기계적 합금화 공정에 의한 Fe가 코팅된 Mg 탈황 분말 제조 연구
송준우·Otaduy Guillermo·천병선a·홍순직*
공주대학교 신소재공학부, a충남대학교 나노소재공학과
Fabrication of Fe coated Mg Based Desulfurization Powder by Mechanical Alloying Process
Joon-Woo Song, Otaduy Guillermo, Byong-Sun Chun
a, and Soon-Jik Hong
*Division of Advanced Materials Engineering & Institute for Rare Metals, Kongju National University, 275, Budae-dong, Cheonan, 330-717, Republic of Korea
aDepartment of nanomaterials engineering, Chungnam National University, Daehak-ro, Yuseong-gu, Daejeon, 305-764, Republic of Korea
(Received April 27, 2012; Revised May 14, 2012; Accepted June 1, 2012)
···
Abstract
In this research, the coating behavior of Mg and Fe desulfurization powder fabricated by low energy and conventional planetary mill equipment was investigated as a function of milling time, which produces uniform Fe coated powders due to milling energy. Since high energy ball milling results in breaking the Fe coated Mg powders into coarse particles, low energy ball milling was considered appropriate for this study, and can be implemented in desulfurization industry widely. XRD and FE-SEM analyses were carried out to investigate the microstructure and distribution of the coating material. The thickness of the Fe coating layer reaches a maximum of 14µ
m at 20 milling hours. The BCC structures of Fe particles are deformed due to the slip system of Fe coated Mg particles.Keywords:
Planetary milling, Mg, Fe, Desulfurization···
1. 서 론
최근 산업발전에 따른 철강재료의 다양화 및 고급화가 요구되면서 제강과정에서 고순도화를 위한 많은 연구와 노력이 이루어지고 있다 [1]. 일반적으로 고급 강을 제조하
려면 용선에 함유된 불순물의 제거가 이루어져야 하며 , 특
히 철의 특성에 가장 큰 영향을 미치는 황 (S) 의 제거에 의
한 고순도화가 필수적으로 요구된다 . 이를 탈황 공정이라
하며 현재 가장 많이 이용되는 탈황제로는 마그네슘 , 알루
미늄 , CaC
2, Na
2CO
3, CaO 등이 있다 . 이 중에서도 , 마그
네슘은 기존의 다른 탈황제들에 비하여 약 10 배 이상 (0.084~0.306 min
−1) 으로 탈황 속도가 빠르고 , 용광로 내에
서 슬래그 방출량이 약 4~8 배가량 적게 발생하며 황 (S) 의
함유량을 0.005% 까지 쉽게 낮출 수 있어 , 선철에 포함된
황을 제거하는데 탁월한 효과를 나타내는 것으로 보고되
고 있다 [2-3]. 하지만 기존의 탈황제로 쓰이는 마그네슘은
낮은 용융온도 및 밀도로 용강 내에 깊숙이 침투하지 못 하고 부유하거나 녹아 용탕의 위치에 따른 탈황특성이 불 균일한 문제점을 가지고 있었다 . 따라서 , 이러한 우수한
탈황특성을 나타내는 마그네슘을 이용하기 위해서는 용탕 내부까지 용융이나 부유 없이 효과적으로 주입하려는 방 법이 요구된다 . 현재는 관을 이용한 직접주입 방법이나 캐
닝에 의한 방법들이 주로 사용되고 있으나 , 여전히 탈황
불균일성 및 낮은 효율 등의 문제점이 지적되고 있다 . 이
러한 문제점을 해결하고자 최근에는 밀도가 높은 금속을 마그네슘에 코팅하여 용탕내 침투시킴으로써 , 신속하고
균일한 탈황효과를 얻기 위한 탈황제의 개발 필요성이 대
두하고 있다 [4]. 특히 , 여러 고밀도 금속 중에 철은 불순물
에 대한 염려가 없고 상대적으로 높은 밀도 값 (7.86 g/
cm
3) 을 나타내므로 이를 마그네슘에 코팅하여 용강에 주
*Corresponding Author : Soon-Jik Hong, TEL: +82-41-521-9387, FAX: +82-41-568-5776, E-mail: [email protected]
입하면 효과적인 탈황에 의한 고순도화가 가능할 것으로 판단된다 .
이에 본 연구에서는 철강산업에서 효과적인 탈황을 위하 여 기계적 합금화 공정을 통한 철이 코팅된 마그네슘계 고 성능 탈황 분말을 제조하였으며 , 이러한 기계적 합금화 과정
동안 밀링에너지 변화에 따른 마그네슘과 철 분말의 코팅 거동과 이의 메커니즘에 관한 내용을 기술하고자 한다 .
