"J. Korean Soc. Radiol., Vol. 12, No. 6, November 2018"
A Study on the Fabrication and Comparison of the Phantom for CT Dose Measurements Using 3D Printer
Myeong-Seong Yoon,
1Seong-Hyeon Kang,
1Soon-Min Hong,
2Youngjin Lee,
3Dong-Koon Han
1,*1
Department of Radiology Science, Health Sciences College, Eulji University
2
Device Development Team, GreenCross Medical Science
3
Department of Radiology Science, Gachon University
Received: November 17, 2018. Revised: November 26, 2018. Accepted: November 30, 2018
ABSTRACT
Patient exposure dose exposure test, which is one of the items of accuracy control of Computed Tomography, conducts measurements every year based on the installation and operation of special medical equipment under Article 38 of the Medical Law , And keep records. The CT-Dose phantom used for dosimetry can accurately measure doses, but has the disadvantage of high price. Therefore, through this research, the existing CT - Dose phantom was similarly manufactured with a 3D printer and compared with the existing phantom to examine the usefulness. In order to produce the same phantom as the conventional CT-Dose phantom, a 3D printer of the FFF method is used by using a PLA filament, and in order to calculate the CTDIw value, Ion chambers were inserted into the central part and the central part, and measurements were made ten times each. Measurement results The CT-Dose phantom was measured at 30.44 ± 0.31 mGy in the periphery, 29.55 ± 0.34 mGy CTDIw value was measured at 30.14 ± 0.30 mGy in the center, and the phantom fabricated using the 3D printer was measured at the periphery 30.59 ± 0.18 mGy, the central part was 29.01 ± 0.04 mGy, and the CTDIw value was measured at 30.06 ± 0.13 mGy. Analysis using the Mann - Whiteney U-test of the SPSS statistical program showed that there was a statistically significant difference in the result values in the central part, but statistically significant differences were observed between the peripheral part and CTDIw results I did not show. In conclusion, even in the CT-Dose phantom made with a 3D printer, we showed dose measurement performance like existing CT-Dose phantom and confirmed the possibility of low-cost phantom production using 3D printer through this research did it.
KeyWords: CT, CT Dose measure, CT-Dose Phantom, 3D printer, CTDIw
Ⅰ . INTRODUCTION
전산화단층촬영 장치(Computed tomography, CT) 는 X-선과 컴퓨터를 이용한 검사로서 인체구조를 단면 영상으로 재구성하여, 3차원 입체 영상을 신 속하고 정확하게 제공하므로 해부학적 구조를 정 확하게 알 수 있는 장비이다.
[1,2]최근 CT 기술의 발 전으로 임상적인 유용성이 크게 증가하여 진단 및 치료 등에 널리 이용되고 있어, 국내 CT 장비의 설
치도 2007년 1638대에서 2017년 1964대로 10년 동
안 약 19.9 % 증가하였다.
[3]하지만 건강보험심사
평가원에 따르면 2017년 7월 말 기준으로 1년간
CT의 재촬영률은 평균 18%이며, 장비의 성능 때문
에 재검사를 하는 경우가 11%로 나타났다.
[4,5]특히
CT의 피폭선량이 일반 X-선 검사보다 상대적으로
높으며, CT 촬영에 의한 방사선 피폭이 전체 영상
의학 검사의 의한 방사선 피폭의 67%를 차지한다
고 보고되어, 장비의 정도 관리의 중요성이 매우
https://doi.org/10.7742/jksr.2018.12.6.737
높아졌다. CT는 의료법 제38조 특수의료장비 설 치 및 운영에 관한 법률에 따라 1년마다 CT 장비 의 선량을 CT-Dose 팬텀으로 정도 관리를 실행하 고 기록 및 보관해야 한다.
[8]하지만, 팬텀의 재질 과 X-선 강도, 질, 알고리즘 등으로 복잡하게 얽혀 있는 팬텀 제작이 어려워, 국산화가 이루어지지 않 고, 수입에 의존하여 팬텀 가격이 상대적으로 비싼 가격에 형성되어 각 병원마다 보유하고 있지 않은 경우가 많다. 따라서 CT-Dose 팬텀의 국산화를 통 해 보급형 팬텀이 필요하지만 이에 대한 연구는 부 족한 실정이다. 따라서 본 연구는 CT-Dose 팬텀의 주 재질인 아크릴(Acrylic)과 밀도가 유사한 PLA(Polylactic Acid) 필라멘트와 FFF(Fused Filament Fabrication) 방식의 3D프린터를 이용하여 CT-Dose 팬텀과 유사한 팬텀을 제작하고 선량 측 정 후 얻어진 CTDIw(CT dose index weighted) 값을 기존의 CT-Dose 팬텀과의 비교 분석을 통해 3D프 린터로 제작된 팬텀에 대한 보급화의 가능성을 확 인하고자 한다.
