ISSN 1225-7842 / eISSN 2287-402X
http://dx.doi.org/10.7779/JKSNT.2015.35.3.185서 론 1.
산업분야에서 회전기계의 유지 관리 및 사고예 방에 관심이 높아지고 있다 이에 따라 미소부분. 에서의 손상이나 파손이 대형 사고로 확대될 가 능성이 높아지게 되었으며 그에 따른 피해도 상, 당하다 따라서 고장예방계획을 세워 기계의 파. 손 부위 및 상태를 조기에 판정하고 대처함으로 써 적시에 부품 교체 및 보수가 이루어질 수 있 도록 하는데 많은 관심이 필요하다[1,2]. 특히 대 형 발전설비에서 회전체 부분은 위험과 대형 사
고의 잠재적 요소를 가지고 있다 대표적으로 기. 계의 실시간 감시이며 이들 회전체에서 가장 중, 요한 부분이라 할 수 있는 베어링의 상태감시와 손상 조기검출에 관한 연구 및 적용 기술은 이들 에 대한 더 나은 조기 손상감지기술의 개발에 목 적으로 한다 이상진단에 있어 과거와 같이 기계. 를 정지시킨 상태에서 분해 검사하는 방법은, 운 영시간의 단축과 그에 따른 경제적 손실을 초래 한다 따라서 최근에는 여러 종류의 접촉식 센서. 를 이용하여 운전상태의 기계장치에서 나오는 신 호를 직접 측정하여 이상을 진단하는 추세에 있
적외선열화상을 이용한 베어링 실시간 손상검출 상태감시의 전산수치해석 비교
Comparison of FEA with Condition Monitoring for Real-Time Damage Detection of Bearing Using Infrared Thermography Techniques
김호종* 김원태, **
Hojong Kim* and Wontae Kim**
초 록 동적하중에서의 베어링 결함에 대한 실시간 진단기술은 상대적으로 저조하다 따라서 볼베어링의.
이상상태 현상으로 인한 온도 상승 및 진동 증가 등을 사전에 검출하는 기술이 필요하며 회전체에 대한 운, 전상태 감시 및 손상 진단을 통해 발전설비의 원활한 운전을 기할 수 있는 검출 기술이 필요하다 적외선 열. 화상 실험과 더불어 ANSYS를 이용한 유한요소해석으로부터 실험과 동일한 베어링을 구조 설계 및 해석하여 데이터를 분석함으로써 열화상 기술로 얻은 데이터의 신뢰성을 확보하였다.
주요용어: 상태감시 적외선열화상 볼베어링 손상검출 유한요소해석, , , ,
Abstract
Since real-time monitoring systems, such as early fault detection, have been very important, an infrared thermography technique was proposed as a new diagnosis method. This study focused on damage detection and temperature characteristic analysis of ball bearings using the non-destructive, infrared thermography method. In this paper, for the reliability assessment, infrared experimental data were compared with finite element analysis (FEA) results from ANSYS. In this investigation, the temperature characteristics of ball bearing were analyzed under various loading conditions. Finally, it was confirmed that the infrared thermography technique was useful for the real-time detection of damage to bearings.Keywords: Condition Monitoring, Infrared Thermography, Ball Bearing, Damage Detection, FEA (Finite Element
Analysis)전북대학교 공과대학 기계시스템공학 [Received: May 12, 2015, Revised: June 16, 2015, Accepted: June 17, 2015] *
부 , ** 공주대학교 공과대학 기계자동차공학부 , Corresponding Author: Div. of Mechanical and Automotive Engineering, Kongju National University, Cheonan, Chungnam, 331-717, Korea (E-mail: [email protected])
2015, Korean Society for Nondestructive Testing
다[3,4]. 그러나 이러한 방법 역시 이상유무의 판 정에 있어서 전문가의 경험과 지식에 의존하여 직접 판단을 내리는 과정이 필요하다[5].
이러한 단점을 보완할 수 있는 기술로 인정받 고 있는 것 중의 하나가 적외선열화상(Infrared 기술이다 적외선열화상 기술 Thermography: IRT) .
