01
순환골재와 고로슬래그 미분말을 사용한 자원순환형 무 시멘트 벽돌의 제조
Manufacturing of Zero-Cement Bricks Using Replacement of Cement with Recycled Aggregates and Blast Furnace Slag Powder
1. 서론
최근 콘크리트 업계에서는 시멘트 제조과정 중 CO2 발생량을 최소화 시킬 수 있는 제로 시멘트 기술에 대한 관심이 높아지고 있다[1].
그런데, 이와 같은 제로 시멘트 구현 기술은 고로슬래그 미분말(이하 BS), 플라이애 시 등 광물질 결합재에 알칼리 자극제를 투여하므로써 강도 발현이 가능케 하는 알칼 리 액티베이션(Alkali Activation) 공법으로, 현재까지 개발된 기술은 NaOH, KOH 등 9 mol 이상의 강알칼리성 자극제가 사용됨에 따라 재료비 증가, 시공 위험성, 알칼 리 골재 반응 발생 등 다양한 문제점으로 실무 적용에는 다소 한계에 부딪히고 있는 것 이 현실이다[2, 3].
한편, 제철산업의 부산물로 발생하는 BS는 알칼리 및 황산염 등 자극성 물질에 의 해 강도가 발현되는 잠재수경성 물질이다. 이로 인해 BS는 모르타르 및 콘크리트용 결합재에 단독으로는 사용되지 않고, 주로 한정된 범위 내에서 시멘트 대체용 혼화재 로 사용되고 있는데[4], 최근 우리나라의 경우는 당진 제철소 준공 등으로 인해 BS의 생산량이 크게 증가하고 있어 활용 방안 확대를 위한 다양한 검토가 절실히 필요한 시점이다. 또한, 건설폐기물 중 폐콘크리트를 재생산한 순환골재(이하 RA)의 경우는 모암에 시멘트 모르타르 성분의 부착으로 알칼리성을 띄는 다공질의 저급품 골재로써, 실무에서는 21MPa 이하의 저강도 콘크리트용 골재로만 활용될 수 있게 규정하고 있다 [5]. 그러나, 실무 건설공사에서는 토양 및 수질을 알칼리성으로 오염시키는 근본적인 문제를 안고 있음에도 불구하고 RA를 도로기층용 및 성토·복토용 등의 저급 용도에 주로 활용되고 있는 것이 현실이다[6].
따라서, 이상의 문제점들을 상호보완적으로 해결하고자 자원순환적인 관점에서 새 로운 연구를 실시하였다. 즉, RA에서 용출되는 알칼리 자원으로, BS의 잠재수경성 반 응을 자극시켜주는 알칼리 액티베이션으로 시멘트 없이 모르타르 상태에서 양호한 강 도발현성을 확인한 바 있다[7].
그 연구 결과에 따르면 기존 콘크리트에 비해 저강도 및 빈배합 영역에서 효과적인
한천구 Cheon-Goo Han 청주대학교 건축공학과 교수
E-mail : [email protected]
김대건 Dae-geon Kim 제일모직 건설사업부 건축 ENG그룹 책임연구원
E-mail : [email protected]
품질로 인한 흡수율 저감 방안을 실험실 Mock-up test 및 실제 공장 적용에 대하여 검토함으로써, 효율적인 자 원순환형 무 시멘트 벽돌을 제조하고자 한다.
2. 선행연구 고찰
<Figure 1>은 종전의 선행연구 결과로 일반 콘크리트와 RA 사용 BS 모르타르의 결합재 물비(B/W) 변화에 따른 재령 28일 압축강도 회귀선을 비교한 그래프이다.
전반적으로 보통 포틀랜드 시멘트(이하 OPC)를 사용 한 일반 콘크리트의 경우는 급격한 강도증진 경향을 나타 낸 반면, BS와 RA를 사용한 무 시멘트 모르타르인 경우 는 비교적 완만한 경향을 나타내었다. 결국, B/W와 압축 강도간의 추정 회귀선을 바탕으로 각 규준별 최적 B/W를 도출한 결과, 2차 제품 중에서도 약 15~25MPa의 일반 강 도값을 필요로 하는 규준은 BS와 RA를 사용할 경우 B/W 2.0~4.5인 부배합 영역에서 가능하나, OPC와 천연잔골 재(이하 NA)를 사용한 경우는 B/W 1.3~2.0에서도 가능 하므로 활용성이 저하하는 비경제적인 배합인 것으로 사
RA를 사용할 경우에서 경제적 배합인 것으로 확인되었다.