Ⅱ. MATERIAL AND METHODS
1. 실험기기 및 팬텀
실험을 위해 사용된 장비는 Fig. 1. 과 같다. CT 장비는 64 MDCT(Aquilion CX, Toshiba, Japan)를 사 용하였으며, 표준 팬텀인 16 cm 직경의 CT-Dose 팬 텀을 사용하였다. 선량 측정을 위해 전리조는 VICTOREEN NERO mAx 8000 (Fluke, USA)과 VICTOREEN 6000-100 CT Ion-chamber, 3 cm
3(Fluke, USA)를 이용하여 측정하였다.
(a) MDCT (Aquilion CX, Toshiba, Japen)
(b) CTDI phantom and Ion-chamber Fig. 1. Equipment used in experiment.
Fig. 2. 는 실험에 사용된 3D프린터이며, FFF (Fused Filament Fabrication) 방식의 Ultimaker3 Extended (Ultimaker, Netherlands) 장비이고, 재질은 PLA(Polylactid Acid) 소재를 사용하였으며, 재질의 출력 후 물성을 Table 1에 나타내었다. DICOM 뷰 어는 OsiriX (Lite, Pixmeo SARL, Swiss)와 CURA (3.5 Ultimaker, Netherland)를 사용하였다.
(a) Ultimaker 3 Extended 3D Printer
(b) PLA filament
Fig. 2. Equipment used in experiment.
Table 1. Post Production Physical prooerties
Physical prooerties Test method PLA
Tensile modulus ISO 527
(1 mm/min) 2346.5 Mpa Tensile strength ot
break
ISO 527
(50 mm/min) 45.6 Mpa
Elongation at break ISO 178 5.2 %
Flexural strength ISO 178 103.0 Mpa
Flexural
modulus ISO 178 3150.0 Mpa
izod impact strength
notched (at 23℃) ISO 180 5.1 kJ/m2
Hardness Durometer
(Shore D) 83
"J. Korean Soc. Radiol., Vol. 12, No. 6, November 2018"
2. 팬텀제작
3D프린터로 팬텀 제작은 팬텀 모델링 단계, 출력 단계, 조립 순서로 진행하였으며, Fig. 3은 흐름도 를 나타내었다.
Fig. 3. 3D Printing process.
2.1 팬텀 모델링
팬텀 제작을 위해 기존의 CT-Dose 팬텀을 단면 두께 1 mm로 설정하여 CT scan 하였으며, 얻어진
DICOM 영상을 OsiriX를 이용하여 VR (volume rendering) 기법을 이용하여 팬텀 모양을 모델링하 고, SSD (shaded surface display) 기법으로 영상을 재구성하였다. 재구성된 SSD 영상에서 STL (stereo-lithography) 방식으로 변환 후 저장하였다.
2.2 팬텀 출력
모델링 된 STL파 일을 CURA 프로그램을 통해 출력 방법과 출력 온도, 베드 온도, 압출량 등을 설 정하였다. Table 2.는 팬텀 출력 시 사용된 설정값 을 표시하였다.
Table 2. Set-up of 3D-printer
Index Value Index Value
Layer height 0.2 mm bed temperature 70℃
Shell thickness 0.8 mm Displacement 100 %
Temperature of
printing 210℃ Density of
filament 1.24 g/cm3
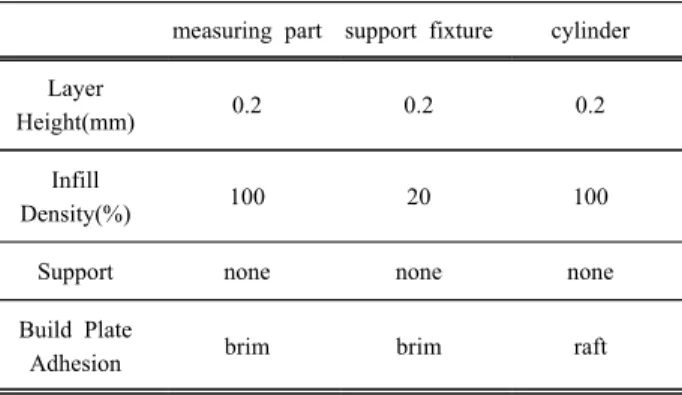
또한 팬텀의 제작시간을 단축하기 위해 3등분 하 여 출력하였으며, 직경 160 mm의 팬텀을 내부 채 움 100 %, 길이 30 mm 1개와 내부 채움 20 % 길이 60 mm 2개로 나누어서 slicing 하고 G-code 로 변환 하였다. Table 3. 은 팬텀의 부분별 설정값을 표시 하였다. 변환된 G-code를 프린터로 전송하여 출력 하고, 완성된 출력물을 접착제를 사용하여 하나의 팬텀으로 조립하였다.
