Aluminum Alloy Castings
In-Sung Cho†, Jung-In Kim, and Chae-Ho Lim
Center for e-Design, Korea Institute of Industrial Technology, Incheon 406-840, Korea
Abstract
In the present study, in-situ real-time observation with an X-ray radioscopic facility was carried out on pure aluminum and alu- minum alloy solidification. The three kinds of aluminum alloys, such as pure aluminum, Al-8.5%Si alloy, commercial A356 (AC4C) alloys, were used in the present study. The formations of the shrinkage defects in the castings were visualized and different formation phenomena for different aluminum alloys were investigated.
Key words : Aluminum alloys, X-ray, In-situ observation, Casting defects.
(Received September 16, 2010 ; Accepted September 27, 2010)
1. 서 론
X-ray 비파괴검사장비는 X-ray를 이용 물체를 투과할 수 있 는 장점 때문에 주물등을 파손하지 않고도 내부를 관찰할 수 있다. 이는 내부가 보이지 않는 주조공정시의 주형내 주물을 관찰하는데 유일한 방법으로 제시되고 있다. 또한 기존 연구들 은 주조공정시 실제 내부에서 일어나고 있는 현상에 대해서 관찰하지 않고, 주조후의 주물을 바탕으로 응고과정 및 결함 생성과정등을 추측하는 연구가 대부분이었다. 그러므로, X-ray 를 이용 주조시 주물의 응고과정을 관찰하여 그 데이터를 분 석함으로써 주물응고에 관련된 파라메터등을 제시할 수 있고, 이를 데이터베이스로 축적 가능하다. Fig. 1 은 기초실험을 위 한 실험방법을 나타내고 있다.
따라서 본 연구에서는 알루미늄 합금을 대상으로 하여 응고 과정을 X-ray로 실측정하는 연구를 통하여 주물응고에 관한 데이터베이스 및 파라미터를 제시할 수 있는 기초 연구를 실 시하고자 하였다. 이를 통해 육안으로는 관찰이 불가능하였던 주물의 응고과정을 직접 관찰이 가능하여 좀 더 정확한 응고 과정을 파악할 수 있는 전기를 마련하고자 하였다.
2. 실험 방법
2.1 X-ray 실험장치 준비 2.1.1 자동용탕주입기 제작
X-ray 관찰 장치는 방사선이 조사되므로 방사선이 인체에 노
출되게 되면 치명적인 상해를 입을 수 있다. 따라서 X-ray 관 련 장치는 거의 대부분 차폐장치 안에서 운용되게 된다. 이에 차폐장치 안에서 자동으로 주물을 주입할 수 있는 장치가 필요 하게 된다. 따라서 자동주입기가 필요하게 되며 이는 주입시간 및 주입속도를 설정하여 자동으로 주형에 용탕을 주입하게 되 고, 이때 주입시간을 타이머를 이용하여 조절하도록 설계하였다.
또한 외부 전원을 shielding cabinet안에서는 사용이 불가능하여 자동차용 배터리를 cabinet안에 설치하여 자동주입장치의 주 전 원으로 사용되게 하였다. Fig. 2는 자동주입장치의 사진을 나타 내고 있으며, 자동주입장치의 상세 사양은 Table 1과 같다.
자동주입장치는 크게 전원 배터리 박스, 모터 구동부, 주입 도가니, 주형을 올려놓을 수 있는 부분으로 크게 나뉜다. 자동 주입장치의 총 중량 및 크기는 X-ray장치내의 주물을 올려놓는 작업대의 최대 한계중량 및 크기를 고려하여 설계되었으며, 따 라서 본 장치내에서 실험할 수 있는 주물의 크기도 한계가 있 다. 또한 이미지 인텐시파이어(Image Intensifier)의 관찰 유효직 경이 160 mm이므로 최대 160 mm밖에는 관찰이 불가능하다.
2.2 시험 주조 테스트
장비 및 예비실험을 위하여 Fig. 3과 같은 쉘 주형을 제작 하였다. 쉘 주형 제작 전 테스트를 통하여 X-ray의 투과길이를 고려한 주물의 두께를 결정하였다. X-ray의 투과도는 투과물의 두께 및 밀도에 관계하는 값이며, 반비례한다. 따라서 일정 두 께 이상에서는 X-ray가 통과하지 않으므로 적절한 두께의 설정 이 중요하다. 본 연구에서는 주물의 두께를 10 mm로 설정하였
†E-mail : [email protected]
X-ray 실시간 관찰에 의한 알루미늄 합금의 응고 결함 관찰 - 조인성·김정인· 임채호 −175−
다. 예비 주조테스트를 위하여 비교적 낮은 용융점의 주석을 우선 실험 하였으며, 주석 및 아연순으로 주입온도를 높여가며 예비 실험을 실시하였다. 또한 주조결함을 고의적으로 발생시키 기 위한 주조방안을 응고 시뮬레이션을 이용하여 설계하였다.
