Naotoshi Kurusu, Liu Zhimin and Takao Kuruzumi Nippon Chuzo k.k.
Key words : 용강, 진공, 탈가스, Blowhole(기공), 산화물.
번역 : 장 시영2)
1. 서 언
일본주조(株) 주강공장에서는 중전기, 제철, 단조, 시멘트, 석 유, 반도체 등 각종 산업용의 무게 1~50톤의 주강품을 생산하 고 있다. 그 중에서 자사가 개발한 “저열팽창재료(당사재질명:
LEX)”나 “진동의 전달을 억제하는 제진재료(당사재질명 : ETA)”로 만들어진 제품은 주로 반도체 제조 장치에 사용된다.
이런 재료는 Ni과 Cr을 다량 함유하고 있기 때문에 주조시에 블로홀 및 산화물이 발생하기 쉽다. 이번에 이런 제품의 품질 개선과 가격인하의 목적으로 용강진공탈가스처리 설비(LAVD : Laddle Arc Vacuum Degasser)와 사형진공주조 설비(CAC : Controlled Atmosphere Casting)를 도입하였기에 이 설비의 개발과 개선사례를 보고한다.
2. 고합금주강에서 수소의 거동과 용탕산화
고Ni주강재(당사의 예로서는 36%Ni-Fe의 저열팽창합금)는 탄소강과 비교하여 수소의 포화량이 낮기 때문에 응고시에 수 소에 의한 블로홀(기공)이 발생하기 쉽다. 지금까지의 경험으로 수소량이 6ppm이 되면 압탕근방에서 블로홀이 발생하기 시작 하여 8ppm이 되면 제품전체에 블로홀이 발생한다. 따라서, 고 주파유도로로 원료를 녹일 때에 수소를 어떻게 억제할 것인가 에 중점을 두고, 지금까지 다음의 2개 대책을 강구하여 왔다.
첫 번째는 원료인 스크랩과 합금철을 열처리로에 넣어 가열건 조처리를 하였다. 또한, 노랭(그 날의 1회째 작업) 작업에서는 수소의 상승이 같은 날 2회째 이후보다도 0.5~1ppm 많기 때 문에 두 번째 대책으로서 재료의 용해는 2회째 이후에 장입하 여 실행하였다.
이러한 대책을 실시한 용해시의 수소 거동을 Fig. 1에 나타 낸다. 용해가 완료한 단계에서는 3~4ppm, 그리고 성분조정을
한 출강 직후의 받침판내에서는 4~5ppm이 된다. 이것은 출강 중에 용강과 공기의 접촉에 의한 것으로 받침판내의 내화물이 수소를 흡수하여 1ppm 정도 상승하였다고 생각된다.
또한, 주탕시에도 사형내에서 공기와의 접촉에 의한 수소의 상승과 주형으로부터 발생하는 가스의 흡수가 더해져 1.5ppm 에서 2ppm정도의 수소가 증가한다.
한편, 고Cr-Al주강재(당사의 예로서 Fe-13%Cr-Al 제진재료 합금)는 주조온도가 1833~1853K로 높다. 그 온도에서 주탕하 면 용탕중의 알루미늄이 대기중의 산소와 산화하여 Al2O3가 생성된다. 이 Al2O3는 주로 입계에 응집하여 크랙결함을 일으 키는 형상이 된다.
3. 새로운 제조프로세스의 설치 목적
3.1 용강진공탈가스처리 설비(LAVD)의 도입 목적 위에 기술한 것처럼, 고Ni주강재의 블로홀 방지 대책으로서 스크랩의 건조 및 2회째 이후의 용탕을 사용하는 대책을 하여 도, 블로홀 결함은 완전히 없어지지 않고, 최종 가공후에도 블
1)日本鑄造工學會誌 제82권(2010) 제1호 page 43~46에 게재된 자료임 2)한국항공대학교 항공재료공학과(Korea Aerospace University) 교수
Fig. 1. Change of hydrogen in high nickel steel casting (high frequency induction furnace).