은 물체에서 방사되는 적외선을 적외선카메라로 촬영하여 얻어진 열화상 이미지에 나타난 온도 분포의 차이를 분석하여 결함의 유무를 확인하는 비접촉 비파괴적인 기술로써 초기 장비 구입비, 용 이외에 추가 비용이 거의 발생하지 않고 검사 시 인체에 무해하며 실시간 모니터링이 가능하, 여 신속한 검사가 가능하다[6-8].
작동중인 볼베어링에서 방출되는 온도 데이터 및 그래프를 비교 분석함으로써 베어링의 이상, 상태를 검출하며 나아가 실질적으로 설비진단에, 응용할 수 있는 진단기술을 개발하는 것이 목적 이다[9,10].
본 연구에서는 적외선열화상 실험과 더불어 유 한요소해석 프로그램인 ANSYS를 이용하여 실험 과 동일한 베어링을 설계 및 시뮬레이션을 수행 하여 데이터를 비교 분석함으로써 열화상 기술, 로 얻은 데이터의 신뢰성을 확보하였다.
실험장치 구성 및 시편 조건 2.
2.1. 실험장치 구성
본 연구에서는 적외선열화상 기법을 통해 검사 현장에서 기계 결함의 상태를 예측하는 것을 목 적으로 한다 따라서 비슷한 환경에서의 기계 결. 함상태에 대한 검출이 보장되어야 할 것이다 회. 전체를 구현하기 위하여 실험장치를 제작하였다
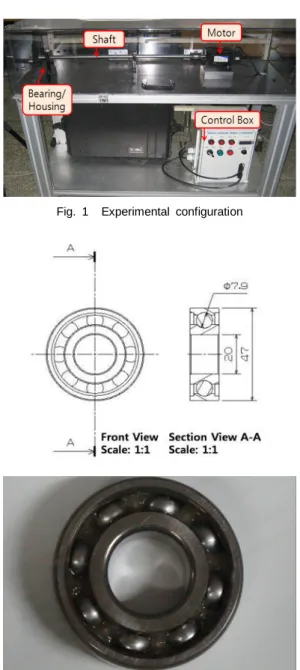
축 중간의 하우징 에는 단
(Fig. 1). (Shaft) (housing) 순 지지를 위해 일본 Koyo사의 베어링 B6204를 사용하였다 사용된. B6204의 형상은 Fig. 2에 나 타내었다.
동력부는 800W에 1 HP인 APM_SC08ADK 서 보모터를 사용하였으며, Fig. 1에 나타내었다 하. 우징은 실험을 수행함에 있어 볼베어링의 삽입, 제거가 용이하여야 함을 고려하여 시편에 따른 하우징을 각각 제작하여 실험을 수행하였다.
열화상 카메라는 스웨덴 FLIR사의 FLIR SC655 25D(640 ×480 해상도 픽셀, 50mK NETD) 모델
Fig. 1 Experimental configuration
Fig. 2 Geometry of bearing B6204
Fig. 3 Thermal imaging camera
을 사용하였으며, Fig. 3에 나타나 있다 열화상. 카메라와 컴퓨터 장비를 연결하여 베어링 구동 시 실시간 온도 데이터 및 이미지를 전송받아 베 어링의 고장진단에 대한 연구를 진행하였다.
실험방법 2.2.
열화상 기법 실험 2.2.1.
본 연구에서는 B6204를 이용하여 실험을 수행 하였다 동적하중상태인 베어링을. 3가지의 다른 하중 조건과 베어링을 하우징에 고정할 때 사용 하는 토크에 따른 온도 특성을 살펴보았다 또한. , 베어링에 이물질이 들어있다는 가정하에 베어링 의 온도 특성을 다음과 같은 방식으로 살펴봤다.
진동주파수진단법을 이용한 실험도 동일한 조건 으로 수행하였다.
정상상태 베어링
①
윤활유가 있는 정상상태 베어링을 하우징에 설 치하여 토크렌치를 이용하여 각각의 토크에 따른 베어링의 온도를 비교하여 온도 변화 및 진동 주 파수 값을 분석하였다.
동적하중상태의 베어링의 조건을 가정하기 위 하여 1kg의 원형추를 제작하여 이 원형추를 구 동축에 장착하여 실험을 수행하였다 이를 통해. 동적하중상태의 베어링을 하우징에 고정할 때 사 용되는 토크에 따른 베어링의 온도 변화 및 진동 주파수 값을 분석할 수 있었다.
