<학술논문> DOI:10.3795/KSME-A.2009.33.7.664
동종금속용접이 이종금속용접부 잔류응력에 미치는 영향 평가 시 안전단 길이에 따른 효과
송태광* · 전윤배*· 오창영*· 배홍열* · 김윤재† · 이상훈** · 이경수*** · 박치용***
(2009 년 1 월 5 일 접수, 2009 년 6 월 5 일 수정, 2009 년 6 월 5 일 심사완료)
Effects of Similar Metal Weld on Residual Stress in Dissimilar Metal Weld According to Safe End Length
Tae-Kwang Song, Yun-Bae Chun, Chang-Young Oh, Hong-Yeol Bae, Yun-Jae Kim, Sang-Hoon Lee, Kyoung-Soo Lee and Chi-Yong Park
Key Words : Welding Residual Stress(용접잔류응력), Dissimilar Metal Weld(이종금속용접), Similar Metal Weld(동종금속용접), Safe End(안전단)
Abstract
Nozzle in nuclear power plant is connected to pipe using safe end. Dissimilar metal weld between nozzle and safe end is followed by similar metal weld between safe end and pipe. And thus residual stress in dissimilar metal weld can be affected by similar metal weld. Similar metal weld impose bending stress on dissimilar metal weld, which is according to the length of safe end. In this study, simple nozzle model which covers various radius to thickness ratios was proposed to quantify residual stress in dissimilar metal weld based on finite element analyses. As a result, short length of safe end was proved to be more effective to mitigate residual stress in dissimilar metal weld and critical effective length of safe end is provided according to the radius to thickness ratio.
1. 서 론
구조물에 발생하는 응력 해석은 R6, API 579(1,2) 등의 코드에서 제시하는 균열 평가법을 수행하기 위한 필수 항목이다. 따라서 용접부 균열 평가를 위해서 용접부에 발생하는 잔류응력을 정확히 예 측하는 것이 중요하다.
배관 용접부는 비교적 형상이 단순하기 때문에 배관 두께 및 두께 비(반경/두께)에 따른 잔류응력 분포에 대한 연구가 체계적으로 수행되어 왔
다.(3~7) 반면 노즐 이종금속용접부는 서로 다른 외
경을 가지는 노즐 및 배관으로 구성된다. 그리고 노즐 끝단 보호를 위해 사용하는 안전단의 경우 일반적으로 안전단의 길이가 노즐에 따라 다르다.
이는 노즐 및 안전단을 연결하는 이종금속용접부 (DMW, dissimilar metal weld)와 안전단 및 배관을 이어주는 동종금속용접부(SMW, similar metal weld) 사이의 거리가 노즐에 따라 달라짐을 의미한다.
이러한 이유로 노즐 이종금속용접부 잔류응력에 대한 지금까지의 연구는 개별 노즐에 대해 주로 수행되어 왔다.(8~14)
최근 수행된 연구결과에 의하면 동종금속용접에 의해 기존 이종금속용접부 내면 잔류응력이 줄어 듦을 알 수 있다.(15~17) 그러나 이러한 결과 역시 특정 안전단 길이에 한정된 결과로서 동종금속용 접의 영향이 나타날 수 있는 안전단 길이에 대한 기준은 제시되지 않고 있다.
† 책임저자, 회원, 고려대학교 기계공학부 E-mail : [email protected]
TEL : (02)3290-3372 FAX : (02)929-1718
* 고려대학교 기계공학부(원)
** 한국기계연구원
*** 한전전력연구원
본 연구에서는 한국 원전에서 사용되고 있는 다 양한 노즐 형상에 대한 분석을 수행하여 일반적으 로 적용할 수 있는 단순한 모델을 제시하였다. 그 리고 제시된 모델을 통해 노즐의 두께 비 및 안전 단 길이에 따른 잔류응력 분포를 체계적으로 정리 하였다. 또한 기존 연구에서 고려하지 않은 동종 금속용접을 고려하여 동종금속용접이 이종금속용 접부 잔류응력 분포에 미치는 영향을 정량화하였 다. 유한요소 잔류응력 해석 결과 동종금속용접을 통해 이종금속용접부 내면 축 방향 잔류응력은 압 축 방향으로 감소하였으며 특히 안전단 길이가 짧 을수록 동종금속용접의 영향이 크게 나타남을 확 인하였다. 따라서 본 연구 결과를 통해 새로운 노 즐 제작 시 짧은 길이의 안전단 사용을 권장한다.
