http://dx.doi.org/10.12925/jkocs.2017.34.4.1017
카본 박막의 미세조직에 미치는 HiPIMS 공정조건의 영향
양재웅
✝ 대진대학교 신소재공학과(2017년 11월 19일 접수: 2017년 12월 4일 수정: 2017년 12월 11일 채택)
The Effect of HiPIMS Conditions on Microstructure of Carbon Thin Film
Jae Woong Yang✝
Department of Advanced Materials Science & Engineering, Daejin University, Pocheon 487-711, Korea (Received November 19, 2017; Revised December 4, 2017; Accepted December 11, 2017)
요 약 : HiPIMS(High Power Impulse Magnetron Sputtering)를 이용하여 탄소 박막을 증착하였다. 파 워, 압력, 바이어스 전압, duty cycle에 따른 탄소 박막의 특성과 미세조직을 조사하였다. HiPIMS 파워가 증가할수록 증착 두께는 증가하였으며 표면이 거칠어지는 경향을 보였다. 압력의 증가 또한 표면이 거칠어 지는 경향을 보였으나 증착 두께는 압력에 비례하지 않았다. 바이어스 전압이 증가함에 따라 조도가 나빠 졌고 증착 두께는 증가하다가 임계 바이어스 전압부터는 감소하는 경향을 보였다. 듀티 사이클의 변화는 아크 발생과 같은 문제를 유발했으며 이는 챔버 구조나 타겟의 크기 등에 영향을 받는다. XPS로 / 분율을 확인하였으며 / 분율이 DC 스퍼터링의 경우보다 HiPIMS의 경우가 더 큰 것을 확인하였다.
주제어 : 탄소, 박막, 미세조직, 하이핌스, dc 스퍼터링, 표면 조도
Abstract : Carbon thin films were deposited by HiPIMS(High Power Impulse Magnetron Sputtering). The properties and microstructures of carbon thin film were investigated with power, pressure, bias voltage and duty cycle. As the HiPIMS power increased, the deposition thickness increased and the surface tended to be rough. The increase in pressure also tended to make the surface rough, but the deposition thickness was not proportional to the pressure. As the bias voltage increased, the surface roughness became worse, the deposition thickness increased and then decreased from the critical bias voltage. Changes in the duty cycle have caused problems such as arcing, which is affected by the chamber structure and the size of the target. The / fractions of thin films were estimated by XPS and it was confirmed that the fraction of thin films made by HiPIMS were larger than the fraction of thin films made by DC sputtering.
Keywords : carbon, thin film, microstructure, hipims, dc sputtering, surface roughness
✝Corresponding author (E-mail:[email protected])
1. 서 론
유리 성형에 사용되는 흑연(graphite) 금형은 표 면에 공공(pore) 등의 결함이 존재하며 Si의 VDR(Vapor Deposition Reaction) 증착 반응 및 내부 확산에 의한 SiC 합성 이후에도 표면에 결함 이 남는다. 따라서 공공을 메우는 표면 개질 기술 은 매우 중요하며 이를 통해 경도의 증가 및 표면 조도의 향상과 함께 내마모성을 향상시킬 수 있는 박막제조 기술과 관련된 연구의 필요성이 증가하 고 있다. 보통, PVD(Physical Vapor Deposition) 방법에 의해 형성된 매우 얇은 카본 박막은 구 조가 지배적인 DLC(Diamond-like Carbon) 비정 질 조직으로 주로 합성되지만 400℃ 이상에서 불 안정하여 대부분 구조를 갖는 graphite 결정질 로 변태하게 되어 계면에서의 박리현상과 함께 부 서지게 된다[1,2]. 또한, VDR 공정에서 Si 증착반 응 온도는 1400℃ 이상의 고온이며 유리성형 온도 또한 600℃ 이상의 온도이기 때문에 graphite 상 의 안정한 박막으로는 GLC(Graphite-like Carbon)나 열분해탄소(pyrolytic carbon)의 합성 이 요구되며 이에 대한 요소기술의 개발이 필요하 다. 그러나 GLC에 비해서 열분해탄소의 경우, graphite와 결정은 비슷하지만 합성 시 불안정성으 로 인하여 그래핀(graphene) 단일막 사이에 공유 결합을 하면서 운모(mica)처럼 쪼개짐면 방향으로 성장하며 모자이크 quasi-결정체를 이루게 되며 이러한 이방성의 원인으로 표면조도가 매우 높은 단점을 갖는 반면에 장점으로는 수평방향으로의 열전달계수가 graphite보다도 수배에 이르는 특성 을 갖게 된다[3]. 일반적으로 단단한 카본 박막은 다이아몬드 구조를 갖는 결합의 비율이 높아 야 하며 결합의 비율이 많은 박막은 연하다고 알려져 있으며 GLC 박막은 화학적으로 불활성이 고 낮은 내부 응력 때문에 우수한 내마모성을 갖으 며 열역학적으로 안정하여 생체적 합성을 이룬다 고 알려져 있다[4-7].
