<학술논문> DOI http://dx.doi.org/10.3795/KSME-A.2013.37.7.865
ISSN 1226-4873
CNG 압력용기의 최적 공정설계를 통한 공정의 신뢰성 확보 및 다이 수명 향상
배준호* · 이현우** · 김문생* · 김 철**†
* 부산대학교 기계공학부, ** 부산대학교 기계기술연구원
Optimal Process Planning of CNG Pressure Vessel by Ensuring Reliability and Improving Die Life
Jun Ho Bae*, Hyun Woo Lee**, Moon Saeng Kim* and Chul Kim**†
* School of Mechanical Engineering, Pusan Nat’l Univ.,
** Research Institute of Mechanical Technology, Pusan Nat’l Univ.
(Received December 27, 2012 ; Revised May 18, 2013 ; Accepted May 27, 2013)
1. 서 론
소화기와 LPG 가스통 등과 같은 고압 가스용기 의 경우, 이음새 없는 튜브(Seamless tube)를 사용 하여 바닥성형(Bottom forming)과 접합(Closing)공정 및 열간 오목성형 공정(Forming to concave bottom) 을 이용하는데, 이러한 생산방식은 고가의 재료비
와 재료 보관상의 문제점이 있으며, 경량화된 고 품질의 고압가스용기의 생산을 어렵게 한다. 상기 의 문제점을 해결하기 위하여 Fig. 1 과 같은 CNG (Compressed natural gas) 고압가스 용기의 제조에 D.D.I. (Deep drawing & ironing) 공정이 도입되었으 며, 이를 위하여 국내에서는 정격하중 650tonf 및 펀치행정 8.2m (단방향 4.1m)의 수평식 프레스 프 레스가 사용되고 있다.
(1,2)CNG 압력용기 제조를 위한 D.D.I. 공정의 경우, 기존 연구에서는 후판의 블랭크를 D.D.I. 공정에
† Corresponding Author, [email protected]
Ⓒ 2013 The Korean Society of Mechanical Engineers
Key Words: Deep Drawing & Ironing(딥드로잉과 아이어닝), CNG(압축천연가스), Pressure Vessel(압력용기), Process Design(공정설계), Wear of Die(다이마모), FEA(유한요소해석)
초록: CNG 압력용기의 제조를 위하여 고성능 수평식 프레스를 이용한 딥드로잉과 아이어닝의 연속공 정(D.D.I. 공정)이 도입되었다. 그러나, 몇몇 D.D.I. 공정 변수들은 현장 경험에 의존하여 결정되는 문제 점이 있으며, 다이의 짧은 수명 역시 고성능, 저비용의 압력용기 제조를 위하여 필수적으로 개선되어야 한다. 본 연구에서는, 공정의 신뢰성 확보 및 다이 수명 향상을 위하여 기존 관련 연구 및 현장 경험을 바탕으로 드로잉비, 다이 간의 간격, 드로잉 다이의 라운딩 반경, 아이어닝 다이의 각도를 공정변수로 결정하였다. FEA 를 이용하여 각 성형 단계에서 찢어짐과 주름이 발생하지 않는 한계 드로잉비를 결정 하였고, 다이 간의 간격, 드로잉 다이의 라운딩 반경, 아이어닝 다이의 각도에 대하여 실험계획법을 이 용하여 최적 공정설계를 수행하였으며, 기존 공정에 의한 결과와 비교하여 효율성을 검증하였다.
Abstract: The deep drawing and ironing (DDI) process involving the use of a high-capacity horizontal press is used for
manufacturing acompressed natural gas (CNG) pressure vessel. However, some variables of the DDI process have been
determined based on the experiences of workers, and the short die life needs to be improved for manufacturing the
pressure vessel withhighquality and lowcost. In this study, process variables such as the draw ratio, distance between
dies, radius of rounding of drawing die, and angle of ironing die are chosen to enhance the reliability and improve the
die life based on previous studies and experiences. The draw ratio limits at which no tearing or wrinkling occurs are
determined using FEA, and the distances between dies, radius of rounding of drawing die, and angle of ironing die are
optimized by the DOE method. The results of the optimal process variables are compared with those of the existing
DDI process for verifying their effectiveness.
