마그네슘합금내 개재물 함유량에 따른 파단면의 명도변화
김현식·예대희·강민철 *·김정대 **·정해용†
부경대학교 재료공학과, *한국마그네슘기술연구조합, **중소기업청 기술개발과
The Brightness Change of Fractured Surface in Accordance with Inclusion Contents of Magnesium Alloy
Hyun Sik Kim, Dea Hee Ye, Min Cheol Kang*, Jung Dae Kim** and Hae Yong Jeong†
Pukyong National University, Busan 608-737, Korea
*Korea Magnesium Technology Research Association, Changwon 641-465, Korea
**Small and Medium Business Administration, Technology Development Division
Abstract
Pure magnesium and magnesium alloys have been applied to various kinds of industrial fields, especially automotive and elec- tronic parts. These parts are manufactured mainly through a diecasting process. These days, magnesium ingots are used as raw material, and recycled ingots are often used for commercial purposes. But the quality of virgin magnesium and recycled ingots is not secure. Therefore, massive casting defects can occur, and some things manufactured can be damaged by these defects. This study evaluated the inclusions of virgin magnesium and recycled ingot. It also included composition analysis by spectrometer, mea- suring inclusion contents by SEM & EDS, and performing a brightness test on fractured surfaces. The brightness test is generally very easy and obtains results quickly, so its results have been compared with the results obtained from various test methods. From the test results, we obtained a satisfactory result in evaluating inclusion and oxide. The brightness values are lower as the inclusion contents are higher. When the brightness value is over 47 in AM50A and 44 in AZ91D, the mechanical properties are expected to be good.
Key words: Virgin magnesium, Recycled ingot, Inclusion, Oxide, Evaluation.
1. 서 론
최근 자동차 연비절감, 온실가스에 의한 환경문제, 에너지 절약 등에 대한 관심이 증가됨에 따라 마그네슘과 같은 경량 소재에 대한 연구 및 개발이 본격적으로 진행 되고 있다. 마 그네슘은 지구상의 약 2.7%를 차지하며 나트륨, 칼륨에 이에 8번째로 풍부하게 존재하고 밀도가 1.74 g/cm3로 가장 가벼운 구조용 금속이다. Al, Zn, Mn, Y, 희토류 원소 등과 합금을 시킬 경우 알루미늄 합금의 2/3, 타이타늄 합금의 1/4, 철강 재료의 1/5 수준의 밀도를 가지게 된다[1-5]. 비강도가 우수하 여 구조재로 사용되는 마그네슘 합금은 치수안정성, 기계가공
성, 진동흡수능이 우수하고 내 덴트성, 전자파차폐성 등의 기 초물성이 뛰어나 자동차, 항공기 등의 운송산업은 물론 전자부 품 등의 경량 구조용 재료로서 주목을 받고 있다[1,3]. 이러한 마그네슘 합금은 HCP의 원자구조를 가지고 있어 소성가공성 이 낮아 대부분 다이캐스팅 등의 주조방법을 통해 제품화되고 있고 이러한 제조공법에는 잉곳형태의 마그네슘 소재가 주로 사용된다[8]. 국내의 경우 부품제조에 사용되는 마그네슘 잉곳 은 대부분 중국에서 수입되고 있으며 이들 잉곳은 제조사의 기술수준에 따라 다양한 품질수준을 보이고 있어 다양한 평가 를 통해 품질을 평가하고 있다[6]. 그러나 대부분의 평가 방법 은 합금원소에 대한 기본적인 성분분석이 대부분 이루어지기
Received: Sep. 4, 2014 ; Revised: Nov. 27, 2014 ; Accepted: Dec. 5, 2014
†
Corresponding author: Hae Yong Jeong (Pukyong national Univ.) Tel: +82-51-629-6359, Fax: +82-51-629-6353
E-mail: [email protected]
Journal of Korea Foundry Society 2014. Vol. 34 No. 6, pp. 200~213 http://dx.doi.org/10.7777/jkfs.2014.34.6.200 pISSN 1598-706X / eISSN 2288-8381
© Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative-
commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the
original work is properly cited.
때문에 산화물, 질화물 등의 불순물에 대한 품질을 평가하기에 는 다소 미흡하다.
마그네슘 합금은 산화성이 강해 대기와의 반응에 따라 발생 되는 산화물로 인해 다양한 품질 문제를 야기하기 때문에 상 당한 주의가 필요하다. 일반적으로 부품 제조에 사용되는 마그 네슘 잉곳자체에 산화물, 질화물, 금속간화합물 등의 불순물이 과다하게 함유되어 있거나 미흡한 용탕관리로 인해 용탕내에 이들 산화물들이 존재하는 경우 마그네슘 용탕의 유동성을 떨 어뜨리게 된다. 이 경우에는 주조과정에서 주조결함을 일으키 는 원인이 되고 이러한 불순물이 최종 제품에 혼입되어 제품 의 기계적특성 및 내구성에 상당한 영향을 미친다[9,10].
