1. 서 론
최근 CO
2배출 및 지구 온난화에 따른 친환경 자동차에 대한 요구가 급증하고 있다. 세계 각국은 기후변화에 대한 대응을 위해 자동차 CO
2규제와 유해 배출가스 규제 강화에 따른 그린카의 개 발에 관심이 높아지고 있다 . 대표적인 친환경 자동차로 전기자동 차 , 하이브리드자동차, 수소연료자동차가 있으며 이와 같은 자동차 의 핵심부품은 모터와 배터리이다.
배터리는 자동차뿐만 아니라 휴대용 전화기 , 노트북과 같은 휴대 용 전자기기, 전동차, 군사용 기기 등 많은 분야에 활용되고 있다.
이들 배터리들은 에너지 밀도뿐만 아니라 경량화도 중요한 관심사
항 중에 하나이다 . 현재 많이 사용되고 있는 배터리는 니켈/수소 (Ni-MH)전지와 리튬/이온(Li-ion)전지가 있다. 리튬/이온전지는 에너지밀도가 높지만 폭발의 위험을 가지고 있다 . 반면, 니켈/수소 전지는 리튬 /이온전지에 비해 에너지 밀도는 낮지만 폭발의 위험성 이 적어 노트북 , 캠코더, 전기자동차 등 안전성에 민감한 경우에 많이 사용되고 있다
[1,2]. 이와 같이 다양한 분야에 사용되고 있는 배터리는 전해질 , 양극소재와 음극소재 그리고 전해질을 분리하는 박막으로 구성되어 있다 . 이들 재료는 전기전도도가 우수하며 경량 화를 위한 우수한 성질을 나타낼 수 있는 소재를 사용하여 패키징 기술이 배터리 제조과정에서 매우 중요하다 .
본 연구에 이용한 시편은 전해질에 노출되는 박막 시편으로 니켈
이차전지용 니켈 다층 박판의 레이저 용접 보호가스의 영향
유영태a, 이가람b, 김진우a*Effects of Different Shielding Gases in Laser Welding of Secondary Ni battery with Multi-thin Plates
Young-Tae Youa, Ka-Ram Leeb, Jin-Woo Kima*
a
Department of Mechanical System Engineering, Chosun University, 303, Pilmun-daero, Dong-gu, Gwangju 61452, Korea
b
Research & Development Center Inno6 Inc.,
280-22, Sanup-ro 155Beon-gil, Gwonseon-gu, Suwon, Gyeonggi-do, 16648, Korea
ARTICLE INFO ABSTRACT
Article history: The demand for the eco-friendly vehicles is skyrocketing because of the increasing CO
2emissions and global warming. In the industrial field, the battery process, a core part of an eco-friendly vehicle, is drawing increased attention; its weight lightening as well as high energy density are becoming increasingly important. In this study, pure Ni plates that were used as the battery pole plate were welded using the laser. The lab joint welding was conducted on ten pure Ni plates at a laser power of 1900 W and a feed speed of 2.8–3.4 m/min. As observed in the experiment, a faster feed speed reduced the bead width, but the laser did not penetrate all ten specimen plates. In addition, pores were trapped when protective gas was used, but they were not trapped when the welding was conducted in atmospheric condition.
Received 9 June 2016
Revised 20 July 2016
Accepted 2 August 2016
Keywords:
Pure Nickel Lap-joint welding Shielding gas Secondary battery Laser welding
* Corresponding author. Tel.: +82-62-230-7014
Fax: +82-62-230-7171
E-mail address: [email protected] (Jin-Woo Kim).
성분이 99% 이상인 순수 니켈이다. 배터리 제조현장에서 관심을 가지고 있는 순수 니켈은 강염기성 전해질에 대한 부식성이 없고, 이차전지의 중요 요소인 전기전도도가 매우 우수한 성질을 가지고 있기 때문이다. 또 니켈은 강도나 세기에 있어 철과 비슷하고, 상온 의 공기 또는 물에 침식되기 어려워, 보호막으로 전기도금에 널리 이용되기도 한다.
산업현장에서 대표적으로 사용하는 TIG(tungsten inert gas) 용 접은 비소모성 텅스텐 용접봉과 모재 간의 아크열에 의해 모재를 용접하는 방법으로 용접부 주위에 보호가스를 공급하면서 용접한 다. TIG 용접의 많은 장점이 있지만 단점으로는 텅스텐 전극봉이 용접부에 녹아들어 가 오염될 경우 용접부가 취화되기 쉽고, 열 영 향부가 크고, 작업자가 직접 손으로 용접하기 때문에 작업자의 숙 련도에 따라 용접 품질이 다르고 반복 시 균일한 용접 품질을 얻을 수 없다는 단점이 있다
[3].