본 연구에서는 고출력 스퍼터링(HiPIMS; High Power Impulse Magetron Sputtering) 장치를 이 용하여 / 분율이 DLC 조직에 비해 2배 이 상에 이르는 GLC 조직을 갖는 카본 박막의 형성 과 이를 결정하는 공정제어 조건을 연구하여 다공 질 graphite 기판 위에 최적의 카본 복합 코팅층을 형성하여 표면결함을 보완하고 미세조직 및 표면 조도 특성을 향상시키는 것에 최종 목적을 두고 있
다. 추후 진행될 graphite 기판 위에 카본 복합 코 팅층의 형성을 위한 기초 공정조건을 확보하기 위 해서 카본 박막과의 경계면이 뚜렷하고 표면조도 가 양호한 Si 기판 위에 탄소 박막을 형성하였으며 다양한 공정 조건에 의한 코팅층의 미세조직 및 특 성을 조사한 후 이를 바탕으로 최적의 공정조건을 연구하였다.
2. 실 험
Fig. 1에 HiPIMS 장치의 개략도를 나타내었다.
통상적으로 사용되는 DCMS(DC Magnetron Sputtering) 방법과 HiPIMS 방법의 연결 개략도로 서 챔버 밑에 위치한 타겟에 (-)파워가 인가되며 챔버에는 (+)접지가 되어있는 구조이다. HiPIMS 장치는 단독으로 사용되는 것이 아니라 DC 파워 서플라이와 같이 사용되는데 인가된 직류 전원이 HiPIMS 조절기에 의해 다양한 형태의 진동 패턴 (modulation & oscillation)을 통해 고출력 프라즈 마를 발생시키며 컴퓨터 프로그램 상에서 제어가 가능하다. 또한, bias 장치를 이용하여 챔버의 상부 에 위치한 기판에 (-)전극으로 연결되며 챔버와 기판 간 서로 전기가 통하지 않도록 절연체로 분리 되어 있다. 일반적으로 기판에 (-)전극이 가해지지 않은 경우, 프라즈마 발생 시 챔버와 기판 사이의 포텐셜 차이로 인한 bias 기전력이 발생하며 이를 floating voltage라 하며 본 실험에서 사용한 장치 에서는 –32V를 나타내었다.
기판으로는 두께 0.5mm의 Si(100) 웨이퍼를 25
× 15 크기로 절단하여 사용하였다. Si 기판은 IPA(Isopropyl Alcohol), Acetone, DI water를 사 용하여 초음파 세척기로 각 단계마다 15분씩 전처 리를 진행하였다. 초음파 세척 후 기판을 아르곤 가스를 이용하여 건조하고 가열 오븐에서 30분간 습기를 제거하였다. 타겟은 순도가 99.999%인 3 inch 반경의 graphite를 사용하였고, 기판과 타겟 간 거리는 10cm이다. 기저 압력은 × 로 진공처리한 후, 증착을 시작하기 전 타겟 표면의 불순물을 제거하기 위해 pre-sputtering을 15분간 600W, × 의 조건에서 진행하였다. 스퍼 터링 가스는 Ar(99.999%)을 사용하였으며 30sccm으로 모든 실험에 동일한 유량을 사용하였 다.