따라서, BS와 RA를 사용할 경우는 KS에 규정되어진 2 차 제품 중에서 검토한다면, KS F 4004의 C종 2급 벽돌이 가장 효과적인 것으로 밝혀졌다.
3. 실험계획 및 방법
3.1 실험계획
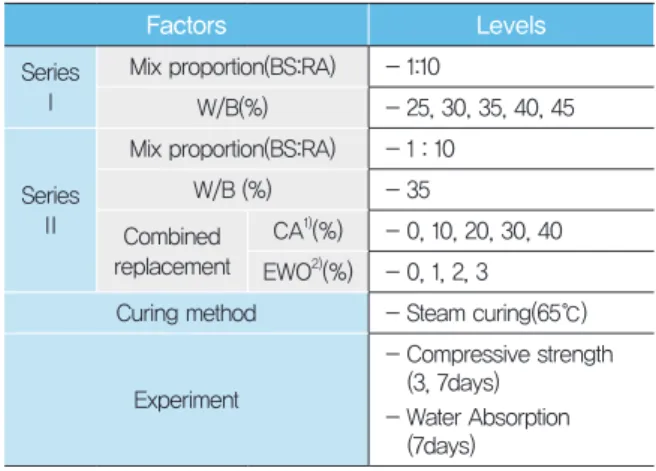
본 연구의 실험은 크게 2개의 시리즈로 구분하여 [Table 1]과 같이 계획하였다. 즉, RA와 BS를 사용한 벽돌의 기초 적 특성을 검토하기 위한 Series Ⅰ(W/B 변화)과 흡수율 저 감 목적을 위한 Series Ⅱ{부순 잔골재(CA)+유화처리 폐식 용유(EWO)}로 나누어 계획하였다. 모르타르 배합사항으 로 Series Ⅰ은 [Table 2], Series Ⅱ는 [Table 3]과 같다.
먼저, Series Ⅰ 및 Ⅱ의 벽돌 제조용 모르타르 배합비는 실무 공장의 벽돌 제조 배합비를 고려하여 1:10으로 동일
Figure 1. Linear regression of compressive strength depending on B/W with general concrete and RA using the BS mortar
[Table 1] Experimental plan
Factors Levels
Series
Ⅰ
Mix proportion(BS:RA) - 1:10
W/B(%) - 25, 30, 35, 40, 45
Series
Ⅱ
Mix proportion(BS:RA) - 1 : 10
W/B (%) - 35
Combined replacement
CA
1)(%) - 0, 10, 20, 30, 40 EWO
2)(%) - 0, 1, 2, 3 Curing method - Steam curing(65℃)
Experiment
- Compressive strength (3, 7days)
- Water Absorption (7days)
1) CA : Crushed fine aggregates 2) EWO : Emulsified waste vegetable oil
01
하게 계획하였다. 실험 변수는 Series Ⅰ은 W/B 변수로써 W/B 25, 30, 35, 40, 45 %인 5수준으로 계획하였다. 또 한, Series Ⅱ는 W/B를 35%로 고정하였고, CA 치환율을 0, 10, 20, 30, 40%인 5수준에 EWO 치환율 0, 1, 2, 3%인 4 수준으로 복합 치환하여 20 수준으로 계획, 총 25 배치를 실험 계획하였다.
벽돌 제조는 실무를 고려하여 모든 수준에서 증기양생을 수행하였으며, 벽돌 품질시험은 압축강도 및 흡수율을 측 정하는 것으로 하였다.
3.2 사용재료
본 연구에 사용한 재료로써 BS는 국내 A사 3종을 사용 하였으며, 그 물리·화학적 성질은 [Table 4]와 같다. RA는
국내 D사에서 건식으로 생산한 골재를 사용하였는데, 그 물리적 성질은 [Table 5]와 같으며, 입도분포는 <Figure 2>와 같다.