임의의 이물질이 있는 베어링
②
동적하중상태의 윤활유가 있는 정상상태 베어 링에 임의의 이물질을 넣어 이물질의 크기에 따 른 베어링의 온도를 비교하여 온도 변화 및 진동 주파수 값을 분석하였다 이물질의 종류는.
를 사용하였으며 각 이물질의 크기는 각각 Mesh 40, Mesh 80, Mesh 120 5 씩 삽입하였다g .수치해석 2.2.2. FEM
실험 결과에 대한 신뢰성의 검증을 위해 FEM 프로그램인 ANSYS를 통해 베어링의 열해석을 수행하여 실험값과 비교 분석을 수행하였다· .
베어링의 최대온도는 베어링의 회전속도와 베
어링에 걸린 부하의 시간 함수로 계산되었다 베. 어링의 역학적 요소 중 하나는 낮은 마찰이 필요 하다는 것이다 다음은 정상적으로 작동하는 조건. 하에서의 베어링의 마찰계수를 구하는 식이다[11].
(1)
μ:마찰계수 (friction coefficient) M:마찰 모멘트 (friction moment),
N・mm{kgf・fmm} P:하중 (load), N kgf{ } d:베어링 내경, mm
거의 모든 베어링의 마찰 손실은 베어링 자체 에서 나는 열로 변환되기 때문에 베어링의 온도 가 상승한다 그러므로 마찰 모멘트에 의한 열. 발생량이기에 다음의 공식을 사용하여 계산할 수 있었다.
× ×× (2)
Q :Thermal value, kW
M:Friction moment, N・mm{kgf・fmm} n :Rotational speed, min-1
베어링 시스템에서의 열 흐름을 분석하기 위해 프로그램을 이용하여 를 모델링하
CATIA B6204
였다 시뮬레이션은. ANSYS15.0을 사용하여 수행 하였다.
시뮬레이션을 하기 전에 측정 모델에 적용한 초기 조건은 실온으로 하였다 경계조건은 대류. 에 의한 열전달을 포함하였다. 해석조건으로서 5 W/m2℃의 대류(convection)값을 정의하고, step
을 초로 하여 해석을 진행하였다
end time 1,800 .
시뮬레이션 조건은 1 kg, 3 kg, 5kg의 동적하중 상태의 B6204를 각각 1,000rpm 회전시키는 조건 으로 하였다.
3. 실험결과 및 고찰 열화상 기법 실험 3.1.
적외선열화상 카메라를 이용하여 동적하중상태 의 베어링의 온도 특성을 분석하고 베어링을 감 싸고 있는 하우징의 압력이 구동하는 베어링에
어떠한 온도 영향을 끼치는지 실험하였다 실험. 하는 동안 블랙페인트로 칠해 방사율 0.95이상으 로 유지했다 적외선열화상 기기를 통해 산출된. 열화상 이미지로 베어링의 온도 변화를 확인하였 다 본 실험에서 제시한 동적하중상태의 베어링. 이 하우징의 압력에 의해 어떠한 영향을 받는지 다양한 조건에서 온도 데이터의 흐름을 파악하여 각각 조건의 실험 온도 데이터 값을 비교 분석하 였다. Table 1은 B6204 베어링의 적외선열화상 실험을 통한 정상상태 베어링 실험 조건에서의 최고 온도 값들을 보여준다. Table 2는 B6204 베 어링의 적외선열화상 실험을 통한 비정상상태 (
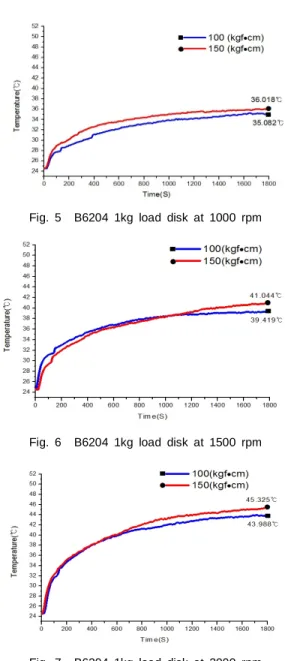
이물질 삽입 베어링 실험 조건에서의 최) 고 온도 값들을 보여준다. Fig. 4는 열화상 카메 라로 베어링을 찍은 사진이며, 상하좌우 4개의 점 온도데이터의 평균으로 데이터를 산출하였다.Fig. 5은 1kg 동적하중상태의 베어링이 1000 으로 회전할 때 토크에 따른 온도 변화를 나 rpm
타낸 것이다. 100kgf⦁cm과 150kgf⦁cm의 최고 온도 차이는 약 1℃ 이다.
