DOI: 10.4150/KPMI.2011.18.1.064
비파괴 계장화 압입시험을 이용한 저항 점용접부 물성 평가
최철영·김준기a·홍재근b·염종택b·박영도c,
*
부산대학교재료공학부
,
a한국생산기술연구원용접접합그룹b재료연구소특수합금연구그룹
,
c동의대학교신소재공학과Evaluation of Mechanical Properties by Using Instrumented Indentation Testing for Resistance Spot Welds
Chul Young Choi, Jun-Ki Kima, Jae-Keun Hongb, Jong-Taek Yeomb, and Yeong-Do Parkc,
* School of Materials Science and Engineering, Pusan National University,
Busan 609-735, South Korea
a
Advanced Welding & Joining Technology Center Korea Institute of Industrial Technology, 7-47 Songdo-dong, Yeonsu-gu, Incheon, 406-840 South Korea
b
Structural Material Division, Korea Institute of Materials Science, 66 Sangnam-dong, Changwon, Gyeongnam, South Korea
c
Department of Advanced Material Engineering, Dong-eui University, Busan 614-714, South Korea (Received January 25, 2011; Revised February 15, 2011; Accepted February 18, 2011)
Abstract Nondestructive instrumented indentation test is the method to evaluate the mechanical properties by analyzing load - displacement curve when forming indentation on the surface of the specimen within hundreds of micro-indentation depth. Resistance spot welded samples are known to difficult to measure the local mechanical properties due to the combination of microstructural changes with heat input. Particularly, more difficulties arise to evaluate local mechanical properties of resistance spot welds because of having narrow HAZ, as well as dra- matic changed in microstructure and hardness properties across the welds. In this study, evaluation of the local mechanical properties of resistance spot welds was carried out using the characterization of Instrumented Inden- tation testing. Resistance spot welding were performed for 590MPa DP (Dual Phase) steels and 780MPa TRIP (Transformation Induced Plasticity) steels following ISO 18278-2 condition. Mechanical properties of base metal using tensile test and Instrumented Indentation test showed similar results. Also it is possible to measure local mechanical properties of the center of fusion zone, edge of fusion zone, HAZ and base metal regions by using instrumented indentation test. Therefore, measurement of local mechanical properties using instrumented inden- tation test is efficient, reliable and relatively simple technique to evaluate the tensile strength, yield strength and hardening exponent.
Keywords : Iinstrumented indentation test, High strength steels, Resistance spot weld, Mechanical properties
1. 서 론
최근차체경량화와충돌안정성향상을 위해차체 및보강재에고강도강판의적용이증가되고있는추 세이며
,
자동차차체에적용된고강도강판은안정성및 신뢰성 확보가 무엇보다 중요하다
.
특히 고강도 강판의 저항 점용접부의 용접성은 충돌성능 확보를 위한필수적요건이며,
고강도강판의높은강도,
합 금 원소 및 도금강판의 도금층등은 용접성을 저하시키는 원인이 된다
[1].
고강도 강판은 기존mild
*Corresponding Author : [Tel : +82-51-890-2290; E-mail : [email protected]]
steel
에 비해가용 전류영역이좁은 특징을 가지며,
그 원인은 저항점용접의 특징인 급냉에의해 용접
부에서의
martensite
와 같은 높은취성을 가진 조직의 형성으로 비교적 저 전류구간에서 계면파단
(interfacial fracture)
발생이용이하다[2]. Radakovic[3]
등은계면파단의발생원인으로용접너깃의크기가 가장 큰영향을주인인자임을증명하였다
. Marya[4]
등은 아연 코팅강판의 저항용접의 경우표면층의
아연이 용융부로 유입되어 응고균열
(solidification
cracking)
이 발생한다고보고하였으며,
유입된 아연에 의해 초기 발생된 미세균열의 전파및 연계적인 파단 진행으로 계면파단이 발생된다고 보고하였다
.
또한
Goodman[5]
등은 고강도강판의 높은 합금성분과
phosphorus
와carbon
등이계면파단의원인임 을주장하였다.