적용시켜 고압가스 용기를 제조하였다. 이를 위해 소성이론 및 현장 기술자의 경험을 토대로 설계 및 시험규칙
(1,3)이 정식화되었으며, AutoCAD 환경 하에서 AutoLISP 언어를 이용한 공정설계 자동화 시스템을 개발하였다.
(1,2)또한, 구조강도 및 피로 수명의 향상을 위한 자긴 처리와 소성변형시 변형 에 의한 소재의 파열 및 성형 결함 등에 대한 지 식 베이스 구축을 통한 설계 자동화 시스템 개발 이 이루어 졌고,
(4)D.D.I. 공정으로 제조된 금속 라 이너에 내압을 받는 E-Glass/에폭시 필라멘트 와인 딩 압력용기용 설계자동화 시스템 개발에 대한 연 구가 이루어졌으나, 하나의 펀치를 이용하여 한 번의 프레스 행정(Stroke)에 딥 드로잉 및 여러 개 의 아이어닝 공정이 연속적으로 이루어지기 때문 에 드로잉과 아이어닝 다이의 수명이 다른 공정에 비해 상대적으로 짧은 문제점이 있다.
(5~7)이에, 본 연구에서는 D.D.I. 공정의 신뢰성 확보 및 다이의 수명 향상을 위하여, 기존의 관련 연구 및 현장 경험을 바탕으로 D.D.I. 연속공정에 대한 FEA 를 수행하였으며, 각 공정들에 대하여 찢어짐 (Tearing) 및 주름(Wrinkling) 등의 결함이 발생하지 않는 한계 드로잉비(Draw ratio)를 구하였다. 그리 고, 한계 드로잉비에 너무 근접하면 제품 불량의 요인이 되므로 각각의 성형단계에서 균등하게 한 계 드로잉비에 근접하도록 이론적 해석 및 FEA 를 이용하여 최적의 드로잉비를 구하였다. 또한, 각 다이 간의 간격(Distance between dies), 드로잉 다이의 라운딩 반경(Radius of rounding), 아이어닝 다이의 각도(Angle of ironing die)를 다이 수명 향상 을 위한 공정변수로 결정하여 성형한계를 고려한 공정의 신뢰성 확보와 실험계획법(Design of Experiment method)을 이용한 각 공정변수들의 다 이에 국부적으로 작용하는 응력에 미치는 영향을 고려하여 다이 수명 향상을 위한 최적 공정설계를 수행하였다.
Fig. 1 CNG pressure vessel (TypeⅡ) for vehicle
2. D.D.I. 공정 개요
D.D.I. 공정은 Fig. 2 와 같이 하나의 펀치를 이 용하여 한 번의 프레스 행정(Stroke)에 딥 드로잉 및 여러 개의 아이어닝 다이를 이용하여 연속적으 로 원통형 용기를 성형하는 공정이다. CNG 압력 용기의 경우, 1 차 성형단계에서 단동형 수직 프레 스에서 블랭크를 딥 드로잉시키며, 2 차 성형단계 에서는 수평식 프레스를 이용하여 재드로잉, 아이 어닝 1, 아이어닝 2 의 3 공정을 연속적으로 진행 한다. 3 차 성형단계에서 재드로잉과 아이어닝의 연속적인 공정 진행 후 바닥성형(bottom forming)이 이루어진다. 각 성형단계 이전에 소재는 완전 풀 림 및 구상화 열처리가 되고, 윤활(인산염 피막) 처리가 된다.
(1,2)3. 유한요소 해석기법 확립
3.1 압력용기(34CrMo4)의 물성치
압력용기의 라이너 소재 (34CrMo4) 물성치는 Table 1 에 나타내었다. 유동응력식은 아래 식 (1) 과 같으며 Osakada 등
(8)이 제안한 방법에 따라 결 정하였다.