본 연구에서는 사용하는 레이저 용접은 TIG 용접법에 비하여 형상이 복잡한 부분이나 부품의 크기가 작은 부분을 변형이 거의 없이 극소화하면서 용접이 가능할 것으로 생각된다. 레이저 용접은 고밀도 에너지 열원을 사용하기 때문에 빠른 용접속도와 일반 용접 에 비해 종횡비가 크고 , 열 영향부가 작아 열변형이 적다는 장점을 이용하여 용접하고자 한다 . 이러한 이유로 레이저 용접은 일반 용 접에 비해 금속조직이나 기계적 성질 측면에서 모재에 영향을 미치 는 부분이 매우 작아 우수한 용접성을 평가받고 있다
[4].
이차전지에 대한 선행연구를 조사 해 보면 Yang
[5]은 TIG 용접 법을 개선하기 위해 Nd:YAG 레이저를 이용하여 박판 저탄소강 20장 겹치기 용접을 실시하였다. 기계적 특성을 분석한 결과, 레이 저를 이용하여 용접하면 생산성을 높일 수 있고 , 열 영향부가 작은 양호한 용접이 가능하다고 발표하였다. Yoo
[6]는 Ni과 Cr이 다량 함유된 인코넬 합금강을 레이저 용접하였다. 조직사진, 인장강도 및 내부결함의 유무를 판단하여 최적의 공정변수를 발표하였다.
Hwang
[7]은 니켈 박판과 다공질 니켈 박판을 저항 점용접과 비교 하기 위해 레이저 용접을 실시하였다. 다공질 박판 내부는 대부분 기공이지만 소량의 소재가 용융되어 용접되었고, 저항 점용접과 레 이저 용접한 시편을 이용하여 전기저항을 측정하여 비교한 결과 레이저 용접의 경우 저항 측정값이 약 33-37% 감소되었다고 발표 하였다. Lim
[8]은 이종 니켈 합금강을 아크용접으로 맞대기 용접하 였다 . 미세조직 관찰에 대한 고찰과 용접부에서 급랭 때문에 발생 하는 조직 특성을 발표하였다 . 용접에서 보호가스의 역할은 용융금 속을 대기로부터 격리시켜 산화에 의한 결함 발생 등을 방지하기 위하여 사용하는 가스이다. Kim
[9]은 다이아몬드공구 소결체의 레 이저 용접성에 미치는 보호가스의 영향을 연구하여 레이저의 경우 접합강도 측면에서 적절한 유량 사용 시 Ar이 최적의 보호가스로 판정하였으며, 보호가스의 종류에 따라 소결체의 기공 발생 및 강
도 등의 용접 특성에 차이가 났다고 발표하였다 . Kim
[10]은 GMAW 용접 시 보호가스 변화에 따른 TRIP 60 강재의 기계적 물성 특성에 대해 연구하여 인장강도의 경우 혼합가스에서 연신율 이 좀 더 높은 것을 확인하였으며 , 차체 제작 시 소요되는 비용을 고려하여 적당한 혼합가스를 쓰는 것이 필요할 것으로 판단된다고 발표하였다 .
연구동향을 살펴보면 레이저 용접과 아크용접 등으로 니켈 및 합금강을 용접하여 그 특성을 분석하였다 . 그러나 본 연구에서는 기존에 TIG 용접으로 극주와 극판을 용접했던 부분을 레이저로 용접하여 특성을 분석하고자 한다 . 산업현장에서 용접할 때 어떤 종류의 보호가스를 사용하느냐에 따라 투입되는 비용에 커다란 영 향을 미치므로 일반적으로 사용하는 보호가스와 보호가스를 사용 하지 않고 대기 중에서 용접할 때의 특성을 비교 분석하고자 한다 . 산업현장에서 생산하고 하고 있는 Ni-MH 배터리 형상을 Fig.
1에 나타냈다. Fig. 1에 나타낸 것처럼 산업체에서는 극주와 극판 을 M형상으로 TIG 용접하고 있다. M자형으로 극주를 제작하여 극판을 삽입한 다음 양쪽에서 극주와 극판을 한꺼번에 양쪽 일부분 만 TIG 용접하기 때문에, 내부 극판은 용접되지 않아 필연적으로 발생한 극판 사이의 간극으로 전기저항 손실이 발생하여 에너지 밀도가 낮아질 것으로 판단하고 있다 .