파워, 압력, 바이어스 전압, duty cycle을 변수로 하여 DC 및 HiPIMS로 증착한 카본 박막의 특성
을 평가하기 위해 AFM(Atomic Force Microscope), SEM(Scanning Electron Microscope) 및 XPS(X-ray Photoelectron Spectroscopy) 분석을 실시하였다. SEM(Phillips, XL30sFEG)을 사용하여 Si 기판에 증착된 박막의 표면과 단면을 측정하였으며 단면은 증착 두께를 측정하는데 이용되었다. AFM(PSIA, XE-100)을 사용하여 표면조도를 측정하였으며, XPS(PHI 5000 Versa Probe(Ulvac-PHI))로써 /분율 을 측정하였다.
Fig. 1. Schematic of HiPIMS system.
1. vacuum chamber 2. target 3. set of magnetron 4. substrate 5. substrate stage 6. shutter 7. HiPIMS generator 8.
DC power supply 9. bias 10. limit circuit 11. oscilloscope
3. 결과 및 고찰
3.1. 파워의 영향Sample W1 W2 W3 W4
Power 300 W 400 W 500 W 600 W Working
Vacuum 1.6 mTorr Bias Voltage -16 V
Deposition
time 40 min
Table 1. Deposition conditions for power effects
Fig. 2. Thickness and roughness properties vs.
power.
Fig. 3. Microstructure images of surface and cross section vs. power;
(a), (c) 400W (b), (d) 600W
HiPIMS 파워의 변화에 따른 박막층의 특성을 고찰하기 위해 실험 및 평가를 실시하였다. 실험 조건은 Table 1에 도식되어 있다. 다른 공정 조건 은 모두 동일한 상태에서 DC 입력 파워를 변수로 두었으며 각각 300W, 400W, 500W, 600W로 실 험하였다.(duty cycle = 50/500 은 모든 HiPIMS 실험 시편에 대해 일정하다.)
Fig. 2에서 알 수 있듯이 Si기판에 증착된 탄화 물 층의 두께는 300W; 456nm, 400W; 636nm, 500W; 879nm, 600W; 1540nm로 증가하였으며 표면조도의 경우, 300W; 14.64nm, 400W;
15.26nm, 500W; 23.74nm, 600W; 38.52nm로 두께의 증가와 함께 조도 값도 증가하였다. Fig. 3 의 미세조직에서 알 수 있듯이 400W의 경우 표면 입자들이 작고 고르게 분포한 것에 비해서 600W 의 경우에는 높은 에너지가 인가되어 표면입자들 이 크고 많은 것을 알 수 있었다. 400W에 비해 300W의 경우, 표면조직사진이나 표면조도의 큰 차이는 없었다.
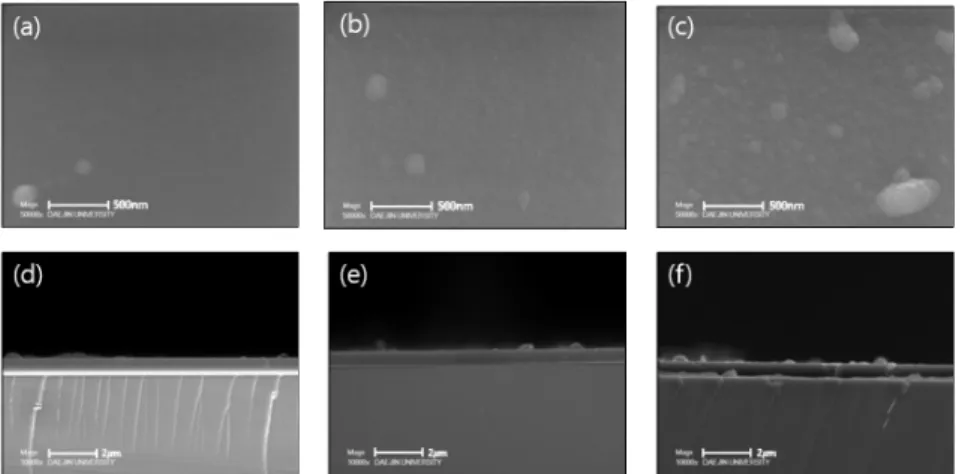
Fig. 5. Microstructure images of surface and cross section vs. pressure;
(a), (d) 1.6 mTorr (b), (e) 3.0 mTorr (c), (f) 5.0 mTorr HiPIMS 파워가 클수록 프라즈마가 고밀도화되
어 프라즈마 유속 및 충돌에너지의 불균일성이 더 욱 커지게 되어 충돌 시 비정합 반응(incoherent reaction)에 의한 파괴된 입자들의 출현이나 박막 성장 시 응집화(agglomeration)가 일어날 가능성 이 매우 크다. 따라서 입력 파워가 클수록 표면에 서 더 많은 돌출 입자들을 확인할 수 있으며 self-sputtering에 의해 플라즈마 유속에서 정류 시 간이 길어짐에 따라 대전된 작은 입자들이 덩어리 (clustering)로 성장한 후 미세 산소와 반응하여 연 소한 결과, 탄소찌꺼기(탄소분, ash)가 발생하게 되고 이 ash들이 표면에 부착되어 있는 것을 확인 할 수 있는데 이들 모두 조도 값을 증가시키는 원 인으로 작용한다. 600W와 비교할 때 500W의 경 우 유사한 표면 ash들이 발생하지만 400W의 경 우, 현저히 소멸되는 이유는 에너지 밀도의 안정화 로 인하여 불균일성이 억제되기 때문이라 생각된 다.
