Shrunk-on Type 저압 터빈 로터의 가동중검사를 위한 초음파검사 시스템 개발
Development of Ultrasonic Testing System for In-Service Inspection of the Shrunk-on Type LP Turbine Roter
박준수*
✝, 성운학*, 유승우**
Joon-Soo Park*
✝, Un-Hak Seong* and Sung-Woo Ryu**
초 록 터빈은 원자력발전소의 주요기기로서 고온․고압하에서 고속회전으로 인해 신뢰성 있는 검사가 요 구된다. 터빈의 가동중검사의 경우 블레이드가 조립된 상태에서 검사가 수행되며 구조적 복잡성으로 인하여 탐촉자의 접근이 제한되며, 신호 해석이 매우 어렵다. 본 연구에서는 신뢰성 높은 신호해석을 위하여 실제 터 빈과 크기 및 형상이 동일한 mock-up을 제작하였다. 터빈의 key와 내표면부의 결함탐상을 위해 pulse-echo 및 TOFD 기법을 개발하였고, dovetail 검사를 위하여 위상배열 초음파탐상기법을 개발하였다. 개발된 기법들 을 가동중 터빈 검사에 효율적으로 적용하기 위해 자동화 검사 scanner를 제작하였으며, 현장적용을 통하여 신뢰성을 검증하였다.
주요용어: 열박음 저압터빈, 초음파검사, 위상배열검사
Abstract Turbine, which is one of major components in nuclear power plants, requires reliable nondestructive
inspections. But, accessibility of transducers is limited and interpretation of acquired signals is not easy at all due to the complication. So, in this study, we have fabricated mock-up specimens of real size and shape. we applied pulse-echo method and time-of-flight diffraction(TOFD) method for precise inspection of turbine key and wheel bore. And phased array ultrasonic testing method was adopted for wheel dovetail of turbines by using mock-up.Furthermore, an automatic scanner system was developed for in-service inspection of the developed methods.
Keywords: Shrunk-on Type Low Pressure Turbine, Ultrasonic Testing, Phased Array Ultrasonic Testing [논 문] - 비파괴 검사학 회지
Journal of the Korean Society for Nondestructive Testing Vol. 29, No. 2 (2009. 4)
[접수일: 2009. 3. 3, 수정일 : 2009. 4. 8, 게재확정일: 2009. 4. 13] *두산중공업(주) 기술연구원, **두산중공업(주) 비파괴검사부, ✝Corresponding Author: R&D Institute, Doosan Heavy Industries and Construction Co., Ltd., Changwon 641-792, Korea (E-mail: [email protected])
1. 서 론
가동중인 발전소들은 운전년수가 증가함에 따라 계획 예방 정비기간중 비파괴검사가 요구되고 있 다. 터빈은 가동시 계속적인 부하를 받고 있으며, 시동(start-up)이나 정지(shutdown)시 급격한 부하 변동 상태에 놓이게 되고, 고온 증기의 분위기 속 에서 가동됨에 따라 균열발생의 원인이 되는 진동,
피로, 부식 및 침식 등의 조건에 놓이게 된다. 특 히, 발전소 증기터빈에서 균열은 주로 key, 로터 중심공(rotor bore), disc 표면, disc 내표면부(disc wheel bore), dovetail, 그리고 blade root 등에서 발생되며 이러한 부위는 조립된 상태의 내표면으로 검사에 높은 기술력과 고도의 경험이 요구된다[1].
따라서, 가동중인 터빈에 대한 비파괴검사는 주로
외국 제작업체에 의존하며, 국내의 검사기술은 터빈
Wheel bore Key
Dovetail
Fig. 1 A Schematic diagram of wheel disc
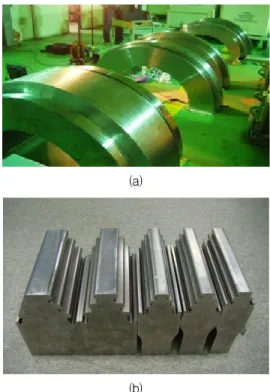
(a)
(b)
Fig. 2 A photo of (a) wheel disc mock-ups and (b) dovetail mock-ups
의 부분적인 영역에 한정되고 대부분 수작업에 의 한 검사로 수행되고 있다. 최근 이를 극복하기 위해 국내에서도 활발한 연구가 진행되고 있다[2-4]. 양승 한 등[2]은 pin finger type의 동익 루트부에 대한 연구를 수행하였으며, 조용상 등[3]에 의해 위상배 열 초음파를 이용한 블레이드 루트 검사 방법이 연 구되었다. 유승우 등[4]은 고압터빈의 중심공검사를 위한 시스템 개발에 대한 연구를 진행하였다.
