Article Information
Manuscript Received December 10, 2019, Revised January 31, 2020, Accepted February 10, 2020, Published online June 30, 2020
The authors are with KEPCO Research Institute, Korea Electric Power Corporation, 105 Munji-ro Yuseong-gu, Daejeon 34056, Republic of Korea.
Correspondence Author: Sungyoung Chang ([email protected])
ORCID: 0000-0002-3456-5734 (Y. Kim); 0000-0002-6629-2582 (J. Hyun); ORCID: 0000-0002-6000-7074 (S. Chang)
This paper is an open access article licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International Public License.
To view a copy of this license, visit http://creativecommons.org/licenses/by-nc-nd/4.0
This paper, color print of one or more figures in this paper, and/or supplementary information are available at http://journal.kepco.co.kr.
HIP과 열처리공정을 이용한 Ni기 초합금 소재의 미세조직 및 기계적 특성 분석
Youngdae Kim, Jungseob Hyun, Sungyong Chang 김영대, 현중섭, 장성용
Abstract
The CM247LC, a Ni-based superalloy material used for gas turbine hot gas path parts, is casted using directionally solidified technology to analyze the mechanical properties and microstructures through HIP (Hot Isostatic Pressing) and post-heat treatment, and to derive optimal HIP treatment conditions. The CM247LC material is being researched in various ways as an alternative material for prototyping gas turbine blades. In particular, the blade rotating part is exposed and operated in a high temperature and high-pressure environment, and when damaged, it may cause huge economic losses. Therefore, in order to use the CM247LC material as prototyping materials for gas turbine blades, the reliability of the microstructure and mechanical properties must be verified. In this study, after casting rod test specimens using CM247LC material by directionally solidified technology, after that the specimens were performed by HIP treatment and post-heat treatment to test two HIP conditions designed by KEPCO to derive the possibility of prototyping of CM247LC material and optimization of HIP
treatment conditions. Additionally, the properties of CM247LC material were compared to the GTD111DS material using for 1,300°C class gas turbine blades.
가스터빈 고온부품 소재로 사용되는 Ni기 초합금 CM247LC 소재에 대한 최적 후처리 조건을 도출하기 위해 일방향 응고 주조법을 통한 봉상시험편을 제작하였다. 제작된 시험편은 HIP (Hot Isostatic Pressing) 처리 및 후열처리를 통해 기계적 특성과 미세 구조를 분석하여 최 적의 HIP처리 조건을 도출하고자 하였다. CM247LC 소재의 경우 가스터빈 블레이드의 대체 소재로써 시제품 제작을 위한 다양한 연구가 진행되고 있다. 특히 블레이드의 경우 고속의 회전체로 고온 및 고압의 운전 환경에 노출되어 손상 시 후단의 블레이드와 베인에 대해 추 가적인 설비 파손을 야기하여 막대한 경제적 손실을 초래할 수 있다. 따라서, CM247LC 소재가 블레이드 시제품 제작에 사용되기 위해서 는 미세구조와 기계적 특성에 대한 신뢰성이 확보되어야 한다. 따라서 본 연구에서는 CM247LC 소재에 대한 기계적 특성 향상을 위해 전 력연구원에서 설계한 기준에 따라 HIP처리 및 열처리를 수행하고 미세조직 특성 및 기계적 특성 분석을 통해 기존 1,300°C급 가스터빈 블레이드에 소재로 활용되고 있는 GTD111DS 소재와 기계적 특성을 비교 평가하였다.
Keywords: Gas turbine, CM247LC, GTD111, Blades, Microstructure, Mechanical Property
I. Introduction
가스터빈 고온부품인 블레이드와 베인은 가스터빈 제작사마 다 사용온도에 따라 자체 개발한 고유의 소재를 사용할 뿐만 아니 라, 주조 방법도 등방향(Equiaxed), 일방향(Directionally Solidified), 단결정(Single)의 형태로 제작하고 있다. 1,300°C급 가스터빈 블레 이드에 사용되는 대표적인 Ni기 초합금 소재는 GTD-111, IN38LC, PWA1480 등이 있으며, 특히 GTD111 소재의 경우 전략 소재로 부품에 대한 공급이 원활하지 못한 상황에 있다.
