고강도 및 저온 고충격 주강소재를 이용한 해양플렌트용 커넥트 주강부품 개발
김태원 *· 박상식 **· 강충길 ***†
*부산대학교 정밀기계공학대학원, **㈜석진금속, ***부산대학교 정밀정형 및 금형가공연구소
A Development of Connection Piece Steel Casting for the Offshore Structures Using High Impact Value with Low Temperature & High
Strength Casting Steel Material
Tae-Eon Kim*, Sang-Sik Park**, and Chung-Gil Kang***†
*,***Department of Mechanical & Precision Engineering, Pusan National University, Busan, Korea
**Sekjin Metal CO., LTD., Busan, Korea
Abstract
The high-strength low-alloy (HSLA) steels have low carbon contents (0.05~0.25% C) in order to produce adequate formability and weldability, and they have manganese contents up to 1.7
%. Small quantities of silicon, chromium, nickel, copper, aluminum,
molybdenum are used in various combinations. The results contained in this paper can provide the valuable information on the development of −40oC low temperature HSLA. Furthermore, the present experimental data will provide important database for cast- ing steel materials of the offshore structure.Key words : Offshore structure, Low-temperature, High-strength, Low-carbon alloy, Casting steel.
(Received May 29, 2010 ; Accepted August 15, 2010)
1. 서 론
최근 해양플랜트 산업이 크게 신장되어 대규모 해양플랜트 부품개발이 각광을 받고 있다. 특히 심해에서의 석유 굴착과 생산을 위한 각종 해양플랜트의 수요가 급격하게 증가하고 있 다. 멕시코만, 서아프리카해안, 브라질 앞바다, 남 중국, 말레이 시아와 호주로부터 해양 프로젝트의 개발이 발표되면서, 다량의 원유시추선의 부품개발이 요구되고 있다. 해양플랜트산업이란 우리나라에서 세계제일의 기술을 확보하고 있는 조선산업의 연 계산업으로 외국과의 경쟁에서
독보적으로 우위를 점할 수 있고, 앞으로 발주될 해양플랜트 프로젝트 발주 량의 대부분을 차지할 수 있을 것으로 기대한 다. 미국에너지정보국의 자료에 의하면 최근 8년간 심해에서 생산되는 원유가 2배 이상 증가한 것으로 나타나고 앞으로도 더욱 증가할 것으로 예측하고 있다[1]. 따라서 해양플랜트관련 대형 프로젝트의 발주 현상은 일시적인 것이 아니라 향후 지 속적으로 증대할 것으로 추정된다. 현재 선박과 해양플랜 트를 동시에 수주 건조하고 있는 국내 산업체는 중공업 전 매출의 50%정도를 해양산업과 관련된 플랜트가 차지하고 있다. 그리고 미래 에너지의 30 %이상이 극지방에 매장되어 있는 것으로
조사되어[2], 향후 극지방 에너지개발을 위한 전용 시추선과 생 산시설, 쇄빙유조선 등의 수요도 크게 증가할 것으로 기대된다.
해양플랜트 부품에 사용되는 고강도 및 저온·고충격강은 0.15%이하의 탄소함유량을 가지며, Mn 1.65%, P와 S의 경우 0.035%이내의 극소량으로 구성된다. 이외에도 Cu, Ni, Nb, N, V, Cr, Mo, Si, Zn 등의 미량원소가 적절한 구성비로써 포함 된다[1]. 특히 일반 상선에서 주조품의 사용량이 감소하고 있는 반면, 해양구조물용 저온·고충격 및 고강도 주강부품은 북극해 를 비롯한 자원개발 영역 확대추세를 배경으로 심해 및 극지방 과 같은 사용환경 조건으로 개발요구가 증가하고 있다[2].
이와 같은 소재는 특징적으로 −40oC에서 충격시험과 저탄소 및 고강도, 우수한 용접성능을 동시에 요구하고 있다. 특수소재 를 적용한 주조성형품은 반잠수식 시추선의 기둥과 폰툰 기둥 과 상부 데크가 만나는 응력집중부(node), 계류 및 시추용 파 이프 연결부, 해저유정부 등에 주로 사용된다.
지금까지 저온 특성의 탄소강 주조를 위한 소재 및 열처리 방법에 대한 연구는 국내에서도 일부 진행되어 왔다[3]. 그러나 고강도와 극저온환경(−40oC 이하)에서의 고충격성을 요구하고 있기 때문에 소재의 개발에 대한 연구가 활성화되지 못하였다.
