ISSN 1225-7591(Print) / ISSN 2287-8173(Online)
Microstructure and Soft Magnetic Properties of Fe-6.5 wt.%Si Sheets Fabricated by Powder Hot Rolling
Myung Shin Kim, Do Hun Kwon, Won Sik Hong
a, and Hwi Jun Kim *
Liquid Processing & Casting Technology R&D Department, Korea Institute of Industrial Technology, Incheon 21999, Republic of Korea
a
Electronic Convergence Materials & Device Research Center, Korea Electronics Technology Institute (KETI), Seongnam 13509, Republic of Korea
(Received April 4, 2017; Revised April 18, 2017; Accepted April 20, 2017)
···
Abstract Fe-6.5 wt.% Si alloys are widely known to have excellent soft magnetic properties such as high magnetic flux density, low coercivity, and low core loss at high frequency. In this work, disc-shaped preforms are prepared by spark plasma sintering at 1223 K after inert gas atomization of Fe-6.5 wt.% Si powders. Fe-6.5 wt.% Si sheets are rolled by a powder hot-rolling process without cracking, and their microstructure and soft magnetic properties are investigated.
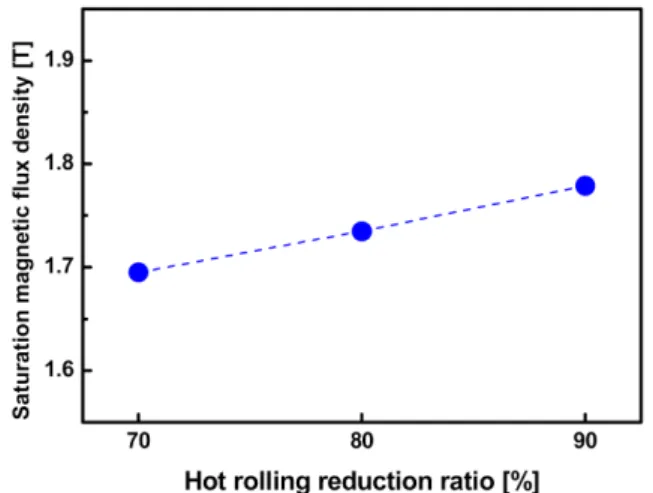
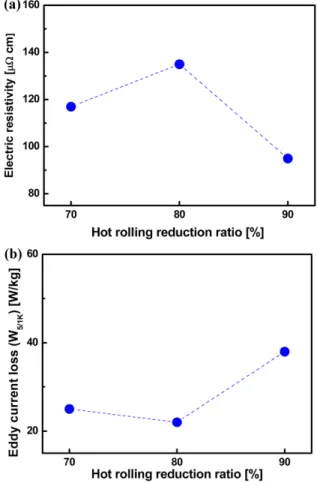
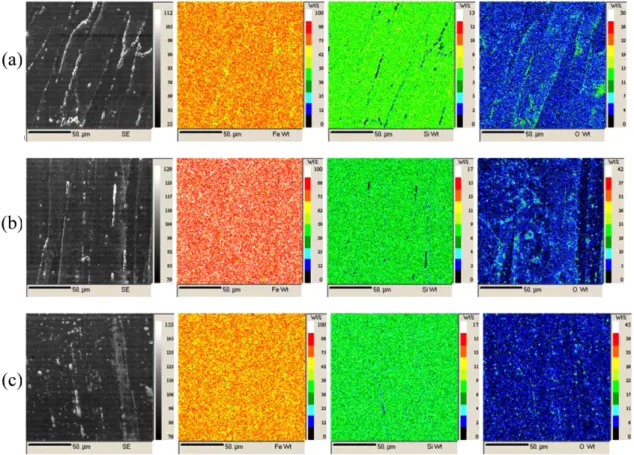
The microstructure and magnetic properties (saturation magnetization and core loss) of the hot-rolled Fe-6.5 wt.% Si sheets are examined by scanning electron microscopy, electron backscatter diffraction, vibration sample magnetometry, and AC B–H analysis. The Fe-6.5 wt.% Si sheet rolled at a total reduction ratio of 80% exhibits good soft magnetic properties such as a saturation magnetization of 1.74 T and core loss ( W
5/1000) of 30.7 W/kg. This result is caused by an increase in the electrical resistivity resulting from an increased particle boundary density and the oxide layers between the primary particle boundaries.
Keywords: Fe-6.5 wt.%Si alloy, Atomized powder, Soft magnet property, Powder hot rolling, Core loss
···
1. Introduction
Fe-Si alloys are widely used as soft magnetic materials in motors, transformers and power generators. When the Si content reaches 6.5 wt.%, Fe-Si alloy has the best magnetic properties due to its high electrical resistivity, high permeability, low magnetocrystalline anisotropy and near zero magnetostriction, which result in low core losses and low noises [1, 2].
When the Si content increases, the material becomes too brittle to be rolled without cracking [3]. The main cause for brittleness is two kinds of ordered phases: B2 and DO3 [4], because antiphase boundaries prevent the cross slips of dislocations. Many researchers have attempted to suppress the ordered phases and fabricate Fe-6.5 wt.%Si thin sheet by various methods. Liang et al. [5] reported that hot, warm and cold rolling was successfully done to final thickness of 0.03-0.05 mm by proper rolling and
heat treatment process. The sheet was not fractured and exhibited good ductility between hot and cold rolling process. Researchers also investigated surface diffusion techniques in order to produce high Si steel sheet. The techniques are alternative routes to obtain high Si steel sheets without rolling problem. Yamaji et al. [6] pro- duced Fe-6.5 wt.%Si sheets by CVD technique in the NKK Corporation. This technique used a chemical reac- tion, SiCl
4+ 5Fe = Fe
3Si + 2FeCl
2, on the basic material of cold rolled 3 wt.% Si steel.
Powder metallurgy is also applicable to fabricate high Si steel sheets. Li et al. [7] reported that Fe-6.5 wt.%Si alloy strip was fabricated by the direct powder rolling of the admixture containing 93.5 wt.%Fe powder and 6.5 wt.%Si powder. The strip exhibited excellent magnetic properties in high frequencies of 1-10 kHz. However the Fe-6.5 wt.%Si sheet fabricated by Fe-6.5 wt.%Si powder rolling have been little studied.
*Corresponding Author: Hwi Jun Kim, TEL: +82-32-850-0406, FAX: +82-32-850-0390, E-mail: [email protected]