가스터빈 블레이드에 사용되는 Ni기 초합금 소재의 경우 γ matrix에 강화 석출물인 γ', γ-γ' 공정상, 탄화물 등으로 구성되어 있으며 이들 소재의 주요 강화 기구는 석출강화이다. 석출강화는 석출물의 형태와 분포가 매우 중요하며, 이는 고용화 및 시효 열처 리에 의해 결정된다 [1][2]. 고용화 열처리는 내부 합금원소를 용 해하여 균질화 역할을 하며, 시효 열처리는 핵생성 및 γ'의 성장에 영향을 미치게 된다 [3]. 따라서, Ni기 초합금의 미세조직 제어 및 강화를 위해서는 열처리 조건이 매우 중요하다. 또한 HIP 공정은 주조시 발생하는 조직 내의 미세한 기공을 제거하여 기계적 특성
을 향상시킬 수 있는 장점이 있다 [4].
본 연구에서 사용되는 CM247LC 소재의 경우 가스터빈 소재 의 특허를 회피하여 시제품 제작이 가능한 장점이 있으나, 기존에 사용되고 있는 블레이드를 대체하기 위한 시제품으로 사용되기 위 해서는 기존 소재들과 기계적 특성 비교를 통한 신뢰성이 확보되 어야 한다. 일반적으로 CM247LC 소재의 경우 고온 기계적 특성이 우수한 것으로 알려져 있어 HIP처리를 수행하지 않고 사용하는 경 우가 많다. 하지만 가스터빈 시제품의 성공적인 개발과 발전소 현 장 실증을 위해서는 HIP처리를 통해 기계적 특성을 향상시킬 필요 성이 있다.
따라서, 본 연구에서는 CM247LC 소재의 일방향 응고 주조법 을 통한 봉상시험편을 제작한 후 전력연구원에서 설계한 2가지 HIP조건에 대한 HIP처리 및 후열처리를 통해 미세조직분석 및 기 계적 특성평가를 수행하여 상호 비교함으로써, 1,300°C급 블레이드 시제품 제작 가능성을 검토하고 최적 HIP 조건을 도출하고자 하였 다. 또한, 시제품 대체 가능성을 분석하기 위해 실제 1,300°C급 가 스터빈 블레이드 소재로 사용되고 있는 GTD111DS의 기계적 특성 과 상호 비교를 수행하였다.
II. 실험방법
가스터빈 복합화력발전소에서 사용되는 1,300°C급 소재의 대 체 가능성을 확인하기 위해 일방향 응고로 주조된 CM247LC (DS) 봉상 시험편을 준비하고 해당 소재를 대상으로 2가지 조건을 설계 하여 HIP처리를 수행하였다. Fig. 1은 CM247LC 봉상 시험편에 대 한 HIP처리 이력을 나타내며, y축의 VP, ZT1,2는 각각 압력과 온도 로 HIP처리 시 일정한 온도와 압력이 유지된 것을 확인할 수 있 다. HIP처리 1번 조건은(이하 HIP1로 표기) 1,185°C, 172.37 MPa에 서 4시간 유지 후 이후 Ni기 강화석출물인 γ'의 고용 및 석출강화 를 위한 열처리(Solutioning + Aging)를 실시하였다. 후속열처리는 1,221°C에서 2시간 유지 → 1,232°C에서 2시간 유지 → 1,243°C에 서 2시간 유지 → 1,249–1,255°C에서 2시간 유지 후 급랭하였다.