DNV(노르웨이선급) 등 해외 선급규정에서도 해양구조물을 위한
†
E-mail : [email protected]
−
152−
고강도 및 저온 고충격 주강소재를 이용한 해양플렌트용 커넥트 주강부품 개발 - 김태원· 박상식· 강충길주강의 저온특성에 대한 기준이 설정되어 있지 않고 있는 등 급격하게 변화하는 설계환경과 주문주의 요구사양에 따른 화학 적 조건, 기계적 강도를 모두 충족시키는 소재개발에 대한 연 구가 충분히 이루어지지 못하고 있었다.
국내 경우 저탄소, 저온·고충격 및 고강도강의 특성은 탄소 함유량 0.08% ~ 0.12%, 인장강도 472 MPa로 DNV 480W 수 준에 조금 못 미치며, 온도조건 역시 −20oC를 적용하고 있어 현재의 요구수준에 미달하고 있다[4]. 한국, 일본, 미국, 유럽의 등록특허 기술들을 분석한 한국특허정보원 의 특허맵에 따르면, 저온영역에서는 −196 ~−40oC 영역의 저온 주강용 소재개발이 있어 왔으나 대부분 탄소함유량과 강도기준은 충족하지만 경도 값에 대한 규정이 없고, 저온충격치의 취약점과 Ni 함유량이 너무 높아 경제성이 떨어 지는 것으로 확인되었다[5].
따라서 본 연구에서는 탄소함유량을 0.25% 이하로 설정한 가운데 미량원소의 함유량을 변화시켜, 최적의 열처리조건을 구 축하여 강도, 연신율, 단면수축율 및 저온충격치 등 기계적 물 성치의 목표수준을 DNV-OS-B101 NV620W 소재품질기준에
−40oC 충격 값을 선주요구조건인 60 Joule 이상으로 설정하여 연구를 수행하였다. 또한 개발소재의 용접성능 확보를 위해 탄 소당량 (ceq.)과 용접균열감수성지수를 산출하여 그 적절성을 판단하였다.
2. 해양플랜트용 커넥트 부품
해양플랜트에 적용 중인 주강 부품의 대표적인 사례라고 할 수 있는 반잠수식시추선의 응력집중 부와 적용형상 및 실물은 Fig. 1과 같다.
대형화, 심해화, 극해진출 등의 메가트렌드를 보이는 해양시 추구조물 특성상 설치해역의 수심이 깊고 해양시추구조물의 크 기가 클수록 높은 응력이 발생되며, 반복하중이 작용하는 특성 을 가지고 있다. 주강부품은 극후판 사용시 응력집중 부에서 과도한 용접과 균열, 층상 균열결함발생의 가능성을 차단하고, 응력분포에 따른 적절한 형상 적 대처가 가능하다[6].
그러나 선급규정에서는 해양구조물 주강부품을 위한 탄소합금 강의 샤르피 V노치 실험의 조건을 0oC로 규정하고 있는 관계로, 이보다 높은 수준이 요구되는 심해 및 극해지역에서의 적용을 위해서는 −40oC에서 의 충격시험조건을 충족할 필요가 있다.
3. 고강도 및 저온·고충격 주강소재개발
해양플랜트용 저온 주강소재의 합금설계를 위해선 우선적으로 선급에서 규제하고 있는 화학성분 제안범위를 벗어 날 수 없 으며 또한 탄소당량(ceq.)값과 용접균열감수성지수(pcm) 값을 고려해야 한다. Table 1 은 노르웨이선급에서 규제하고 있는
화학성분 규제치를 나타낸 표이다. 또한 국제 용접학회의 탄소 당량 식을 이용하여 최종 제품의 합금 분석 시 분석된 원소 함유량을 이용하여 탄소당량(carbon equipment, ceq)이 0.45를 넘지 않도록 명시하고 있다. 탄소당량이 증가하면 임계 냉각속 도와 변태온도를 낮추서 마르텐사이트로 변태를 용이하게 하여 경화능을 높일수 있기 때문이다. 경화능이 높으면 Bead 아래로 균열을 발생시키고 강재의 용접 시 예열 및 층간 온도 로서 온도 설정의 기준이 된다[7].