이에 따라 본 연구에서는 다양한 불순물이 혼입된 마그네슘 용탕에 대해서 다양한 품질평가를 실시하고 이들 결과와 Brightometer를 이용한 파단면 명도측정 결과를 비교해 봄으로 서 마그네슘 잉곳의 청정도를 정량적으로 평가해 보았다.
2. 이론 / 실험 방법
본 연구에서 사용하는 순마그네슘, 마그네슘 합금 잉곳 및 용탕은 중국산 소재로서 국내 주조업체에서 사용중인 소재를 사 용하였으며 대상 합금은 국내에서 다이캐스팅부품 제조에 주로 사용하고 있는 마그네슘 합금인 AZ91D, AM50A, AM60B 합
금으로 제한하여 진행하였고 순마그네슘은 순도 99.9%를 사용 하였다.
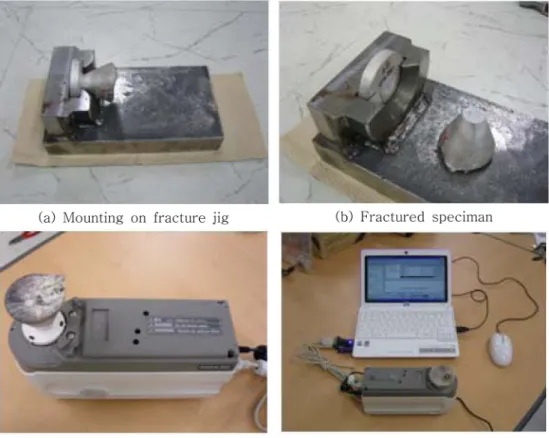
마그네슘 잉곳은 시험평가가 용이하도록 마그네슘 잉곳의 동 일한 부위에서 일괄적으로 기계가공하여 준비하였고 부품제조 사에서 실제 사용중인 마그네슘 용탕에 대해서는 주조 시험편 몰드를 준비하여 각 용탕에 대해 동일한 형태의 시험편을 준 비하였다. 다양하게 준비된 마그네슘 시험편에 대해서는 국내 마그네슘 업체에서 일반적으로 사용하고 있는 분광분석기(독일 의 Analytical Instrument社의 Spectromax)를 활용한 건식 성 분분석방법을 수행하였다. 성분분석된 각 시편은 파단지그를 이용해 강제로 파단하고 파단면에 대해서는 명도시험을 실시하 였다. 명도시험은 분석시간이 5분내외인 간단한 평가방법으로서 명도계(Brightometer)를 사용하여 파단면에 광원을 부가하여 반사되는 빛을 검출/분석하는 것으로 본 연구에서는 KONICA MINOLTA CM-2500d 모델을 사용하였다(Fig. 1).
마그네슘 내의 개재물의 농도에 따른 명도값의 변화를 살펴 보기 위해 99.9%의 순마그네슘을 710oC에서 용해하여 탈가스 를 실시하고 용탕내의 슬러지와 드로스를 제거한 후 크기 20μm 전후의 MgO와 C 분말을 다양한 농도로 첨가하였다.
이때 투입되는 분말의 양이 증가할수록 용탕의 유동성이 떨어 져 온도를 최고 780oC까지 승온시켰으며 완전히 교반하여 조 건당 3개의 시료를 채취하였고 명도측정을 실시하였다.
Fig. 1. Fracture jig and brightness test.
각 시료에 대해서는 grid counting method 시험을 실시하 여 각 시편내 개재물의 양을 평가하였고 주사식 전자현미경 (SEM) 및 에너지분산분석기(EDS)를 활용하여 시편내 미세조 직 및 개재물 조성에 대해 분석을 실시하였다.
3. 실험 결과 및 고찰
3.1 성분분석 및 명도측정 비교
시료는 용탕시료와 잉곳시료로 구분하여 각 합금별, 제조사 별로 나누어 준비하였다. 용탕 시료의 경우 용해공정이 존재하 는 다이캐스팅 업체와 리사이클링 업체를 대상으로 용탕에서 직접 채취하여 준비하였으며, 잉곳 시료의 경우 국내 다이캐스 팅 업체에서 사용되는 virgin 잉곳을 이용하였다.