또한, RA 사용 BS 벽돌의 흡수율 저감을 위하여 사용 된 CA는 충북 청원군 옥산산 골재를 사용하였는데, 그 물 리적 성질 및 입도분포는 [Table 6] 및 <Figure 2>와 같다.
[Table 3] Mixing proportions(series Ⅱ) Mix proportion
(BS : RA)
W/B (%)
CA (%)
EWO (C/%)
W (kg/m
3)
Unit weight (kg/m
3)
BS RA CA EWO
1 : 10 35
0
0 75 213 2,130 0 0
1 72 213 2,130 0 2.1
2 70 213 2,130 0 4.3
3 68 213 2,130 0 6.4
10
0 75 214 1,927 214 0
1 73 214 1,927 214 2.1
2 71 214 1,927 214 4.3
3 69 214 1,927 214 6.4
20
0 75 215 1,723 431 0
1 73 215 1,723 431 2.2
2 71 215 1,723 431 4.3
3 69 215 1,723 431 6.5
30
0 76 217 1,516 650 0
1 74 217 1,516 650 2.2
2 71 217 1,516 650 4.3
3 69 217 1,516 650 6.5
40
0 76 218 1,306 871 0
1 74 218 1,306 871 2.2
2 72 218 1,306 871 4.4
3 70 218 1,306 871 6.5
[Table 2] Mixing proportions(series Ⅰ) Mix proportion
(BS:RA)
W/B (%)
W (kg/m
3)
Unit weight(kg/m
3)
BS RA
1 : 10
25 54 218 2,176
30 65 215 2,153
35 75 213 2,130
40 84 211 2,108
45 94 208 2,084
EWO는 국내 D사 정제된 폐식용유를 유화 처리하여 사용 하였는데, 그 물리·화학적 성질은 [Table 7]과 같다.
3.3 실험방법 및 규준
본 연구에서 벽돌 제조용 모르타르의 혼합은 KS L 5109 에 의거, 전동식 혼합 믹서를 사용하여 혼합하였다.
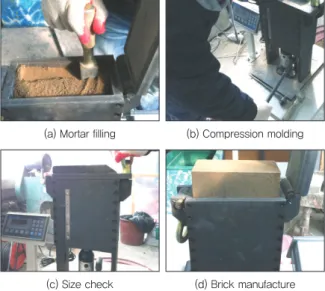
실험실 벽돌제조 방법으로는 벽돌 제조용 모르타르를 유 압식으로 특수 제작한 벽돌 성형 기계에 채워 넣은 후 KS F 4004 기본 벽돌의 목표 치수 190×57×90 mm(허용오 차 ±2mm)에 만족하도록 가압 성형을 실시하여 <Figure 4>와 같이 제조하였다.
벽돌의 증기양생은 KS F 4004 양생온도 규정에 의거하 여 <Figure 5>와 같이 실시하였으며, 압축강도 및 흡수율 또한 KS F 4004 품질시험 규정에 의거하여 <Figure 6>과 같이 실시하였다.
한편, KS F 4004 (콘크리트 벽돌)에서 경량 벽돌인 A형
과 B형을 제외하고, 보통 골재를 사용한 C종 벽돌의 압축 강도 및 흡수율 기준은 [Table 8]과 같다[9].
4. 실험결과 및 분석
4.1 실험실 제조 벽돌의 품질특성
4.1.1 Series Ⅰ : W/B 변화
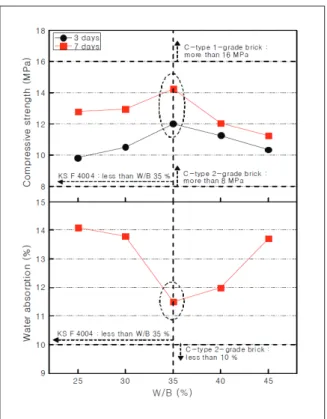
<Figure 7>은 W/B 변화에 따른 재령별 압축강도 및 흡 수율을 나타낸 그래프이다.