2. 노즐 용접부의 형상, 재료 물성 및 제작 과정
원전 노즐은 사용목적에 따라 반응로(reactor) 입 /출구 노즐, 가압기 안전/방출 및 밀림관 노즐 등 다양하지만 다음과 같이 세 가지 점에서 유사하다.
2.1 형상의 유사성
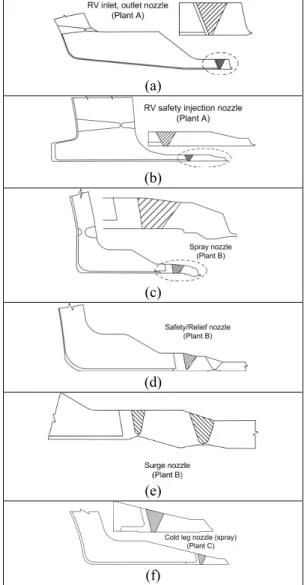
Fig. 1 은 국내 원전에서 사용되고 있는 다양한 노즐 형상을 나타낸다. 각각의 노즐은 원자로(Fig.
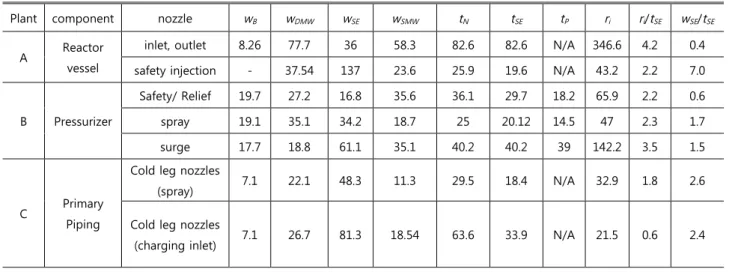
1(a)), 가압기(Fig. 1(b)~(e)) 및 주 배관에 사용되는 노즐(Fig. 1(f))로서 그림에서와 같이 노즐용접부는 일반적으로 노즐/버터링 층/이종금속용접부/안전단 /동종금속용접부/배관의 순으로 구성된다. Fig.2 및 Table 1 은 노즐용접부의 치수를 나타낸다. 노즐 형 상은 Fig. 1 에서와 같이 제작자 및 사용용도에 따 라 다르므로 Fig. 2 에 도시한 기호를 통해 치수를 정의하였다. 노즐 두께(tN)는 이종금속용접부가 노 즐과 만나는 지점에서의 두께로 정의하였으며 안 전단의 두께(tSE)는 안전단이 이종금속용접부와 만 나는 지점에서의 두께(t1) 및 동종금속용접부와 만 나는 지점에서의 두께(t2)의 평균값으로 정의하였 다. 그리고 버터링 층의 폭(wB), 이종금속용접부의 폭(wDMW) 및 동종금속용접부의 폭(wSMW)은 노즐 외면에서의 값으로 나타내었다. 이 때, 각 노즐은 1 차 계통에서 사용되므로 두께 비(ri/tSE)가 5 미만 이며 노즐과 배관의 중간 두께에 해당하는 안전단 의 두께는 20mm 이상임을 알 수 있다.
2.2 재료의 유사성
Table 2 는 Fig. 1 에서 제시한 다양한 노즐용접부
(a)
(b)
(c)
(d)
(e)
(f)
Fig. 1 Schematic diagrams of dissimilar metal weld nozzle
Fig. 2 Definition of notations for PWR nozzle
를 구성하는 노즐, 버터링 층, 이종금속용접부, 안 전단, 동종금속용접부 및 배관에 사용된 재료를 보여준다. 표에서와 같이 노즐은 일반적으로 저합 금강이 사용되며 버터링 층 및 이종금속용접부는 니켈기 합금이 상용된다. 그리고 안전단, 배관 및 동종금속용접부는 스테인리스강이 사용된다.