3.2. 압력의 영향
HiPIMS 파워를 400W로 고정한 후 코팅에 미 치는 공정 압력의 영향을 고찰하기 위한 실험 및 평가를 실시하였다. 실험 조건은 Table 2와 같으 며 다른 공정조건은 모두 동일한 상태에서 압력을 변수로 하였으며 공정 압력을 각각 1.6 mTorr, 3.0 mTorr, 5.0 mTorr 로 하여 실험을 진행하였 다.
Sample P1 P2 P3
Power 400 W
Working
Vacuum 1.6 mTorr 3.0 mTorr5.0 mTorr Bias Voltage -16 V
Deposition
time 40 min
Table 2. Deposition conditions for pressure effects
Fig. 4. Thickness and roughness properties vs.
pressure.
Fig. 4에서 보듯이 Si기판 위에 코팅된 탄화물 층의 두께는 HiPIMS 공정압력이 높아지면서 1.6 mTorr; 636nm, 3.0 mTorr; 968nm로 증가하다 가 5.0 mTorr에서 908nm로 감소하였다. 공정 압 력은 3.0 mTorr 부근이 두께가 증가하다가 감소하 는 임계 압력 값임을 알 수 있다. 표면조도의 경우,
Sample B1 B2 B3 B4 B5 B6 B7
Power 400 W
Working
Vacuum 1.6 mTorr
Bias Voltage 0 V -7 V -16 V -24 V -32 V -44 V -58 V
Deposition time 40 min
Table 3. Deposition conditions for bias voltage effects.
Fig. 7. Microstructure images of surface and cross section vs. bias voltage;
(a), (d) -7V (b), (e) -16V (c), (f) -24V 1.6 mTorr; 15.26nm, 3.0 mTorr; 36.47nm, 5.0
mTorr; 100nm로 두께의 증가와 함께 조도 값의 급격한 증가를 보였다. HiPIMS 공정은 self-sputtering에 의해 프라즈마 유속에서 정류 시 간이 길어짐에 따라 대전된 입자들의 밀도가 매우 높아지게 되는데 특히, 5.0 mTorr 압력의 경우 표 면에서 관찰되는 ash들은 조도 값을 급격히 증가 시키는 원인으로 작용한다. 두께의 측면에서는 5.0 mTorr의 경우가 오히려 3.0 mTorr 조건보다 두께 가 낮아졌는데 이는 높은 압력에서 평균자유행로 (Mean Free Path, MFP)가 짧아져 기판까지 도달 하는 입자의 수가 줄어들어 증착두께가 낮아진 것 으로 생각된다. 최적 공정 압력은 안정적인 HiPIMS 플라즈마 발생 영역 내에서 조도 값이 가 장 낮은 1.6 mTorr로 결정하였다. Fig. 5의 표면 및 단면조직 사진으로 보아 공정 압력이 낮을수록 안정적인 프라즈마가 형성되어 입자가 작고 균일 하게 분포된다는 것을 확인 할 수 있었다.
3.3. 바이어스 전압의 영향
Fig. 6. Thickness and roughness properties vs.
bias voltage.
