 존재하는 가장 큰 리브를 중심으로 대칭적인 패턴으로 구성되어 동일한 5개의 리브가 반복적으로 나열되어 있다고 가정하였다. 각 리브의 높이는 20 µm, 25 µm, 30 µm, 리브의 길이(Y축)는 200 µm, 250 µm, 300 µm, 리브간의 피치는 약 150 µm으로 단순화할 수 있다.
음각 몰드 가공을 위한 조건으로 전압은 75V으로 설정하였다. 와이어 직경은 70 µm를 사용하였으며 시 편의 재료로는 SUS304H를 사용하였다. 가공 시 시편 과 바이트 팁 끝단에 위치하는 와이어간에 접촉이 시 작되는 위치를 기준점으로 설정하고 와이어의 직경을 고려하여 가공 깊이인 절입량을 결정하였다. 절입량에 따라 가공 폭과 길이가 달라지므로 절입량에 따른 가
공된 반 타원형 미세 음각 패턴 형상의 상관관계를 고 려하였다.
와이어를 감고 있는 팁의 절입 깊이가 커질수록 반 타원형의 리브 형상이 커지는 것을 확인하였고 따라서 본 연구에서는 팁의 절입깊이를 20 µm, 30 µm, 40µm, 30 µm, 20 µm으로 가공한 5개의 리브를 한 Fig. 4. WEDM system and jig part for the production
of semi-elliptical mold.
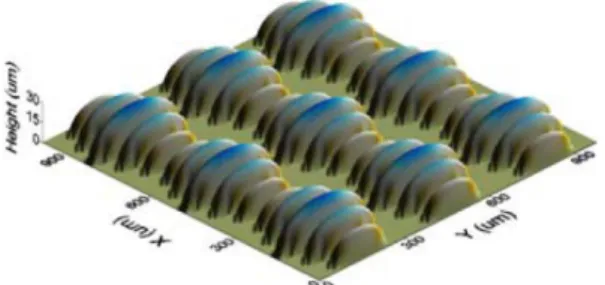
Fig. 6. Surface with micro semi-elliptical riblets by WEDM and micor molding.
세트로 하여 반복적으로 가공하였으며 리블렛간 피치 는 각각 120 µm으로 하여 와이어 두께에 의한 영향 을 받지 않도록 하였다. Fig. 6(a)는 가공된 미세 음각 몰드의 형상을 나타낸 것으로 절입량에 따라 가공된 미세 음각 패턴의 폭과 길이가 증가한 것을 알 수 있 으며, 음각 패턴의 형상이 반 타원형 형상으로 잘 가 공되었음을 알 수 있다. 와이어 방전 가공을 통해 제 작된 리블렛 몰드로부터 상어 복제 표면 제작시 사용 한 몰딩 기법을 적용하여 Fig. 6(b)와 같이 양각의 리 블렛 패턴을 제작하였다. WEDM을 적용하여 제작한 리블렛 패턴은 상어 표피의 실제 데이터와 비교하였을 때 각 리브의 길이는 유사하나 리브의 높이에서 약 5 µm에서 10 µm 정도 크게 제작되었고 리브의 폭은 다 소 작게 제작되었다. 이는 본 연구에서 적용한 WEDM 용 와이어 직경의 제한으로 인해 원래 목표로 했던 형 상과는 약간의 차이가 발생하였다.
4. 젖음성 평가
이상과 같이 제작된 상어 복제 표면 및 반타원형의 리블렛 표면에 대한 젖음성 평가를 수행하였다. 비교 를 위해 표면에 형상이 없는 평평한 에폭시 레진 시편 에 대한 젖음성 평가도 같이 수행하였다. 세 가지 각 시편에 대하여 젖음성 평가는 2가지 방법으로 측정하 였는데 첫 번째는 제작된 시편들을 코팅 처리 없이 그 대로 측정하였고 두 번째는 제작된 시편들에 소수성 표면 처리를 한 후 측정하였다. 소수성 표면 처리를 위해서는 스핀 코팅법을 이용하여 테프론(teflon) 박막 코팅을 수행하였다. 테프론 박막은 6 wt% 비결정질 테프론(Tefron AF, Dupon사)을 불화탄소 용매에 희석 하여 제조하였으며 2000 rpm으로 스핀속도로 코팅 후 핫플레이트에서 200°C로 건조시켜 박막의 접착력을 강 화시켰다. 희석 조건은 Kong과 Kim[11]의 연구로 부 터 최적 스핀 코팅조건으로 도출된 0.2 wt%의 조건을 설정하여 각 시편들의 소수성 코팅 제작에 적용하였다.
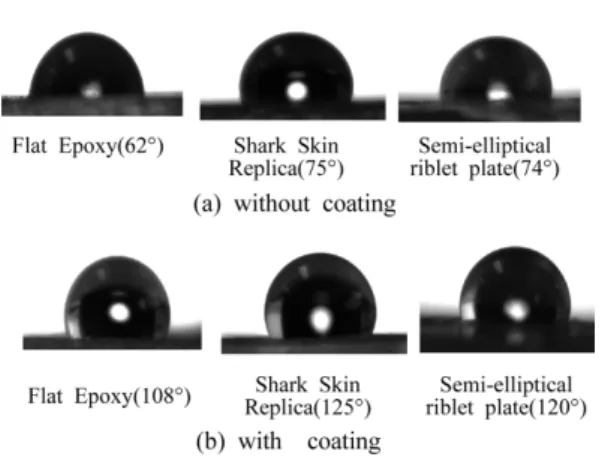
접촉각 측정은 제작된 3가지 표면에 대해 일반 대기 조건에서 행하였으며 그 결과를 Fig. 8에 도시하였다.
