Alloy 600 노즐관통부의 이종금속용접 잔류응력에 따른 응력부식균열 거동 분석
김성우†․ 김홍표*․ 김동진*․ 정재욱**․ 장윤석***
Analysis of SCC Behavior of Alloy 600 Nozzle Penetration According to Residual Stress Induced by Dissimilar Metal Welding
Sung-Woo Kim†, Hong-Pyo Kim*, Dong-Jin Kim*, Jae-Uk Jeong** and Yoon-Suk Chang***
ABSTRACT
This work is concerned with the analysis of stress corrosion cracking(SCC) behavior of Alloy 600 nozzle penetration mock-up according to a residual stress induced by a dissimilar metal welding(DMW) in a nuclear reactor pressure vessel. The effects of the dimension and materials of the nozzle penetration on the deformation and the residual stress induced by DMW were investigated using a finite element analysis(FEA). The inner diameter(ID) change of the nozzle by DMW and its dependance on the design variables, calculated by FEA, were well consistent with those measured from the mock-up. Accelerated SCC tests were performed for three mock-ups with different wall thicknesses in a highly acidic solution to investigate mainly the effect of the residual stress on the SCC behavior of Alloy 600 nozzle. From a destructive examination of the mock-up after the tests, the SCC behavior of the nozzle was fairly related with the residual stress induced by DMW : axial cracks were found in the ID surface of the nozzle within the J-weld region where the highest tensile hoop stress was predicted by FEA, while circumferential cracks were observed beyond both J-weld root and toe where the highest tensile axial stress was expected.
Key Words : Dissimilar metal welding(이종금속용접), Finite element analysis(유한요소해석), Intergranular stress corrosion cracking(입계응력부식균열), Nozzle penetration(노즐관통부), Residual stress(잔류응력)
†
*
**
***
책임저자, 회원, 한국원자력연구원 E-mail : [email protected]
TEL :(042)868-4875 FAX :(042)868-8696 한국원자력연구원
성균관대학교 경희대학교
1. 서 론
내부식성이 강한 니켈계 합금과 스테인리스강은 가압경수로에서 다양한 주요 기기 재료로 사용되어 왔지만, 특수한 수화학 환경과 재료 상태에 따라 입 계부식, 공식, 응력부식균열 등 여러 가지 형태의 부 식이 발생하는 것으로 보고되고 있다1-6). 특히 니켈 계 합금, 탄소강 및 스테인리스강 등 두 종류 이상
의 금속들이 용접으로 접합된 이종금속 용접부로서, 원자로 하부 계측부(bottom-mounted instrumentation) 및 상부 제어봉 구동기구(control rod drive mechanism) 의 노즐 관통부의 경우, 노즐 내면에 1차측 응력부 식균열(primary water stress corrosion cracking)이 발 생하여 관통 균열로 성장하게 되면 방사화된 1차측 냉각수의 누설이나 안전사고를 일으킬 수 있으므로 최근 관심이 증대되고 있다.
원자로 노즐 관통부에 대한 주요 관심사항은 제작 및 보수과정의 이종금속용접 또는 냉각가공에 의해 발생하는 인장응력이다. 비정상적인 용접과정 또는 보수용접 등으로 과도한 입열량이 가해졌거나 용접 후 후열처리가 충분하지 않을 경우, 용접부에 높은
인장응력이 잔류할 수 있으며 단기간의 운전 조건 에서도 응력부식균열이 발생할 수 있다. 따라서 이 종금속용접부의 용접 중 응력발생7-9)이나 용접재의 응력부식균열에 미치는 잔류응력의 영향10,11) 및 잔 류응력분석을 통한 응력부식균열 발생 가능성 예측
12)에 관한 다수의 연구들이 선행된 바 있다. 그러나 원자로 노즐 관통부의 Alloy 600 모재의 응력부식균 열 거동과 용접잔류응력에 대한 관계를 공학적 실증 실험을 통해 비교 분석한 연구는 전무한 실정이다.
본 연구에서는 원전 현장에서 발생하고 있는 노즐 관통부의 응력부식균열에 미치는 주요 원인 중 하나 인 응력의 영향을 규명하기 위해서, 유한요소해석법 (finite element analysis)과 가속실험법을 이용하여 노 즐 관통부 실증 목업(mock-up)의 응력부식균열 거동 과 이에 미치는 잔류응력의 영향을 분석하고자 한 다. 우선 유한요소해석법을 이용하여 다양한 목업 설계 변수에 따라 용접시 발생하는 노즐의 소성 변 형과 잔류응력을 해석하고, 실증시험을 위해 목업을 제작하여 가속실험법을 통해 응력부식균열 거동을 분석함으로써, 잔류응력과의 관계를 비교 고찰하고 자 한다.