따라서 본 연구에서는 배터리를 구성하는 극주에 삽입하는 니켈 박판 10장을 관통 용접하고자 한다. 니켈 박판을 관통 용접할 때 겹쳐진 부분의 갭 (gap)의 영향을 줄이기 위해 박판의 양쪽 위와 아래에 전자석을 1200 G의 힘으로 시편을 밀착시켰다. 일반적으 로 레이저 용접할 때 대기에서 유입되는 영향을 최소화하기 위해 보호가스를 분사하면서 용접한다 . 그래서 본 연구에서도 보호가스 의 종류에 따라 용접 특성을 분석하기 위해 Ar, He, N
2로 변화시키 면서 용접하였고 , 레이저빔의 출력은 1900 W로 고정하고, 이송속 도를 변화시켜 종횡비와 입열량을 분석하였다 . 용접 후 결함을 분 석하기 위해 용접 단면의 조직사진 , 인장강도 테스트 및 용접부의 경도를 고찰하였다 .
Fig. 1 Argon Welding photos of weld zone
2. 실험장치 및 방법
2.1 실험장치
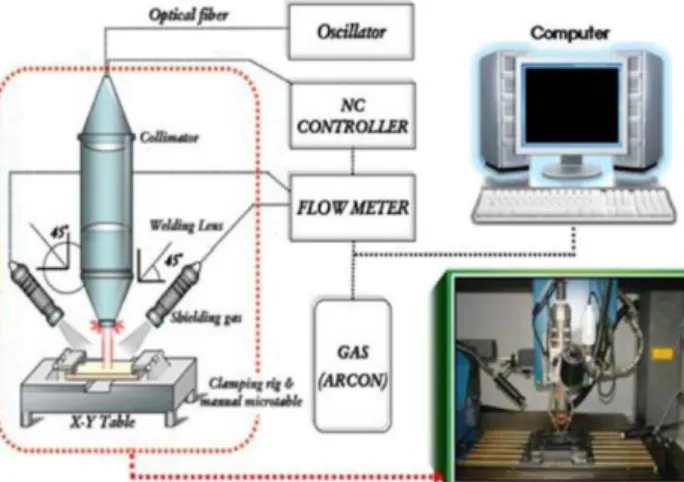
본 연구에 이용한 레이저는 Nd:YAG 레이저(Trumpf)이다. 파 장은 1.06 μm이고, 최대출력은 2.8 kW이다. 평균유효출력은 2 kW인 연속파(continuous wave, CW)이고, 레이저빔은 직경 600 μ m인 광섬유를 통해서 전달된다. 광케이블에 연결되어 가공하는 공작대는 LASMA 1054 (Trumpf)이고 레이저빔 발산각은 25 mrad이다. 작업대는 지면으로부터 진동을 방지하기 위해 화강암 정반으로 제작되었다. 다층 박판을 용접하기 위한 모식도는 Fig.
2에 나타내었다.
레이저 가공헤드는 겐트리 타입 가공장치로서 LASMA 1054 내부에 장착되어 있으며, x, y, z 축의 이송거리는 각각 1,000 mm, 500 mm, 400 mm이다. x축, y축에 대한 위치정밀도는 5 μm, z 축에 대한 위치정밀도는 1 μm, 반복정밀도는 8 μm이다.
2.2 실험방법
본 연구에 사용된 시편의 화학조성은 Table 1과 같다. 실험에 사용된 순수 니켈의 시편크기는 50 mm(L)×50 mm(W)×0.1 mm(T)이고 시편 10장을 겹치기 용접하였다. 용접 시 시편 표면의 이물질을 아세톤으로 세척하여 제거하였다 . 레이저 용접을 할 때 플라즈마 제거, 공기차단 및 산화 방지를 위해 Ar, He, N
2보호가 스와 대기상태에서 실험하였다 . 보호가스의 압력은 장비의 특성상 게이지압력 1 bar(4 L/min)이하로 조절이 되지 않기 때문에 압력 을 1 bar와 1.5 bar로 실험하였고, 시편인 박판을 고정하기 위하여 지그로 사용하고 있는 전자석의 높이 때문에 보호가스를 레이저빔 이 이동하는 방향으로 원통형 노즐을 45° 각도로 분사하면서 실험 하였다.
레이저 용접 공정변수는 Table 2에 나타낸 것과 같이 레이저 출
력을 1900 W로 고정하고, 이송속도를 2.8-3.4 m/min까지 0.2 m/min씩 변화시키면서 시편 10장이 관통 용접되었는지를 관찰 하였다 .
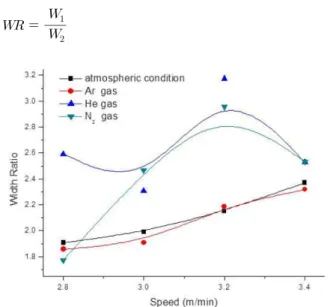
공정변수에 따라 용접 단면을 관찰하기 위해 다이아몬드 컷팅기 로 시편을 절단하고 사포로 연마 및 폴리싱 후 에칭하였다 . 에칭된 용접비드 경계면은 광학현미경 (Olympus: GX-51)으로 관찰하였 다 . 광학현미경으로 용입 깊이와 폭을 측정하였고, 용접 시 레이저 빔 이송속도의 변화에 따른 비드폭 비 , 시편 내부로 흡수되는 입열 량의 변화를 측정하였다 .