아래 식(1)과 (2)은 미국 용접학회(American Welding Society, ASW)에서 규정한 탄소당량식과 용접균열감수성지수식이다.
Ceq = C + (Mn + Si)/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15 (1) Pcm = C + Si/30 + (Mn + Cu + Cr)/20 + Ni/60 + Mo/15 + V/
10 + 5B (2)
상위 노르웨이선급에서 규제하고 있는 화학 성분범위를 고려 하여 고강도 및 저온·고충격 소재의 조성비를 설정하고 시험편 제작을 하였다.
용해 시 투입된 고철은 저탄소 합금을 위하여 탄소함유량이 0.05%내외인 스크랩을 사용하였다. 이외의 합금성분은 용해중량 비 합금비율로 계산하고 투입하여 목표성분을 만족하도록 하였 다. 사용된 용해로는 고주파용해로이고, 용해온도는 1650
~1700oC로 용해하여 레들 이송 후 주형에 주입 온도를 1550 ~ 1650oC가 되도록 설정하였다. 용해 시 슬럭스 제거제를 이용하 여 불순물 및 산화물을 제거하였다. 알루미늄 탈산제를 사용하 여 용해종료에 3회 레들에 주입동시에 1회를 실시하였다. 몰드에 용탕주입 후 24시간이지나 탈사를 실시하였다.
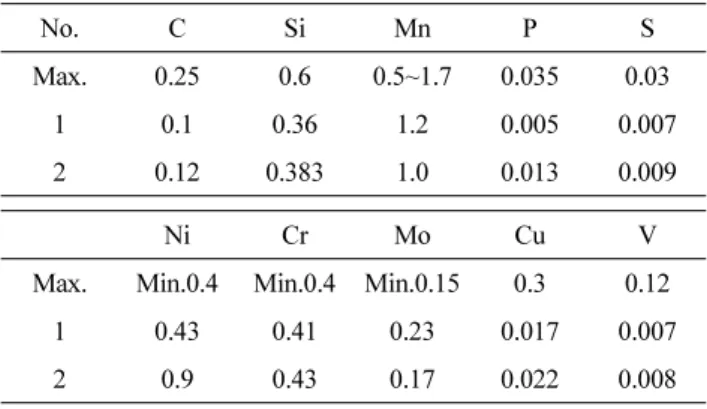
이와 같이 제작된 시험편의 합금성분을 Table 2에 정리하였 다. No. 1의 탄소당량 값은 0.21이며 용접균열감수성지수는 0.449이다. No. 2의 탄소당량값은 0.23이며, 용접균열감수성지 수는 0.454이다. Fig. 2의 (a)는 시험편 제작을 위한 시험편형
Fig. 1. Shape & section of the casting steel for offshore structure.
Table 1. Chemical composition limits for casting steel by DNV class (NV620W).
C Si Mn P S
Max. 0.25 0.6 0.5~1.7 0.035 0.03
Ni Cr Mo Cu V
Max. Min.0.4 Min.0.4 Min.0.15 0.3 0.12
Table 2. Chemical compositions of Y-Block specimens.
No. C Si Mn P S
Max. 0.25 0.6 0.5~1.7 0.035 0.03
1 0.1 0.36 1.2 0.005 0.007
2 0.12 0.383 1.0 0.013 0.009
Ni Cr Mo Cu V
Max. Min.0.4 Min.0.4 Min.0.15 0.3 0.12
1 0.43 0.41 0.23 0.017 0.007
2 0.9 0.43 0.17 0.022 0.008
상의 목형이며, (b)는 조형에 소재를 주입하는 과정 그리고 (c) 는 제작된 시험편에 압탕을 제거한 부분이다.
4. Y-block 열처리 전·후 조직관찰 및 기계적 물성 평가
열처리 전 조직의 상태를 확인하였다. 연마 후 나이탈(Nital) 5%(alcohol 100 ml + HCI 5 ml)로 에칭하여 관찰하였다[8]. 그 결과 Fig. 3에서 보여주는 바와 같이 강의 초석상 중 하나인 전형적인 As-casting 상태의 입계동소 형태(grain boundary allotromorphs)를 띄고 있음을 확인 하였다[9].
열처리조건은 탄소함유량에 따라 Fe-상태도를 고려하여 Table 3에서와 같이 탄소함유량이 0.1% 일 때를 기준으로 하였다.