이러한계면파단의발생은앞선연구 결과를 바탕으로용접부및 열영향부의취약한 조직 에 따라파단이 야기되는것으로판단된다.
특히저항점용접이실시된경우용접변수및후 열처리에 따른 용접부 물성변화를 측정하기가 어려 우며
,
미세조직의형성에따라용접부와열영향부기 계적특성 또한차이가발생된다.
저항점용접에서 모재의 강도대비 열적이력 차이에 따른 영역별기 계적특성분석은시편의 채취및크기의제한때문 에매우까다롭다.
따라서본연구에서는(
마이크로)
계 장화 압입 시험기를 이용하여 저항점 용접부의 영 역별기계적특성분석을시도하였다.
일반적인 금속재료의 물성을 평가 방법은 가동중 인설비및 국부적물성변화가심한재료등에는적 용이 까다로우며 이에따라 새로운 기계적 물성측 정이 요구된다
.
또한 기계가공에 의한 소성변형 및 고온에 기인한용접등에서 발생되는물성변화는구조물의안정성을크게저하시킬수있다
[6-7].
따라서이러한 단점을보완하고보다효율적인기계적 물성 평가를 위해현장설비및구조물에비파괴적인방식 을 이용하여연속으로국부적인기계적물성을 측정 하는 장치가계장화압입시험기이다
.
계장화압입시 험은비파괴라는장점뿐만아니라이동성이높아현 장적용이가능하며,
비교적간단한방법으로다양한 기계적물성 평가가가능하다.
계장화압입시험법은 하중에 따른압흔을 형성시킬때 나타나는압흔깊 이를 연속적 측정해서 유도된 압입하중-
변위곡선의 분석을 통해잔류응력등의기계적물성을 평가하는방법이다
[8-9].
현장설비의안전성확보를 위해잔류응력의 측정 및 정량적 평가가 필수적이며
,
각각의 용접부 영역은고온에 기인한미세조직및물성변화 의 신뢰성확보가무엇보다우선시 되어야한다.
용 접부는 용접입열의 이력에따른물성변화가다양하 고미세조직의영향도복합적으로나타난다.
특히,
저 항점용접부의경우파단에취약한 열영향부의크기가
1 mm
내외로 작을 뿐만 아니라,
미세조직 및경도변화가심하기 때문에기계적 물성평가가매우 까다롭다
.
따라서 본 연구에서는 저항 점 용접부에 계장화압입시험법을적용하여비파괴적인방법을활 용해서center of fusion zone, edge of fusion zone,
HAZ
및base metal
각각의영역에 대해기계적물성평가하였다
.
각각의실험에서도출된 압입하중-
변 위곡선의 변화를분석하여 정량적 평가를시도하였 고용접부 인장시험의결과와계장화 압입시험결과 들을상호비교함으로써계장화 압입시험을통한저 항점용접부의기계적 물성평가기법의타당성을검 증하고자한다.
또한paint baking
공정을모사한열 처리가적용된저항점용접부에대해서도계장화압 입시험을적용하여후열처리에따른물성변화또한 관찰하였다.
2. 이론적 배경
계장화 압입시험법은 강성 압입자를 이용해서 시 험편표면에하중을 인가하는하중인가단계와 이후 시험편에서 하중을 제거하는 단계로 구성된다
(
그림1).
여기서F max
는최대압입하중, h r
은F max
에서의최Fig. 1. Load-depth curves for instrumented indentation
test of TRIP780 steel.
대 압입 깊이
, h p
는 압입 하중 제거 후 최종 압입 깊이및S
는F max
에서하중제거곡선에서의접선기 울기를뜻한다.
초기발생된압입하중에의해표면에 서는압입에대한변형발생이야기되며,
이때의압입 하중(F)
과압입깊이(h)
에의해발생된 시험편의표면 저항잔류응력분석을 통해기계적물성을 평가하게된다
[10].
이 때의 잔류응력은 인가된 압입하중(F)
의인가단계와압입하중을제거
(
무응력)
한상태에서의압 입 깊이(h)
를 비교 분석하여 측정하게 된다.