2. 실험 방법
2.1 노즐 관통부의 설계
잔류응력 해석에 사용된 노즐 관통부 목업은 Fig.
1의 개략도에 도시한 바와 같이 J자 홈(groove)형 용접부를 갖는다. 이종금속용접부의 설계 사양과 재
Fig. 1 Schematic drawing of the nozzle penetration mock-up used in the experiments
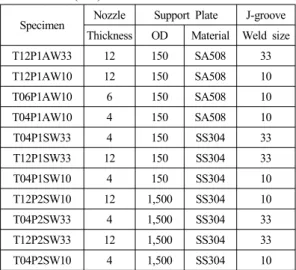
Table 1 Dimensions and materials of the components in the nozzle penetration mock-ups used in FEA(mm)
Specimen Nozzle Support Plate J-groove Thickness OD Material Weld size
T12P1AW33 12 150 SA508 33
T12P1AW10 12 150 SA508 10
T06P1AW10 6 150 SA508 10
T04P1AW10 4 150 SA508 10
T04P1SW33 4 150 SS304 33
T12P1SW33 12 150 SS304 33
T04P1SW10 4 150 SS304 10
T12P2SW10 12 1,500 SS304 10 T04P2SW33 4 1,500 SS304 33 T12P2SW33 12 1,500 SS304 33 T04P2SW10 4 1,500 SS304 10
료의 종류를 Table 1에 나타내었다. 노즐 관통부 설 계의 주요 변수는 노즐의 두께(T), 압력용기에 대응 하는 지지판(support plate)의 외경(ODs)과 재료, 그 리고 J자 홈의 크기(J1=J2)이다.
노즐 관통부 설계는 웨스팅하우스사의 3 루프(loop) 형 가압경수로에 근거하였는데, 실험 및 해석의 편 의성을 고려하여 하부계측기 노즐 관통부 중 원자 로 중앙에 위치한 축대칭 설계를 채택하였고, 용접 초층(buttering layer)과 클래딩층(cladding layer)은 설 계에 반영하지 않았다. 모든 목업 설계에서 노즐 및 용접재는 각각 Alloy 600 및 Alloy 182로 동일하며, 노즐의 길이(L), 내경(ID) 및 지지판의 두께(Ls)는 각 각 100mm, 15.5mm와 40mm로 일정하였다.
2.2 노즐 관통부의 잔류응력 해석
노즐 관통부의 이종금속 용접과정을 모사하기 위 해 상용 프로세서인 I-DEAS를 사용하여 2차원 축대 칭 유한요소해석 모델을 구성하였다. Fig. 2는 Table 1의 목업 설계 중 T12P1AW33에 대한 해석모델을 도시한 것으로, 8-node quadratic axis-symmetric heat- transfer quadrilateral element로 이루어졌다. 효율적인 해석을 위해 용접패스는 lumped pass법으로 간소화 하였다. 용접과정 중 온도의 변화와 이에 수반되는 잔류응력의 변화는 ABAQUS를 사용하여 해석하였 다. 잔류응력 해석은 탄소성 응력 모델(elasto-plastic
Table 2 Chemical compositions of the materials of the nozzle penetration mock-ups used in the SCC acceleration tests
Materials Composition(wt. %)
C Mn Si P S Ni Cr Mo V Ti Al Co Cu Nb+Ta Fe
Alloy 600 0.055 0.60 0.48 0.005 0.001 75.80 15.45 ND ND 0.18 0.171 0.06 0.03 ND 6.98 SA508 0.22 1.22 0.21 0.007 0.002 0.68 0.17 0.46 0.001 0.002 0.021 0.005 0.03 ND Bal.
Alloy 182 0.04 7.78 0.25 NR NR 67.52 13.86 ND ND 0.19 ND 0.06 ND 1.78 7.49 ND : Not detected, NR : Not reported
Fig. 2 Axis-symmetric model for simulation of the T12P1SW33 mock-up. The closed triangles indicate directional constraints of fixed me- chanical boundaries of the nozzle and support
stress model)과 등방성 경화 법칙(isotropic hardening law)을 사용하였고, 열응력 해석은 열해석 결과를 바 탕으로 계산한 온도 이력을 입력 데이터로 사용하여 수행하였다. 유한요소해석 절차 및 경계조건과 재료 의 열적 기계적 특성치는 이전 연구에서 상세히 기 술한 바 있다13).