초기 920oC의 온도로 오스테나이트화 하여 급랭으로 마르텐 사이트를 유도하였다. 이 후 뜨임처리를 통하여 템퍼드 마르텐 사이트를 유도하였다.
Table 3은 합금소재에 따른 열처리 조건을 정리 한 것이며 각 조건에 따른 조직의 변화를 Fig. 4에 정리하였다. 칭 후 마르텐사이트조직과 뜨임처리 후 템퍼드 마르텐사이트 조직이 확연히 구분되는 것을 관찰 할 수 있었다.
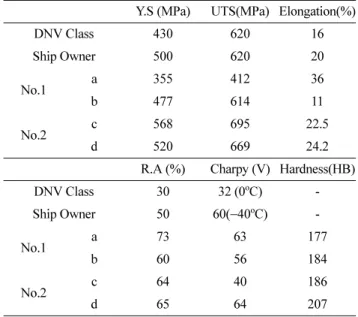
열처리 조건에 따른 기계적 물성치를 조사하였다. Table 4는 노르웨이선급협회(DNV)가 규정한 심해에서 운용되는 시추선에 사용되는 저온용 커넥트 부품의 기계적 물성치를 조사하여 나타 낸 것이다[10]. 또한 현재 선주 측이 요구하는 기계적 물성치를 표기하고 각 열처리조건에 대한 시험결과를 나타낸 것이다.
Table 4와 같이 본 연구에서는 현재 부유식 시추선에 사용되 는 저온용 커넥트 부품의 DNV 선급과 선주 측의 요구 물성 치를 고려하였다. 그 결과 C 0.12%의 합금조성을 920oC에서 2.5 Hrs 동안 가열한 후 칭하고 520oC에서 5 Hrs 동안 가 열한 후 공냉 한 소재에서 DNV선급과 선주측의 요구 물성치 를 만족하는 결과를 얻게 되었다.
5. 해양플랜트용 커넥트 부품의 시제품 주조와 평가 Fig. 5는 개발소재를 이용해 본 연구에서 주조한 시제품이다.
그 크기는 750×750 mm, 높이는 약 580 mm이며, 총 주입중 량은 700 kg 이다.
시제품 제작을 위해 사전 주조해석을 실시 하였다. 주조해석 Fig. 2. Y-block for steel casting and picture of Y-block.
Fig. 3. As cast microstructure of Y-block specimen.
Fig. 4. Microstructures of specimens at each heat treatment conditions.
Table 3. Heat treatment conditions for specimens.
Quenching
No.1 a 920oC / 2.5Hrs
Water cooling b 920oC / 2.5Hrs
No.2 c 920oC / 2.5Hrs
d 920oC / 2.5Hrs Tempering
No.1 a 580oC / 3Hrs
Air cooling b 520oC / 5Hrs
No.2 c 580oC / 3Hrs
d 520oC / 5Hrs
Table 4. after heat treatment mechanical properties of each specimen.
Y.S (MPa) UTS(MPa) Elongation(%)
DNV Class 430 620 16
Ship Owner 500 620 20
No.1 a 355 412 36
b 477 614 11
No.2 c 568 695 22.5
d 520 669 24.2
R.A (%) Charpy (V) Hardness(HB)
DNV Class 30 32 (0oC) -
Ship Owner 50 60(−40oC) -
No.1 a 73 63 177
b 60 56 184
No.2 c 64 40 186
d 65 64 207
−
154−
고강도 및 저온 고충격 주강소재를 이용한 해양플렌트용 커넥트 주강부품 개발 - 김태원· 박상식· 강충길에 사용된 프로그램은 MAGMA가 사용되었다.
주조 시 용탕의 유동향상을 확인하기 위하여 기존의 MAGMA D/B에서 개발부품의 탄소함유량 을 고려하여 가장 근접한 저탄 소강 소재인 GS16Mn5를 주조응고해석에 적용하였다.
단, 시제품 제작 시 주형사는 인조규사를 적용 하였다.
Fig. 6는 게이트의 크기, 런너의 방향, 압탕 직경 및 위치 등을 변화하며 주조해석을 한 후 도출한 시제품의 최종주조방 안을 나타낸 그림이다. 런너에서 탕구의 직경은 ∅160 mm, 탕 도의 직경은 ∅60 mm, 인게이트는 40 mm×120 mm으로 설계 하였다. 또한 직경 ∅220 mm 높이 483 mm 압탕을 설계하였다.