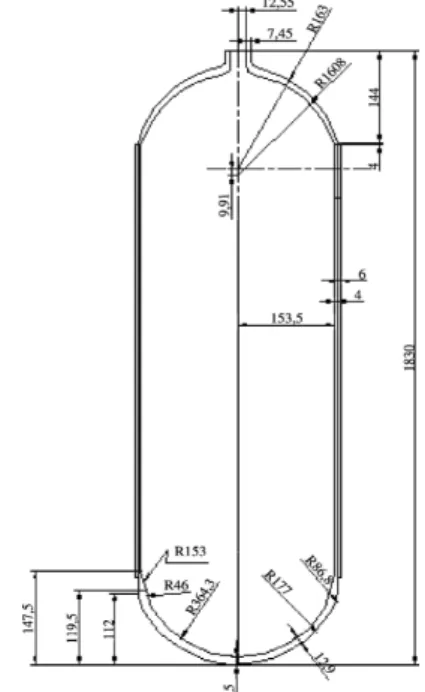
(7)용기의 형상 및 치수는 Fig. 3 에 나타
Table 1 Material properties of the liner (34CrMo4) Density,
kg/m
3Elastic modulus E,
GPa
Shear modulus G,
GPa
7,850 199.92 80.0
Poisson’s ratio
νYield strength MPa
Shear strength MPa 0.25 840.84 600MPa
Fig. 2 Schematic view of D.D.I. process
내었으며, 두께는 4mm, 전체 길이는 1830mm (Cylinder : 1538.5mm, upper doom : 144mm, bottom doom : 147.5mm)이다.
(9)] / [ 42 .
90
ε
0.213 kgf mm2σ
=(1) 3.2 공정의 성형한계를 위한 해석기법
해석 툴은 DEFORM 을 사용하였으며, 해석 모 델은 펀치 (Punch), 소재 (Workpiece), 드로잉 다이 (Drawing die), 아이어닝 다이 1, 2, 3 (Ironing die
Fig. 3 Dimensions of the CNG composite vessel
Fig. 4 Inertial mesh and remesh through D.D.I. processes
1, 2, 3)로 구성된다. 펀치와 다이는 강체 (Rigid body), 소재는 탄소성(Elasto-plastic) 소재로 모델링 하였다. 일반적으로 강소성(Rigid-plastic) 소재를 사용하는 경우는 탄성을 무시할 수 있는 열간 공 정들을 해석할 때 사용되며, 라이너 제조를 위한 D.D.I. 공정의 경우 냉간 공정이므로 탄소성 소재 를 사용하여 해석하는 것이 해의 정확도를 높일 수 있다.
(10)공정해석을 위한 유한요소 해석모델은 Fig. 4 에 서 알 수 있듯이 총 요소의 수는 약 8,200~8,500 개의 분포를 가지고, 공정 단계에서 요소망 재구 성(Remesh)이 일어난다. 소재와 다이의 전단마찰 상수는 0.1 로 하였으며,
(7)1 차 성형공정에서는 Fig.
5(a)에서와 같이 소재를 드로잉 공정을 통하여 컵 형상으로 만든다. 1 차 성형공정 통해 만들어진 소
(a) First draw stage in D.D.I. process
(b) Second draw stages in D.D.I. process
(c) Third draw stages in D.D.I. process
Fig. 5 Modeling for D.D.I. process
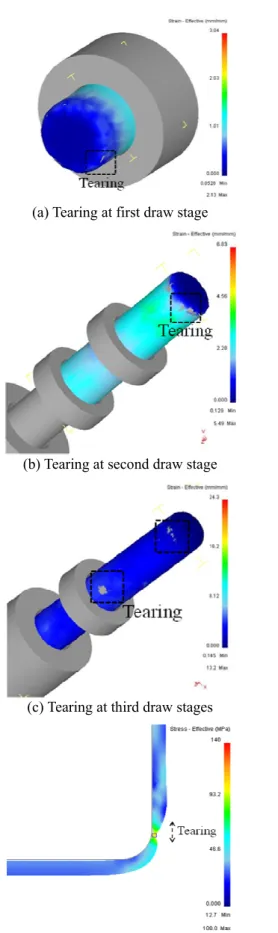
(a) Tearing at first draw stage
(b) Tearing at second draw stage
(c) Tearing at third draw stages
(d) Tearing by plastic deformation
Fig. 6 Checking tearing according to the draw ratios at each draw stage g for D.D.I. process
재를 2 차 성형공정 해석에 적용하여 Fig. 5(b)에서 와 같이 한 번의 드로잉 공정과 두 번의 아이어닝 공정을 수행한다. 2 차 성형공정 해석이 완료된 소 재를 3 차 성형공정에 적용하여 Fig. 5(c)에서와 같 이 각각 한 번의 드로잉 공정과 아이어닝 공정을 수행한다.