Table 3. Dose phantom production setting s
measuring part support fixture cylinder
Layer
Height(mm) 0.2 0.2 0.2
Infill
Density(%) 100 20 100
Support none none none
Build Plate
Adhesion brim brim raft
3. 실험방법
위해 각 팬텀을 갠트리 중앙에 위치시킨 후 중 심 정렬을 한 후, Ion-chamber를 팬텀의 주변부와 중앙 홀 차례대로 위치시키고 각 10번씩 측정하였 다. CT scan 하고 얻어진 DICOM 영상 중앙 홀 아 래 4 × 4 cm ROI를 설정하여 각 팬텀의 CT number (Hounsfield Unit, HU)를 각 10회씩 측정하였으며, 선량 데이터는 주변부 선량 값과 중앙부의 선량 값 에 대해 Eq. (1)을 이용하여 CTDIw 값을 구하였다.
(1)
는 중심부의 CTDI 값을 나타내며,
는 주변부의 CTDI 값을 나타낸다.
4. 통계
통계적 수치의 분석을 위해 SPSS (Version 18.0, SPSS, Chicago, IL, USA)의 Mann-whitney U-test를 사용하였으며, p-value는 0.05를 이용해 통계적 분 석을 하였고, p-value 0.05 이상에서 유의한 차이가 없다고 판단하였다.
Ⅲ. RESULT
1. 3D프린터로 제작된 팬텀
Fig. 4.는 3D 프린터로 출력하고 후처리를 하고 접착제를 사용하여 조립이 완성된 모습을 나타내 고, 선량 측정 시 스캔 된 영상을 표시하였다.
2. CT number 측정결과
Fig. 4와 같이 각각의 팬텀을 CT scan 하고 얻어진 영상에서 중앙홀 아래 4 × 4 cm의 ROI에서 측정된 CT number는 표준 팬텀 124.5 HU (Hounsefield Unit)로 측정되었고, 3D 프린터로 제작된 팬텀은 124.8 HU로 측정되었다.
3. 선량측정결과
기존의 CT-Dose 팬텀과 3D프린터를 이용하여 제 작된 CT-Dose 팬텀을 동일한 CT scan parameter로
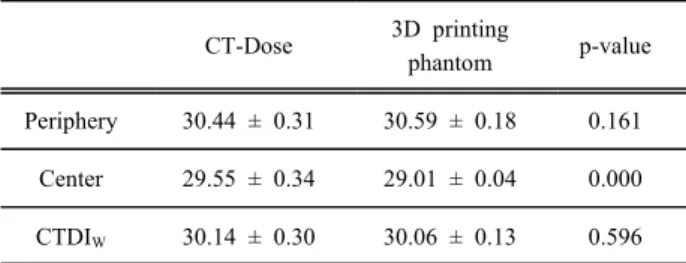
각각 10회씩 반복 측정한 결과는 다음과 같다. 주 변부는 표준 팬텀에서 30.44 ± 0.31 mGy, 자체제작 팬텀에서 30.59 ± 0.18 mGy가 측정 되었으며, 중앙 부에서는 표준 팬텀에서 29.55 ± 0.34 mGy, 자체 제작 팬텀에서 29.01 ± 0.04 mGy가 측정 되었다.
두 부위를 Eq. (1)을 이용한 CTDIw 값은 표준 팬텀 에서 30.14 ± 0.30 mGy로 나타났으며, 3D프린터로 자체 제작한 팬텀에서는 30.06 ± 0.13 mGy 측정되 었다. 통계적으로 검증한 결과 중앙부에서는 통계 적으로 유의한 차이를 나타내었고, 주변부와 CTDIw에서는 팬텀에서 측정된 선량 값에 있어서 유의한 차이를 나타내지 않았다. (p > 0.05).
(a) Dosimetry phantoms made with 3D printers
(b) CT-Dose Phantom and CT number Measure ROI
(c) phantoms made with 3D printers CT scan
Fig. 4. Phantom Imaging for Experiments.