Table 1 Dimensions for various nozzles.
Plant component nozzle wB wDMW wSE wSMW tN tSE tP ri ri/tSE wSE/tSE
A Reactor vessel
inlet, outlet 8.26 77.7 36 58.3 82.6 82.6 N/A 346.6 4.2 0.4 safety injection - 37.54 137 23.6 25.9 19.6 N/A 43.2 2.2 7.0
B Pressurizer
Safety/ Relief 19.7 27.2 16.8 35.6 36.1 29.7 18.2 65.9 2.2 0.6
spray 19.1 35.1 34.2 18.7 25 20.12 14.5 47 2.3 1.7
surge 17.7 18.8 61.1 35.1 40.2 40.2 39 142.2 3.5 1.5
C Primary Piping
Cold leg nozzles
(spray) 7.1 22.1 48.3 11.3 29.5 18.4 N/A 32.9 1.8 2.6
Cold leg nozzles
(charging inlet) 7.1 26.7 81.3 18.54 63.6 33.9 N/A 21.5 0.6 2.4
Table 2 Materials for various nozzles.
Plant component nozzle Nozzle Buttering DMW Safe
End SMW Pipe Cladding
A RV
inlet, outlet SA-508
Cl.2 Alloy 82/182 Alloy 82/182 SA-182
TP316 N/A A351
CF8M N/A
safety injection SA-508
Cl.2 Alloy 82/182 Alloy 82/182 Inconel
SB-166 N/A A376
TP316 N/A
B Pressurizer
Safety / Relief SA508
Cl.2a Alloy 82/182 Alloy 82/182 F316L ER308L Stainless
steel TP304
spray SA508
Cl.2a Alloy 82/182 Alloy 82/182 F316L N/A Stainless
steel TP304
surge SA508
Cl.2a Alloy 82/182 Alloy 82/182 F316L N/A Stainless steel
Stainless steel
C Primary Piping
Cold leg nozzles
(spray) N/A Alloy 52/152 Alloy 52/152 N/A N/A N/A N/A
Cold leg nozzles
(charging inlet) N/A Alloy 52/152 Alloy 52/152 N/A N/A N/A N/A
2.3 제작과정의 유사성
버터링 용접은 노즐 끝단 보호 및 안전단과의 용접성 향상을 위해 수행되며 후열처리(PWHT, post weld heat treatment)를 통해 잔류응력이 거의 제거된다.(11) 그리고 노즐 및 안전단사이의 이종금 속용접은 노즐 제작자에 의해 공장에서 용접되며 (shop weld) 안전단 및 배관사이의 동종금속용접은 시공자에 의해 현장에서 용접(field weld)된다.
3. 유한요소 해석
3.1 노즐용접부에 대한 단순 형상 제시
2 장에서 언급한 바와 같이 원전 1 차측 노즐 용
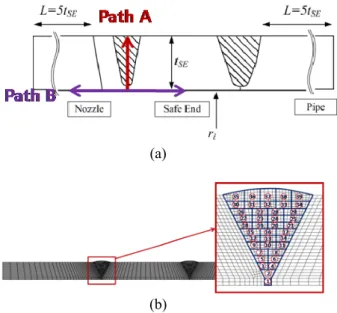
접부는 형상, 재료 및 제작 과정에서 유사하므로 Fig. 3(a)와 같이 노즐용접부에 대한 단순 모델을 제안하였다. 노즐부 두께는 노즐>안전단>배관 순 이므로 안전단의 두께(tSE) 및 내경(ri)을 기준으로 하여 노즐용접부를 배관용접부 형상으로 단순화 하였다. 안전단의 두께는 상대적으로 두꺼운 밀림 관 노즐을 고려하여 40 mm 두께 만을 고려하였으 며 두께 비(ri/tSE)는 1, 5, 10 및 20 을 고려하였다.