이러한 압입하중은완전탄성,
탄소성,
완전소성의3
단계를거 쳐시편표면에수백µm
이내로압흔을형성시킬때 나타나는압입하중-
변위곡선으로분석되며[11]
이러한 압입하중에따른압입깊이곡선의변화를그림2
에 나타내었다.
시험편 표면에 평행한2
축 등방향 인장 잔류응력및압축잔류응력이존재할때압입하중-
변 위곡선의기울기가변화된다.
여기서F c
는압축잔류 응력이인가될때의압입하중, F t
는인장잔류응력이 인가될때의압입하중을뜻한다.
동일한최대압입깊 이에도달하기위해서는압축잔류응력을 갖는시험 편은무응력상태에비해높은압입하중이필요하고,
반대로 인장잔류응력을갖는시험편은낮은압입하
중을필요로 하게된다
[10].
따라서 계장화압입시험은압축또는인장잔류응력을갖는시험편표면에서 유도된수직하중을동일한압입깊이에따른잔류응력
의분석을통해압입하중
-
변위곡선을평가할수있다.
3. 실험방법
본 실험에서는 두께
1.4 mm
인780 MPa
급TRIP
강과
590 Mpa
급DP
강에단상AC
전원을이용하여저항 점용접을 실시하였으며
,
용접기는 공압정치식(75 kVA)
용접기를 사용하였다.
용접된 시험편들은기계적 연마를 거친 후
4% Nital
용액을 이용하여에칭을 실시하여
center of fusion zone, edge of fusion zone, HAZ
및base metal
의 경계를 명확히하였다
.
용접조건은ISO 18278-2
규격을적용하였으며
,
실험에 사용된 시험편은 탄소가 약0.1 wt.%
가 함유된
780 MPa
급TRIP(Transformation Induced Plasticity)
강판과590 MPa
급DP(Dual Phase)
강 판이다.
비파괴 계장화 압입시험은 프론틱스 사의Advanced Indentation System AIS3000
을 이용하였 다.
압입시험은 반경0.25 mm
구형압입자를 이용하여 최대 압입깊이
100 mm,
압입속도0.3 mm/
min
으로시험을실시하였다(
표1).
압흔간의상호변 형 중첩을 피하기위해 충분한간격을두고 실험을 실시하였으며,
실험오차를줄이고자 반복실험을통해 결과를도출하였다.
또한자동차도장공정중의경화 공정과 유사한형태인170 o C 20 min, 140 o C 20 min, 140 o C 15 min
및140 o C 15 min
으로 각각baking
을실시하여저항 점용접을실시한
as-welded
시험편과비교한물성변화를관찰하였다
.
4. 실험결과 및 고찰
4.1. 저항점 용접부분석780 MPa
급TRIP
강을 저항 점용접 후 전단인장시험을실시한 결과그림
3
에서보여지듯이계면파 단이발생되었다.
실험결과전전류범위에서파단시험 후 계면 파단이관찰 되었으며 약
7.0 kA
이상의전류범위에서중간날림이관찰되었다
.
기존의mild
steel
에서일반적인모재를관통하는파단은전혀관Fig. 2. Instrumented indentation test of residual stress evaluated in weld joint.
Table 1. The parameters used for Instrument indentation test of TRIP780 steel Steel Grade Maximum
depth(um) Loading rate
(mm/min) Unloading
ration(%) Indenter
(mm) Indenter
type System
TRIP780 100 0.3 50 0.25 Spherical AIS3000
찰 되지 않으며 또한 파단 시험 중 모재의 변형도
관찰되지 않았다
.
따라서590 MPa
급 이상의 고강도 강판 저항 점 용접부에서이러한 계면파단이쉽 게발생하며원인으로는모재의강도 증가에따른모 재 변형의 억제및 용접부의 취약한 미세조직에따 른 기계적특성저하로추정된다
.
그림
4
는780 MPa
급TRIP
강의 저항 점 용접부단면을 연마후에칭하여용접부를영역별로
Fusion
Zone, HAZ, Base Metal
로 구분하였다. Fusion zone
의경우전형적인용융후냉각에 따른냉각조직을 보여주며
HAZ
은 영역별 최대 도달 온도의 차이에 따른 조직의 점진적변화를 보여주고 있다.