Fig. 4(a)는 Sn 예비실험의 결과로서 시간 경과후 결함이 관 찰되었다. 동영상 관찰의 결과 그림내 점선 원형과 같이 상부 에는 가스결함, 하부에는 수축공 결함으로 예측되는 결함이 관 찰되었다. 따라서 본 실험방법으로 주조결함의 실시간 관찰이 가능한 것으로 판단되었다. Fig. 4(b)는 Zn의 결함관찰 사진이 다. Zn의 경우 응고결함이 Sn 보다는 뚜렷하게 나타나지 않게 보였으나, 이는 X-ray 장비의 출력 셋팅이 약간 불안하여 생긴 결과로 판명되었다.
Al 합금의 응고양상 관찰을 위해 Fig. 5와 같은 두 종류의 모양의 금형을 제작하여 응고실험을 실시하였다. 단 X-ray 가 투과되는 부분은 쉘 주형을 이용하여 X-ray투과가 용이하도록 설계하였다. 재료는 순 알루미늄, Al-8.5wt%Si합금, AC4C 상
용합금 이었으며, 금형온도는 200도, 주입온도는 각각 합금의 과열도 100도에서 주입하였다. Fig. 5 내의 원형은 X-ray 실험 시 관찰 부위를 나타내고 있다.
3. 결과 및 고찰
3.1 Al 합금의 응고양상 관찰
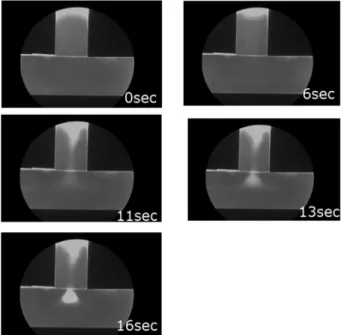
Fig. 6~8은 Fig. 5(a)에서 제시한 실험 1번에 대한 각각 순 알루미늄, Al-8.5Si합금, AC4C 상용합금에 대한 응고과정 및 응고결함과정을 실험한 결과이다. Fig. 5 의 순알루미늄 합금의 경우를 보면 금형온도 200oC, 주입온도는 760oC였다. (과열도 100oC) 다른 합금보다는 응고시간이 빠른시간내에 일어났으며 가장 후육부인 압탕직하부에서 삼각형 모양의 결함이 뚜렷하게 나타난 것으로 관찰되었다. 주입직후 6초의 경우를 보면 압탕 중간부분 및 주물의 중간부분 (수평부)에 용탕의 부족현상이 일 Fig. 1. Schematic Diagram of In-situ X-ray observation.
Fig. 2. Drawing and photograph of automatic melt pouring system.
Table 1. Specification of Automatic melt pouring system.
size 350 mm× 524 mm × 526 mm
volume of pouring cup 810 cm3
total weight 18 kg (Limit weight for X-ray apparatus : 25 kg)
pouring time min. 3 sec ~
other specification usage of timer and battery (for use in the X-ray shield)
Fig. 3. Drawings and photographs of shell mold for the feasibility study.
어남을 볼 수 있는데, 이는 금형과 가까운 부분이 먼저 응고되 어 수축하고 중심의 미응고된 용탕이 금형쪽으로 급탕된 것으로 사료된다. 그러나 중심부의 용탕이 점점 감소하는 경향을 보였 으며 이는 용탕 급탕 속도보다는 응고수축속도가 빨라서 일시적 인 급탕부족현상을 나타낸 것으로 사료된다. 그 후에는 시간이
경과함에 따라 용탕의 급탕이 이루어지는 것을 볼 수 있었다.
한편 압탕부분에서는 압탕 중간부분의 응고가 이루어져 급탕이 이루어지지 않아 최종응고부로 예측되는 삼각형 후육부로부터 액상 급탕이 일어나며 최종적으로 중간 부분에 응고수축결함이 일어나는 것으로 관찰되었다. 순알루미늄인 경우에는 상당히 깨 끗한 응고결함이 관찰되었다.