안전단의 길이는 Table 1 에 나와있는 범위를 만족 하기 위해 wSE/tSE=0.5, 1.0, 2.0 및 4.0 을 고려하였다.
이 때 노즐 및 배관의 길이(L)는 구속 효과 (constraint effect) 영향을 배제하기 위해 충분히 길
(a)
(b)
Fig. 3 (a) Schematic diagram of simplified shape nozzle and (b) corresponding FE mesh
게 (L=5tSE) 설정하였다. 그리고 버터링 용접부의 두께 및 용접부 경사각은 노즐 도면에서의 평균값 인 5.5mm 및 63.4°를 사용하였다.
단순화한 형상에 대한 유한요소 모델은 Fig. 3(b) 와 같다. 한 개의 용접 비드 면적은 실제 비드 면 적을 고려한 21mm2(0.03in2)이며(10) 따라서 이종금 속용접부 및 동종금속용접부는 39 개의 비드로 구 성된다.
3.2 유한요소 용접 잔류응력 해석
본 연구에서는 ABAQUS 를 사용하여 용접잔류 응력해석을 수행하였다. 이 때, 용접에 대한 과도 열 해석을 우선 수행하였으며 그 결과 얻은 시간 에 따른 온도 분포 결과를 통해 응력해석을 수행 하였다.(18)
열 해석 시 입열은 ABAQUS 에서 제공하는 체 적플럭스(body flux)를 통해 구현하였으며 입열량, 입열 시간 및 냉각 시간 등은 용접절차시방서 (WPS, welding procedure specification)을 고려하여 산출하였다. 용융 비드의 초기 온도는 용접 재료 의 용융온도+10℃ 로 가정하였다.(13)
응력 해석 시에는 용융에 따른 응력풀림효과 (annealing effect)를 고려하였다. 그리고 다층 용접 에서는 일련의 비드에 의해 팽창/수축과 같은 반 복하중이 발생하므로 Bauchinger 효과를 구현하기 위해 비선형이동성경화모델(non linear kinematic hardening model)을 사용하였다.(19,20)
(a)
(b)
Fig. 4 Comparisons of present F.E. results with existing results of EPRI for surge nozzle. (a) Axial and (b) hoop residual stress along the thickness
유한요소 해석 시 1 차 요소를 사용하였으며(3) 해석에 사용된 요소 및 노드 수는 각각 대략 3600 개 및 3700 개에 해당한다.
열 해석 및 응력 해석 시 필요한 온도에 따른 재료 물성에는 항복강도, 탄성 계수, 열 팽창계수, 밀도, 비열, 잠열 및 열전도계수 등이 있다. 이와 같은 재료 물성은 설계 코드,(21) 재료 제작사의 데 이터베이스(22) 및 문헌 자료(23,24)를 통해 얻을 수 있었다. 본 연구에서 고려한 재료 물성은 최근 저 자들의 논문에서 확인할 수 있다.(13,16)
4. 유한요소 해석 결과
4.1 유한요소 잔류응력 해석에 대한 검증 용접잔류응력 해석은 많은 해석 관련 변수를 수
(a) (b)
(c) (d)
Fig. 5 Residual stress distribution in dissimilar metal weld respect to ri/tSE. Nozzle was welded to safe end. Axial and hoop residual stress at inner surface ((a) and (b)) and along the thickness ((c) and (d))
반하므로 해석 기법에 따라 상이한 결과를 얻을 수 있다. 따라서 본 연구에서는 기존 연구 결과를 재현 및 검증함으로써 해석 결과에 대한 신뢰성을 확보하였다.