DEFORM 해석 툴을 이용한 D.D.I. 공정 해석의 경우, 극한응력(Ultimate stress)이상의 응력상태에서 넥킹(Necking)이 일어나며 소성변형이 계속 진행 될 경우 파단이 발생한다. 이는 주름(Wrinkling) 및 두께 감소에 따른 찢어짐(Tearing) 현상의 원인이 된다. 그러므로, 공정의 성형한계를 결정하기 위하 여 기존 관련연구
(1,3)및 현장경험을 바탕으로 드
(a) Die distance
(b) Radius of rounding of drawing die
(c) Angle of ironing die
Fig. 7 Modeling for process variables
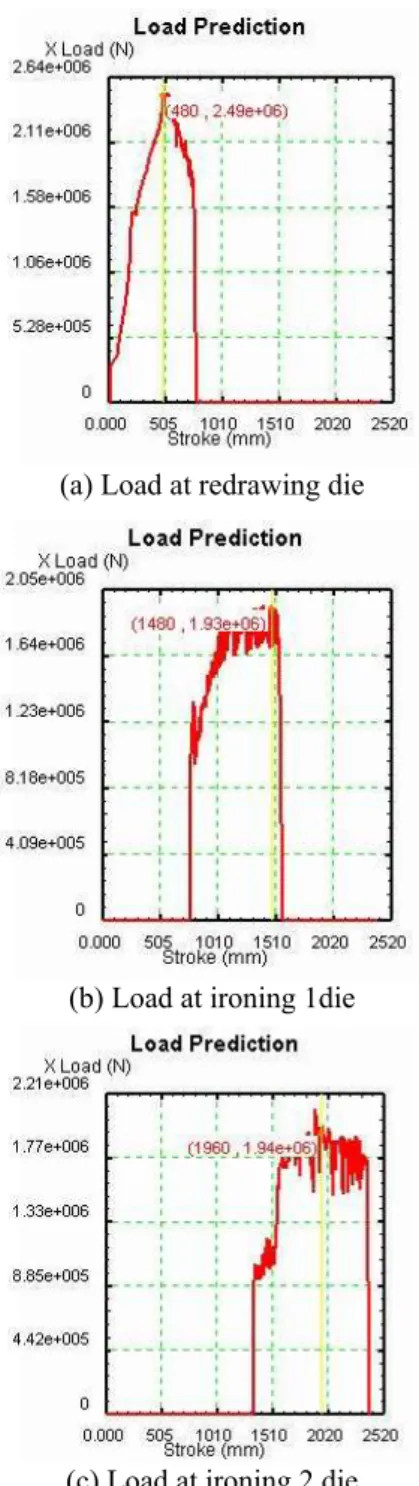
(a) Load at redrawing die
(b) Load at ironing 1die
(c) Load at ironing 2 die
Fig. 8 Measurement of loads at each die by FEA 로잉비를 변화시켜가며 각 성형공정별 FEA 를 수 행하여 Fig. 6 에서와 같이 주름(Wrinkling) 및 찢어 짐(Tearing) 등의 파손 여부를 판단하였다.
3.3 다이 수명 향상을 위한 해석기법
다이 간의 간격, 드로잉 다이의 모서리 라운딩 반경, 아이어닝 다이의 각도에 대한 해석 모델링 을 Fig. 7 에 나타내었으며, 해석모델의 물성치 및 마찰계수는 3.1~3.2 장에 나타난 것과 동일하다.