HIP처리 2번 조건은(이하 HIP2로 표기) 1,221°C, 103.42 MPa에서
5시간 유지 후 HIP1조건과 마찬가지의 후속열처리로 1,221°C에서 2시간 유지 → 1,232°C에서 2시간 유지 → 1,243°C에서 2시간 유지
→ 1,249–1,254°C 조건으로 2시간 유지 후 급랭하였다. 본 연구에 서의 열처리조건은 제작사에서 제시한 조건을 따랐으며 HIP 공정 은 기존 문헌자료를 기반으로 도출하였다 [5][6]. HIP공정의 경우 Ar 가스 분위기에서 수행하는 것이 일반적이며, 그렇지 못하여 산 화가 진행되는 경우에는 Creep과 Fatigue 특성이 저하되는 것으로 알려져 있다 [7]. 기존 1,300°C급 가스터빈 블레이드 소재로 사용 중인 GTD111DS 소재의 기계적 특성을 참조하여 [8][9] CM247LC 소재의 인장시험 및 응력-파단 시험 결과와 비교 평가하였다. 또 한, 미세조직 평가를 위한 시편준비를 위해 시험편의 표면을 1 micron까지 연마 후 H3PO4 10 mL, H2SO4 45 mL, HNO3 45 mL (Kalling's regent)를 이용하여 6 V에서 5초간 전해에칭을 실시하였 (a)
(b) Fig. 1. (a) HIP1 프로세스, (b) HIP2 프로세스.
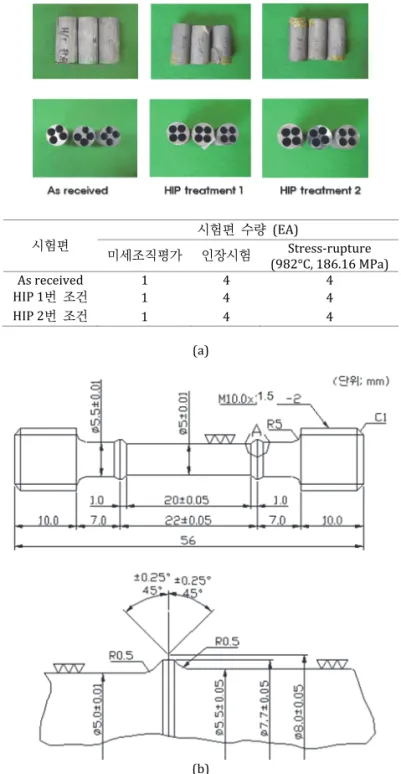
시험편
시험편 수량 (EA)
미세조직평가 인장시험 Stress-rupture (982°C, 186.16 MPa)
As received 1 4 4
HIP 1번 조건 1 4 4
HIP 2번 조건 1 4 4
(a)
(b)
Fig. 2. (a) CM247LC시험편 채취위치 및 수량, (b) 인장 및 Stress-rupture 시험편 도면.
다. 고온강도의 영향을 미치는 γ' 크기와 형상을 분석하기 위해 주 사전자현미경 [Scanning electron microscope (SEM), JEOL, JSM6360, Japan]을 이용하여 ×5,000, ×10,000 배율로 미세조직을 관찰했으 며, 열팽창측정 기기(NETZSCH DIL402 Expedis supreme)를 활용하 여 CM247LC 및 GTD111 두 소재의 열팽창계수를 측정하였다.
III. 시험 결과
A. GTD111, CM247LC 소재별 특성
TABLE 1에 GTD111, CM247LC 조성을 나타냈다. 현재 1,300°C급 블레이드의 소재로 사용되고 있는 GTD111은 Nb과 Hf 과 같은 원소가 최종 응고 부분인 블레이드의 두꺼운 부분에서 S 와 반응하여 결정립계 취성을 유발한다. CM247LC 소재의 경우 내 황화성과 내산화성에 요구되는 합금원소인 Cr이 8.1 wt%로 낮으므 로 내부 유로 표면을 보호할 내부 코팅이 필요한 단점이 있다. 또 한 산업용 가스터빈 블레이드에 요구되는 열적 안정성이 CM247LC 합금의 경우 매우 우수한 것으로 알려져 있을 뿐만 아 니라, 고온 인장 특성과 크리프 특성이 GTD111소재보다 우수한 것으로 알려져 있다.