2.3 노즐 관통부 목업 제작 및 가속실험법 응력부식균열 가속실험을 위해 Table 1의 노즐 관 통부 설계 중 T12P1AW10, T06P1AW10과 T04P1AW10 을 채택하여 제작하였다. 사용한 재료의 화학조성은 Table 2에 도시하였다. 용접 이전에 Alloy 600 노즐 은 1,150℃에서 15분 동안 용체화 열처리한 후, 600
℃에서 10시간 동안 예민화 열처리하였다. 이종금속 용접은 ASME Section IX14)에 근거한 용접절차서에 따라 피복금속 아크용접(shield metal arc welding)으 로 수행하였고, 용접후 초음파검사법으로 용접결함 이 없음을 확인하였다. 용접에 의한 노즐의 소성 변 형량은 용접 전후에 노즐 내경 변화를 측정하여 정 량화하였다.
응력부식균열 가속실험은 상온에서 관통 노즐 내 부에 1M Na2S4O6 수용액을 주입하여 7일간 수행한 후, Alloy 600 노즐을 절단하여 액상침투법(penetration test)으로 내면의 균열 양상을 관찰하였고, 화학 에 칭(2% bromine + 98% methanol)한 후 주사전자현 미경으로 노즐 단면 및 균열의 파면을 관찰하였다.
3. 결과 및 고찰
3.1 유한요소법을 통한 소성변형 및 잔류응력해석 잔류응력 해석 모델 및 부식 실증시험에 사용된 목 업 설계를 검증하기 위해서, 대표적으로 T12P1AW33 모델에 대해 원자로 압력용기에 해당하는 SA508 지 지판의 구속여부를 고려하여 아래와 같이 3가지 경 계조건에서 노즐의 소성 변형 및 내면에 잔류하는 원환 응력 분포를 해석하였다.
1) Case 1 : SA508 지지판 외면이 용접 전후에 구 속되어 있는 조건으로, 대형 압력용기에 관통 노즐 을 용접한 후 부식 실증 시험을 수행하는 경우
2) Case 2 : SA508 지지판 외면이 용접 후 구속이 해제되는 조건으로, 구속 조건에서 용접되지만 부 식 실증시험을 위해 Fig. 1과 같이 노즐이 용접된 상태로 지지판과 함께 절단하여 목업을 제작하는 경우
3) Case 3 : SA508 지지판 외면이 용접 전후에 구 속되지 않는 조건으로, Fig. 1과 같이 취급이 용이 한 크기의 지지판으로 목업을 제작하고 부식 실증 시험을 수행하는 경우
Fig. 3(a)와 (b)는 3가지 경계조건에서 계산된 용 접 후 노즐의 내경변화와 내면에 잔류하는 원환 응 력(hoop stress) 분포를 노즐의 길이방향으로 각각 도시한 것이다. Case 1의 경우 이종금속용접에 의 해 노즐의 내경이 0.1mm 정도 증가하고, 노즐 내면 에 약 450MPa의 인장방향 원환 응력이 발생하는 것
으로 예측되었다. 이는 압력용기에 해당하는 지지판 이 구속되어 있는 조건에서 용접 직후 용접재가 식 으면서 부피가 감소함에 따라 노즐의 확관이 일어 나는 것으로, 유사한 소성변형과 잔류응력 분포가 이전 연구에서 보고된 바 있다7). Case 2의 경우 용 접에 의해 노즐 내경은 증가하지만, 용접 후 지지판 의 구속을 해제하게 되면 지지판의 탄성변형이 회 복되어 부피가 수축하게 되므로 Fig. 3(b)와 같이 인 장방향의 원환 응력이 압축방향으로 바뀌게 된다.
Case 3의 경우도 이와 유사한 결과가 예측되었으며, 용접 전후 지지판이 구속되지 않는 경우 실제 원자 로 노즐 관통부의 잔류응력을 모사한 목업을 제작 하기 어렵다는 것을 알 수 있다.