−56− 용강진공탈가스처리와 사형진공주조에 의한 주강품의 제조프로세스 - 來栖直敏·劉 志民·黑住隆雄
로홀이 검출되어 공정을 혼란시키는 품질문제가 자주 발생하였 다. 그래서 용강의 진공탈가스처리 방법을 고려하여 용강의 진 공 탈가스 처리 설비를 도입하였다.
3.2 사형진공주조설비(CAC)의 도입 목적
고Cr-Al주강(제진재료ETA)은 주탕시에 알루미늄산화물이 생 성되기 때문에 그 대책으로서 진공중에서의 주조법을 고안하여 사형진공주조설비를 도입하였다.
4. 설비개요
4.1 용강진공탈가스처리 설비(LAVD)
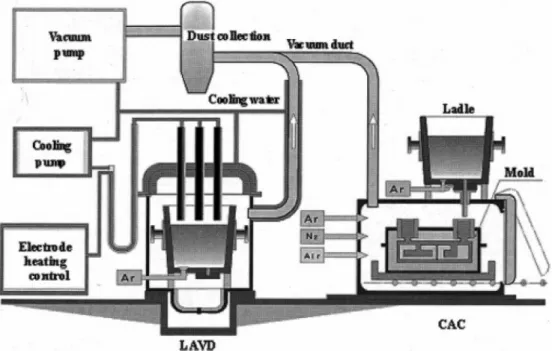
LAVD의 설비개요를 Fig. 2에, 조업중의 상황을 Fig. 3에 나타낸다. 진공펌프는 LAVD와 CAC의 공통설비로 되어있고 댐퍼를 바꾸어 각각의 설비를 가동할 수 있다. LAVD는 설치 된 4톤 고주파유도로로 용해한 용강을 전용 받침판(최대 1회에
4.5톤)으로 받은 후에 받침판과 함께 진공챔버에 넣어서 진공탈 가스 처리를 하는 설비이다. 진공챔버안의 진공도를 0.1kPa으 로 내리고 그 상태에서 받침판의 바닥으로부터 아르곤 가스를 불어넣고 용강을 교반시키면서 탈가스 처리를 한다. 또한, 진공 처리 작업에 의한 용강온도의 저하를 막기 위해 재가열이 가 능한 전극가열 설비를 설치하였다.
Fig. 4는 LAVD의 효과를 보이는 모식도이다. 진공처리에 의해 수소가스·질소가스·산소가스의 감소가 기대된다.
4.2 사형진공주조설비(CAC)
주조직후의 CAC 설비상황을 Fig. 5에 보인다. 최대 철틀 사이즈가 길이 2.5 m × 폭 2.0 m × 높이 1.6 m인 진공주조실의 진공도를 1kPa로 유지하면서 용탕을 받을 수 있는 구조로서 Fig. 6에 보인 것처럼 받침판의 출탕구로 부터 나온 용강은 공 기와 접촉하지 않고 사형내로 흘러 들어가 주탕되는 특징이 있다.
Fig. 2. Schematic of LAVD/CAC treating process.
Fig. 3. Equipment of LAVD (Ladle Arc Vacuum Degasser).
Fig. 4. Schematic degassing effect in LAVD treating process.
5. LAVD/CAC의 적용효과
5.1 받침판 진공탈가스처리에 의한 수소의 감소
고Ni주강재(저열팽창재)에 LAVD를 적용하였을 때 수소의 변화를 Fig. 7에 나타낸다. 그때까지 실행하였던 스크랩·합금 철의 가열건조와 하루 2회째의 용해 장입 조정을 중지함으로써 래들단계에서의 수소량은 4.5~5.5ppm으로 이전보다 높아졌다.
또한, 출강후(LAVD처리전)에는 1ppm상승하여 5.5~6.5ppm이 되었다. 그러나 LAVD처리를 함으로써 용강중의 수소량이
2.5~4.0ppm까지 크게 떨어졌고, 주탕시에 수소가 1.5ppm에서 2.5ppm정도 상승하여도 제품(압탕근방)에는 최대 5.5ppm정도밖 에 상승하지 않아, LAVD적용시에는 수소가스에 의한 가스결 함이 발생하지 않았다.