Table 2 Process variables of D.D.I. process used in the field
Die Distance
(mm)
Radius of rounding (Drawing die)
Angle of ironing die
400-400 20mm 15°
공정변수들에 대하여 실험계획법을 이용한 3 인자 5 수준의 L25 직교 배열표를 적용한 해석을 수행 하였다. 해석시간 단축을 위해 축 대칭 모델을 사 용하였으며, 총 요소 수는 5,188 개이다. 해석 결과 를 바탕으로, Fig. 8 과 같이 각 다이에 작용하는 하중으로 다이의 수명 향상을 판단하였다.
(9)4. 공정의 신뢰성 확보 및 다이의 수명 향상을 위한 최적 공정 설계
4.1 성형한계를 고려한 공정설계
D.D.I. 연속공정에서 주요 공정변수로 단면적 감 소율이 이용되며,
(3,7)드로잉비와 클리어런스 등의 영향을 받는다. 클리어런스의 경우, 드로잉비에 비 해 단면적 감소율에 미치는 영향이 미비하므로 기 존 공정의 클리어런스(1 차 성형단계: 1.05×t
0(소재 두께), 2 차 성형단계: 1.0×t
0, 3 차 성형단계: 0.95×t
0) 를 적용하였으며, 드로잉비에 따른 D.D.I. 공정해 석을 수행하였다. 각 공정의 단면적 감소율은 식 (2)와 같이 계산된다.
(1,3)[%]
100 .
0
0
×
−
= A
A A A
R
total f(2) A
0: 각 성형단계에서 시작 전의 컵단면적 A
f: 각 성형단계 성형 후의 컵단면적
기존 D.D.I. 공정 조건은 Table 2 에 나타내었으 며, 다이 간의 간격의 경우, Fig. 7(a)의 Distance 1 과 Distacne2 순으로 표시하였다.
4.1.1 드로잉 비에 따른 D.D.I. 공정해석
1~3 차 성형공정의 드로잉비를 결정하기 위하여
1 차 성형공정에서의 드로잉비를 1.85 부터 2.20 까
지 0.05 씩 증가시켜가면서 FEA 를 수행하여 결과
를 Table 3 에 나타내었다. 찢어짐이 발생하지 않는
한계 드로잉비의 범위는 2.0 이하로 나타났으며, 2
차와 3 차 성형공정에서의 단면적 감소율을 줄이
기 위하여 한계 단면적 감소율(50%)
(1,3,7)내에서
최대의 단면적 감소율을 가지는 2.0 을 1 차 성형 공정의 드로잉비로 결정하였다.
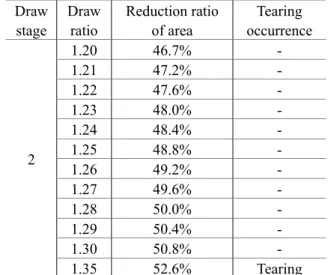
(9)1 차 성형공정의 드로잉비가 2.0 일 경우, 2 차 성 형단계에서의 드로잉 비에 따른 단면적 감소율을 Table 4 에 나타내었다. 2 차 성형단계에서의 드로잉 비가 1.27 이하일 때 한계 단면적 감소율(50%) 이 내임을 알 수 있다.
1 차와 2 차 성형단계에서의 드로잉비가 정해질 경우, 최종 제품의 요구치수를 만족하기 위하여 3 차 성형단계에서의 요구 드로잉비는 자동적으로 결정된다. 이에, 2 차 성형단계에서 결정된 드로잉 비에 대응하는 3 차 성형단계의 드로잉비와 단면 적 감소율을 계산하여 Table 5 에 나타내었다. Fig.
9~10 의 결과를 토대로 3 차 성형단계에서 찢어짐 이 발생하지 않는 드로잉비(1.23) 이내이면서 단면 적 감소율이 50% 이하(49.0%)인 2 차와 3 차 성형 단계의 드로잉 비는 각각 1.27 과 1.23 임을 알 수 있다.