2. 실험방법
본 연구에서는 출발원료로서 가스분무공정으로 제조된
고순도 (99.99%) 마그네슘 분말과 기계적인 분쇄방법으로
제조된 순도 98% 의 철 분말을 사용하였다 . 본 연구에서는
밀링 에너지에 따른 마그네슘과 철 분말의 코팅 거동을
알아보기 위해 볼 밀링 장비 (Ball milling) 와 유성형 볼 밀
(Planetary milling) 장비를 각각 이용하였으며 , 이에 대한
분말 제조 과정을 순서도로 간략하게 그림 1 에 나타내었
다 . 분말취급은 기계적 합금화 공정 중 볼과 자 또는 시료
와의 충돌로 생성되는 불순물을 최소화하기 위하여 지름
3.2 mm 의 지르코니아 (ZrO
2) 볼을 이용하였다 . 볼 대 분말
의 비율은 무게 비로 10:1 로 하여 원료분말과 밀링 볼을
밀링 용기에 장입한 후 분말의 산화를 방지하고자 용기 내부를 아르곤 가스로 치환한 글러브 박스 내에서 수행하 였다 . 볼 밀링의 회전 속도는 본 장비의 최대 회전 속도인
600 rpm 으로 고정했으며 , 볼 밀링 시간은 1 시간 , 7 시간 ,
10 시간 그리고 20 시간까지 다양하게 변화시켰다 . 밀링시
간에 따른 마그네슘과 철 분말의 미세조직 및 형상은 주 사전자현미경 (TESCAN MIRA LMH) 과 광학현미경을 이
용하여 관찰하였으며 , 분말의 결정구조는 X- 선 회절분석
기 (SMD3000) 를 이용하여 분석하였다 . 또한 , 밀링시간에
따른 분말입자 크기변화를 알아보기 위하여 입도분석
(SemAfore 5.21) 을 수행하였다 .
3. 결과 및 고찰
그림 2(a) 와 (b) 는 본 연구의 출발원료인 철 분말과 마
그네슘 분말을 고배율 주사전자현미경으로 관찰한 사진을 나타내고 있다 . 기계적 분쇄법으로 제조된 철분말 ( 그림
2(a)) 의 크기는 대략 100 µ m 이고 , 대부분 불규칙한 형상을
나타내고 있다 . 가스분무법으로 제조된 그림 2(b) 의 마그
네슘 분말은 약 350~400 µ m 로 비교적 조대하며 , 구형의
형태를 나타내는 것을 알 수 있다 . 본 연구에서는 저에너
의 기계적 합금화 공정에서 장시간 밀링을 수행하였을 때 ,
밀링시간에 따라 마그네슘 분말표면에 철분말의 코팅 가능 성을 알아보기 위하여 낮은 충격에너지와 회전속도를 갖는 저에너지 볼 밀 장비를 이용하여 밀링을 실시하였다 [5]. 그
림 3 은 저에너지 볼 밀 장비의 밀링시간에 따른 마그네슘 - 철 혼합분말의 미세조직을 나타내고 있다 . 그림 3 의 (a) 와
Fig. 1. Flow chart of the process designed for mechanical alloying of Mg-Fe desulfurization powders.
Fig. 2. FE-SEM micrographs of Mg and Fe starting powder.
(a) Fe and (b) Mg
Fig. 3. Optical micrographs of Mg-Fe milled powder fabricated
by low energy ball milling with milling time. (a), (b) 30 min,
(c), (d) 10 hr, and (e), (f) 30 hr.
(b) 는 30 분 , (c) 와 (d) 는 10 시간 그리고 (e) 와 (f) 는 30 시간
으로 각각 밀링한 분말의 미세조직으로 그림에서 보이는 바와 같이 초기 밀링시간 30 분에서는 초기와 유사한 크기
의 조대한 마그네슘 분말만 관찰되었고 철 분말의 코팅은 전혀 관찰되지 않았다 . 계속된 밀링으로 인하여 10 시간에
서 일부 파쇄되거나 냉간압접 된 철 분말들이 마그네슘 주위에 밀집되어 존재하였지만 , 최대 밀링시간인 30 시간
에서조차도 철 분말이 코팅된 마그네슘 분말은 여전히 관 찰되지 않았다 .