Fig. 6는 1kg 동적하중상태의 베어링이 1500 으로 회전할 때 토크에 따른 온도 변화를 나 rpm
타낸 것이다. 100kgf⦁cm과 150kgf⦁cm의 최고 온도 차이는 약 1.6℃ 이다.
Fig. 7는 1kg 동적하중상태의 베어링이 2000 으로 회전할 때 토크에 따른 온도 변화를 나 rpm
타낸 것이다. 100kgf⦁cm과 150kgf⦁cm의 최고
Table 1 The result of infrared experiment (B6204)
Temperature( ℃ ) B6204
1000 rpm 1500 rpm 2000 rpm 1kg Load Disk
100 kgf ⦁ cm 35.082 39.419 43.988 1kg Load Disk
150 kgf ⦁ cm 36.018 41.044 45.325
Table 2 The result of frequency analysis experiment (
)
Temperature( ℃ ) B6204
1000 rpm 1500 rpm 2000 rpm
# 40 37.216 39.832 43.839
# 80 37.429 42.379 46.462
# 120 37.974 46.368 50.049
Fig. 4 B6204 by infrared thermography camera
Fig. 5 B6204 1kg load disk at 1000 rpm
Fig. 6 B6204 1kg load disk at 1500 rpm
Fig. 7 B6204 1kg load disk at 2000 rpm
온도 차이는 약 1.3℃ 이다.
1kg의 동적하중조건에서 하우징의 torque에 따 른 베어링의 온도 차이는 평균 약 1℃ 이다.
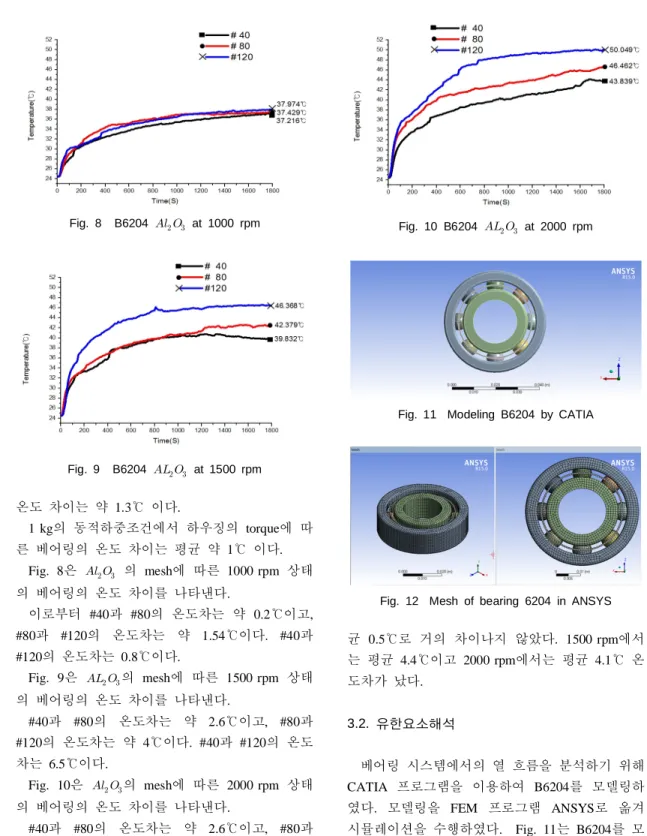
Fig. 8은
의 mesh에 따른 1000rpm 상태 의 베어링의 온도 차이를 나타낸다.이로부터 #40과 #80의 온도차는 약 0.2℃이고,
과 의 온도차는 약 이다 과
#80 #120 1.54℃ . #40 의 온도차는 이다
#120 0.8℃ .
Fig. 9은 의 mesh에 따른 1500rpm 상태 의 베어링의 온도 차이를 나타낸다.