제품 성형 시 발생되는 불순가스를 제거하기 위해 압탕끝단에 에어벤트를 부착하였다. 압탕 보온제로는 ∅300 mm, 높이 600 mm의 압탕 보온재를 사용하도록 하였다.
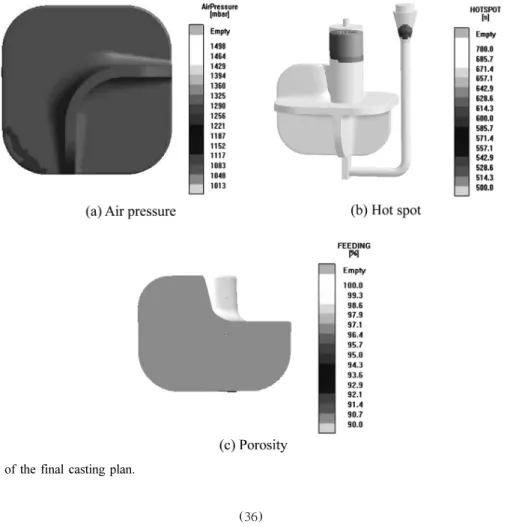
Fig. 7는 주조해석 후 (a)기공, (b)열점 및 (c)수축공 에 대 한 결함여부를 나타내는 그림이며, 주조공정에 따른 결함은 발 생되지 않음을 알 수 있었다.
주조방안이 결정된 몰드의 크기와 형상을 이용하여 Fig. 8에 서 보여주는 바와 같이 목형을 제작하였으며, 상형과 하형으로 분리하여 조형 시 케비티 내부의 붕괴현상이 일어나지 않도록 목형을 제작하였다.
Fig. 9의 (a)는 몰드 하형, (b)는 상형과 하형이 접합된 몰드 의 케비티 내부로 용탕을 주입하는 과정이다. 그리고 (c), (d)는 도출된 주조방안에 따라 제작된 커넥트 부품 시제품이며, 용탕 의 주입온도는 1550 ~ 1650oC를 유지 하도록 하였다.
용탕주입 후 24시간 뒤 탈사를 하여 제품두께 및 중량을 고 려한 열처리를 Table 5와 같이 실시하였다.
열처리 후 제품 표면과 내부의 결함유무를 판단하기 위하여 비파괴 검사를 실시하였다.
검사종류는 제품 표면 검사를 위한 자분탐상검사(magnetic test), 제품내부검사를 위한 초음파탐상검사(ultrasonic test)와 X선 투과검사 (radiographic test)가 진행되었다. 그 결과 제품 내·외
Fig. 7. Defect aspects of the final casting plan.
Fig. 5. Connection piece steel casting for the offshore structures.
Fig. 6. The final casting plan of connection piece casting.
부의 결함이 발견되지 않았으며, 사전 해석된 주조방안의 타당성 이 증명되었다. Fig. 10는 X-Ray 투과검사 후 결과물을 나타낸 것이다. 소재내부의 기공 등의 결함이 발생되지 않았다.
열처리 후 시제품의 기계적 성질이 초기 목표치를 만족하는지 확인하기 위하여 기계적 물성치를 조사하였다. Fig. 9에서와 같 이 초기 주조 시 주조일체형으로 제작된 Y-block을 절단하여 인 장시험과 저온 충격시험을 실시하였다. 그리고 그 결과를 Table 6에 정리하였으며, 초기 목표치인 항복강도(Y.S) 500 MPa, 인장 강도(UTS) 620 MPa, 연신율 20%, 단면감소율 50%, 저온충격 (−40oC) 60 Joule이상을 만족하는 시제품임을 확인하였다.
본 연구를 바탕으로 주강공정에서 발생될 수 있는 결함발생 부분의 용접수정(repair welding process)의 가능성을 검토하는 것이 추가적으로 수행되어야 할 것으로 판단된다.
6. 결 론
해양구조물용 커넥트 부품의 후판 연결부 주강품을 만들기
위해 국제용접학회의 탄소당량이 0.45%이내 저 탄소 합금설계를 하였다. 열처리, 기계적 성질 및 시제품의 비파괴 검사를 통해 소재 및 제품제작의 가능성을 검토하였다. 즉, 본 연구를 통하여 극지방 및 심해영역으로 확대되는 시추설비 분야와 해상운송 등 으로 저온 충격치와 고 인장강도를 요구하는 해양기자재 부분의 무한한 가능성이 있다고 판단된다.