저항 점 용접의 경우냉각속도가 매우 빠르기때문에Fusion Zone
의경우대부분martensite
로변태가된다.
이러한각 영역의미세조직변화는 최종경도값에
도 영향을 미친다
.
용접 전류6.0 kA
에서 용접 후용접부 단면의 미소경도 측정값을 그림
5
에 나타내 었다.
용융금속의경도는약500 Hv
로 가장높았고모재의 경도는 약
300 Hv
로 용융부 보다 낮았다.
용융금속의 높은경도는저항점용접특성중하나 인 급격한 급냉응고에 따른 마르텐사이트의 생성에
기인한다
. Fusion zone
근처에서는일부열영향부경화영역이관찰되었으며 경도가최도
650 Hv
를 보유 하였다.
Fusion Zone, HAZ, Base Metal
각 영역별 미소 조직에대한관찰결과를그림6
에나타내었다.
가장높은경도를보유한
Fusion Zone
의 경우대부분 마르텐사이트로 구성이되어있어
500 Hv
정도의높은경도 값을 보유하는 것으로 판단된다
. Fusion zone
근처에서 관찰된열영향부 경화영역의 경우 대부분 마르텐사이트 조직을 보유하고 있으나
martensite
packet
의크기가용융부보다 작아일부 경도의상승효과를나타내고 있다
.
열영향부의 경우fusion line
부터모재까지조직이 점진적으로변화가 되고있으 며베이나이트가 많이관찰되었다
.
이는열영향부의 최대도달온도가A1
변태온도이상까지도달하지못하여
carbon
확산에 따른베이나이트의생성이 촉진된 것으로 판단된다
.
그림5
와 그림6
에서각 영역 별경도및미세조직을 관찰하였으나단지경도및 미세조직관찰만으로는 저항점용접부의소성거동을 정확하게설명하기어려우므로계장화압입시험을통 하여인장강도,
항복강도등의기계적물성평가를실 시하였다.
4.2. 저항점 용접부계장화압입시험분석
그림
4
는TRIP780
강에서 저항 점 용접 단면의계장화압입이 측정된 부분을보여주고있다
.
계장 화압입시험의압흔이모재부터열영향부그리고용 접부에잘 위치하고있음이관찰된다.
특히열영향Fig. 4. Macrograph of cross-section of resistance spot
welded TRIP780 steel.
Fig. 3. Photograph of fracture on tensile shear test for resistance spot welded TRIP 780 steels.
Fig. 5. Hardness distribution of resistance spot welded
TRIP 780 steels.
부의경우는 영역별로최대도달온도에차이가 존재 하기때문에 미세조직이
fusion line
으로부터모재까 지 지속적인 변화를 보여주고 있어그림과 같은여 러영역에대한계장화압입시험을실시하였다.
특히 적용된 계장화 압입 시험의압흔은 그 소성영역 범 위가수십mm
이므로열영향부의경우압흔의위치 에따라용융부 또는모재의 물성에영향을 받을수 도 있기 때문에각 영역별로 한번의 시험을실시하 였다.
계장화 압입 시험의 신뢰도를 확인 하기 위하여
780 MPa
급TRIP
강의모재에대한인장시험과계장화압입시험을 통한결과를 서로 비교하여 그림
7
에 나타내었다.
그림7(a)
에서는 하중의인가및제거의 반복을 거쳐하중과압입깊이의관계결과를나타내었고
TRIP 780 MPa
급 모재강도는 만능인장시험기를 이용한인장강도측정결과와비교한결과계장화 압입시험인장강도결과가 거의유사한것으로 관찰 되었다
.
두 결과를비교해 볼때 계장화 압입시험을 이용한 용접부의기계적물성평가가 가능하며결과 값의신뢰성또한높을것으로판단된다.