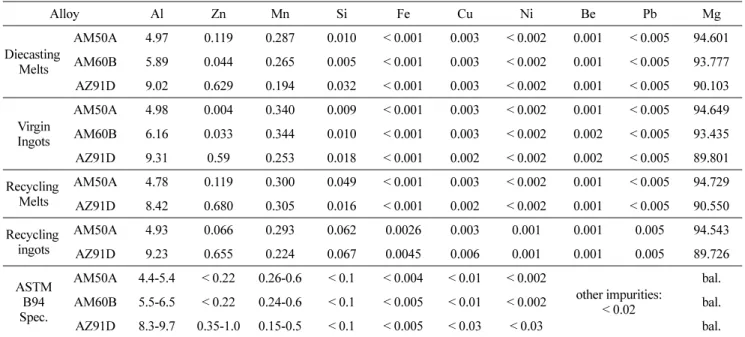
준비된 시료들에 대해서는 분광 성분분석을 실시하였다. 성 분분석 결과 다양한 조건의 시험편들 모두는 각 합금규격의 기준치를 만족하였고 전체 성분분석 결과 중 각 조건별 시료 의 성분 평균값을 Table 1에 나타내었다. 성분분석을 실시한 시료들에 대해서는 2차로 명도계를 이용하여 명도시험을 실시 하였고 실시한 결과의 평균값과 표준편차를 Table 2에 나타내 었다. 명도시험결과 30에서 50이상의 다양한 명도값을 얻을
수 있었고 잉곳형태로 공급되는 virgin 잉곳과 재생잉곳은 표 준편차 3미만의 비교적 양호한 명도 분포를 가지는데 반해 용 탕상태의 다이캐스팅 용탕과 재생 용탕은 3이상의 다소 높은 표준편차를 를 보이고 있다. 이는 완제품형태로 공급되는 잉곳 은 완전한 정제처리가 완료되었기 때문에 합금성분외의 산화물 등의 개재물의 양이 낮기 때문으로 판단되고 용탕상태의 경우 일반적으로 사용되는 용탕보호가스에 의해 마그네슘 용탕이 보 호되기는 하나 작업조건에 따라 대기와의 반응에 의한 산화물 의 발생량이 증가했기 때문으로 보인다.
Table 2의 명도시험결과를 살펴보면 다이캐스팅 용탕을 제외 한 3가지 경우의 마그네슘 합금에 대해서는 합금원소의 함유 량이 약 10 wt.%로서 합금량이 높은 AZ91D 합금이 약 5 wt.%의 합금원소가 함유된 AM50A에 비해 낮은 명도를 보이 고 있다. 일반적으로 마그네슘내 Al이 첨가되는 경우 β상 (Mg17Al12)이 정출되고 Al 농도에 따라 정출되는 β상은 증가 하게 된다. 따라서 이와 같은 명도의 차이는 합금량에 따라 정출되는 제2상의 증가에 따라 명도값이 낮아지는 것으로 볼 수 있고 이는 Argo D 등[11]의 연구에서 청정한 AZ91D 합 금은 48이상, AM계 합금은 53이상의 명도를 나타낸다는 실 험결과와 비교적 일치하고 있다. 여기에서 명도패턴을 벗어나
Table 1. Average chemical composition of magnesium specimens.
Alloy Al Zn Mn Si Fe Cu Ni Be Pb Mg
Diecasting Melts
AM50A 4.97 0.119 0.287 0.010 < 0.001 0.003 < 0.002 0.001 < 0.005 94.601 AM60B 5.89 0.044 0.265 0.005 < 0.001 0.003 < 0.002 0.001 < 0.005 93.777 AZ91D 9.02 0.629 0.194 0.032 < 0.001 0.003 < 0.002 0.001 < 0.005 90.103
Virgin Ingots
AM50A 4.98 0.004 0.340 0.009 < 0.001 0.003 < 0.002 0.001 < 0.005 94.649 AM60B 6.16 0.033 0.344 0.010 < 0.001 0.003 < 0.002 0.002 < 0.005 93.435 AZ91D 9.31 0.59 0.253 0.018 < 0.001 0.002 < 0.002 0.002 < 0.005 89.801 Recycling
Melts
AM50A 4.78 0.119 0.300 0.049 < 0.001 0.003 < 0.002 0.001 < 0.005 94.729 AZ91D 8.42 0.680 0.305 0.016 < 0.001 0.002 < 0.002 0.001 < 0.005 90.550 Recycling
ingots
AM50A 4.93 0.066 0.293 0.062 0.0026 0.003 0.001 0.001 0.005 94.543
AZ91D 9.23 0.655 0.224 0.067 0.0045 0.006 0.001 0.001 0.005 89.726
ASTM B94 Spec.
AM50A 4.4-5.4 < 0.22 0.26-0.6 < 0.1 < 0.004 < 0.01 < 0.002
other impurities:
< 0.02
bal.
AM60B 5.5-6.5 < 0.22 0.24-0.6 < 0.1 < 0.005 < 0.01 < 0.002 bal.
AZ91D 8.3-9.7 0.35-1.0 0.15-0.5 < 0.1 < 0.005 < 0.03 < 0.03 bal.
Table 2. Average and standard deviation for various conditions.