HiPIMS 스퍼터링 공정에서 바이어스 전압(bias voltage)이 박막 증착에 미치는 영향을 고찰하였 다. Table 3에서 보는 바와 같이 바이어스 전압이 없는 HiPIMS의 경우(no bias, 0V)를 시편 B1으 로, 다양한 바이어스 전압을 인가하여 제조한 시편
을 B2에서 B7로 정하였으며 Table 3에서 확인할 수 있듯이 이 실험은 앞서 고찰된 최적의 파워 400W와 1.6 mTorr로 고정하여 실험을 진행하였 다. 스퍼터링 장비의 특성 상 –32V보다 낮은 전압 조건은 voltage limit 장치를 사용하여 조절하였으 며 floating voltage 이상은 DC power supply를 인가하여 전압을 조절하며 연구를 진행하였다.
바이어스 전압이 없는 접지 상태에서 코팅을 한 경우, 표면이 과도한 높이 차이에 의해 무지개 색 으로 보이는 등 경사 코팅이 확인되었으며 프라즈 마 에너지가 분산되어 불안정하게 형성된 박막이 시간에 따라 떨어지는 등 접착력이 떨어지고 표면 조도 측정이 불가능할 정도로 코팅이 불량한 경향 을 보였다. 한편, -32V 이상에서는 HiPIMS self-sputtering 효과와 더불어 바이어스 전압이 너 무 높아 정류상태에 있는 시간이 증가하여 프라즈 마 이온들의 밀도가 높아지고 이에 따라 이온들의 충돌이 심하게 발생하여 아크 방전이 빈번하게 목 격되었다. 겉보기 표면 또한 매우 불균일하고 조도 값 측정이 불가능할 정도로 높아지는 현상이 발생 하였다. Fig. 6에서 보듯이 균일한 코팅층을 얻을 수 있는 -7V(12.54nm), -16V(15.28nm), -24V(26.83nm) 순으로 조도 값이 증가하는 결과 를 얻었다. 그에 비해 두께는 -7V(670nm), -16V(636nm), -24V(592nm) 순으로 감소하였는 데 이는 최적의 바이어스 전압 조건이 HiPIMS의 self-sputtering과 관련되어 증착률이 조도 값이 좋 은 -7V에서 높아지는 것으로 생각된다. 즉, 바이 어스 전압이 임계점보다 높아지면서 안정한 프라 즈마 범위를 벗어나게 되어 표면조도가 불규칙해 지고 증착률은 감소하게 된 결과이다. 이와 같은 원인으로 Fig. 7의 미세조직 사진에서 볼 수 있듯 이 높은 바이어스 전압에서 표면에 분산된 많은 입 자들을 관찰할 수 있었다. 이러한 현상은 임계점 보다 높은 바이어스 전압이 HiPIMS에 부가되면서 탄소의 self-sputtering 및 이온화율이 안정적인 프 라즈마 상태를 초과하여 불안정해지며 이온 충돌 이 증가하게 되고 결국 아크 방전이 발생하게 된 원인으로 생각된다. 따라서 HiPIMS에서 최적의 바이어스 전압 조건은 표면조도가 가장 낮은 조건 인 –7V로 결정하였다.
3.4. Duty cycle의 영향
HiPIMS 공정의 부하 순환율(duty cycle, %)의 변화에 따른 박막층의 특성을 고찰하기 위한 실험 및 평가를 진행하였다. 실험 조건은 시편 B2(1.6
mTorr, 400W, bias -7V, 40min)의 경우와 동일 하며 다른 공정 조건은 모두 동일한 상태에서 펄스 가 인가되는 on-time을 변수로 하였으며 off-time 을 500
로 고정하고 on-time을 각각 20
, 30
, 40
, 50
로 하여 실험을 진행하였다. 이 때, 연구 및 발표된 HiPIMS 작동 정상 범위를 기 준으로 공정 조건에서 가장 중요한 pulse time(on-time); 150
한도, duty cycle; 10% 한 도 그리고 주파수(frequency); 5000Hz 한도 범위 를 기준으로 하였으며 Table 4와 같이 파워를 모 두 400W로 고정하였을 때 다양한 HiPIMS 변수 에 대한 실험 조건 및 결과를 정리하였다.Sample D1 D2 D3 D4
Pulse on
time (μs) 50 40 30 20 Pulse off
time (μs) 500 500 500 500 Duty cycle
(%) 9.1 7.4 5.7 3.8
Period
(μs) 550 540 530 520
Frequency
(Hz) 1818 1852 1887 1923 Table 4. Deposition conditions for duty cycle
effects.