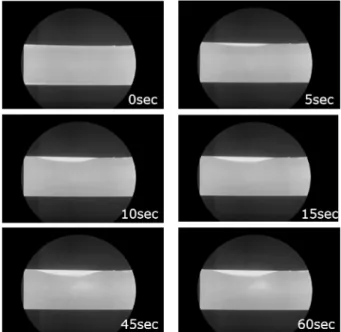
한편 Fig. 7의 Al-8.5Si의 경우와 Fig. 8의 상용합금인 AC4C 응고의 경우에는 다른 응고결함의 생성양상을 보이고 있다. 이 때의 주입조건은 주입온도 730oC (과열도 100oC), 금형온도 200oC이었다. Al-8.5Si의 경우 뚜렷한 삼각형의 응고결함은 생기 지 않음을 볼 수 있었다. 이는 2원계합금의 경우 수지상 성장 양상을 가지며, 수지상의 네트워크(network)가 생성되고, 이 네트 워크 형태에 따라 용탕의 급탕이 이루어 지는 것으로 사료된다.
Fig. 5. Schematic drawing for the X-ray experiment.
Fig. 6. X-ray observation of pure aluminum solidification (experiment 1).
Fig. 4. Photograph of solidification sequence during solidification of (a) pure Sn and (b) pure Zn.
Fig. 7. X-ray observation of Al-8.5wt%Si alloy solidification (experi- ment 1).
X-ray 실시간 관찰에 의한 알루미늄 합금의 응고 결함 관찰 - 조인성·김정인· 임채호 −177−
Fig. 8은 AC4C 상용합금의 응고과정을 관찰한 것이다. 이 경우도 주입온도 720oC (과열도 100oC), 금형온도 200oC로 설정하였다. 상용합금의 경우에는 2원계합금보다는 수지상의 크 기가 작으며 결정립의 크기도 따라서 작다. 상용합금인 경우에 는 순알루미늄과 비슷한 응고양상을 가지는 것으로 관찰되었다.
그러나 후육부의 결함양상을 보면 깨끗한 결함양상이 관찰되 지 않고, 결함이 뿌옇게 나타나는 결과를 보이고 있다. 이는 미 세한 수지상 네트워크가 결함내에 분포되는 것으로 생각되며, 이 러한 결함에 의해 용탕의 급탕은 미세한 수지상 네트워크에 방 해되어 급탕이 비교적 적게 이루어지는 것으로 판단된다. 또한 응고결함의 형성이 완성되는 시간도 Al-8.5Si 2원계 합금의 경
우보다는 빠르게 나타났으며 순알루미늄 보다는 길게 나타났다.
Fig. 9~11은 Fig. 5(b)에서 제시한 실험 2번에 대하여 Fig.
5(a) 에 비해 압탕 크기를 감소시켰을 경우의 응고결함 관찰 사 진을 보여주고 있다. 압탕크기를 감소시켰을 경우 압탕의 효과는 없어져서 압탕직하의 결함은 관찰되지 않았다. 대신 3개의 주물 재료 모두 주물 중심부에 결함이 생성되는 것을 관찰할 수 있 었다. 순알루미늄의 경우 큰 압탕의 경우와 마찬가지로 응고가 빠른시간내에 일어나며, 압탕으로부터의 급탕효과가 없어 응고 말기쯤에는 빠른 속도로 수축결함이 길게 형성되는 것을 관찰할 수 있었다.
Fig. 10은 Al-8.5Si 2원계합금의 응고양상을 나타낸 것으로 Fig. 8. X-ray observation of AC4C alloy solidification (experiment 1).
Fig. 9. X-ray observation of pure aluminum solidification (experi- ment 2).
Fig. 10. X-ray observation of Al-8.5wt%Si alloy solidification (experi- ment 2).
Fig. 11. X-ray observation of AC4C alloy solidification (experiment 2).
응고수축공이 미시적으로 일단 생성되었다가 그것에 계속 발전 하는 경향을 보였으며, 전술한 수지상 네트워크의 형성과 관련 이 있는 것으로 판단된다. 한편 AC4C의 경우는 주물 상부에 큰 수축공을 형성하면서 응고가 진행되고 있는데, 이때는 순 알 루미늄과 2원계 합금의 양상과는 다른 양상을 보였다. 이 이유 는 순 알루미늄보다 응고시간이 길어 급탕시간이 충분하며, 또 한 압탕 크기감소로 인한 압탕 효과가 사라졌으므로 주물 상부 로부터 급탕을 받았으며, 이에 따라 주물과 금형간의 공기 간격 이 발생하고 게다가 열전달량이 감소하여 상부로부터의 급탕을 촉진한 것으로 생각된다. 그러나 한편으로는 주물 내부에도 급 탕부족에 의한 수축공이 형성되고 있는데, 이는 주물 상부의 응 고층이 급탕이 불가능할 정도로 이루어졌을 경우 급탕이 이루어 지지 않아 주물 중심부에 수축공이 형성되었으며, 상부 수축공 형성후 주물내부의 수축공이 생기는 실험사진이 이 논의를 뒷받 침해주고 있다.