Condition Alloy
Diecasting melts Virgin ingots Recycling melts Recycling ingots Brightness Standard deviation Brightness Standard deviation Brightness Standard deviation Brightness Standard deviation
AM50A 47.91 0.89 52.44 1.72 52.54 3.24 50.52 0.87
AM60B 49.72 3.35 51.44 1.11 - - - -
AZ91D 46.95 5.06 47.65 2.43 49.68 1.44 48.33 0.84
는 다이캐스팅 용탕시료는 실제 다이캐스팅 작업분위기에서 사 용되는 보호가스의 보호효과 저하, 잦은 용탕 난류발생으로 인 한 과다한 개재물 혼입 등으로 발생한 오류로 판단된다.
3.2 개재물 첨가의 영향
마그네슘 내에 존재하는 개재물의 함량에 따른 정량적인 평
가를 실시하기 위해 마그네슘 용탕내에 일반적으로 존재하는 개재물인 MgO와 C를 분말형태로 정량적으로 첨가하여 명도 값의 변화를 살펴보았다.
순도 99.9%이상의 순마그네슘과 약 20
µ
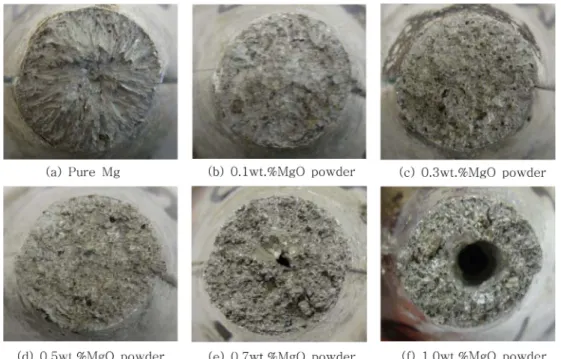
m의 입자 크기를 가지고 있는 MgO 와 C 분말을 용탕내에 장입한 후 교반을 실시하여 시료를 준비하였다. MgO 첨가시에는 C 첨가와는 달Fig. 2. Fractured surface of specimens with various Carbon composition.
Fig. 3. Fractured surface of specimens with various MgO composition.
리 용탕과의 반응이 발생해 용탕내에 다량의 기포가 발생하여 시편 주조시 Fig. 3의 (f)와 같이 동공이 발생하여 1 wt.% 이
상의 시편은 제작하기 어려웠다.
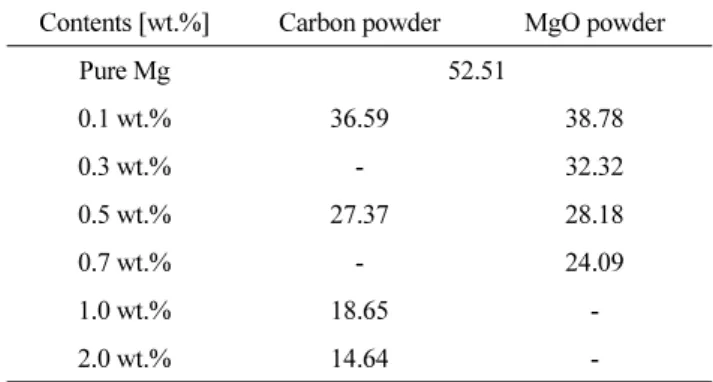
Fig. 2와 Fig. 3에 MgO와 C분말 첨가량에 따라 준비된 시편의 파단면 형상을 나타내었으며 각 조건의 시편들에 대한 명도시험 결과는 Fig. 4와 Table 3에 나타내었다.
MgO 및 C 분말의 첨가량에 따른 명도변화는 투입량이 증
Fig. 4. Brightness change of various contents.
Table 3. Brightness in various Carbon & MgO powder contents.
Contents [wt.%] Carbon powder MgO powder
Pure Mg 52.51
0.1 wt.% 36.59 38.78
0.3 wt.% - 32.32
0.5 wt.% 27.37 28.18
0.7 wt.% - 24.09
1.0 wt.% 18.65 -
2.0 wt.% 14.64 -
Fig. 5. Location impurities for various MgO contents.
가할수록 명도는 감소하는 것을 알 수 있으며 백색의 MgO 분말을 첨가한 시편이 검은색의 C 분말을 첨가한 시편에 비 해 파단면의 색상이 육안으로는 밝게 보였으나 Fig. 4의 그래 프에 나타낸 바와 같이 실제 명도시험시에는 같은 농도의 두 분말 시편들간에 명도 차이는 보이지 않았다. 이와 같은 결과 로 볼 때 실제 명도시험결과는 파단면의 육안상 명암차이 보 다는 실제 첨가된 개재물의 양에 크게 영향을 받는다고 판단 되고 명도 측정 결과 순마그네슘 상태에서는 52.51의 명도를 보였으나 개재물 첨가량이 점차 많아지면서 20미만까지 명도 가 낮아지고 있다. 이와 같은 명도변화는 Dow chemical의 특허[10]에 나타난 바와 같이 청정도가 우수한 마그네슘 합금 에 스크랩 첨가량을 증가시키는 경우 MgO가 증가하게 되고 이에 따라 50이상의 명도값이 30미만까지 낮아진다는 연구와 유사한 결과이다.