Table 3 Tearing occurrence according to draw ratios by the first draw stage of D.D.I. process
Draw stage
Draw ratio
Tearing occurrence
1
1.85 -
1.90 -
1.95 -
2.00 -
2.05 Tearing 2.10 Tearing 2.15 Tearing 2.20 Tearing
Table 4 Reduction ratios of area and tearing occurrence according to the draw ratios by the second draw stage with the first draw ratio, 2.0
Draw stage
Draw ratio
Reduction ratio of area
Tearing occurrence
2
1.20 46.7% -
1.21 47.2% -
1.22 47.6% -
1.23 48.0% -
1.24 48.4% -
1.25 48.8% -
1.26 49.2% -
1.27 49.6% -
1.28 50.0% -
1.29 50.4% -
1.30 50.8% -
1.35 52.6% Tearing
해석결과를 토대로 각 성형단계에서 총 단면적 감소율이 50%를 넘지 않고(2 차 성형단계: 49.6%, 3 차 성형단계: 49.0%), 찢어짐이 발생하지 않는 드 로잉비(1 차 성형단계: 2.0, 2 차 성형단계: 1.27, 3 차 성형단계: 1.23)를 결정하였다.
4.2 다이 수명 향상을 위한 공정설계
4.1 장의 성형한계를 고려하여 결정된 드로잉비 와 클리어런스 조건 하에서 각 다이 간의 간격,
Table 5 Reduction ratios of area and tearing occurrence according to the draw ratios by third draw stage with the second draw ratios
Draw stage
Draw ratio (second-
third)
Reduction ratio of area
Tearing occurrence
2-3
1.20-1.30 51.7% Tearing 1.21-1.29 51.3% Tearing 1.22-1.28 51.0% Tearing 1.23-1.27 50.6% Tearing 1.24-1.26 50.2% Tearing 1.25-1.25 49.8% Tearing 1.26-1.24 49.4% Tearing 1.27-1.23 49.0% - 1.28-1.22 48.6% -
Fig. 9 Reduction ratios of area at the second draw stage
Fig. 10 Reduction ratios of area at the third draw stage
드로잉 다이의 라운딩 반경, 아이어닝 다이의 각 도에 대하여 실험계획법을 이용한 공정설계를 수 행하였다.
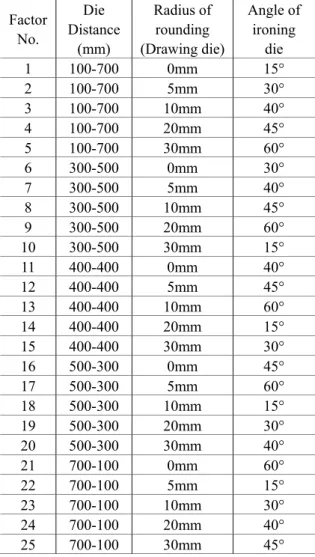
4.2.1 직교 배열표
인자들의 수준은 Table 5 의 초기값을 기준으로 각각 5 수준씩 설정하였고 이를 Table 6 에 나타내 었다. 3 인자 5 수준 실험이므로 L25 직교 배열표
Table 6 Control factor levels
Factor level
Die distance
(mm)
Radius of rounding (Drawing die)
Angle of ironing die 1 100-700 0mm 15°
2 300-500 5mm 30°
3 400-400 10mm 40°
4 500-300 20mm 45°
5 700-100 30mm 60°
Table 7 Experiment arrangement(inner table L
25( 5
3) ) Factor
No.
Die Distance
(mm)
Radius of rounding (Drawing die)
Angle of ironing
die
1 100-700 0mm 15°
2 100-700 5mm 30°
3 100-700 10mm 40°
4 100-700 20mm 45°
5 100-700 30mm 60°
6 300-500 0mm 30°
7 300-500 5mm 40°
8 300-500 10mm 45°
9 300-500 20mm 60°
10 300-500 30mm 15°
11 400-400 0mm 40°
12 400-400 5mm 45°
13 400-400 10mm 60°
14 400-400 20mm 15°
15 400-400 30mm 30°
16 500-300 0mm 45°
17 500-300 5mm 60°
18 500-300 10mm 15°
19 500-300 20mm 30°
20 500-300 30mm 40°
21 700-100 0mm 60°
22 700-100 5mm 15°
23 700-100 10mm 30°
24 700-100 20mm 40°
25 700-100 30mm 45°
를 적용하였으며, 일반적으로 다구찌 기법에서는 교 호작용을 고려하여 최적해를 구하는 것보다 효과가 큰 인자를 개선하는 것이 더 효과적이기 때문에 인 자를 배치할 때 교호작용은 없다고 가정하여 실험순 서에 따른 각각의 실험조건을 Table 7 에 나타내었다.