"J. Korean Soc. Radiol., Vol. 12, No. 6, November 2018"
Table 4. CT number Measurement result CT-Dose 3D printing
phantom p-value
CT number 124.5 ± 1.41 HU 124.8 ± 1.16 HU 0.495
Table 5. CT- Dose Measurement result unit: mGy
CT-Dose 3D printing
phantom p-value
Periphery 30.44 ± 0.31 30.59 ± 0.18 0.161
Center 29.55 ± 0.34 29.01 ± 0.04 0.000
CTDI
W30.14 ± 0.30 30.06 ± 0.13 0.596
Ⅳ. DISCUSSION
CT 장비를 이용한 검사는 연부 조직의 중첩 없 이 고해상도의 영상을 빠른 시간 안에 획득할 수 있으며, 후처리를 통해 3D 영상으로도 변환이 가능 하여 검사 건수가 크게 증가하고 있으나,
[9]일반 X-ray 촬영과 비교 시 환자가 부담하는 피폭선량이 매우 높기 때문에 더욱 주의를 기울여야 한다.
[10]특히 장비의 노후화로 인해 영상의 화질이 저하될 뿐만 아니라 환자의 피폭선량과도 밀접한 관련이 있기 때문에, 매 주기마다 시행되는 정도 관리는 매우 정확하게 시행되어야 한다.
[11]하지만 정도 관 리 항목 중 환자 피폭선량 피폭 시험은 제조사의 자사 기준에 의거하고 있어 각 장치별 Computed Tomography Dose Index(CTDI)를 객관적으로 비교 하기 어려우며, CT 검사 시 환자의 피폭 선량을 정 확히 반영하지 못하여 정확한 환자의 피폭선량의 실태를 알 수 없고,
[12]정도 관리를 위한 CT-Dose 팬텀도 비용적인 부담과 구매를 위한 접근성의 어 려움 등으로 인해 실제 보급되어 있는 병원이 많지 않은 실정이다. 본 논문에서는 앞서 언급한 문제점 을 해결하기 위한 방법으로 3D 프린팅 기술을 제 시하였다. 3D 프린터는 적층방식의 제작 과정으로 인해 제작시간을 단축할 수 있으며, 물체의 형태 분석 및 설계 과정을 위한 software의 조작이 매우 간단하기 때문에 누구나 쉽게 접근할 수 있는 이점
을 가지고 있다. 방사선과학 분야에서 3D프린터를 이용한 연구는 해부학적 모형 팬텀이나 화질 팬텀, 정도 관리 팬텀 등의 연구는 꾸준히 진행되어 왔
다.
[13-15]서정남 등의 연구에 따르면 인체 조직과
유사한 물질인 PLA를 이용하여 제작한 팬텀으로 방사선 치료용 MeV 단위의 X선의 선량 측정에도 유용하다고 보고되었다.
[16]하지만 CT 장비의 선량 측정용 팬텀에 대한 연구는 아직 부족한 실정이다.
이점을 바탕으로 제작된 CT-Dose 팬텀은 보급형 FFF 방식의 3D 프린터와 PLA 필라멘트를 사용하 였으며, 기존의 CT-Dose 팬텀을 CT로 scan 하여 CAD 설계 없이 바로 출력하였으며, 출력물의 정밀 도를 높이기 위해 0.4 mm의 노즐을 사용하였다.
3D 프린터는 기본적으로 20 %의 내부 채움을 사용 하고 있고, 20 %의 내부 채움도 단단한 성질을 나 타내지만, 본 연구에서는 표준 팬텀과 유사하게 제 작하기 위해 내부 채움을 100 %로 출력해야 하므 로 비교적 제작시간이 많이 소요되는 제한점이 있 어 3등분으로 출력하여, 선량 측정 부위 3 cm만, 100 %로 내부를 채워 진행하였다. 측정결과 중앙 부에서는 두 팬텀이 평균값 0.54 mGy의 차이를 보 여 유의한 차이를 나타내었지만, Eq. (1)에 의해 계 산된 CTDI
W는 유사한 값을 도출하였다. 이것은 아 크릴과 PLA의 밀도가 1.19 cm
3와 1.24 cm
3로 미세 한 차이를 보이고 있어, 중앙부에서는 밀도가 높은 PLA에서 다소 낮게 측정되었다. 이에 앞으로 PLA 가 아닌 아크릴 소재를 3D 프린터 소재로 개발이 필요하며, 이에 대한 관련 연구가 요구될 것으로 판단된다. 앞으로 소재 개발과 더불어 선량 측정 팬텀으로서 유용성 평가는 추가적으로 행해져할 것이며, 추후 본 연구결과를 기반으로 선량뿐만 아 니라 영상의 특성까지 평가 가능한 팬텀을 제작하 고자 한다.