특히 , 이러한 조대한 분말들을 이용하여 볼 밀링 공정으
로 효과적인 코팅 분말을 제조하기 위해서는 분말크기와 이에 따라 요구되는 에너지의 관계를 고려해야 하며 , 원하
는 크기의 분말을 제조하기 위해 요구되는 에너지는
Charles 식에 의하여 다음과 같이 나타낼 수 있다 .
E = g (1)
여기서 , D
I은 초기 입자 크기 , E 는 가해진 에너지 , D
F는 최종입자 크기를 나타내며 , g 는 재료와 볼 , 밀의 구조 , 볼
밀링 조건과 관계된 상수이며 , 지수 a 는 보통 1~2 의 값을
가진다 . (1) 식에 의하면 , 분말을 미세화하는 데 필요한 에
너지는 초기 분말과 입도 변화의 변수에 의존함을 알 수 있다 . 이러한 에너지는 볼 밀링의 여러 가지 인자 중 회전
속도와 가장 관련이 깊으며 , 볼 밀링기의 단위 시간당 회
전속도 N 은 다음과 같은 식으로 나타낼 수 있다 [6-7].
(2)
여기서 d 는 볼 밀링 볼의 지름이며 , C 는 공정에 따라 변
하는 경험적 상수이다 . 위의 식에 따르면 회전속도 증가가
분말의 미세화 및 합금화에 큰 영향을 끼침을 알 수 있다 .
결국 , 이러한 회전속도의 증가는 밀링 시의 충격 에너지
증가를 야기하여 분말의 미세화 또는 합금화를 가속할 것 으로 생각할 수 있다 .
그림 3 의 사진에서 볼 수 있는 것과 같이 저에너지 볼
밀링 공정으로는 밀링시간이 증가하여도 철 분말이 코팅 된 마그네슘 분말을 제조하는 것이 불가능함을 확인할 수 있었다 . 따라서 본 연구에서는 저에너지 볼 밀 공정에 비
하여 상대적으로 높은 회전속도와 순간적으로 높은 충격 에너지를 인가할 수 있는 유성형 볼 밀 장비를 이용하여 철분말과 마그네슘 분말의 코팅 거동을 다시 관찰하였다 .
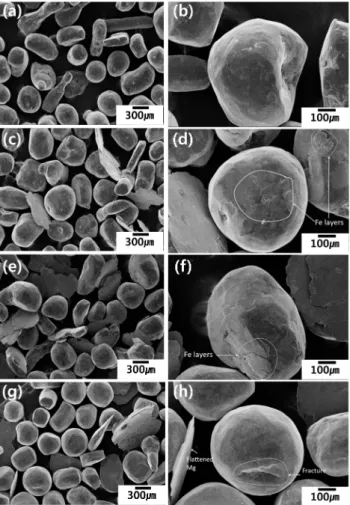
그림 4 는 유성형 볼 밀 장비를 이용하여 제조된 마그네
슘 - 철 탈황 분말의 형상을 각각 저 배율과 고 배율로 관찰
한 주사전자현미경 사진을 나타낸 것으로서 그림 4 의 (a)
는 1 시간 밀링한 분말로 크기는 약 300~400 µ m 이고 , 몇
몇 타원형의 분말을 제외하고는 대부분 구형의 형태를 나
타내고 있다 . 고 배율 현미경사진 ( 그림 4(b)) 을 보면 , 구형
의 마그네슘 표면의 일부에서 철 분말들이 압접되어 코팅 된 것을 확인할 수 있었다 . 그림 4(c), (e) 그리고 (g) 는 각
각 7, 10, 20 시간 동안 기계적으로 밀링한 마그네슘 - 철 탈
황 분말의 형상 및 크기를 나타내고 있으며 , 이들 분말의
고배율 사진을 그림 4(d), (f) 그리고 (h) 에 각각 나타냈다 . 밀
링시간이 증가함에 따라 초기의 분말크기에 비해 밀링 후 전체적으로 크기변화는 거의 없었으며 부분적으로 압접에 의해 형성된 분말들에서 형상이 불규칙한 타원형으로 변 화됨을 관찰할 수 있었다 . 7 시간과 10 시간에서 밀링한 분
말 ( 그림 4(c), (e)) 에서는 반복적인 볼의 충격으로 구형의
마그네슘 분말의 일부가 판상으로 변화되었고 마그네슘 분말 표면에 철 분말의 냉간압접 영역이 점차 증가함을
관찰할 수 있었다 [7]. 이상의 분말형상 관찰 결과에 따르
면 유성형 볼 밀 장비로 제조된 분말은 밀링시간이 증가 함에 따라 초기 분말크기보다 미세화는 거의 관찰되지 않 았으나 철분말이 마그네슘 분말표면에 코팅되는 양이 점 차 증가하는 것을 확인할 수 있었다 . 특히 , 기존의 다른 연
1 D
aF --- 1
D
aF ---
⎝ – ⎠
⎛ ⎞
t C d
2N
1 2⁄---
×
=
Fig. 4. Low and high magnification FE-SEM micrographs of
Mg-Fe milled powder fabricated by planetary ball milling
with different milling time. (a), (b) 1 hr, (c), (d) 7 hr, (e), (f)
10 hr, and (g), (h) 20 hr.