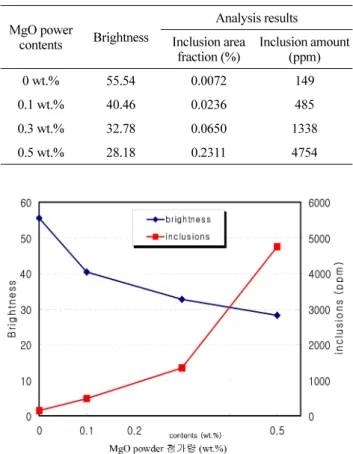
명도측정 이후에 MgO 분말을 인위적으로 첨가한 시료를 대상으로 하여 전자현미경의 후방산란전자상(Back-Scattered Electron Image)를 이용한 에너지분산분석기 자동분석법을 실 시하여 그 분석결과와 명도 측정 결과와의 연관성을 살펴보았 다. Fig. 5에는 순마그네슘 및 MgO 분말을 0 wt.%에서 0.5 wt.%까지 첨가한 시료에 대해 대표적인 마그네슘 용탕내 개재
물인 MgO 와 AlN에 대해서 자동분석을 실시한 결과를 나타 내었고 Table 4에는 개재물 분석결과와 명도측정 결과를 비교 정리하였다.
MgO 첨가량이 증가할수록 개재물 자동분석에 의해 검출되 는 개재물의 양이 Fig. 6과 같이 증가하고 명도는 감소하였다.