그림
8
는 비파괴 계장화 압입시험기를 이용하여DP590
강판의저항점용접부에대한center of fusion
Fig. 6. Microstructures of resistance spot welded TRIP 780 steel. (a)weld metal, (b) near fusion line, (c) HAZ, and (d) base metal.
Fig. 7. Comparison between (a) tensile curves and (b)
instrumented indentation curves of TRIP780 steel.
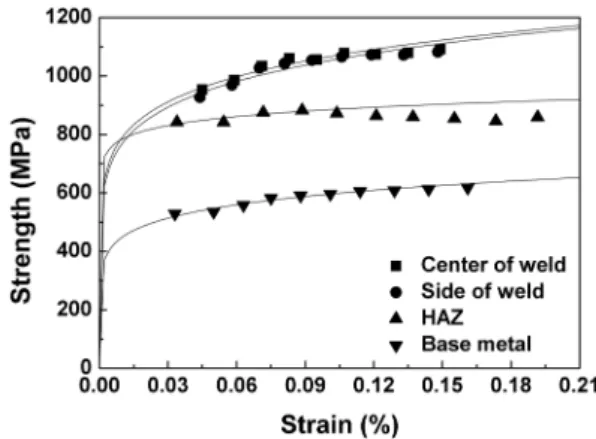
Fig. 8. Indentation load-depth data and tensile curve from instrumented indentation test for resistance spot welded DP590 steels.
zone, edge of fusion zone, HAZ
및base metal
을 각 각구분후연속적인변형률을측정하여압입하중-
변 위곡선을나타낸것이다.
각각의영역에따라하중의 인가및제거의반복을거쳐 하중과압입입깊이의관 계를알수있었다.
모든영역의시험에대하여압입깊이를 일정하게유지
(95 mm)
하고동일앞입깊이에발생되는
load(kgf)
값이차이를나타내었다.
초기압입하중에의해시험편 표면에인가된 압입하중이반 복하중을 거쳐 압입깊이가 점차 선형적으로 증가되 는 것이 관찰되었다
.
그림8
의(a), (b), (c), (d)
는DP590
강판의저항점용접부에서각각모재와용융부의압입하중
-
변위를나타내고있다.
동일한압입깊 이(
약95
µm)
에서모재와용융부의최대하중이각각27 kgf
와46 kgf
였다.
이는 모재와용융부의 경도 및 미세조직차이에따른결과와일치하고 있다.
또 한,
용접부 각영역의 계장화압입 실험결과에서도 출된 변형율-
강도 곡선을 그림8(e), (f), (g), (h)
에 나타내었다.
항복강도는 모재에서418 MPa
이며 이 는 각 하중의 연속적 인가로부터 계산된 결과이다.
각각의 압입깊이에서계장화압입의 하중이발생할 때 압입 깊이 증가에 따른 변형장의 증가로연속적 인 소재의항복및가공경화가동시에발생한다
.
그림
8(a)
에서(d)
로,
즉모재에서용융부로 이동할 수록,
압입깊이에따른각각의압입하중이점차증 가되는것이관찰되었다.
그림8
의(e)~(h)
는계장화 압입 시험에서 각각의 측정된압입하중을 인장곡선 로 나타낸 것이다. (g) Edge of fusion zone
과(h)
Center of fusion zone
에서 가장 큰 인장강도를 보이며
, (f) HAZ
와(e) Base metal
로 갈수록인장강 도가 급격히 감소하는 결과를 보이고 있다.
계장화 압입측정결과에따른DP590
저항점용접부각영 역의 인장곡선을그림9
에모두 나타내었다.
고강도 강판의 저항점 용접의경우계장화압입시험결과 를통한인장물성또한모재와열영향부또는모재 와 용융부가크게차이가발생하는것이관찰되었다.
이러한차이는용접부의높은강도에따른변형에대 한저항은 증가하나실제저항점 용접부의파단시 높은강도에따른취성의증가로인한계면파단의가 능성이 높을 수 있음을 추측 할 수 있다
.
저항 점용접부의 각 영역에 대해 인장강도 σy
, base metal
대비인장강도상승율
%,
가공경화지수n,
평균인 장강도 σu의측정값을 정리하면표2
과같다.