구에 따르면 마그네슘 분말표면의 코팅층의 두께에 따라 탈황률에 영향이 있는 것으로 보고되고 있으므로 밀링 시 간에 따른 단면조직 관찰을 통해 코팅층의 두께를 살펴볼
필요가 있다 [8].
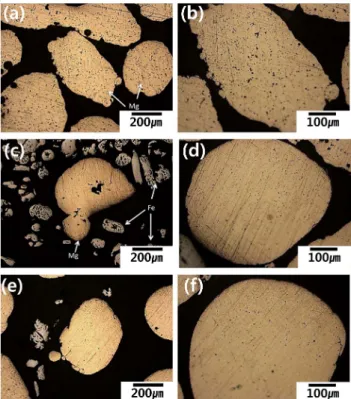
그림 5 는 유성형 볼 밀링장비로 밀링된 마그네슘 - 철 분
말의 밀링 시간에 따른 단면 미세조직을 주사전자현미경 의 후방산란전자 (BSE Mode) 로 측정한 사진이다 . 밀링시
간 1 시간에서는 마그네슘 표면에 철 분말의 코팅이 거의
발생하지 않았으나 , 밀링시간이 7 시간으로 증가함에 따라
길게 변형된 철 분말들이 마그네슘 분말 일부분에 얇은 코팅층이 형성되기 시작하였다 [9]. 지속적인 밀링으로 10
시간에서는 철 코팅층들의 두께가 평균 11 µ m 로 점차 증
가하였으며 , 최대 밀링시간인 20 시간에서는 철 분말이 조
대한 마그네슘 표면에 상대적으로 두껍게 코팅되었음을 확인할 수 있었다 . 일반적으로 밀링 과정에서 분말입자의
합금화 과정은 밀링볼의 무질서한 수많은 충돌과 이로 인 한 충격에너지에 의해 발생하므로 본 연구에서 관찰된 분
말의 코팅과정은 이러한 합금화 과정과 유사한 것으로 생 각한다 [10].
본 연구에서 관찰된 철 분말의 코팅 거동은 마그네슘과 철의 슬립계와 관련지어 생각할 수 있다 . 마그네슘과 같은
조밀 육방 격자 (Hexagonal close-packed, hcp) 의 결정 구조
를 갖는 재료들은 다른 결정 구조 금속보다 슬립계가 적 어 소성 변형이 용이하지 않다 . 따라서 저 에너지 및 유성
형 볼 밀링 공정으로는 마그네슘 분말을 변형시키기 위한 볼의 충격에너지가 충분하지 않아 밀링 시간이 증가함에도
불구하고 분말 크기의 변화가 없었던 것으로 생각된다 .[11-
12] 그럼에도 본 연구에서 관찰된 일부 마그네슘 판상입자
들은 ( 그림 4 의 (e,f) 와 (g,h)) 반복적인 볼의 충격으로 취약
한 기저면 c 축에 해당하는 {0 001}, {-1 2 -1 0} 방향으
로 변형되어 생성된 것으로 생각한다 . 반면에 , 철은 체심
입방구조 (Body centered cubic, bcc) 를 가지면서 가공성이
용이하여 밀링이 진행되는 동안 반복적인 볼의 충격에 의 하여 쉽게 변형이 발생하여 밀링시간이 증가함에 따라 마 그네슘 분말 표면에 균일한 코팅층을 생성한 것으로 생각 한다 .