Table 7 의 모든 경우에 대하여 해석을 수행하였으며, 해석 결과 모두 찢어짐 및 주름 등의 결함이 발생하 지 않고 각 다이에 작용하는 하중의 차이 만을 나타 내었으므로 다이 간의 간격, 드로잉 다이의 라운딩 반경, 아이어닝 다이의 각도가 성형한계에 미치는 영향이 미비한 것을 알 수 있다.
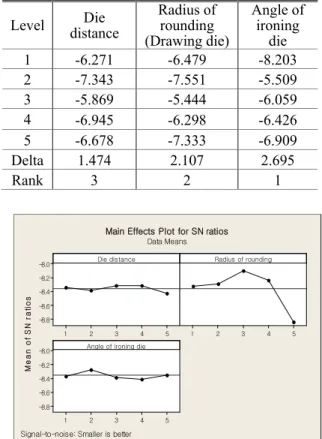
4.2.2 설계인자에 대한 영향도 분석
목적함수인 다이에 작용하는 하중은 특성치가 작을수록 좋기 때문에 망소특성(Smaller is better)을 사용하며 식 (3)과 같이 유도된다.
(11)) / ( log
10
10y
2n SNR = − Σ
i(3) 여기서 n 은 실험의 반복 횟수이고, y 는 특성치 이며, 각 드로잉 및 아이어닝 다이에 대한 SN 비 응답표와 주 효과의 그래프를 Table 8~10 와 Fig.
11 에 각각 나타내었다.
Table 8 Response table for signal to noise ratios of drawing die
Level Die distance
Radius of rounding (Drawing die)
Angle of ironing
die 1 -8.342 -8.319 -8.368 2 -8.382 -8.286 -8.271 3 -8.311 -8.097 -8.382 4 -8.315 -8.232 -8.406 5 -8.426 -8.842 -8.349 Delta 0.115 0.745 0.135
Rank 3 1 2
Table 9 Response table for signal to noise ratios of ironing 1 die
Level Die distance
Radius of rounding (Drawing die)
Angle of ironing
die 1 -6.598 -3.312 -7.808 2 -6.292 -6.449 -5.816 3 -5.908 -6.204 -5.729 4 -3.508 -6.307 -3.174 5 -6.289 -6.325 -6.069 Delta 3.091 3.136 4.634
Rank 3 2 1
Table 10 Response table for signal to noise ratios of ironing 2 die
Level Die distance
Radius of rounding (Drawing die)
Angle of ironing
die 1 -6.271 -6.479 -8.203 2 -7.343 -7.551 -5.509 3 -5.869 -5.444 -6.059 4 -6.945 -6.298 -6.426 5 -6.678 -7.333 -6.909 Delta 1.474 2.107 2.695
Rank 3 2 1
5 4 3 2 1 -8.0 -8.2 -8.4 -8.6 -8.8
5 4 3 2 1
5 4 3 2 1 -8.0 -8.2 -8.4 -8.6 -8.8
Die distance
Mean of SN ratios
Radius of rounding
Angle of ironing die
Main Effects Plot for SN ratios Data Means
Signal-to-noise: Smaller is better
(a) Main effects plot for SN ratios at redrawing die
5 4 3 2 1 -4 -6
-8
5 4 3 2 1
5 4 3 2 1 -4 -6 -8
Die distance
Mean of SN ratios
Radius of rounding
Angle of ironing die
Main Effects Plot for SN ratios Data Means
Signal-to-noise: Smaller is better
(b) Main effects plot for SN ratios at ironing 1 die
5 4 3 2 1 -6 -7
-8
5 4 3 2 1
5 4 3 2 1 -6 -7 -8