과 의 온도차는 약 이고 과
#40 #80 2.6℃ , #80 의 온도차는 약 이다 과 의 온도
#120 4℃ . #40 #120 차는 6.5℃이다.
Fig. 10은
의 mesh에 따른 2000rpm 상태 의 베어링의 온도 차이를 나타낸다.과 의 온도차는 약 이고 과
#40 #80 2.6℃ , #80
의 온도차는 약 이다 과 의 온
#120 3.6℃ . #40 #120 도차는 6.2℃이다.
100kgf⦁cm torque의
의 mesh에 따른 베 어링의 온도 차이는 1000rpm 회전속도에서는 평균 0.5℃로 거의 차이나지 않았다. 1500rpm에서 는 평균 4.4℃이고 2000rpm에서는 평균 4.1℃ 온 도차가 났다.
유한요소해석 3.2.
베어링 시스템에서의 열 흐름을 분석하기 위해 프로그램을 이용하여 를 모델링하
CATIA B6204
였다. 모델링을 FEM 프로그램 ANSYS로 옮겨 시뮬레이션을 수행하였다. Fig. 11는 B6204를 모 델링한 것이다 메쉬는. Fig. 12에 보이는 것과 같 이 만들었으며, relevance 0에 mesh sizing을 9.9163×10-6 크기로 생성하였다. Table 3은 bearing
와 의 매개변수와 물
steel low carbon steel 성치를
Fig. 8 B6204
at 1000 rpm
Fig. 9 B6204
at 1500 rpm
Fig. 10 B6204
at 2000 rpm
Fig. 11 Modeling B6204 by CATIA
Fig. 12 Mesh of bearing 6204 in ANSYS
보여준다 측정 모델에 적용한 초기 조건은 실온. 으로 하였다 경계조건은 대류에 의한 열전달을. 포함하였다. 5
℃
의 대류 열전달 값을 정의 하고, step end time을 1800초로 하여 해석을 진 행하였다. Fig. 13은 B6204를 1000 rpm으로 시뮬 레이션한 결과를 보여준다.은 베어링이
Fig. 14 1000rpm에서 동적하중의 조건에 따른 온도 변화를 나타낸 것이다. 1kg과 3kg은 약 1℃ 온도차, 3kg과 5kg은 약 0.9℃ 의 온도차가 났고, 1kg과 5kg은 약 1.8℃의 온도 차 이가 났다 본 해석으로부터 베어링의 상태와 이. 상 여부를 확인하기 위해 적외선열화상 기술을
이용하여 실험을 수행하였다 적외선열화상 기술. 이 아직 국내에서 기초 단계임을 고려하여 다양 한 상태의 베어링을 이용한 실험을 통해 데이터 를 확보하여 나아가 베어링의 고장 진단을 위한 표준 데이터의 기초 자료로써 활용하고자 한다.
상기 Fig. 14~16은 시뮬레이션 결과값을 보여 주고 있다 보이는 것과 같이 실험값과 해석값의. 온도 상승 구배가 유사함을 알 수 있다 적외선.
Fig. 14 Temperatures distributions for B6204 1000
rpm simulation
Fig. 15 Temperatures distributions for B6204 1500 rpm simulation
Fig. 16 Temperatures distributions for B6204 2000 rpm simulation
Fig. 13 Thermal distribution of bearing 6204 (1000 rpm)
Table 3 The general parameters & thermo-physical properties
Parameters Bearing Steels
Low Carbon Steels
Density (g/cm
3) 7.85 g/cm
37.87 g/cm
3Coefficient of
linear expansion 10 8.5
Young’s modulus
(GPa) 208 205
Poisson’s ratio 0.30 0.290
Thermal conductivity
(W/mK) 35 43
Specific heat capacity
(J/kg.K) 460 490
실험 및 시뮬레이션으로부터 적외선열화상 진단 법은 고속에서 더욱 확연한 온도 차이를 보여 매 우 유리함을 확인할 수 있었다 적외선열화상 기. 법은 과거와 같이 기계를 정지시킨 상태에서 분 해 검사하는 방법이 아니라 실시간으로 상태를, 감시할 수 있어 기존의 진단 방식보다 많은 장점 을 가지고 있다 열화상 카메라를 통한 열영상을. 살펴보고 온도를 측정하여 기계의 이상상태를 진 단할 수 있고 나아가 고장 부위의 정확한 위치, 판별까지도 가능함을 확인하였다 또한 동적하중. , 베어링 하우징 torque, 이물질(
)을 삽입하여 각각 상태에 따른 온도 특성들을 확보하였다 열. 화상 실험 데이터의 신뢰성을 높이기 위해 기존 의 접촉식 고장진단법인 진동주파수기법을 통한 실험도 함께 진행하였다.이로부터 적외선열화상 기술을 이용한 베어링 의 이상 여부는 적외선 카메라를 통한 실시간 영 상 및 최고 온도를 확인하고 온도그래프를 통한, 초반 온도 변화 등을 살펴봄으로써 충분히 유용 함을 알 수 있었다.