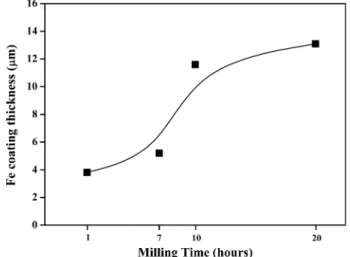
그림 6 은 밀링시간에 따라 철분말이 코팅된 마그네슘
분말을 저배율과 고배율의 주사전자현미경 사진을 통해 측정한 코팅층의 두께를 나타내는 그래프이다 . 7 시간까지
밀링을 실시한 분말의 철 코팅층의 두께는 약 4~5 µ m 까
지 서서히 증가하다가 밀링시간이 10 시간으로 증가하면서
약 11 µ m 로 급격히 증가한 뒤 최대 밀링시간인 20 시간에
서는 평균 약 14 µ m 로 두께를 나타냄을 알 수 있었다 . 즉 ,
볼 밀링 시간이 증가함에 따라 볼에 의한 지속적인 기계 적 충격에너지에 의하여 연신 , 접합 거동으로 코팅층의 두
께가 점차 증가한 것으로 생각한다 [13].
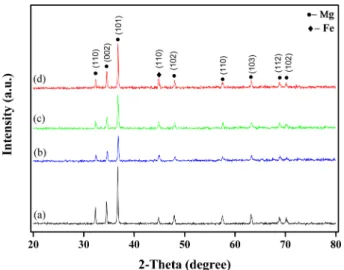
그림 7 은 유성형 볼 밀 장비의 밀링시간에 따른 마그네 Fig. 5. Cross-sectional FE-SEM micrographs of Mg-Fe milled
powder fabricated by planetary ball milling. (a), (b) 1 hr, (c), (d) 7 hr, (e), (f) 10 hr, and (g), (h) 20 hr.
Fig. 6. Variation in coating thickness of Mg-Fe powder as a
function of milling time.
슘 - 철 분말의 X 선 회전 결과를 나타내었다 . 그림에서 보
는 바와 같이 합금화 원소인 마그네슘과 철 이외의 상은 발견되지 않았으며 , 밀링 시간이 증가함에 따라 회절 피크
의 선폭이 넓어지고 강도가 감소하는 것을 알 수 있다 . 밀
링시간 7 시간 이후 철 피크의 산란강도가 점차 증가하는
경향으로 보아 마그네슘 분말 표면에 철 분말의 코팅이
생성되어 증가함을 알 수 있다 . 이러한 경향은 앞선 주사
전자현미경으로 관찰된 미세조직 사진과 일치함을 알 수 있다 .
그림 8 은 본 실험에서 수행된 저 에너지 볼 밀 장치와
유성형 볼 밀 장비를 통해 제조된 마그네슘 - 철 탈황 분말
의 코팅 과정을 설명하고 있는 모식도이다 . 초기 단계에서
는 저 에너지 및 유성형 볼 밀 모두에서 마그네슘 분말 입 자들은 아무런 변형 없이 존재하고 철 분말은 일부 변형 이 발생한다 . 이후 , 중기단계로 진행됨에 따라 저 에너지
밀에서는 여전히 철 분말의 변형만이 발생하는 반면에 , 유
성형 볼 밀 장비를 이용한 마그네슘 분말 표면에서는 냉 간압접 때문에 철 분말 코팅층이 형성되었다 . 최종단계에
서는 지속적인 밀링으로 저 에너지에서는 철 분말의 코팅 없이 철 분말 간의 압접에 의한 크기 증가가 발생하고 , 유
성형 볼 밀링에서는 마그네슘 분말 표면에 비교적 균일하 고 두꺼운 철 분말의 코팅이 이루어졌음을 확인할 수 있 었다 .
이상의 연구결과들로부터 본 연구에서는 밀링에너지에 따른 철 - 마그네슘 분말의 코팅 거동과이의 메커니즘을 확
인할 수 있었다 . 저 에너지 밀링공정 (ball milling) 은 낮은
에너지때문에 철 분말의 코팅이 불가능하였으나 , 상대적
으로 높은 에너지의 유성형 볼 밀 공정은 철분말이 코팅 된 마그네슘 분말을 제조할 수 있었다 . 코팅층의 두께는
시간이 증가함에 따라 증가하는 경향을 나타내었으며 , 본
연구결과 최대 20 시간의 밀링 시간에서 최적의 코팅층 형
성 조건을 얻을 수 있었다 . 결과적으로 철 - 마그네슘 분말
의 코팅거동은 밀링에너지와 밀접한 관계를 맺고 있음을 알 수 있었다 .
본 연구에서는 위의 최적 조건에서 제조된 철 분말이 균 일하게 코팅된 마그네슘계 분말을 이용하여 탈황시험을 수행할 예정이며 , 주조 과정에서 주조재의 위치 , 탈황용
분말주입 조건 및 주입 후 유지 시간에 따른 탈황효과 연 구를 수행할 예정이다 .