먼저, 압축강도의 경우 3일 및 7일 재령에서 W/B 35%
까지는 W/B가 커질수록 증가하는 경향을 보였으나, 35%
이후에서는 다시 저하하는 것으로 나타났다. 이는 모르타
[Table 7] Physical and chemical properties of EWO Density
(g/cm
3)
Moisture contents(%)
Saturation fat and oils(g/kg)
Multiple unsaturated fat and oils(g/kg)
Simple unsaturated fat and oils(g/kg)
Viscosity
(cp) Shape
0.980 0.21 15 54 23 25 Liquid
[Table 5] Physical properties of RA Density
(g/cm
3) FM Water absorption(%)
Passing amount of 0.08 mm sieve(%) pH
2.53 3.71 8.50 2.40 12.3
[Table 6] Physical properties of CA Density
(g/cm
3) FM Water absorption(%)
Passing amount of 0.08 mm sieve (%)
2.70 3.24 2.10 1.50
Figure 2. Particle size distribution of RA and CA
01
르질기에 따른 충전 정도가 건식 벽돌의 성형성에 영향을 미친 것으로써, 일반적인 습식 콘크리트의 강도 발현이 W/
B가 작아질수록 증가하는 경향과는 색다른 특성으로, 본 연구와 같은 빈배합·된비빔의 벽돌 제조 영역에서는 최적 의 질기를 확보해주어야만 강도를 향상시킬 수 있는데, W/
B는 35%가 최적의 배합비인 것으로 분석되었다.
한편, 흡수율은 압축강도와 반대의 경향으로 나타났다.
즉, W/B 35%에서 가장 양호한 충전성으로 인해 모르타르 의 내부 공극을 적절하게 채워줌에 따라 가장 낮은 흡수율 을 나타내었으나, 모든 수준에서 골재로 사용된 RA의 높은 흡수율로 인해 10% 이하의 규정치를 만족하지 못하였다.
4.1.2 Series Ⅱ : CA+EWO 복합치환 1) 압축강도
Series Ⅱ의 실험은 Series Ⅰ의 실험 결과에서 KS F4004 중 C종 2급 벽돌의 흡수율 규정을 만족시키지 못하는 문제 를 해결하기 위하여, 흡수율이 높은 RA 대신 CA를 치환하 고, 아울러 벽돌 조직 내부에 비누화 생성에 의한 흡수율 감소를 목적으로 EWO를 복합 치환하는 것에 대하여 검토 하였다.
먼저, <Figure 8>은 CA 치환율 및 EWO 첨가율 변화에 따른 압축강도 및 강도발현율을 재령 3일에서 나타낸 그래 프이다. 모든 수준에서 C종 2급 벽돌 강도 규정치인 8MPa
Figure 4. Manufacture process of bricks on laboratory
(a) Mortar filling (b) Compression molding
(c) Size check (d) Brick manufacture
Figure 6. Quality test of bricks (a) Compressive strength
(b) Water absorption
Figure 5. Curing method of bricks
[Table 8] KS F 4004 (concrete bricks) standard KS F 4004
(Concrete Bricks)
Compressive strength (MPa)
Water Absorption (%) C type 1 grade More than 16 Less than 7
2 grade More than 8 Less than 10
은 충분히 만족하는 것으로 나타났다.
세부적으로, CA 치환율 변화에 따른 압축강도는 CA 20%까지는 치환율이 증 가할수록 증가하는 경향을 보였으나, CA 20% 이후에서는 다시 저하하는 경 향으로 나타났다. 이는 벽돌 제조의 골 재에 사용되어진 RA와 CA간의 적정 혼 합량에 기인한 것으로써, CA가 치환될 수록 적정 입도분포를 이룩함과 동시에 상대적으로 저급 골재인 RA가 감소하므 로 초기 강도 발현성에 있어 유리한 효 과를 보인 것으로 사료되나, CA 20% 이 후로는 BS의 잠재수경성 반응을 자극할 수 있는 알칼리량이 감소하므로 인해 강 도가 점차 저하하는 것으로 분석된다.
요소가 됨에 기인 하여 강도가 저하하는 것으로 분석된다 [10]. 그러나, EWO 1%까지는 소량의 투입량으로 인해 강 도가 크게 저하하지 않았고, 오히려 CA 0~20%에서는
모르타르의 점성 증대에 기인하여 약 5% 내외로 미소하 게 증가하는 것이 확인되었다.