또한, 오스테나이트 스텐레스주강에 적용하였을 때의 수소 변 화를 Fig. 8에 보인다. 오스테나이트 스텐레스주강에는 원래 수소가 6.5~9.0ppm정도로 높은 상태이고, 진공탈가스처리로 2.5~4.0ppm까지 내려가, 큰 탈수소 효과가 있었다.
5.2 사형진공주조에 의한 산화물의 저감
종래의 제품에서는 알루미늄산화물이 많이 생기기 때문에 PT검사시에 Fig. 9에 나타낸 것과 같이 선형상의 결함이 검출 된다. 사형진공주조를 적용함에 따라 산화물에 의한 결함은 거 의 발생하지 않고, 건전한 제품이 제조되었다.
또한, 진공주조에서는 공기가 없기 때문에 용강의 흐름이 막 히지 않고 구석구석까지 용탕이 흘러가는 효과가 있다. 한편, 대기압하에서 용강을 진공주조실내의 주형에 주탕하기 때문에 종래에 비해 주조속도가 크게 빨라졌다. 그 결과, 모래나 도장 피막이 혼입하는 결함이 발생하였다.
종래의 탕구계를 Fig. 10에 보인다. 이 제품의 주탕량은 2,300 kg으로 탕구(Down gate)는 φ80으로 보(gate)는 φ50이 Fig. 5. Equipment of CAC (Controlled Atmosphere Casting).
Fig. 6. Schematic of CAC treating process.
Fig. 7. Change of hydrogen in high nickel steel casting treated by LAVD process.
Fig. 8. Reduction of hydrogen in SCS13 stainless steel treated by LAVD process.
Fig. 9. Oxide defect appeared in conventional high Cr-Al steel.
−58− 용강진공탈가스처리와 사형진공주조에 의한 주강품의 제조프로세스 - 來栖直敏·劉 志民·黑住隆雄
네 군데(탕구비 : 1.5), 그 때의 주탕시간은 50초였다. 이 상태 에서 진공주조로 주조한 결과, 주탕시간이 30초가 되었다. 결 과적으로 용탕의 흐름이 너무 빨라져 지금까지 발생하지 않았
던 「모래·도장피막의 혼입 결함」이 발생하게 되었다.
그 대책으로서 Table 1에 나타낸 것과 같이 탕구계를 변경 하였다. 탕구는 φ100으로, 보는 φ70을 여섯 군데(탕구비 : 3.0) 로 하였다. (주탕시간은 받침판의 노즐 직경에 의해 결정되므로, 주조시간은 같은 30초다.)
또한, 이와 같은 변경에 따른 효과를 예측하기 위해, 「CAE 유동해석평가」를 하였다. Fig. 11의 우측이 종래의 주조 상황 으로 색깔이 짙은 부분은 용탕의 흐름이 빠르고, 난류를 일으 키고 있다. 그리고, 개선후(Fig. 11 좌측)의 유동해석에서는 색 의 농담이 적어 용탕 속도가 균일한 것을 알 수 있다.
이러한 개선에 의해 주조된 제품을 Fig. 12에 나타낸다. 개 재물 및 모래·도장피막의 혼입 결함이 발생하지 않은 건전한 제품을 얻을 수가 있었다.
Fig. 10. Simulated running system of casting showing in photo. 3.
Fig. 12. Penetrant testing of CAC treated steel casting showing no oxide defect exist.
Table 1. Comparison of running system.
Conventional Improved
Nozzle dia.,cm φ50 φ50
Down gate dia.,cm
(area, cm2) φ80 × 1P (50) φ100 × 1P (78.5) Gate dia.,cm
(area, cm2) φ50 × 4P (78.5) φ70 × 6P (230)
Gating ratio ≒1.5 ≒3.0
Casting time, sec 50 30
Infusion of sand
andcoation material Occurred No Occurred
Fig. 11. Evaluation of fluidity in casting by CAE method.