B. CM247LC 및 GTD111소재의 열 팽창 특성 분석
기존 1,300°C급 가스터빈 고온부품 블레이드의 경우 산화 및 고온/고압의 환경을 견뎌야 하기 때문에 모재에 MCrAlY + TBC 코 팅을 적용하여 사용하고 있다. 모재 위에 적용되는 코팅층은 기존 블레이드 소재에 맞도록 프로세스 및 특성이 최적화되어 있다.
그러므로 기존 1,300°C급에 사용되는 블레이드 소재의 열 팽창 특성과 대체 소재인 CM247LC의 특성이 변하게 되면 기존 코팅의 프로세스와 열 팽창 특성 차이에 따른 코팅 수명에 영향을 미칠 수 있기 때문에 CM247LC와 GTD111소재에 대해 열 팽창 특
성을 비교 분석하고 Fig. 3에 나타냈다.
가스터빈 고온부품의 경우 모재와 코팅층 사이에서 온도변 화로 인한 열응력이 발생하고 이로 인해 Ratcheting이 발생하게 되므로 모재와 코팅층 사이에서의 열팽창 정도는 매우 중요하다 Fig. 3. CM247LC 및 GTD111 소재의 열 팽창 특성.
(a)
(b)
(c)
Fig. 4. GTD111DS 및 CM247LC 소재의 상온인장 결과. (a) 상온인장 최 대인장강도 (UTS), (b) 상온인장 항복강도 (YS), (c) 상온인장 연신 율(%).
[10]. F급 고온부품이 실제 사용되는 온도범위는 상온에서 약 950°C 범위로 Fig. 3의 열 팽창 특성 비교 결과 사용온도 범위에서 유사한 것을 확인할 수 있다. 따라서, 기존 코팅조성에 대한 모재 와 코팅층에서의 열 피로 현상은 기존 GTD111 소재와 유사할 것
으로 판단된다.
C. 기계적 특성 평가
CM247LC 주조봉상 시험편으로부터 시편을 채취하여 상온 및 고온 인장 시험과 응력-파단시험 (GTD111DS제외)을 실시하였 다. 상온인장 시험과 고온인장시험은 (650°C) 각각 ASTM E8과 ASTM E21에 따라 항복점까지의 시험속도는 2.5 mm/min 속도로 수행하였으며, 항복점 이후 20 mm/min의 속도로 수행하였다. 또 한, 응력-파단 시험은 ASTM E633에 따라 982°C, 186.16 MPa 조건 으로 수행하였다.
1) 상온 인장 시험
CM247LC 소재(As-received, HIP1, HIP2)의 상온인장 시험 결 과를 GTD111DS 결과 [8]와 비교하여 Fig. 4에 나타냈다. As- received 시험편의 경우 GTD111DS 소재와 CM247LC 소재의 상온 인장 강도는 유사한 값을 보이나 HIP처리를 수행한 CM247LC 소 재에서 인장강도가 증가하는 것을 확인할 수 있다. 항복강도의 경 우에도 GTD111DS소재와 CM247LC 소재가 유사한 값을 나타내고 있으며, 인장강도 값과 마찬가지로 HIP처리를 수행한 시험편에서 항복강도가 증가하는 것을 확인할 수 있다. 또한, 연신율의 경우 GTD111DS 소재보다 CM247LC 소재가 더 우수한 것을 확인할 수 있으며, 동일한 CM247LC 소재에서는 HIP처리를 수행한 시험편이 더 우수한 연신율 특성을 나타내고 있다. HIP처리를 수행한 CM247LC 소재의 경우 상온인장시험에서는 강도 연신율에 있어서 HIP처리 조건(온도와 압력 파라메터의 변수값)에 따라 그 특성에 대한 차이가 나타나지 않았다. 이러한 원인은 인장시험 시 초기 균 열은 공정상과 탄화물 경계에서 시작되어 균열이 진전되기 때문에 HIP처리 방법에 따른 인장강도의 차이가 없는 것으로 판단되며, As-received 시험편 대비 HIP처리 시험편에서 인장강도가 증가한 원인은 HIP처리 및 열처리 수행으로 인한 공정상의 크기가 감소한 원인으로 판단된다.