Ⅴ. CONCLUSION
3D 프린팅 기술을 이용한 CT 선량 측정 팬텀 제
작은 매우 저렴한 가격으로 기존의 CT-Dose 팬텀
과 유사한 성능을 가지는 선량 측정용 팬텀을 제작
할 수 있음을 알 수 있었다. 따라서 저가의 선량 측
정 팬텀의 보급이 가능할 것이라 사료된다. 또한
위한 방향을 제시할 수 있을 것으로 사료되며, 선 량 측정 팬텀 제작의 기초자료로 활용할 수 있으리 라 기대된다.
Reference
[1] D. W. Kim, H, S. Kim, S. O. Park, "Textbook of Computed Tomography, " Dae-hak Publishing co.
2010.
[2] I. H. Ko, K. K. Kim, D. Y. Kim, "Textbook of Computed Tomography, " Chung-ku Publishing co.
2005.
[3] http://opendata.hira.or.kr
[4] O. T. Kwon, "Selection criteria of medical equipment requiring quality control and selection of priority medical equipment," Health Insurance Review
&Assessment Service, Vol. 12, No. 3, pp. 33-48, 2018.
[5] W. Jang, S. J. Han, "Current status and main issues of Korean medical resources in OECD statistics,"
Health Insurance Review & Assessment Service, Vol.
12, No. 4, pp. 7-16, 2018.
[6] United Nation Scientific Committee on the Effect of Atomic Radiation, "2000 report to the general assembly, annex D: medical radiation exposure," New York, NY: United Nation, 2000.
[7] Mettler FA, Jr., Wiest PW, Locken JA, Kelsey CA.
"CT scanning: patterns of use and dose," Journal of Radiological Protection, 2000.
[8] Ministry of health and welfare, "Regulations on the installation and operation of special medical equipment, Ordinance No. 146 of the Ministry of Health and Welfare," 2012.
[9] Sagara Y, Hara AK, Pavlicek W, Silva AC, Paden RG, Wu Q, "Abdominal CT: comparison of low-dose CT with adaptive statistical iterative reconstruction and routine-dose CT with filtered back projection in 53 patients," American journal of roentgenology, Vol.
195, No. 3, pp 713-9, 2010.
[10] Rehani M, Berry M, "Radiation dose in computed tomography Editiorial," BMJ Clinical research ed., 2000.
[11] D. K. Han, S. K. Ko, H. J, Yang, M.C. Kim, "The
Evaluation of Image Quality and Radiation Dose in Multi-Detector CT," Journal of radiological science and technology. Vol. 30. No. 2. pp. 129-38, 2007.
[12] K. K. Kim, "STUDY ON MEASURING SCAN PARAMETER OF CTDI(COMPUTED TOMO GRAPHY DOSE INDEX)," Korea University, 2011.
[13] W. K. Oh, K. S. Lim, T. S. Lee, "Additive Manufacturing of Patient-specific Femur Via 3D Printer Using Computed Tomography Images,"
Journal of the Korean Society of Radiology, Vol. 7, No. 5, pp. 359-64, 2013.
[14] Y. H. Seong, "Comparison of Hounsfield Units by Changing in Size of Physical Area and SettingSize of Region of Interest by Using the CT Phantom Made with a 3D Printer," Journal of Radiological Science and Technology, Vol. 38, No. 4, pp 421-427, 2015
[15] W. J. Choi, D. H. Kim, "Making Human Phantom for X-ray Practice with 3D Printing," Journal Korean Society Radiology, Vol. 11, No. 5, pp. 371-7, October 2017.
[16] J. N. Seo, J. E. Nha, S. M. Bae, "A phantom
production by using 3-dimentional printer andIn-vivo
dosimetry for a prostate cancer patient," ournal of
Kkorean Society for Radiotherapeutic Technology,
Vol. 27, No. 1, pp. 53-60, 2015.
"J. Korean Soc. Radiol., Vol. 12, No. 6, November 2018"
3D프린터를 이용한 CT 선량측정 팬텀 제작 및 비교에 관한 연구
윤명성,
1강성현,
1홍순민,
2이영진,
3한동균
1,*1
을지대학교 보건과학대학 방사선학과
2
녹십자MS 기기개발팀
3