Fig. 8. Thickness and roughness properties vs.
duty cycle.
Fig. 8에서 보는 바와 같이 균일한 코팅층을 얻 을 수 있는, duty cycle 5.7%; 98.52nm, 7.4%;
35.36nm, 9.1%; 15.26nm의 순으로 조도 값이 감 소하는 결과를 얻을 수 있었으며 그에 반해 두께는 5.7%; 586nm, 7.4%; 661nm, 9.1%; 670nm로 증 가하게 되는 결과를 얻을 수 있었다. duty cycle이
Fig. 9. Microstructure images of surface and cross section vs. duty cycle;
(a), (d) 9.1% (b), (e) 7.4% (c), (f) 5.7%
작을수록 9.1%; 0.340(kW/cm2), 7.4%;
0.442(kW/cm2) 5.7%; 0.527(kW/cm2) 순으로 에 너지 밀도가 증가하게 되는데, 일반적으로 정상 프 라즈마에서 출력파워가 높아지게 되면 증착률이 높아진다. 파워가 높을수록 스퍼터 되는 물질의 양 이 증가하기 때문에 박막의 두께는 두꺼워 진다.
그러나 HiPIMS 공정에서는 duty cycle이 낮아지 면서 증착률이 낮아지는 반대의 결과가 나왔다. 이 는 챔버의 크기에 적정한 에너지밀도를 초과하는 duty cycle로 인한 불안정한 프라즈마 및 과도한 자기 스퍼터링 효과에 의해서 증착된 막을 에칭시 킨 결과로 생각된다[8]. 정상 HiPIMS 프라즈마는 50
/500
(duty cycle 9.1%)에서 가장 안정적 이었으며 가장 좋은 조도값을 얻을 수 있었다. 또 한, pulse on-time이 30
보다 작은 경우 피크 에너지 밀도가 급격히 올라가면서 프라즈마의 이 온 균형이 깨지게 되어 심한 아크가 발생되고 어느 정도의 시간이 흐른 후에 아크로 인한 이온화 에너 지의 소모 때문에 프라즈마가 꺼져버리는 현상이 발견되었다. 한편, 동일한 pulse on-time 50
에 서 off-time이 증가할수록 프라즈마 발생 주기가 작아지게 되어 타겟 주위에서 프라즈마로 대전된 Ar 이온들이 충돌 이후 중성화되고 순환되는 반 응들이 느려지고 타겟에서 분리된 카본 입자들의 정체 시간이 늘어나며 이온과 이온 혹은 대전된 카 본 입자들이 절연체 역할을 하게 됨으로써 단락 (short cut)현상으로 인한 심한 아크가 발생되었다.이들 아크 발생의 조건은 챔버 크기 및 구조, 타겟 크기 및 형태, 입력 파워, 바이어스 전압, 기판 크
기 및 종류 등에 의해서 영향을 받으며 본 연구에 서는 Fig. 9의 결과에서 볼 수 있듯이 표면조도가 가장 낮고 미세조직이 가장 깨끗한 최적의 HiPIMS duty cycle 공정 조건을 50
/500
(9.1%)으로 결정하였다.
3.5. XPS 분석 결과 (DC & HiPIMS 비교)
Fig. 10. XPS Spectra of carbon films deposited by (a) DC sputtering and (b) HiPIMS.