따라서 개재물의 양이 명도변화에 큰 영향을 미치는 인자임을 확인할 수 있었다.
3.3 주조시료의 미세조직 및 개재물 분석
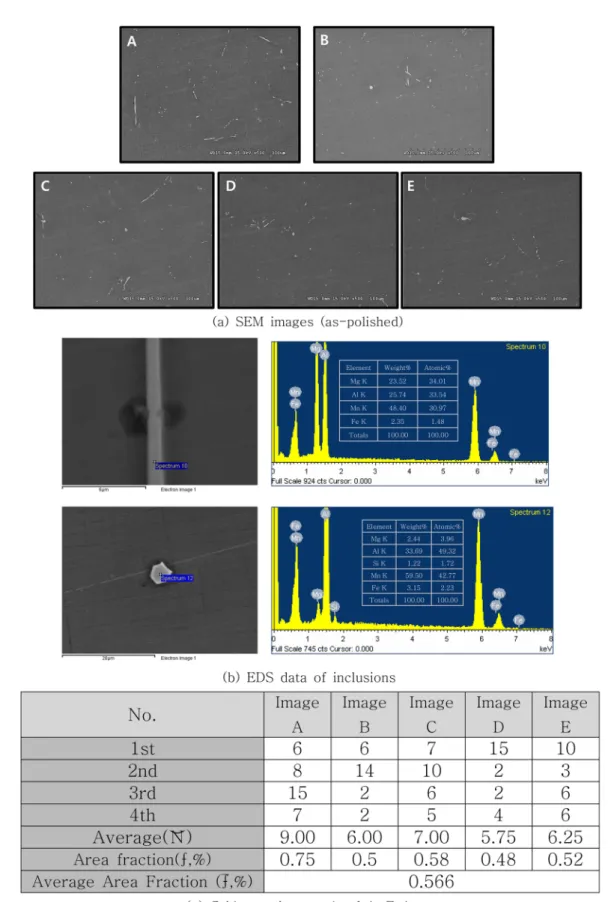
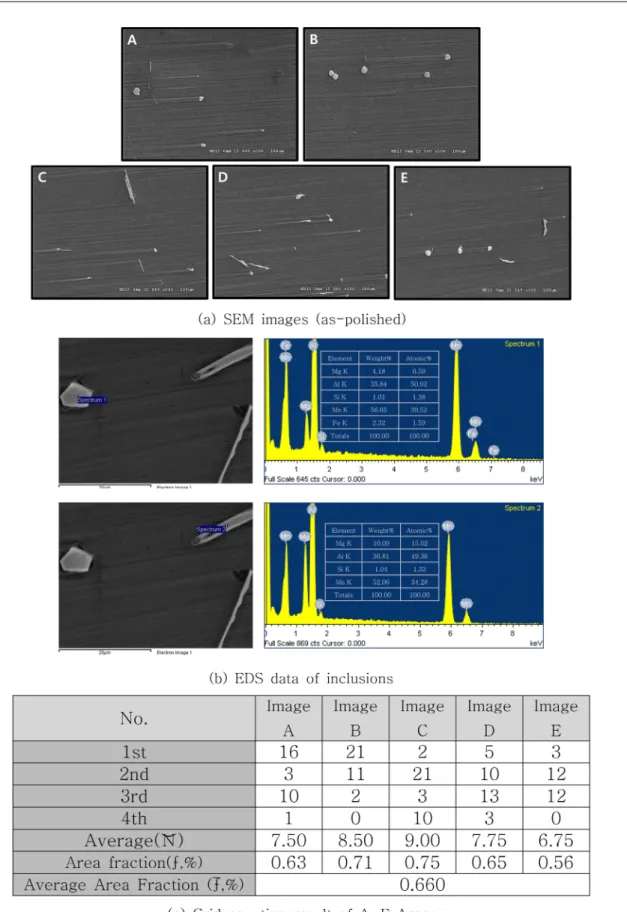
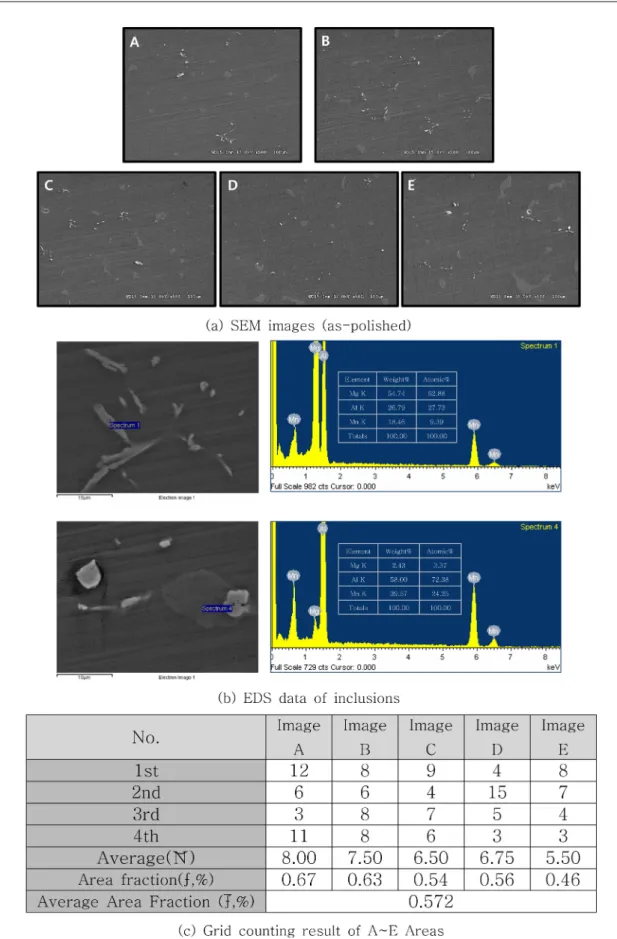
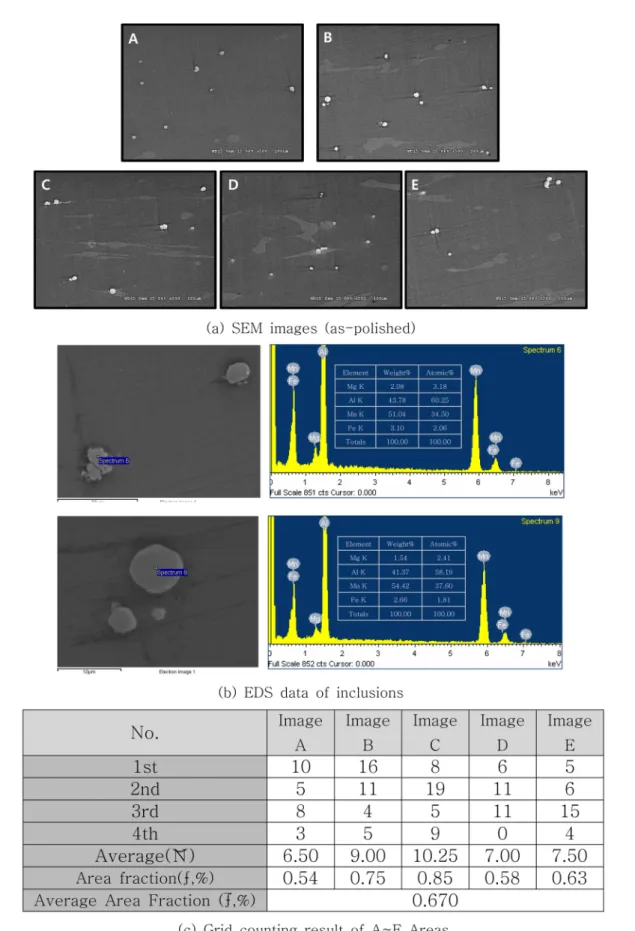
본 연구에서는 시료내의 개재물 분석을 위해 여러 시료중에서 국내에서 그 사용량이 많은 AM50A 용탕시료, AM50A virgin 잉곳 시료, AZ91D 용탕시료 및 AZ91D virgin 잉곳 시료 등 4가지 종류의 시료를 준비하고 단면을 절단, 연마한 뒤 연마상 태에서 각각 시료에 대해 주사식전자현미경과 에너지분산분석기 를 이용하여 개재물의 형상 및 성분분석을 실시하였다.