1) 합금설계 시 C 0.1 ~ 0.12%, Si 0.35 ~ 0.4%, Mn 1.0 ~ 1.2%, Ni 0.8 ~ 1.0%, Cr 0.4 ~ 0.45%, Mo 0.15%이상의 성 분을 포함하는 합금구성 시 탄소당량(Ceq.)이 0.45이내인 용접 성이 우수한 저온 고충격, 고강도 강을 얻을 수 있다.
2) 본 연구에서 제안한 합금설계 비로 920oC 담금질 (Water Quenching)후 520oC로 뜨임(Tempe ring)열처리를 하여 항복강 도(Y.S) 500 MPa, 인장 강도(UTS) 620 MPa, 연신율 20%, 단면감소율 50%, 저온충격 (−40oC) 60 Joule이상을 만족하는 시제품 을 생산할 수 있었다.
3) 열처리 후 소재 및 제품의 경도 값이 200 HB 이상일 때 목표 물성치를 만족하는 것을 확인하 였다.
4) 저온·고강도 고충격성을 가진 해양구조물의 주강부품을 개발하기 위하여 몰드설계 및 주강 공정의 응고해석을 수행하 였고, 제작된 시제품을 평가한 결과 주형 설계의 타당성이 검 증 되었다.
Table 6. Mechanical properties of connection piece steel casting.
Y.S (MPa) UTS(MPa) Elongation(%)
DNV Class 430 620 16
Ship Owner 500 620 20
Prototype 512 639 28
R.A (%) Charpy (V) Hardness(HB)
DNV Class 30 32 (0oC) -
Ship Owner 50 60(−40oC) -
Prototype 68 80.75(−40oC) 211
Fig. 8. Wooden patten for steel casting for the offshore structures.
Fig. 9. Manufactured connection piece by casting process.
Table 5. Heat treatment conditions of connection piece steel casting.
Quenching Tempering 920oC / 3.5 Hrs Water 520oC / 5.5 Hrs Air
Fig. 10. X-Ray inspection of lower carbon steel casting parts.
−
156−
고강도 및 저온 고충격 주강소재를 이용한 해양플렌트용 커넥트 주강부품 개발 - 김태원· 박상식· 강충길후 기
본 논문은 부산대학교 자유과제 학술연구비 (2년)에 의하여 연구되었음.
참고문헌
[1] International Energy Agency, “Key World Energy Statistics”, 2010
[2] International Energy Agency, “Medium-Term Oil Market report”, July, 2008
[3] Michael F.A. and David R.H. Jones, “Engineering Materials 2 Oxford, Pergamon Press”, 1992
[4] Park, S.G., “Optimizing Design For Rudder Horn”, Special Issue of the Society of Naval Architects of Korea, pp. 77-80 [5] POSCO Korea “Refinery way for high tension & extremely
low carbon casting steel”, Patent application No. 10-2004- 0116124, Korean Intellectual Property Office, 2004
[6] LS Cable, “High tension & abrasion resistance casting steel
metal”, Patent application No. 10-1984-0005221, Korean Intellectual Property Office, 1984
[7] Katsuragi, Nonomura, Ojiro and Izutsu, “Casting Steel Having High and Low Thermal Expension”, EP 1 589 123 A1, 2007 [8] Bang, H. S. et. Al, ”A Study of Lamella Tearing Being Produced
by Corner Joint Welding In Box Column of Ulta Thick Plate”, Jouenal of the Society of Naval Architects of Korea, Vol. 36, No4, pp. 95-104, 1999
[9] F. Zia-Ebrahimi and G. Krauss, "Mechanisms of Tempered Martensite Embrittlement in Medium-Carbon Steels", Acta Met, Vol. 32, p 1769-1777, 1984
[10] Eun, J. C, “Welding Material & Coad”, DAESHIN E.N.G, 2006, pp, 19
[11] H.I.Aaonson, “The Proeutectiod Ferrite and the Proeutectiod Cementite Reactions in Decomposition of Austenite by Diffusional Processes”, V. F. Zackay and H. I. Aaroson (Eds.), Interscience, Now York, 1962, pp. 387-548
[12] Offshore standard DNV-OS-B101 Metallic Materials 2007, Section 4 Steel Castings, pp. 30-33