Die distance
Mean of SN ratios
Radius of rounding
Angle of ironing die
Main Effects Plot for SN ratios Data Means
Signal-to-noise: Smaller is better
(c) Main effects plot for SN ratios at ironing 2 die Fig. 11 Main effects plot for SN ratios at each die
Table 11 Comparison of loads at each die between the optimal process and process used in the field Case Drawing
die
Ironing 1 die
Ironing 2 die Process used
in the field 2,580kN 2,000kN 2,180kN Optimal
process 2,540kN 1,910kN 1,740kN
Fig. 12 FEA results regarding to the optimal process obtained by DOE method
4.2.3 해석결과 및 검토
4.1 장에서 성형한계를 고려하여 결정된 드로잉 비 (1 차 성형단계: 2.0, 2 차 성형단계: 1.27, 3 차 성 형단계: 1.23)와 클리어런스 (1 차 성형단계: 1.05×t
0, 2 차 성형단계: 1.0×t
0, 3 차 성형단계: 0.95×t
0) 조건 하에서, 4.2.1~4.2.2 장의 실험계획법에 의해 구해진 각 다이 별 최적 공정 변수 조합에 대해 각각 FEA 를 수행하였다. 해석 결과를 토대로 다이에 가장 낮은 하중이 작용하는 공정 변수 (다이 간의 간격 400-400mm, 드로잉 다이 라운딩 반경 10mm, 아이어닝 다이 각도 30°)를 최적 공정 설계로 결 정하였다. 결정된 최적 공정 설계에 대한 FEA 해 석결과를 기존 공정의 해석결과와 비교하여 Fig.
12 및 Table 11 에 나타내었다.
해석 결과, 드로잉 다이에서 약 1.6%, 아이어닝 1 공정은 약 4.5%, 아이어닝 2 공정에서 약 20%의 하중 감소를 나타내었다.
5. 결 론
본 연구에서는 D.D.I.공정의 신뢰성 확보 및 다
이의 수명 향상을 위하여 D.D.I. 공정에 대한 FEA
를 수행하여 각 성형단계에서의 드로잉 비와 클리 어런스를 결정하고, 실험계획법을 이용하여 다이 간의 간격, 드로잉 다이의 모서리 라운딩 반경, 아 이어닝 다이의 각도에 대한 최적 공정설계를 수행 하였다.
(1) 1 차, 2 차, 3 차 성형단계에서의 드로잉비가 각각 2.0, 1.27, 1.23, 클리어런스 1.05×t
0, 1.0×t
0, 0.95×t
0일 때, 각 성형단계에서의 총 단면적 감소 율이 한계 단면적 감소율(50%) 이하를 나타내었으 며 찢어짐이 발생하지 않았다.
(2) 실험계획법을 이용하여 다이 간의 간격, 드 로잉 다이의 모서리 라운딩 반경, 아이어닝 다이 의 각도에 대한 최적 공정설계를 수행하였으며, 해석 결과, 다이 간의 간격 400-400mm, 드로잉 다 이의 모서리 라운딩 반경 10mm, 아이어닝 다이의 각도 30° 일 때, 모든 다이에서 하중이 가장 적게 나타났다.
(3) 최적 공정설계에 의한 다이에서의 하중은 기존 공정과 비교하였을 때, 드로잉 다이에서 약 1.6%, 아이어닝 1 다이는 약 4.5%, 아이어닝 2 다 이에서 약 20%의 하중 감소를 나타내었으며, 이 는 측방향의 하중감소를 가져옴으로써 드로잉 및 아이어닝 다이의 수명을 향상시킬 것이다.
본 논문에서 제시한 D.D.I. 공정에 대한 해석기 법 및 다이 수명 향상을 위한 최적 설계기법은 다 양한 공정 조건 하에서의 압력용기 제조에 관한 연구에 널리 적용될 수 있을 것으로 사료된다.
후 기
이 논문은 부산대학교 자유과제 학술연구비(2 년)에 의하여 연구되었음.
참고문헌