일반적인 인장시험시
DP590
강의항복강도는420 MPa
과인장강도는
617 MPa
이며,
계장화 압입시험을 이용 한항복강도와인장강도가서로유사하였고이를표2
에정리하였다.
3.3.저항점용접부마이크로계장화압입시험분석 최근고강도강의 저항점용접에서는 용접부
load- carrying capacity
향상방안이주목받고있으며,
자 동차 생산 공정중 도장공정에서 도료의경화를위해
baking
을 실시하게 되는데 이때의 온도로 인해자동차 차체는 저온 열처리 효과가 발생하게 되며
, baking
에 의해load-carrying capacity
가 상승되는결 과가보고되었다[1].
이러한load-carrying capacity
상 승을좀더세밀하게관찰하고자고강도강인780MP Fig. 9. Instrumental indentation test results on resistance spot welds of DP590 steels.
Table 2. Measured mechanical properties from instrumented indentation for resistance spot welded DP590 steels
Location σ
y(MPa) ∆σ
y/ σ
yBMK (MPa) n σ
u(MPa)
Base metal 418 790 0.122 611
HAZ 791 53% 997 0.052 824
Weld side 713 59% 1439 0.136 1098
Weld Center 752 56% 1436 0.13 1101
급
TRIP
강판을as-weld
및baking
조건으로구분하여baking
적용 전후load-carrying capacity
변화를 마이 트로 계장화압입시험을통해 확인하였다.
마이크로 계장화 압입시험은 압입시험시발생할수 있는응 력장분포영향을최소화할수있는장점이있으며,
as-weld
및baking
시험편의기계적물성측정 결과를 그림
10
에 나타내었다.
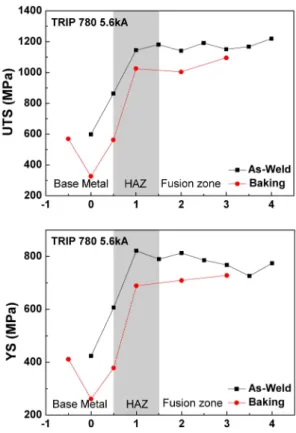
그림10
의 인장강도측정결과에서
As-welded
시험편의용융부와모재는각각약
1200 MPa
과600 MPa
의 강도를 가진다. Baking
후 저항점용접부의인장강도는용융부와모재는각
각 약
1000 MPa
과600 MPa
로 용융부의 인장강도가전반적으로감소된것이확인되었다
.
그림10
에서 보이는항복강도는 용융부에서약800 MPa
의 항복강도 또한
Baking
후 약700 MPa
로 용융부 인장강도가전반적으로 감소되었다
.
이러한 결과는저항 점용접의 특징인 빠른 냉각에 따른 경화조직이baking cycle
동안 발생하는 저온열처리효과로 인하여
martensite
에과포화된 탄소의확산이발생후 ε-
carbide
가석출되는것으로알려저있다.
따라서이러한 석출의 효과로연성 및 인성이증가하고 이러한 결과는계장화압입시험의결과에서도확인되었다
.
4. 결 론
일반적으로인장시험기를활용한인장시험은용접 부또는모재부의시편을 채취하여인장시험을측정 하게되며
,
용접부와같은복잡한물성분포를보이는 열영향부와같은국부적인부위의정확한 물성을모 니터링하는것은불가능하다.
그러나계장화압입시 험은 재료의 유동물성을 평가 및 아주미세한 크기 의 저항 점용부각 영역(center of fusion zone, edge of fusion zone, HAZ
및base metal)
을 각각 구분 하여정확한부위의 다양한기계적 물성평가가가능 하였고 그 결과또한 인장시험의 결과와비교적잘 일치하는 것으로관찰되었다.
따라서 계장화압입시 험을활용한저항점용접부의기계적 물성평가방법 은비교적간단하면서효율적인측정법임을알수있 었으며,
다양한산업에서의적용및연구에의활용이 가능할것으로판단된다.
감사의 글
이논문은
2009
학년도 동의대학교교내연구비에의해 연구되었음