저압터빈은 작은 결함이 존재하여도 경우에 따라 서는 심각한 위험을 초래할 수 있기 때문에 극히 미세한 크기의 결함조차 검출이 요구된다. 일반적 으로 터빈을 검사하는 비파괴검사 방법으로는 초음 파탐상검사(UT), 자분탐상검사(MT) 및 침투탐상검 사(PT) 등이 적용되고 있다. 그러나 가동중 터빈의 경우 key, 내표면부 그리고 dovetail은 디스크를 로 터에서 분리할 수 없기 때문에 탐촉자의 접근이 제 한되어 특별한 검사장치 및 검사기술이 요구된다.
따라서, 한정된 영역에서 검사를 수행하기 위해서 는 일반적 비파괴 초음파탐상법뿐만 아니라, time of flight diffraction(이하 TOFD) 및 phased array ultrasonic testing(이하 PAUT)등 최신 검사기법 적 용이 필요하다.
본 연구에서는 표준형 원전 저압 터빈의 key, 내 표면부, 및 dovetail에 대하여 실제 형상과 동일한 mock-up 시편을 제작하여 가동중 터빈 검사기법을 개발하였으며, 또한, 개발된 기법들을 가동중 터빈 검사에 적용하기 위하여 자동화 스캐너를 제작하였 고, 성능검증을 위한 현장시험을 수행하였다.
2. Shrunk-on Type 저압 터빈 및 검사부위 형상
발전용 증기터빈은 증기발생기 또는 보일러에서 발생한 고온·고압 증기가 가진 열에너지를 속도에 너지로 변환시키고 그 속도에너지를 회전운동으로 전환시켜, 발전기를 구동하는 기계장치이다. 표준원 전용 터빈은 고압터빈 1대와 저압터빈 3대로 구성 되어 있으며, 1800rpm으로 회전하는 대형 충동터 빈이다. 증기 flow는 중앙을 기준으로 양쪽으로 각 각 7단의 wheel을 갖는 double flow로 되어있으며, rotor shaft에 wheel disc를 열박음(Shrunk-on)으로 조립된다. 열박음 이완시 커플링의 회전을 방지하 기 위하여 rotor shaft에 keyway를 가공하고 wheel disc의 key를 결합한다. Fig. 1은 wheel disc의 단 면도를 보여주고 있다. 터빈 disc의 초음파검사 영
역은 Fig. 1에서 보는바와 같이 key, 내표면부 (wheel bore)와 bucket root부와 체결되는 disc dovetail 부이다.
3. 검사 기법 개발
3.1. Mock-up 시편
초음파 탐상의 정확성을 향상시키기 위하여
mock-up 시험편을 터빈 디스크와 동일한 재질
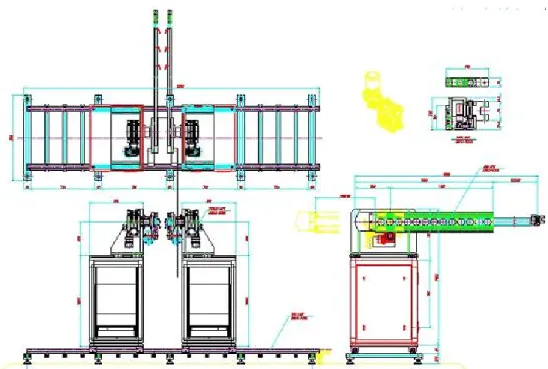
Fig. 3 Schematic diagram of automated scanner for the turbine inspection (2.5Ni-Cr-Mo-V), 크기 및 형상으로 제작하였으며,
결함발생의 우려가 높거나 검사가 어려운 위치에 인공결함을 내제하였다. 한국형표준원자력발전소 의 저압 터빈 로터 디스크는 터빈측 1~7단과 발 전기측 1~7단까지 총 14단으로 구성되어 있으나, 양측의 디스크는 각 단별 형상이 동일하므로 mock-up 시험편은 1~7단까지 7개의 wheel disc 및 1~5 단까지 5개의 tangential entry type dovetail 형상으로 제작하였다. 6단과 7단 dovetail 은 pinned finger dovetail을 적용하여 본 연구에 는 제외하였다.
Fig. 2는 본 연구에서 제작한 터빈 mock-up 시 험편으로 Fig. 2 (a)는 wheel disc 시험편, Fig. 2 (b)는 dovetail 시험편 사진을 보여주고 있다.
3.2. 검사 장치
저압 터빈 가동중검사를 위하여 본 연구에서 초 음파 발생장치는 R/D-Tech의 MS5800을 사용하였 고, 위상배열 초음파탐상은 같은 회사의 FocusLT를 사용하였으며, 초음파 신호 수집을 위한 프로그램 은 Tomoview를 사용하였다.