Fig. 4 는 EPRI(Electric Power Research Institute)에 서 작성한 MRP 106 보고서에 수록된 내경 10 inch 밀림관 노즐(surge nozzle)에 발생하는 잔류응력 분 포를 보여준다.(8) 그림에서 잔류응력 분포 경로는 용접부 두께 방향이며 Fig. 3(a)에서 도식적으로 확 인할 수 있다. MRP 106 보고서에서는 재료를 탄성 -완전 소성(elastic-perfectly plastic)으로 가정하였으 며 동종금속용접은 고려하지 않았다. 그리고 용접 시 배관 끝단을 자유 경계 조건으로 설정하였다.
본 연구에서는 MRP 106 에서 사용한 해석 기법을 그대로 모사하여 잔류응력 해석을 수행하였다. 그 결과 Fig. 4 에서와 같이 EPRI 결과와 정성적인 경 향이 일치하는 잔류응력 분포를 얻을 수 있었다.
그러나 일부 위치에서 잔류응력 값이 정량적인 차 이를 나타내고 있음을 확인할 수 있다. 이는 유한 요소해석 시 사용한 재료 물성의 차이에서 기인한 다고 사료되며 EPRI 보고서에서 재료 물성을 공 개하지 않았으므로 추가적인 분석은 수행하지 않 았다.
4.2 이종금속용접시 잔류응력 분포
이종금속용접에 대한 해석 수행 시 구속조건은
(a) (b)
(c) (d)
Fig. 6 Residual stress distribution in dissimilar metal weld respect to wSE/tSE for ri/tSE=1 nozzle. Safe end was welded to pipe. Axial and hoop residual stress at inner surface ((a) and (b)) and along the thickness ((c) and (d))
2.3 절에서 소개한 노즐 제작공정을 모사할 수 있 도록 설정하였다. 즉, 용접 동안 노즐 끝단 및 안 전단 끝단을 완전 구속하였으며 용접이 끝나면 구 속 조건을 해제하였다. 그 결과 배관의 두께비에 따른 축 방향 및 원주 방향 잔류응력 분포는 Fig.
5 에서 확인할 수 있다. 이 때 잔류응력 결과는 Fig. 3(a)에서 제시한 경로 A 및 경로 B 에서의 분 포로 나타내었으며 Fig. 5(a) 및 (b)는 경로 A, Fig.
5(c) 및 (d)는 경로 B 에 해당한다.
해석 결과 배관의 반경-두께 비가 증가할수록 용 접부 내면 축 방향 및 원주 방향 잔류응력이 증가함 을 확인할 수 있다. 또한 ri/tSE=1 을 제외하면 노즐 내면에서 강한 인장 잔류응력을 나타내며 특히 축 방향 내면에서 Alloy 82/182 의 항복강도(430 MPa)의
70%수준에 해당하는 잔류응력을 나타내었다.
4.3 동종금속용접시 잔류응력 분포
동종금속용접 시 배관의 구속 조건은 발전소에 따라 다르며 같은 발전소 내에서도 설계에 따라
달라진다.(8,25,26) 이러한 이유로 동종금속용접 시
배관의 구속조건에 따른 영향을 배제하기 위해 배 관 끝단을 자유경계조건으로 설정하였다.
Fig. 6 및 7 은 ri/tSE=1, 5 인 경우 동종금속용접이 끝난 후 이종금속용접부에서의 잔류응력 분포를 나타낸다. 이 때 다양한 안전단 길이 (wSE/tSE=0.5, 1.0, 2.0, 4.0)를 고려하였으며 응력 산출 경로는 4.2 절에서와 동일하다.
(a) (b)
(c) (d)
Fig. 7 Residual stress distribution in dissimilar metal weld respect to wSE/tSE for ri/tSE=5 nozzle. Safe end was welded to pipe. Axial and hoop residual stress at inner surface ((a) and (b)) and along the thickness ((c) and (d))
동종금속용접을 수행하게 되면 기존 이종금속용 접부 내면에 발생하였던 잔류응력 분포가 압축방 향으로 이동함을 확인할 수 있다. 이 때, 안전단의 길이가 짧을수록 동종금속용접이 이종금속용접부 잔류응력에 미치는 영향은 증가하였으며 ri/tSE=1 에서는 wSE/tSE=1.0 이하에서, ri/tSE=5 에서는 wSE/tSE=2.0 이하에 그 영향이 나타났다. 이 때, 잔 류응력은 wSE/tSE=0.5 에서 각각 최대 100MPa 및 300MPa 감소하였다.