4. 결 론
본 연구에서는 저에너지와 유성형 볼 밀링 장치를 통하 여 제조된 마그네슘계 탈황 분말의 철 코팅층에 관한 연 구를 수행하여 다음과 같은 결론을 도출하였다 .
1) 본 연구에서는 밀링 공정에 따른 마그네슘 표면에 철
분말을 코팅하는 연구를 수행하였으나 에너지가 낮은 일
반 밀링 공정 (ball milling) 에서는 장시간 밀링을 하였음에
도 불구하고 코팅층이 형성된 Mg 분말을 제조할 수 없었
으나 , 고에너지를 인가할 수 있는 유성형 밀링 공정
(planetary milling) 에서는 코팅층 형성이 가능하였으며 밀
Fig. 7. XRD pattern of milled Mg-Fe powder with milling time. (a) 1 hr, (b) 7 hr, (c) 10 hr, and (d) 20 hr
Fig. 8. Schematic diagram showing coating behavior of Mg-
Fe powder with different milling processes.
링시간이 증가함에 따라 300~400 µ m 의 크기를 갖는 구형
의 마그네슘 - 철 탈황분말을 제조할 수 있었고 , 최대 밀링
시간 20 시간에서 약 14 µ m 의 두께를 갖는 철 코팅층을 확
인할 수 있었다 .
2) 마그네슘 분말의 철 분말 코팅 거동은 각각의 원소가
갖는 고유의 금속결정의 슬립계에 기인하며 BCC 구조를
갖는 Fe 가 상대적으로 소성가공이 우수하여 쉽게 파쇄되
기 때문에 HCP 구조를 갖는 조대한 Mg 표면에 냉간압접
으로 인한 코팅현상이 발생하였음을 알 수 있었다 . 3) 본 연구에서는 결과적으로 유성형 밀링공정을 이용하
여 철 분말이 코팅된 마그네슘 탈황분말을 효과적으로 제 조할 수 있으며 코팅층의 두께나 균질성을 볼 때 탈황효 과가 우수할 것으로 생각되며 , 효과가 우수할 경우 기존에
사용되고 있는 Mg-CaO 탈황제의 대체가 가능할 것으로
사료된다 .
감사의 글
본 연구는 2009 년도 지식경제부 재원으로 한국에너지기
술평가원 (KETEP) 의 지원을 받아 수행한 연구 과제입니다 .
(S20090030).
참고문헌
[1] J. D. Shim: A study on the development of Magnesium Based Desulphurizer for Hot Metal, KIST (1993).
[2] Al. Alagarsamy: Ductile Iron Hand Book, American Foundarymen’s Society Publishers, America (1992) 277.
[3] S. M. Hong, E. K. Park, K. Y. Kim, J. J. Park, M. K. Lee, C. K. Rhee, J. K. Lee and Y. S. Kwon: J. Kor. Powd. Met.
Inst.,
19
(2012) 32 (Korean
).[4] J. H. Ahn and Y. M. Choi: J. Kor. Powd. Met. Inst.,
9
(2002) 83 (
Korean
).[5] C. Suryanarayana: Prog. Mater. Sci.,
46
(2001) 1.[6] J. W. Song, H. S. Kim, S. S. Kim, J. M. Koo and S. J.
Hong: J. Kor. Powd. Met. Met. Inst.,
17
(2010) 242 (Korean
).[7] S. M. Kim, Y. H. Kim, Y. D. Kim and T. S. Kim: J.
Alloys Compd.,
509
(2011) 503 (Korean
).[8] K. Asano, H. Enoki and E. Akiba: J. Alloys Compd.,
486
(2009) 115.
[9] J. W Song, H. S. Kim, H. M. Kim, T. S. Kim and S. J.
Hong: J. Kor. Powd. Met. Inst.,
17
(2010) 302 (Korean
).[10] H. T. Sohn, J. S. Lee, S. J. Hong and B. S. Chun: J. Kor.
Pcowd. Met. Inst.,
16
(2009) 209 (Korean
).[11] K. U. Kainer: Magnesium Alloys and Technology, The German Association for Materials Science Publishers, German,
7
(2003) 1.[12] Thoms H. Courtney: Mechanical Behavior of Materials, McGraw-Hill Publishing Company, America, (2005).
[13] Randall M. German: Powder Metallurgy & Particulate Materials Processing, J. Kor. Powd. Met. Inst,