가동중 터빈에 대한 비파괴검사는 터빈을 터닝 롤에 올려놓고 저속으로 회전하면서 검사를 수행한
다. 탐촉자를 지지하고 결함신호의 위치를 정확히 전달해주기 위해 자동화 스캐너를 개발하였다. 스 캐너는 터빈 전 영역을 쉽게 이동하면서 검사할 수 있도록 레일을 이용한 이동방식을 채택하였으며, 2 개의 scanner arm을 회전 및 길이 방향으로 전진/
후진하여 탐촉자를 터빈의 검사 위치에 정확히 이 동할 수 있도록 설계하였다. 또한, 두 단을 동시에 검사를 하거나 TOFD 등 pitch-catch (이하 P.C.)기 법이 가능하도록 1set(2개)를 제작하였다. Fig. 3은 개발된 자동화 스캐너의 전체 개념도로서 rail, 검 사제어 table, table에 견고하게 부착된 manipulator 및 scanner arm 등으로 구성되어있다.
3.3. 검사기법
3.3.1. Key 및 내표면부
터빈의 disc key와 내표면부 검사는 Fig. 4에서
보인 바와 같이 pulse-echo(이하 P.E.) 기법 및
TOFD 기법을 적용하였다. P.E. 기법은 단과 단 사
이의 넓이에 따라 7~12번의 탐상을 수행하고,
TOFD는 pulser부에 2개의 탐촉자와 receiver부에 2
개의 탐촉자를 이용하여 한단을 한번에 스캔 할 수
있도록 하였다.
P.E TOFD P.E Transducer
P.E TOFD P.E
Transducer
Fig. 4 Schematic diagram of P. C. and TOFD for inspecting wheel bore
Fig. 5 Inspection of key in wheel disc mock-up
Notch Signal Key Signal
Notch Signal Key Signal
Fig. 6 Ultrasonic wave data in 2mm notch of 3nd stage wheel bore mock-up
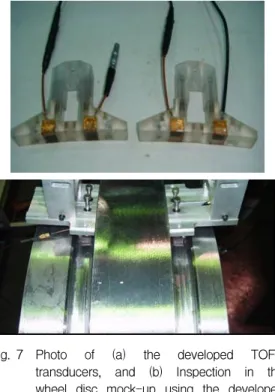
Fig. 7 Photo of (a) the developed TOFD transducers, and (b) Inspection in the wheel disc mock-up using the developed transducer
Key 및 내표면부의 두께는 표면에서 각 단별로 약 200~400 mm이다. P.E. 기법을 적용하기 위하여 2.25 MHz의 주파수를 갖는 12.7 mm 크기의 원형 탐촉자 2개를 사각탐상에 이용하였고, 2.25 MHz, 6.35 mm 원형 탐촉자를 수직탐상에 사용하였다. 사 각탐상기법은 key 및 내표면부의 균열 및 pitting을 검출하는데 적용하였으며, 수직탐상기법은 디스크
저면 신호를 이용하여 탐촉자의 접촉여부 및 소재 결함을 검출하는데 이용하였다. 여기에 적용되는 웨 지(wedge)의 굴절각은 디스크의 치수 및 key 위치 에 따라 결정된다. 웨지는 각 단별로 disc key에 45°로 입사할 수 있도록 하였으며, 시계 및 반시계 방향으로 탐상을 수행할 수 있도록 웨지를 제작하 였다. 일반적으로 웨지는 아크릴 수지를 사용하여 계산된 굴절각에 맞게 정밀하게 제작되어야 한다.
Fig. 5는 disc mock-up에서 내표면부에 있는 결함을 탐상하는 모습을 보여주고 있다. 검사 시간을 단축 하기 위하여 하나의 웨지에 사각탐상 2개, 수직탐상 1개를 동시에 검사할 수 있도록 웨지를 제작하였다.
Fig. 6은 3단 disc mock-up 시편에서 개발된 웨지 및 사각탐상용 탐촉자를 사용하여 획득한 key 신호 와 높이 2 mm의 노치 신호를 보여주고 있다.
버켓이 조립되어 있어 P.E 탐촉자에 의한 탐상
이 불가능한 disc 내표면부는 TOFD 탐상 방법을
적용하였다. TOFD 기법은 내표면에서 발생되는
지시를 검출하기 위한 방법으로 회절이 발생되기
용이한 선형성 지시 검출에 매우 유리한 검사 방
법이다. Fig. 7은 본 연구에서 개발된 TOFD 탐촉
자와 disc mock-up 시편의 결함을 탐상하고 있는
모습을 보여주고 있다. TOFD 탐촉자는 터빈과의
Notch Signal Notch Signal
Fig. 8 TOFD signal of artificial notch in 2nd state disc wheel
Hook 1 Hook 2
Hook 3