5. 결과 및 토의
용접부는 냉각 시 수축하게 되며 동종금속용접 부 역시 반경 방향으로 수축하게 된다. 이와 같은
수축은 이종금속용접부에 굽힘하중을 가하게 된다.
따라서 Fig. 6(c) 및 7(c)에서와 같이 동종금속용접 을 수행하게 되면 이종금속용접부 내면에서는 압 축력이, 외면에는 인장력이 발생하게 됨을 확인할 수 있다. 용접부 수축은 변위제어방식에 해당하는 하중이므로 안전단의 길이가 짧을수록 동종금속용 접의 영향은 증가하며 이는 Fig. 6 및 7 에서 확인 할 수 있다.
동종금속용접이 이종금속용접부 잔류응력에 미 치는 영향은 배관의 구속조건에 따라서 달라질 수 있다. 4.3 절에서는 배관 끝단 구속이 없는 상태이 므로 동종금속용접의 영향이 가장 크게 나타날 수 있는 경계조건에 해당한다. 따라서 본 연구에서는 동종금속용접의 영향이 최소가 될 수 있는 경계
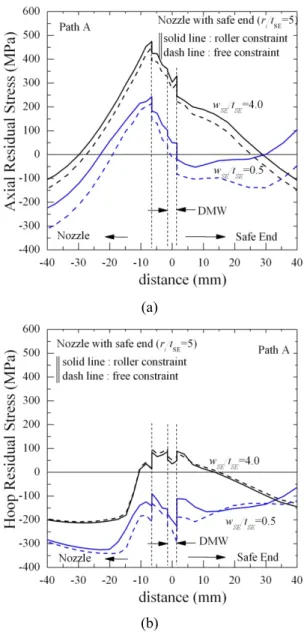
조건을 설정하여 경계조건에 따른 영향을 확인하 였다. Fig. 8은 ri/tSE=5일 때, 동종금속용접의 영향이 가장 크게 나타나는 경우(wSE/tSE=0.5) 및 영향이 없는 경우(wSE/tSE=4.0)에 대한 경계조건이 미치는 영향을 나타낸다. 이 때, 배관 끝단의 원주 방향 변위만 허용하고 축 방향 변위를 구속한 경계조건 을 비교 대상으로 선정하였다(Fig. 9). 그 결과 동 종금속용접부의 수축을 방해하는 구속조건에서는 동종금속용접이 이종금속용접부 잔류응력 분포에 미치는 영향이 줄어듦을 확인할 수 있다. 그러나 Fig. 9에서와 같이 보수적인 경계조건을 가정하더 라도 기존 결과와의 차이가 대략 50 MPa 내외로 그 영향이 크지 않음을 알 수 있다.
6. 결 론
본 연구에서는 원전 노즐 이종금속용접부에서 발생하는 용접잔류응력을 유한요소 해석을 통해 제시하였다. 이를 위해 노즐을 단순 배관 용접부 와 같은 단순한 형태로 가정하였으며 제시한 모델 의 타당성을 기존 문헌 결과와의 비교를 통해 검 증하였다. 또한 동종금속용접이 이종금속용접부 잔류응력에 미치는 영향을 파악하기 위해 다양한 반경/두께 비 및 안전단 길이에 대한 체계적인 해 석을 수행하였다. 그 결과 본 연구의 결론은 다음 과 같다.
(1) 서로 다른 외경을 가진 노즐 및 배관으로 연결된 이종금속용접부는 안전단의 두께 및 내경 을 통해 배관용접부 형태의 단순 모델이 가능하다.