4. 결 론
적외선열화상 실험과 진동주파수 실험의 데이 터 비교 분석을 통해 다음과 같은 결론을 얻을, 수 있었다.
⦁FEM의 해석값과 실제 실험의 값의 온도 상승 패턴이 유사했다.
⦁ 하우징을 설치할 때의 50kgf·cm 토크는 하중 2kg과 온도 상승 효과와 유사했다.
⦁
이물질의 입자 크기가 더 미세할수록 더 높은 온도로 상승함을 알 수 있었다.⦁ 시뮬레이션을 통해 베어링의 온도 상승의 척 도를 예상할 수 있었다.
향후 더욱 다양한 조건들의 시편을 통한 적외 선열화상 실험을 수행하여 보다 더 정량적이고, 체계적인 데이터가 확보된다면 기존의 고장진단 법과 같이 전문가만이 측정할 수 있는 판별법이 아닌 비전문가도 회전체에 대한 표준 데이터를 바탕으로 정확한 상태감시 및 고장 진단이 가능 한 유용한 판별법이 될 것으로 사료된다.
후 기
이 논문은 년도 정부 교육과학기술부 의
“ 2010 ( )
재원으로 한국연구재단의 지원을 받아 수행된 연 구임 (No. 2010-0023353).”
참고문헌
[1] I. Lee and S. Jang, "Early detection of bearing failure by frequency analysis," Journal of the
Korean Society of Mechanical Engineers,
pp. 164-169 (2006)[2] H. L. Balderston, "The detection of incipient failure of bearings,"
Materials Evaluation,
Vol. 27, pp. 121-128 (1969)[3] D. R. Harting, "Demodulated resonance analysis - A powerful incipient detection technique,"
ISA Transactions., Vol. 17, pp. 35-40 (1978)
[4] J. Yoon, S. Kim, J. Kim, J. Yoo and J. Lee,"A study on the automatic diagnosis system of ball bearings for rotating machinery,"
Journal of the Korean Society of Mechanical Engineers, pp. 1787-1798 (1995)
[5] M. Y. Choi and W. T. Kim, "The utilization of nondestructive testing and defects diagnosis using infrared thermography," Journal of the
Korean Society for Nondestructive Testing,
Vol. 24, No. 5, pp. 525-531 (2004)[6] F. P. Incropera and D. P. DeWitt, "Funda- mentals of Heat and Mass Transfer," 7th Ed., John Wiley & Sons (2008)
[7] J. Seo, H. Yun, D. Kim, D. Hong and W. Kim, "Infrared thermographic diagnosis mechanism for fault detection of the ball bearing under dynamic loading conditions,"
Journal of the Korean Society for Non- destructive Testing, Vol. 31, No. 2, pp. 134-138
(2011)[8] J. Seo, D. Hong and W. Kim, "Study on NDT fault diagnosis of the ball bearing under stage of abrasion by infrared thermography," Journal
of the Korean Society for Nondestructive
Testing, Vol. 32, No. 1, pp. 7-12 (2012)
[9] S. V. (Corp.), "Real Wave Pocket Analyzer (Real-Time Based Measurement System) Hangul Manual," First Edition (Ver. 1.7)
[10] H. Kim. D. Hong and W. Kim, "A study on real-time fault monitoring detection method of bearing using the infrared thermography,"
Journal of the Korean Society for Non-
destructive Testing, Vol. 33, No. 4, pp. 111-117
(2013)[11] D. Hong and W. Kim, "Quantitative NDE thermography for fault diagnosis of ball bearings with micro-foreign substances," Journal