2) 고온 인장 시험
CM247LC 소재(As-received, HIP1, HIP2)의 고온인장 시험 결 과를 GTD111DS 결과 [8]와 함께 Fig. 5에 나타냈다. As-received Fig. 6. GTD111DS 및 CM247LC 소재의 응력-파단시험 결과
(982°C, 186.16 MPa) (a)
(b)
(c)
Fig. 5. GTD111DS 및 CM247LC 소재의 고온인장 결과. (a) 고온인장 최 대인장강도 (UTS). (b) 고온인장 항복강도 (YS), (c) 고온인장 연신 율 (%).
처리에 의한 연신율 향상 효과는 관찰되지 않으며, 상온인장 시험 결과와 마찬가지로 HIP처리 조건에 따른 강도 값과 연신율 특성은 유사한 것으로 확인된다. 이는 앞서 기술한 것과 같이 인장강도의 경우 공정상 및 탄화물의 분율과 크기에 영향을 받기 때문에 HIP 처리 조건에 따른 고온 인장강도 특성은 유사한 것으로 판단된다.
3) 응력-파단 시험
CM247LC 소재(As-received, HIP1, HIP2)의 응력-파단 시험은 982°C, 186.16 MPa의 기준을 따라 시험을 실시하고, Fig. 6에 그 결 과를 나타냈다. 응력-파단 특성 시험결과에서 데이터의 산포가 보 이기는 하지만 HIP처리를 수행한 시험편이 As-recieved 시험편에 비해 응력-파단 특성이 우수한 것을 확인할 수 있다. 이는 응력-파 단 수명에 영향을 미치는 내부 수축공의 크기와 분율이 HIP처리 효과로 줄어들고 [11], HIP처리 후 용체화 열처리에 의한 공정상의 크기가 감소한 원인으로 판단된다. HIP처리를 수행한 CM247LC 소 재의 경우 GTD111DS 소재의 응력-파단 값 [9]에 비해 월등히 높 은 특성을 보이고 있어 F급 고온부품 소재를 대체하는데 있어 CM247LC 소재의 활용성이 충분하다고 판단된다.
Ni기 초내열합금에서의 HIP조건은 100-170 MPa, 1,000– 1,200°C 사이에서 수행하는 것이 일반적으로 [12], 본 연구에서는 유산한 온도 범위에서 압력의 최대 조건인 170 MPa과 최소 조건 인 100 MPa 범위에서 두 가지 HIP조건(HIP1: 1,185°C, 172.37 MPa, HIP2: 1,221°C, 103.42 MPa)을 설계하여 비교하였으며, 두 가 지 HIP조건들 중 HIP1조건이 HIP2조건에 비해 응력-파단 특성이 우수한 것을 확인할 수 있다. 따라서, CM247LC 소재에 있어서 HIP 조건은 온도보다는 압력을 더 높이는 것이 최적의 응력-파단 특성 을 얻을 수 있는 조건이라 판단된다.
Ni기 초합금의 경우 Creep특성은 γ’과 관련이 있으며, γ’- Ni3(Ti, Al)의 경우 Al, Ti, Ta와 같은 원소들이 첨가되어 Creep 저항 성을 매우 높일 수 있는 석출물로 알려져 있다 [13]. 또한, γ’의 비 율이 높을수록 더 좋은 Creep 특성을 가지는 것으로 알려져 있지 만 [14] Ni기 초합금에서 γ’의 크기가 2 μm 이상으로 커지는 경우 응력-파단 값이 낮아지고 [15], Ni기 소재에 따라 다르기는 하지만 γ’ volume fraction (%)이 60–70 % 사이에서 가장 좋은 응력-파단 특성을 가진다고 알려져 있다 [16].