(2) 동종금속용접은 이종금속용접부에 굽힘하중 을 가하게 된다. 따라서 동종금속용접을 수행하게 되면 이종금속용접부 내면 축 방향 잔류응력은 줄 어들게 되며, 외면 축 방향 잔류응력은 증가한다.
(3) 동종금속용접의 영향은 안전단의 길이가 짧 을수록 크게 나타난다. ri/tSE=1 노즐에서는 wSE/tSE=1.0 이하에서, ri/tSE=5 노즐에서는 wSE/tSE=2.0 이하인 안전단 길이에서 동종금속용접의 영향이 나타나기 시작한다. 따라서 새로운 노즐 제작 시 이종금속용접부 잔류응력 완화를 위해 짧은 길이 의 안전단 사용을 권장한다.
(4) 동종금속용접의 영향은 배관 끝단 구속 조 건에 따라 달라진다. 그러나 경계 조건이 변하더 라도 4 장에서 제시된 결과와 비교하여 50MPa 내 외의 미미한 변화가 발생한다. 따라서 본 연구 결 과는 일반적인 발전소 조건에 유용하게 적용 가능 하다고 판단된다.
(a)
(b)
Fig. 8 Effect of constraint effect on residual stress at inner surface. (a) Axial and (b) hoop residual stress
(a)
(b)
Fig. 9 Schematic configuration of two typical constraint.
(a) free boundary condition and (b) roller boundary condition at pipe end
송태광 · 전윤배 · 오창영 · 배홍열 · 김윤재 · 이상훈 · 이경수 · 박치용 672
후 기
본 연구는 기초전력연구원(R-2007-2-066) 및 고 려대특별연구비(K0401061)의 지원으로 수행된 과 제임.
참고문헌
(1) British Energy Generation Ltd., 2007,
“R6:Assessment of the Integrity of Structures Containing Defects,” Rivision 4.
(2) American Society of Mechanical Engineers, 2007,
“API-579-1/ASME FFS-1. Fitness-for-service.”
(3) Yaghi, A., Gyde, T. H., Becker, A. A., Sun, W., Williams, J. A., 2006, “Residual Stress Simulation in Thin and Thick-Walled Stainless Steel Pipe Welds Including Pipe Diameter Effects,” International Journal of Pressure Vessels and Piping, Vol. 83, pp.
864~874.
(4) Brickstad, B., Josefson, B. L., 1998, “A Parametric Study of Residual Stresses in Multi-Pass Butt-Welded Stainless Steel Pipes,” International Journal of Pressure Vessels and piping, Vol. 75, pp.11~25.
(5) U.S. Nuclear Regulatory Commission, 1992,
“Technical Report on Material Selection and Processing Guidelines for BWR Coolant Pressure Boundary Piping-Final Report,” NUREG-0313, Revision 2.
(6) Abel, J.S, Titrington, J., Jordan, R., Porowski, J. S., O’Donnell, W. J., Badlani, M. L., Hampton, E. J., 1988,
“Mechanical Methods of Improving Resistance to Stress Corrosion Cracking in BWR Piping Systems,”
Int. J. Pres. Ves. and piping, Vol.34, pp.17-29.
(7) Edwards, N. W., 1986, “Weld Overlay of BWR Flawed Piping,” Int. J. Pres. Ves. & Piping, Vol 25, pp.17-24.
(8) Material Reliability Program : Welding Residual and Operating Stresses in PWR Alloy 182 Butt Welds (MRP-106), EPRI, Palo Alto, CA:2004. 1009378.
(9) Bamford, W., Newton, B. Seeger, D., 2006, “Recent Experience with Weld Overlay Repair of Indications in Alloy 182 Butt Welds in Two Operating PWRs,” Trans.
of ASME PVP conference, PVP2006-ICPVT-11-93891.
(10) Limpus, C.R., Dijamco, D. G., Bax R, Cofie, Nathaniel G., , 2007, “Effect of Size of Butt Weld Repaires on Weld Overlay Residual Stresses,” Trans.
of ASME PVP conference, PVP2007-26636.