<Figure 9>는 재령 7일에서의 CA 치환율 및 EWO 첨가 율 변화에 따른 압축강도 및 강도발현율을 나타낸 그래프 이다.
전반적으로 재령 3일과 달리 재령 7일 압축강도는 CA 치환율이 증가할수록 점차 저하하는 경향을 보였는데, 이 는 재령이 경과하여 7일 재령에 이르러서는 CA 적정 혼합 에 의한 초기 강도 향상 효과보다는 BS의 잠재수경성 반응 을 자극시킬 수 있는 RA의 알칼리 자원 확보가 벽돌의 강 도 발현성에 있어서 보다 유효한 효과를 나타낸 것으로 사 료된다. 그러나, CA 20%까지는 강도 저하폭이 약 5% 이내 로써 크게 저하하지 않았으나, CA 30%에서는 약 10%, CA
Figure 7. Compressive strength and water absorption
depending on W/B with age
Figure 8. Compressive strength and strength development
depending on CA contents with EWO contents(3days)
01
40%에서는 약 20%의 감소율을 보이는 것으로 나타났다.
한편, EWO 첨가율 변화에 따른 압축강도 또한 CA와 유 사하게 첨가율이 증가할수록 저하하는 경향을 나타내었는 데, EWO 1%까지는 약 5% 이내의 감소율을 보임으로써, 크게 저하하지는 않는 것이 확인되었다.
2) 흡수율
<Figure 10>은 CA 및 EWO 치환율 변화에 따른 흡수율 및 흡수율 저감율을 나타낸 그래프이다. 전반적으로 CA 및 EWO 치환율이 증가할수록 흡수율은 점 차 저하하는 경향이 나타났는데, CA가 30% 이상이거나 EWO가 1% 이상 치환 된 경우에서 C종 2급 벽돌의 흡수율 규 정치를 만족하는 것이 확인되었다.
이는 CA가 치환될수록 상대적으로 높 은 흡수율의 RA량이 감소됨과 동시에, EWO의 유지류 성분으로 인한 모세관 공극 충전 효과에 기인하여 흡수율이 저 하한 것으로 사료된다[11].
이상의 결과를 종합하면, CA 및 EWO 치환율 증가에 따른 압축강도 저하와 흡수율 저감 효과를 고려한다면 CA 및 EWO의 단독 치환보다는 CA 20%와 EWO 1%를 복합 사용하는 것이 품질 규 정을 안정적으로 만족하는 최적의 치환 율인 것으로 분석되었다.
4.2 벽돌 공장적용
공장 적용 실험은 충북 청원군 소재 ○
○기업에서 실시하였는데, 진동 가압식 벽돌 제조 플랜트 및 최대온도 50℃의 증기 양생실이 구비되어 있으며, 1일 평 균 벽돌 생산량은 약 10만장 규모이다.
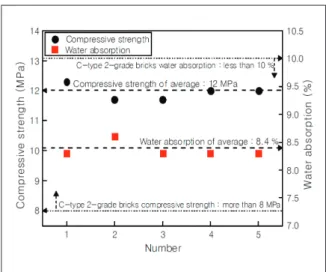
<Figure 11>은 공장적용 시 벽돌제조 공정을 나타낸 것이고, <Figure 12>는 7일 간격 5회의 공 인기관 시험 성적서로 벽돌제품의 압축강도 및 흡수율을 나타낸 그래프이다. 본 기술로 생산된 최종 벽돌 제품은 평 균 압축강도 12MPa, 평균 흡수율 8.4%로 나타나 실험실 Mock-up test보다 압축강도 및 흡수율이 약간 낮기는 하 지만, KS F 4004 : C종 2급 벽돌 품질 규격의 규정치를 충
Figure 9. Compressive strength and strength development
depending on CA contents with EWO contents(7days)
Figure 10. Water absorption and reduction ratio
depending on CA contents with EWO contents
분히 만족하는 것이 확인되었다.