또한 미세조직상에서 관찰되는 개재물의 양을 정량적으로 평 가하기 위해 주사식전자현미경을 이용하여 500배에서 촬영된 이미지를 이용하여 일반적으로 철강 재료의 개재물 평가시 사 용되는 방법 중의 하나인 grid counting method를 응용하여 개재물의 양을 정량적으로 측정하였다. 사용한 그리드(grid)는 가로를 40개, 세로를 30개로 나누어 총 1,200개의 교차점을 갖도록 만든 뒤, 개재물이 통과하는 교차점의 수를 계산함으로 써 다음과 같은 식을 이용하여 개재물의 면분율을 산정하였다.
이 때, 선택한 이미지는 1개의 시료당 5개의 다른 영역에서 이미지를 얻었으며, 각 이미지당 서로 다른 영역을 4회 측정 하여 평균을 취하였다.
면분율 (f) 및 평균 면분율( ) 는 다음과 같이 산출할 수 있다.
: 평균 교차점 수 n: 총 분석이미지 수
위의 네 가지 연마된 시료에 대한 각각의 미세조직과 개재 물의 에너지분산분석 결과 및 개재물의 면분율(area fraction)함 량을 Fig. 7에서 Fig. 10까지 나타내었다. 주사식전자현미경의 미세조직에서 희게 나타나는 개재물들은 에너지분산분석 결과 네 종류의 시료 모두에서 대부분 Al-Mn 과 Al-Mg-Mn 화합 물로 확인되었다. 이들의 면분율을 위에서 제시한 방법으로 분 석한 결과 0.4~0.7%의 범위로 나타나는 것을 알 수 있다.
개재물의 함량은 virgin 잉곳과 용탕에서 채취한 시료를 비 교해 볼 때, 두가지 합금에서 모두 virgin 잉곳이 오히려 다 소 높게 나타났다. 이는 여기에서 관찰되는 개재물은 산화물이 아닌 금속간화합물로서 대부분 용해시 용탕 중에 존재하는 시 간이 길어짐에 따라 반응의 기회가 증가하고 생성된 금속간 화합물은 용탕상태가 유지될 때 비중차이로 인해 용탕 하부로
f
f N
1200 --- × 100
= f Σf
--- n
=
N Fig. 6. Brightness and inclusion contents change according to MgO
powder contents.
Table 4. Brightness change in various MgO powder contents.
MgO power
contents Brightness
Analysis results Inclusion area
fraction (%)
Inclusion amount (ppm)
0 wt.% 55.54 0.0072 149
0.1 wt.% 40.46 0.0236 485
0.3 wt.% 32.78 0.0650 1338
0.5 wt.% 28.18 0.2311 4754
Fig. 7. Inclusion analysis results for AM50A melt.
Fig. 8. Inclusion analysis results for AM50A virgin ingot.
Fig. 9. Inclusion analysis results for AZ91D melt.
Fig. 10. Inclusion analysis results for AZ91D virgin ingot.
분리침강되기 때문에 용탕상태에서는 오히려 낮은 것으로 사료 된다.
AZ91D 시료는 합금원소의 함량이 많기 때문에 연마상태에 서도 Mg-Al의 제2상(β상)이 많이 관찰되며, 이는 기계적 특성 에 악영향을 주는 개재물과는 다르므로 분율 평가에서 제외시 켰다. 분석결과 용탕시료의 평균 면분율이 AM50A는 0.566%, AZ91D는 0.572%로 유사한 값을 얻었고 virgin 잉곳의 평균 면분율은 AM50A가 0.660%, AZ91D가 0.670%로 유사한 결과를 얻었다. 따라서 이들 시료들은 용탕과 virgin 잉곳 각 각의 조건에서 합금종류에 관계없이 비슷한 개재물 함량을 보 이는 것으로 볼 수 있고 이는 각 합금내에 존재하는 Mg-Al 의 제2상(β상)을 제외한 순수한 개재물의 양은 virgin과 용탕 상태, 즉 시료의 조건에 의해서만 차이가 나는 것으로 알 수 있다. 따라서 같은 양의 개재물이 함유되더라도 합금량이 증가 할수록 명도값은 하락한다는 앞서 실험내용과도 부합되는 결과 로 볼 수 있다.
3.4 명도측정 및 정량적 개재물 분석 결과 비교
마그네슘 내의 MgO 와 AlN에 대해서 에너지분산분석기를 활용하여 정량적으로 자동분석을 실시하였다.