D. 미세조직 평가
CM 247LC 소재의 표준열처리 시험편과 주조 후 후속열처리 를 거치지 않은 CT 시험편의 주사전자현미경으로 분석한 미세조직 사진을 Fig. 7에 나타냈다.
표준열처리를 수행한 시험편의 경우 전형적인 니켈기 초합금 의 특징인 석출경화 효과를 나타내 주는 입방정의 γ’상이 치밀하고 그 크기가 0.47±0.03 μm로 균질하게 나타난 것을 확인하였다. 반 면, 주조 후 solutioning과 Aging 후속 열처리를 거치지 않은 CT 시험편의 경우 불균일하며, γ’의 크기가 0.70±0.13 μm로 나타났다.
(a)
(b)
(c)
(d)
Fig. 7. CM247소재의 표준열처리 및 CT 시험편의 미세조직. (a) 표준열처 리 시험편 (×5,000), (b) 표준열처리 시험편 (×10,000), (c) CT 시험 편 (×5,000), (d) CT 시험편 (×10,000).
(a)
(b)
(c)
(d)
Fig. 8. CM247 소재의 HIP처리 시험편의 미세조직. (a) HIP 1조건 시험편 (×5,000), (b) HIP 1조건 시험편 (×10,000), (c) HIP 2조건 시험편 (×5,000), (d) HIP 2조건 시험편 (×10,000).
(a)
(b)
(c)
(d)
Fig. 9. CM247 소재의 HIP공정 + 후속열처리 시험편의 미세조직. (a) HIP 1 조건 시험편+후속열처리 (×5,000), (b) HIP 1조건 시험편+후속열처 리 (×10,000), (c) HIP 2조건 시험편+후속열처리 (×5,000), (d) HIP 2 조건 시험편+후속열처리 (×10,000).
이 높을수록 γ’의 크기가 더 미세해지는 것으로 보인다.
HIP처리를 수행한 시험편에 대해 표준 열처리 시험편의 미세 조직과 같이 입방정 형태의 γ’형상을 가질 수 있도록 후속 열처리 를 수행하고 그 미세조직 사진을 Fig. 9에 나타냈다. HIP처리+후속 열처리를 수행한 시험편들의 경우 입방정의 γ’상이 치밀하고 그 크 기가 균질하게 나타나 있으며 것을 확인하였다. 또한 γ’의 크기가 HIP1조건과 HIP2조건에서 각각 0.58±0.09 μm, 0.55±0.06 μm로 나 타났다. 일반적으로 Ni기 초합금강의 경우 정상적으로 열처리가 잘 이루어지게 되면 0.4-0.6 μm 정도의 γ’의 크기를 가지는 것으로 알 려져 있다 [17]. 미세조직 상으로 확인하여 볼 때 표준열처리, HIP1조건+후속열처리 및 HIP2조건+후속열처리 세 조건 모두 전형 적인 Ni기 초합금강의 건전한 조직을 보여주고 있음을 확인하였다.
IV. Conclusion
가스터빈 고온부품 소재인 CM247LC 합금의 최적 후처리 공 정을 도출하기 HIP처리 및 열처리 조건에 따라 상온 및 고온인장 시험과 응력-파단 시험을 수행하여 기존 가스터빈 고온부품 소재 인 GTD111DS와 비교 평가하였다. F급 고온부품 소재에 대한 대체 가능성을 확인하기 위해 GTD111과 CM247LC DS 소재의 열 팽창 특성을 분석하여 코팅 안전성을 평가하였으며, 해당 소재가 사용되 는 950°C 이하의 온도범위에서는 열 팽창 특성이 유사한 것을 확 인하였다. CM247 소재의 상온 인장특성은 HIP처리 및 열처리 수 행 후 GTD111DS 소재 대비 우수한 것으로 확인되었으며, 650°C에 서의 인장특성 비교결과 GTD111DS와 유사한 것으로 분석되었다.