따라서 본 연구에서는 Table 1에 제시된 바와 같 이 노즐의 두께(T), 지지판의 외경(ODs)과 재료, 그리
Fig. 3 (a) ID change and(b) residual hoop stress in ID surface of the nozzle in the T12P1AW33 mock-up calculated by FEA with various mechanical boundary constraints
고 J-용접부의 크기(J1, J2)를 주요 설계 변수로 선정 한 후, 유한요소해석을 통해 Alloy 600 노즐의 소성 변형과 내면 잔류응력을 계산하여 부식 실증시험에 사용할 목업의 설계 사양을 결정하고자 하였다. 이 중 대표적인 예로 Table 1의 T12P1AW10, T06P1AW10 및 T04P1AW10 목업에 대해 지지판이 구속되지 않 는 조건에서 유한요소해석법으로 구한 노즐 내면의 원환 응력 및 축방향 응력 분포를 Fig. 4(a)와(b)에 나 타내었다. 노즐의 두께가 12mm에서 4mm로 감소함 에 따라 J-용접부 영역내 노즐 내면에 잔류하는 원 환 응력 및 축방향 응력이 압축방향에서 인장방향으 로 증가하는 것을 알 수 있다. 특이할 점은 T06P1AW10 과 T04P1AW10T 목업의 경우, 노즐 내면에 잔류하 는 원환 응력은 J-용접부 영역내에서 최대 인장값을 갖는 반면에, 축방향 응력은 J-용접부 영역내에서는
Fig. 4 (a) Residual hoop and(b) axial stresses in ID surface of the nozzles in various mock-ups calculated by FEA
주로 압축값을 갖지만 용접 시작단(root)와 끝단(toe) 에서 최대 인장값을 가진다는 것이다. 또한 T12P1AW10 목업의 경우, 노즐 내면의 원환 응력만이 인장값을 갖는 것으로 나타났다.
Fig. 5 (a) ID change,(b) residual hoop stress and(c) residual axial stress in ID surface of the nozzles in various mock-ups calculated by FEA
Table 1의 다양한 설계 사양을 갖는 목업들의 J- 용접부 영역내 노즐 내경 변화, J-용접부 영역내 최 대 원환 응력, 그리고 용접 시작단 및 끝단에서 최 대 축방향 응력을 유한요소법으로 계산한 결과는 Fig. 5(a),(b),(c)와 같다. 다른 설계 변수가 동일한 조 건에서 노즐의 두께가 감소할수록 용접에 의한 노 즐의 내경 증가는 커지고, 노즐 내면에 잔류하는 원 환 응력과 축방향 응력은 인장방향으로 증가하였다.
또한 지지판의 외경이 증가할수록 노즐의 내경 증 가는 커지고, 원환 응력과 축방향 응력은 증가하였 다. 이는 지지판이 구속되지 않는 조건에서 용접 직 후 용접재가 식으면서 부피가 감소할 때, 노즐의 두 께가 감소하거나 지지판의 외경이 증가할수록 지지 판에 비해 노즐의 소성 변형량이 커지기 때문이다.
지지판의 재료를 달리할 경우, 기계적 강도가 낮 고 열팽창율이 높은 SS304을 지지판으로 사용한 목 업에 비해서, 상대적으로 기계적 강도가 높고 열팽 창율이 낮은 SA508을 지지판으로 사용한 목업에서 노즐의 내경 증가도 커지고, 노즐 내면의 원환 응력 과 축방향 응력도 증가하였다. J-용접부의 크기에 따 른 노즐 내경 변화와 응력의 변화도 유사한 노즐 내 경 및 응력 변화 경향을 보이는데, 이는 용접부의 크 기가 클수록 입열량이 증가하고, 부피 변화가 커지 기 때문이다.
이상의 유한요소해석 결과로부터, 여러 가지 설계 변수 중 노즐의 두께가 소성 변형 및 잔류응력에 가 장 큰 영향을 미치는 주요 변수임을 알 수 있었다.
Fig. 6 ID change of the nozzles along the distance from origin measured from the mock-up specimens with different wall thickness and calculated by FEA
따라서 노즐 두께를 주요 설계 변수로, 실제 잔류응 력 분포를 모사하면서 지지판의 구속이 어려운 부 식 실증시험 환경에서 취급이 용이한 3종의 목업을 제작하였다.
Fig. 6은 T12P1AW10, T06P1AW10 및 T04P1AW10 목업을 제작하여 측정한 용접 후 노즐 내경 변화와 유한요소해석법으로 계산한 값을 비교 도시한 것이 다. 지지판이 구속되지 않는 조건에서 실험값과 계 산값이 잘 일치하였다.