3. 결과 및 고찰
3.1 순수 니켈의 용접 특성
레이저 용접은 키홀 용접으로 레이저의 출력이 증가하면 키홀의 크기가 증가하고, 키홀 벽면에서 다중흡수 ․ 반사 현상이 발생하면 서 인입되는 입열량이 증가한다 . 고에너지 밀도를 가지는 레이저빔 이 시편에 조사되면 키홀이 열리고 레이저빔이 이동하면 키홀 뒷 부분에서 응고가 시작되면서 키홀이 닫혀지게 된다 . 키홀을 열리게 하는 레이저의 출력과 키홀이 닫히게 되는 레이저빔의 이송속도에 따라 용접결과가 다르게 나타난다
[11].
본 연구에서 용접하고자 하는 박판 용접은 레이저 출력이 너무 크거나 레이저빔 이송속도가 너무 느릴 경우 과입열로 가장 위에 있는 시편은 용융 증발되면서 절단된다 . 시편의 가장 위에 있는 시 편이 용융․ 증발에 의한 절단현상이 발생하지 않고 두께가 0.1 mm 인 순수 니켈 박판 10장을 겹치기 용접하여 결과를 고찰하였다.
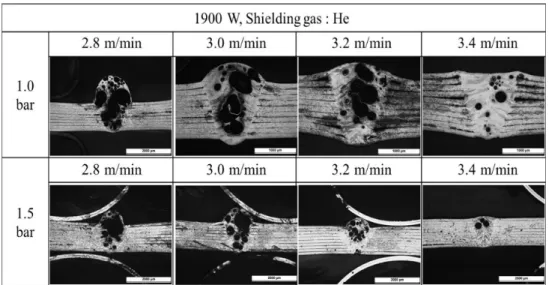
레이저 공정변수에 따라 겹치기 용접한 결과를 Fig. 3에 나타내었 다 . 시편 단면에 검정색으로 나타나 있는 부분은 시편이 박판이기 때문에 에칭하면서 발생한 박판 사이의 간극을 나타내는 것으로 용접 결함은 아니다 .
Fig. 3에 나타낸 실험결과는 레이저빔 이송속도에 따라 보호가
Fig. 2 Schematic diagram of the experimental set-up
Ni (wt %)
Ni Cu Fe Si Mn C S
99 0.25 max
0.4 max
0.35 max
0.35
max 0.02 0.01 max Table 1 Chemical composition of Ni
Ni lap joint welding
Laser power (W) 1900
Welding speed (m/min) 2.8-3.4
Focal position (mm) 0 (Focal length : 200 mm)
Shielding gas Ar, He, N
2Table 2 Parameter of laser welding
스를 사용할 때와 보호가스를 사용하지 않고 대기상태에서 용접했 을 때의 실험결과를 나타내고 있다. Fig. 3의 실험결과에 의하면 레이저빔의 이송속도가 증가할수록 시편과 레이저빔의 상호작용이 짧아지면서 용접 단면적이 감소하였다 . 이는 레이저빔의 이송속도 가 증가하면 입열량이 감소하면서 나타나는 현상으로 레이저빔과 시편이 상호작용하는 시간이 짧아지면서 시편 주변부로 열손실이 발생하기 때문에 나타나는 현상이다.
실험결과 전체적으로 특이한 사항은 일반적으로 레이저 용접할 때 광학부품의 보호, 플라즈마의 제거, 산화방지, 용융금속의 분출, 산화열 등을 제어하기 위해 보호가스를 사용할 경우 용접 단면에서 결함이 작게 발생하는 것이 일반적인 현상이다. 본 연구팀에서도 과거 비철금속과 금속재료를 70여 차례 레이저로 용접할 때도 보 호가스의 종류는 보호가스를 사용하여 용접하는 것이 일반적으로 내부에 기포가 발행하는 용접 결함 등이 현저하게 감소하는 경향을 발견하였다 . 많은 문헌에서도 레이저 용접할 때 보호가스를 사용할 경우 양호한 용접결과를 얻을 수 있다는 것이 일반적인 상식으로 되어 있다. 그러나 특이하게 본 연구에서는 보호가스를 사용할 경 우 용접 단면에 기포가 많이 발생하는 결함이 심하게 나타났다. 특 히 탄소강을 레이저로 용접할 때 용접 단면의 결함을 제어하기 위 해 보호가스를 신중하게 결정하여 사용하고 있고, 금속을 레이저
용접할 경우 일반적으로 Ar, He, N
2보호가스를 사용하고 있다
[12-14]