본 연구에서 CM247LC 소재에 적용한 두 가지 HIP 조건에 따른 인장특성은 유사한 것으로 확인되며, 이러한 원인은 인장시험에서 주요 균열원인이 공정상과 탄화물의 경계로 HIP처리에 따른 인장 특성은 차이가 없는 것으로 판단된다.
고온에서의 응력-파단 특성을 비교하기 위해 982°C, 186.16 MPa조건에서 응력-파단 시험을 수행하였다. 시험 결과 HIP처리로 인한 내부 수축공의 감소와 용체화 열처리로 인한 공정상의 크기 감소로 인한 CM247LC As-received 시험편 대비 HIP처리 수행 후 평균 응력-파단 특성이 증가하는 것으로 판단되며, GTD111DS 대비
특성 및 미세조직 비교 분석 결과 HIP처리한 CM247LC 소재에서 우수한 기계적 특성을 보이는 것을 확인하였으며, 본 결과로부터 CM247LC 소재가 기존 F급 고온부품 소재를 대체하기 위한 활용 성이 충분한 것으로 판단된다.
References
[1] S. A. Sajjadi, et al., “3rd congress of Iranian Society of Metallurgical Eng.,” Isfahan Univ. of Technology, Isfahan, Iran, Sept. 281. 1999, 1999.
[2] I. L. Svensson, G. L. Dunlop, Int. Metals Reviews, 26, 109, 1981.
[3] E. Balikci, A. Raman, R. A. Mirshams, Met. & Mat. Trans. A. 28A, pp.
1993-2003, 1997.
[4] H. Y. Bor, C. Hsu, C. N. Wei, Mater. Chem. Phys., 84, 284, 2004.
[5] W. M. Miglietti, R. Curtis, J. Helm, ASME Turbo Expo 2002: Power for Land, Sea and Air, GT2002-30536, pp. 1197–1212, 2002.
[6] L. Tan, G. He, F. Liu, Y. Li, L. Jiang, Materials, MDPI, vol 11(2), 328, 2018.
[7] A. Rezaiei, S. E. Vahdat, 5h international conference of materials processing and characterization, Proceedings 4, pp. 152–156, 2017.
[8] “Gas Turbine Superalloy Material Property Handbook for Blades,”
EPRI, Palo Alto, CA, 1008477, 2003.
[9] J. Liburdi, P. Lowden, D. Nagy, T.R.D. Priamus, S. Shaw, ASME Turbo Expo 2009 Gas Turbine Technical Congress & Exposition, 2009.
[10] M. Y. He, A. G. Evans, J.W. Hutchinson, Acta Materialia, vol 48, Issue 10, pp. 2593-2601, 2000.
[11] J. C. Chang, Y. H. Yun, C. Choi, J.C. Kim, Journal of Materials Engineering and Performance, Vol.12(4), pp. 420-425, 2003.
[12] I. L. Galilea, S. Huth, M. Bartsch, W. Theisen, Advanced Materials Research, vol 278, pp. 72-77, 2011.
[13] R.C. Reed, “The superalloys fundamentals and applications,” 2006.
[14] T. B. Gibbons, B.E. Hopkins, Creep behaviour and microstructure of Ni- Cr base alloys, Metal Science, vol. 18, pp. 273-280, 1994.
[15] T. Suemitsu, S. Tanaka, J. Fujioka, Y. Nishiyama, “Relationship between Creep Strength and gamma prime size in a directionally solidified nickel-base superally Tetsu-to-Hagane,” Vol. 73(2), pp. 364-371, 1987.
[16] T. Murakumo, Y. Koizumi, K. Kobayashi, H. Harada, “Creep strengh of Ni-base single-crystal superalloys on the γ/γ’ tie-line, Superalloys 2004,” The Minerals, Metlas & Materials Society, pp. 155-162, 2004.
[17] S. H. Yang, M. Y. Kim, S. R. Park, S. H. Kim, “Effect of heat treatment on microstructure and mechanical properties of the nickel base superalloy GTD111DS,” Vol. 26, pp. 19-24. 2009.