사전에 측정한 명도측정결과를 바탕으로 하여 명도값의 차이 가 많이 나는 시료를 선택해 결과의 변별력을 높일 수 있도록 시료를 선별하였다. AM50A 합금은 39.65, 45.14, 55.62의 명 도값을 가지는 3개의 시료를, AZ91D 합금은 36.51, 42.87, 45.04, 49.88의 명도값을 가지는 4개의 시료를 선택하였다. 또 한 이들 시료외에 순마그네슘과 순마그네슘에 0.1 wt.%, 0.3 wt.%, 0.5 wt.%의 MgO가 첨가된 시료에 대해서도 개재물 자 동분석을 실시하였다. 이들 측정결과를 Table 5와 Fig. 11에
비교하여 나타내었고 순마그네슘 및 MgO 첨가 시료에 대한 주사식전자현미경과 개재물 자동 분석 결과를 Fig. 12와 Fig 13에 나타내었다.
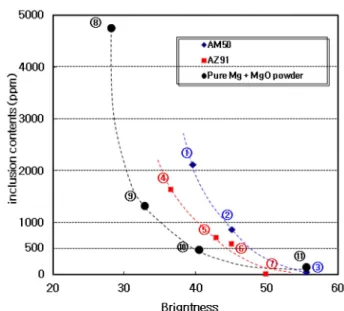
이들 결과를 살펴보면 순마그네슘에 MgO를 첨가한 시료와 상용 마그네슘 합금내 존재하는 개재물을 분석하는 경우 모두 에서 개재물의 량이 증가함에 따라 각 시료의 명도값이 감소 하는 경향을 보인다. 순마그네슘에 MgO를 첨가한 시료는 상 용마그네슘 합금 시료에 비해 같은 개재물의 양에서도 낮은 명도값을 보이고 있는데 이는 순마그네슘 용탕내에 별도로 MgO를 첨가하여 교반하는 과정에서 용탕내에 용탕산화물 및 금속간 화합물 등 여러 개재물들이 혼입되었기 때문으로 판단 된다.
Bakke P 등의 연구 [2]에 따르면 AM50 합금에 있어서 연 신율 저하 등 기계적특성이 급격하게 나빠지는 개재물의 함유 량은 500ppm 이라고 보고하고 있다. 이 연구에 따라 Fig 11 의 결과를 다시 정리해본다면 AM50A 합금은 명도값 약 47, AZ91D 합금은 약 44로 볼 수 있으며 이 명도값 이상의 각 합금은 양호한 기계적특성을 가진다고 예상할 수 있다.
4. 결 론
상용마그네슘 3종 합금 AM50A, AM60B, AZ91D 합금과 순마그네슘내에 MgO 및 C 분말을 첨가하여 내부의 개재물을 평가한 결과 다음과 같은 결론을 얻었다.
1) 마그네슘 합금은 합금량이 많은 합금일수록 AZ91D, AM60B, AM50A 순으로 낮은 명도값을 보인다.
2) 마그네슘 파단면의 명도값은 함유된 개재물의 색상, 즉 육안상 구별되는 파단면의 명암보다는 존재하는 개재물의 농도 에 따라 차이를 보인다.
Table 5. Comparison brightness and Inclusion amount.
Alloy Brightness Inclusion amount
(ppm) Remark
AM50
39.65 2119 ①
45.14 880 ②
55.62 53 ③
AZ91
36.51 1656 ④
42.87 723 ⑤
45.04 604 ⑥
49.88 20 ⑦
Pure Mg 28.18 4754 ⑧
Pure Mg +
0.1 wt.%MgO 32.78 1338 ⑨
Pure Mg +
0.3 wt.%MgO 40.46 485 ⑩
Pure Mg +
0.5 wt.%MgO 55.54 149 ⑪ Fig. 11. Brightness vs Inclusion amount.
3) 다양한 마그네슘 시료에 대한 명도측정결과 함유된 개재 물의 농도가 높으면 명도값이 낮고, 개재물의 농도가 낮으면 명도값이 높은 경향을 보인다.
4) Grid counting 법으로 AM50A 용탕시료, AM50A virgin 잉곳 시료, AZ91D 용탕시료, AZ91D virgin 잉곳 시료에 대 해서 제2상(β상)을 제외한 개재물에 대해서 측정한 결과 각각 0.566%, 0.660%, 0.572%, 0.670%의 평균 면분율이 나타났 고 이들 토대로 볼 때 합금의 종류에는 상관없이 virgin과 용 탕상태 등 시료의 조건에 의해서만 차이가 난다.
5) 개재물의 농도와 명도값의 상관관계에 대한 연구로 볼
때 마그네슘 합금내 500ppm이하의 개재물이 함유된 경우 양 호한 기계적특성을 가진다. AZ91D 및 AM50A 합금의 개재 물과 명도값의 상관관계를 검토해 볼 때 각각 44와 47의 명 도값을 가지는 경우 연신율 저하 등의 기계적특성에 문제가 발생하지 않을 것으로 예상이 가능하다.
감사의 글
본 연구는 부경대학교의 ‘2014년 자율창의학술연구비 지원사 업’에 의하여 수행되었기에 이에 감사드립니다.
Fig. 12. Quantitative analysis for impurities in various conditions.
References