(11) Brust, F. W., Scott, P. M., 2007, “Weld Residual Stresses and Primary Water Stress Corrosion Cracking in Bimetal Nuclear Pipe Welds,” Trans. of ASME PVP conference, PVP2007-26636.
(12) Courtin, S., Gilles, P., 2006, “Detailed Simulation of an Overlay Repair on a 14” Dissimilar Material Weld,”
Trans. of ASME PVP conference, PVP2006-ICPVT-11- 93823.
(13) Song,T.K., Bae,H.Y., Kim, Y.J., Lee, K.S., Park, C.Y., 2008, “Sensitivity Analyses of Finite Element Method for Estimating Residual Stress of Dissimilar Metal Multi-Pass Welding,” T r , Vol.32, No. 9, pp.770-781.
(14) White, G., Broussard, J., Collin, J., Klug, M., Harrington, C. and DeBoo, G., 2008, “Advanced FEA Modeling of PWSCC Crack Growth in PWR Dissimilar Metal Piping Butt Welds and Application to the Industry Inspection and Mitigation Program,”
Trans. of ASME PVP conference, PVP2008-61616.
(15) Rudland, D., Zhang, T., Wilkowski, G. and Csontos, A., 2008, “Welding Residual Stress Solutions for Dissimilar Metal Surge Line Nozzles Welds,” Trans. of ASME PVP conference, PVP2008-61285.
(16) Song, T. K., Bae, H. Y., Chun, Y. B., Oh, C. Y., Kim, Y. J., Lee, K. S., Park, C. Y., 2008, “Estimation of Residual Stress Distribution for Pressurizer Nozzle of Kori Nuclear Power Plant Considering Safe End,”
Trans. of the KSME(A), Vol.32, No. 8, pp. 668-677.
(17) Muroya, I., Iwamoto, Y., Ogawa, N., Hojo, K., Ogawa, K., 2008, “ Residual Stress Evaluation of Dissimilar Weld Joint Using Reactor Vessel Outlet Nozzle Mock-up Model (report-1),” Trans. of ASME PVP conference, PVP2008-61829.
(18) ABAQUS, 2007, “ABAQUS Standard/User’s Manual, Version 6.7,” ABAQUS, Inc.
(19) Nadri, B., Bouchard, P. J., Truman, C. E. and Smith, D. J., 2007, Trans. of ASME PVP Conference, PVP2007-26265.
(20) Dennis, R. J., Leggatt, N. A. and Gregg, A., 2008,
“Optimization of Weld Modeling Techniques-Bead-on- Plate Analysis,” Trans. of ASME PVP Conference, PVP2006-ICPVT-11-93907.
(21) ASME, 2004, “Materials,” ASME Boiler and Pressure Vessel Code, Sec. II, Part D-properties”
(22) Special Metals Corporation, 2007, “Inconel 600 Information,” www.specialmetals.com.
(23) Dong, P., 2001, “Residual Stress Analyses of a Multi-Pass Girth Weld: 3-D Special Shell Versus Axisymmetric Models,” ASME Journal of Pressure Vessel Technology, Vol.123,pp.207-213.
(24) Elocate, C.D., Dennis, R.J., Bouchard, P.J., Smith, M.C., 2005, “Three Dimensional Multi-Pass Repair Weld Simulations,” International Journal of Pressure Vessels and Piping, Vol. 82, pp. 244~257.
(25) Material Reliability Program : Advanced FEA Evaluation of Growth of Postulated Circumferential PWSCC Flaws in Pressurizer Nozzle Dissimilar Metal Welds (MRP-216, Rev. 1), Evaluations Specific to Nine Subject Plants., EPRI, Palo Alto, CA:2007.
1015400.
(26) Martin, C., Bamford, W. and Palm, N., 2008,
“Manufacturing Methodology, Repair History, and Loadings for Westinghouse and Combustion Engineering Pressurizers, to Support Detailed Structural Integrity Evaluations of the Nozzle Safe End Configurations,”
Trans. of ASME PVP Conference, PVP2008-61843.