Fig. 7(a)에서 보는 바와 같이 평평한 에폭시 레진 표 면에 비해 상어 복제 표면 및 반타원형의 리블렛 표면 이 높은 접촉각을 보이고 있음을 알 수 있다. 또한 상 어 복제 표면과 반타원형의 리블렛 표면 간의 접촉각 을 비교하였을 때, 접촉각이 거의 유사하게 나타나는 것으로 보이는데 이는 상어 표피의 형상을 반 타원체
의 리블렛 구조로 단순화하여도 충분히 상어 표피 형 상의 젖음 특성이 나타나는 것으로 분석할 수 있다.
Kim[12]의 연구에 따르면 실제 상어 표피에 대한 액적의 접촉각은 코팅 전 약 85°, 테프론 코팅 후에는 약 134°로 측정되었으며 이는 복제 표면의 접촉각이 실제 상어표피와의 접촉 특성과 유사함을 알 수 있다.
Fig. 7(b)의 소수성 코팅을 한 실험 결과에 대해서도 반타원형의 리블렛 표면의 접촉각과 상어 복제 표면의 접촉각이 유사함을 확인할 수 있었고 테프론 코팅을 하지 않은 경우에 비해 전체적으로 접촉각이 약 40°- 50° 정도 증가하였음을 확인할 수 있었다.
5. 결 론
본 연구에서는 상어 표피를 모사한 리블렛 구조의 표면 형상을 제작하기 위해 와이어 방전가공 및 마이크 로 몰딩 기법을 적용하고자 하였다. 이를 위해 방전가 공의 전극부 및 와이어 롤러부의 설계를 통해 반타원형 의 미세 패턴 표면을 제작하는데 성공하였다. 이렇게 제 작한 음각 몰드 위에 마이크로 몰딩 기법을 이용하여 양각의 마이크로 리블렛 표면을 제작하여 젖음성 평가 를 수행 하였다. 반타원형의 리블렛 표면에 대한 물방 울의 접촉각은 상어 복제 표면에 대한 접촉각과 거의 유사하게 나타나는 것을 확인 할 수 있었고 이는 상어 표피의 형상을 반 타원체의 리블렛 구조로 단순화하여 도 충분히 상어 표피 형상의 젖음 특성이 나타나는 것 으로 판단된다. 리블렛 패턴의 높이나 폭, 피치 등에 따 라 젖음 특성이 달라질 것으로 예상되며 이에 대해서는 추가적인 연구가 필요할 것으로 사료된다.
Fig. 7. Static contact angles of droplets on three different surfaces.
surfaces” Planta, Vol. 202, pp. 1-8, 1997.
[2] Bixler, G. D., Bhushan, B., “Fluid drag reduction and efficient self-cleaning with rice leaf and butter- fly wing bioinspired surfaces” Nanoscale Vol. 5, pp.
7685-7710, 2013.
[3] Zheng, Y., Gao, X., Jiang, L., “Directional Adhesion of Superhydrophobic Butterfly Wings”, Soft Matter, Vol. 3, pp. 178-182, 2007.
[4] Feng, L., Li, S., Li, L., Li, H., Zhang, L., Zhai, J., Song, Y., Liu, B., Jiang, L., Zhu, D., “Super-hydrophobic sur- faces from natural to artificial”, Adv. Mater. Vol. 14, pp. 1857-1860, 2002.
[5] Genzer, J. Marmur, A., “Biological and synthetic self cleaning surfaces”, MRS Bulletin, Vol. 33, pp. 742- 746, 2008.
[6] Sirovich, L., Karlsson, S., “Turbulent drag reduction by passive mechanisms”, Nature, Vol. 388, pp. 753-755, 1997.
[7] Lee, S. M., Jung, I. D., Ko, J. S., “The effect of the surface wettability of nanoprotrusions formed on
R., Suh, K. Y., “Wrinkled, Dual-Scale Structures of Diamond-Like Carbon (DLC) for Superhydropho- bicity”, Langmuir, Vol. 26, pp. 484-491, 2010.
[11] Kong, Y. S., Kim, T. W., “Wettability of Biomimetic Riblet Surface like Shark Skin”, J. KSTLE, Vol. 29, pp. 304-309, 2013.
[12] Kim, T. W., “Assessment of hydro/oleophobicity for shark skin replica with riblets”, J. Nanosci. and Nanotechno., Vol. 14, pp. 1-7, 2014.
[13] Kim, Y. H., Hong, S. K., Lee S. Y., Lee, S. H., Kim, K. H., Kang, J. J., “Hydrophobic Characteristics of a Sil- icone Resin Surface Produced by Replicating an Electric Discharge Machined Surface”, Trans. Mater. Process- ing, Vol. 56, pp. 23-29, 2013.
[14] Bae, W. G., Song, K. Y., Rahmawan, U., Chu, C. N., Kim, D. K., Chung, D. K., Sub, K. Y., “One-Step Pro- cess for Superhydrophobic Metallic Surfaces by electrical discharge machining”, ACS Appl. Mater.
and Interfaces, Vol. 4, pp. 3685-3691, 2012.