HiPIMS로 제조한 카본 박막의 화학적 결합구조 를 XPS를 이용하여 분석한 결과, 다양한 카본 결
합을 이루고 있음을 확인하였으며 GLC (Graphite-Like Carbon)와 DLC(Diamond- Like Carbon)를 구분 할 수 있는 / 분율을 계산 하여 Fig. 10에 표시하였다. 기존의 DC 스퍼터링 을 이용하여 제조한 카본 박막(DC 600W, bias – 24V, 40min)을 XPS로 / 분율을 확인하였 을 때 6.9가 나온 것에 반해 HiPIMS로 제조한 박 막(HiPIMS 600W, bias –24V, 40min)의 / 분율이 9.5로 증가한 것을 확인할 수 있었다. 이는 약하게 결합되어 있는 Si 기판 상에 형성된 탄소 박막이 HiPIMS의 고에너지 펄스로 인하여 self-sputtering을 유도하게 되어 탄소의 이온화율 이 증가하면서 안정상 결합을 갖는 GLC 조직 으로 성장하게 된 결과로 확인 할 수 있었다.
4. 결 론
HiPIMS를 이용하여 제작한 카본 박막의 각 공 정 조건에 따른 특성과 미세조직을 관찰하였다. 본 연구에서 HiPIMS를 이용한 공정은 입력 파워;
400W, 작동 압력; 1.6mTorr, 바이어스 전압;
-7V, duty cycle; 9.1% (50
/550
)에서 최적 조건을 얻을 수 있었다. DC 스퍼터링과 HiPIMS 로 제조한 카본 박막을 비교했을 때, HiPIMS가 DC에 비해 /의 분율이 더 높은 것을 확인 하였다. 이는 HiPIMS의 self-sputtering에 의한 효 과로 생각되며 이 효과는 탄소의 이온화율을 증가 시켜 안정상인 결합을 갖는 GLC 조직으로 성 장하는 것을 알 수 있었다. 최적 조건에서의 HiPIMS에 의한 self-sputtering 효과를 통해서 박 막의 미세조직을 조절할 수 있지만 반면에, 과도한 고밀도화는 프라즈마의 불균형을 초래함으로서 아 크 발생 및 이미 증착된 박막을 에칭 시키게 되고 이런 에칭 효과로 인해 증착률이 낮아지거나 표면 조도가 높아지는 결과를 가져온 것을 확인하였다.본 연구를 통해서 얻은 결과를 기반으로 추후에는 Si 기판이 아닌 실제 유리 제작에 쓰이는 graphite 금형 위에 탄소를 증착시킴으로서 표면개질을 통 해 표면조도의 향상과 더불어 / 측면에서
결합보다 결합이 지배적인 GLC박막 /graphite 복합층을 형성하는 연구가 필요하다.
References
1. J. Robertson, “Diamond-like amorphous carbon”,
Mater. Sci. Eng. Rep.
, Vol.37, pp.129-138, (2002).2. T. Zaharia, P. Kudlacek, M. Creatore, R.
Groenen, P. Persoone, M.C.M. van deSanden, "Improved adhesion and tribological properties of fast-deposited hard graphite-like hydrogenated amorphous carbon films",
Diamond and Related Materials
, Vol.20, pp.1266-1272, (2011).3. G.A.J. Amaratunga, M. Chhowalla, C.J.
Kiely, I. Alexandrou, R. Aharonov, R.M.
Devenish, "Hard elastic carbon thin films from linking of carbon nano particles",
Nature
, Vol.383, pp.321-326, (1996).4. Y.S. Park, H.S. Myung, J.G. Han, B. Hong,
"The electrical and structural properties of the hydrogenated amorphous carbon films grown by close field unbalanced magnetron sputtering",
Thin Solid Films
, Vol.482, pp.275-282, (2005).5. H.X. Li, T. Xu, J.M. Chen, H.D. Zhou, H.W. Liu, "The effect of applied dc bias voltage on the properties of aC: H films prepared in a dual dc–rf plasma system",
Applied Surface Science
, Vol.227, pp.364-370, (2004).6. M. Rybachuk, J.M. Bell, "The effect of sp2 fraction and bonding disorder on micro-mechanical and electronic properties of aC: H films",
Thin Solid Films
, Vol,515, pp.7855-7861, (2007).7. R. Olivares, S.E. Rodil, H. Arzate,
"Osteo-induction properties of graphite-like amorphous carbon films evaluated in-vitro",
Diamond and Related Materials
, Vol.16, pp.1858-1865, (2007).8. Meidong Huang, Xuequian Zhang, Peiling Ke, Aiying Wang, "Graphite-like carbon films by high power impulse magnetron sputtering",