<Table 9 및 10>은 일반 시멘트 벽돌 및 RA 사용 BS 벽 돌생산 제품의 1,000매 제조 시 일위대가표를 나타낸 것이 다. 일위대가표 작성은 2012년도 상반기 표준품셈의 시멘 트 벽돌 제작 및 물가정보원 기초 자료를 바탕으로 배합설 계 결과를 환산하여 재작성하였다. 본 품에는 소운반, 양 생, 할증율이 포함되어 있다.
각 수량 및 단가에 따른 벽돌 제작 총 금액을 산출한 결 과, 일반 시멘트 벽돌은 165,328원인 것으로 나타났으나, 본제품의 경우는 158,086원으로 나타나, 벽돌 1,000매 제 조 시 7,242원으로 약 5%의 원가절감 효과가 있는 것이 확 인되었다.
Figure 11. Manufacture process of bricks on factory (a) Material mixing (b) Material transport
(c) Vibration pressure (d) Completion of brick
Figure 12. Compressive strength and waterabsorption depending on test certificate of number
[Table 9] Construction cost of general cement bricks(1,000 sheets)
Item Standard Unit Amount Unit cost(₩) Cost(₩)
Material cost OPC 1type Kg 222 85.2 18,914
Aggregates River sand m
30.86 12,000 10,320
Labour cost General worker - People 1.8 75,608 136,094
Total - - - - 165,328
[Table 10] Construction cost of RA using the BS bricks(1,000 sheets)
Item Standard Unit Amount Unit cost(₩) Cost(₩)
Material cost
OPC 3 type Kg 218 55 11,990
Aggregates RA m
30.69 5,800 4,002
CA m
30.16 7,250 1,160
Agent EWO Kg 2.20 2,200 4,840
Labour cost General worker - People 1.8 75,608 136,094
Total - - - - 158,086
01
5. 결론
본 연구에서는 BS 및 RA 사용한 자원순환형 무 시멘트 벽돌의 제조 공법 개발을 위하여 실험실 Mock-up Test 부터 공장 적용에 이르기까지 일련의 과정을 종합적으로 검토하였는데, 그 결과를 요약하면 다음과 같다.
1) W/B 변화에 따른 압축강도는 W/B 35%에서 최고강 도값을 보였고, 그 이상 및 이하에서는 저하하는 경 향을 나타내었다. 흡수율은 압축강도와 반대의 경향 으로 W/B 35%에서 가장 낮은 흡수율을 나타내었으 나, 단, RA의 높은 흡수율에 기인하여 KS F 4004 중 C종 2급 벽돌의 흡수율 규정치는 만족하지 못하 였다.
2) CA 및 EWO 복합 치환에 따른 재령 3일 압축강도의 경우, CA 20%에서 최고 강도치를 보인 후, 그 이후 에서는 다시 저하하는 경향으로 나타났고, EWO 첨 가율이 증가할 수록 CA 20%까지는 EWO 1%에서 최고 강도치를 보였으나, 그 이상에서는 EWO 첨가 율이 증가할수록 저하하는 경향을 나타내었다.
3) CA 및 EWO 복합 치환에 따른 재령 7일 압축강도는 재령 3일과 달리 CA 치환율 및 EWO 첨가율이 증가 할수록 저하하는 경향을 나타내었는데, CA 20% 및 EWO 1%에서는 강도감소율이 5% 이내이었다.
4) 흡수율은 CA 치환율 및 EWO 첨가율이 증가할수록 점차 저하하는 경향이 나타났는데, 압축강도 저하 와 흡수율 저감 효과를 복합적으로 고려한다면 CA 20%와 EWO 1%를 복합 치환할 때, KS 품질 규정에 만족하는 최적의 비율로 도출되었다.
5) 공장 적용 결과, 7일 간격 5회 시험의 평균 압축강 도는 12MPa, 평균 흡수율은 8.4%로 나타나 Mock-
up test 결과보다는 작은 강도 및 흡수율 값이지만, KS 규격의 규정치는 모두 안정적으로 만족하게 나 타났다. 또한, 일반 시멘트 벽돌에 비해 RA와 BS를 사용한 무 시멘트 벽돌은 1,000매 제조 시 약 5%의 원가절감 효과를 확인하였다.