3.2 수축공 결함의 정량화
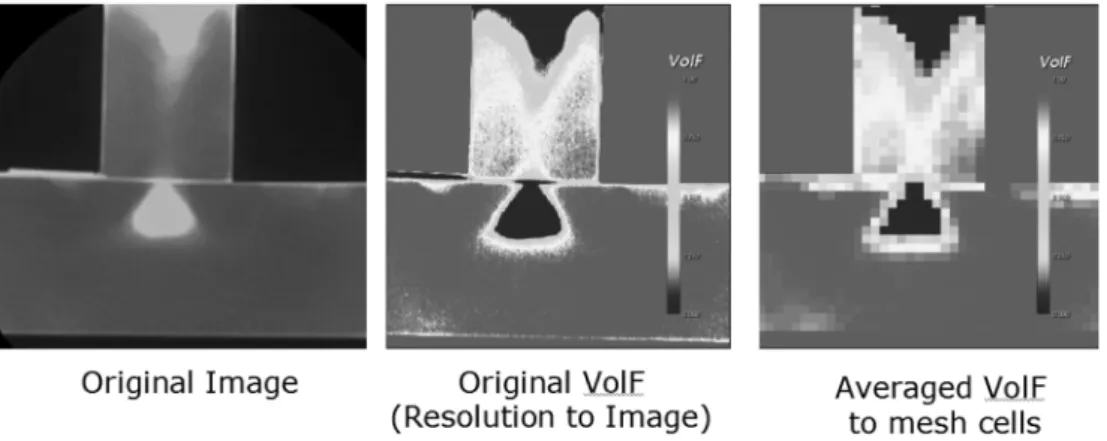
수축공 형성과정의 정량화를 위해서는 촬영한 이미지를 정량 화 하여 분석하는 기술이 필요하다. Fig. 12는 이러한 정량화 과정을 나타낸 것으로, 임의의 위치에서의 주물의 분포량 V는 투과도 I의 함수로 나타낼 수 있으며, X-ray투과도 I 는 밀도 r, 두께 d 등의 다음 함수로 표현할 수 있다.
V = f(I) = f(I0ρexp(δ))
이런 주물의 분포량 V는 주물의 특정 위치내 X-ray가 투과 되는 방향으로 금속량이 얼마나 분포되어 있는 가를 나타내는 함수로 사용될 수 있다. 예를들어 주물이 응고후 수축공이 생기
는 위치와 양을 V라는 변수로 표시가 가능하며, 이를 시간에 따라 분포량을 추출하면 금속의 시간에 따른 변화를 예측할 수 있어, 용탕의 급탕량등의 이동 추적이 가능하며, 최종 수축공의 위치와 수축량을 정량적으로 기술이 가능하다. 주물의 분포량 V 의 계산을 위하여 영상 이미지를 그레이스케일(greyscale) 및 반 전(negative)의 영상조작을 행하고, 이를 다시 pixel별로 그 숫자 를 추출하여 이를 0~1의 값을 가지게 하면 Fig. 12와 같은 주 물의 분포량 화상을 추출할 수 있다. 이를 통해 0일때는 수축공 이 생긴 위치, 1인 경우 주물이 있는 위치를 정량화 할 수 있 게 되어, 수축공의 위치를 정량화 할 수 있고, 이는 또한 시뮬 레이션 기법에서 많이 사용되는 수축공 예측 결과와 일치, 비교 가 가능하다.
4. 결 론
X-ray에 의한 실시간 응고과정 관찰을 통하여 응고결함이 생 성되는 기구와 그 형성과정을 실시간 관찰로 규명할 수 있었으 며, 이를 복잡한 주물에 적용하여 금형 형상에 따른 응고 과정 및 결함 발생기구를 관찰할 수 있어, 주물 결함에 대한 데이터 베이스 축적을 용이하게 할 수 있다.
참고문헌
[1] D. R. Poirier, K. Yeum and A. L. Maples: Metall. Trans. A, 18A (1987) 1979.
[2] C. R. Emigh: in Non-destructive Testing Handbook (2nd ed.), ed. L. E. Bryant and P. McIntire, ASNT, 3 (1985) 74-80.
Fig. 12. Image Processing of X-ray Image data.