3.2 응력부식균열 거동 및 잔류응력의 영향 원자로 노즐 관통부와 같이 두께가 두꺼운 노즐 내면에서 발생하는 1차측 응력부식균열을 실험실적 으로 실증하기 위해서는, 재료에 잔류하는 응력을 모사할 수 있는 적절한 목업 설계 뿐만 아니라 허 용 가능한 실험 시간내에 균열 거동을 관찰할 수 있 는 가속 실험법도 필요하다. 이를 위해 본 연구에서 는 Alloy 600 노즐을 예민화 열처리한 후 상온에서 산성 수용액에 노출시켜 응력부식균열을 유발시켰다.
Fig. 7은 7일 동안 응력부식균열 가속실험을 수행 한 후 T12P1AW10, T06P1AW10 및 T04P1AW10 목
Fig. 7 Penetration test results of the ID surface of the nozzles after the SCC test for 7 days
업에서 노즐을 인출, 절단하여 내면의 균열 양상을 액상침투법으로 관찰한 사진이다. 모든 목업 시편 의 J-용접부 영역내 노즐 내면에서 다수의 축균열 이 관찰되었고, 특히 T06P1AW10와 T04P1AW10 목 업의 용접 시작단 및 끝단에 위치하는 노즐의 내면 에서 다수의 원주균열이 관찰되었다. 또한 노즐의 두께가 얇아질수록 균열의 크기와 수가 증가하는 경향을 보였다. SEM 분석결과(Fig. 8), 이 균열들은 노즐 내면에서 발생하여 입계를 따라 외부로 성장 하는 전형적인 입계응력부식균열인 것으로 판명되 었고, J-용접부 영역의 노즐에서 다수의 입계부식에 의한 체적성 결함들도 관찰되었다15-16).
응력부식균열 가속실험 결과로부터 얻어진 균열의 형태와 위치 및 유한요소해석을 통해 예측한 노즐
(a)
(b)
Fig. 8 SEM micrographs of (a) the cross-section and (b) fractured surface of axial crack in the ID surface of the nozzle of the T04P1AW10 mock-up after the SCC test for 7 days
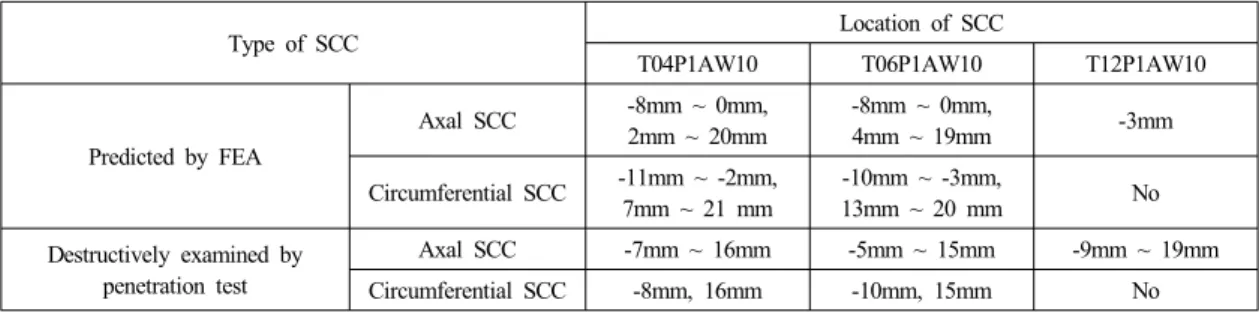
Table 3 Comparison between SCC behavior predicted by FEA and destructively examined by penetration test
Type of SCC Location of SCC
T04P1AW10 T06P1AW10 T12P1AW10
Predicted by FEA
Axal SCC -8mm ~ 0mm, 2mm ~ 20mm
-8mm ~ 0mm,
4mm ~ 19mm -3mm
Circumferential SCC -11mm ~ -2mm, 7mm ~ 21 mm
-10mm ~ -3mm,
13mm ~ 20 mm No
Destructively examined by penetration test
Axal SCC -7mm ~ 16mm -5mm ~ 15mm -9mm ~ 19mm Circumferential SCC -8mm, 16mm -10mm, 15mm No
내면 잔류응력 분포로부터 예측한 균열 정보를 비 교하여 Table 3에 나타내었다. 본 연구의 실험조건 과 유사한 상온의 Na2S4O6 수용액에서 예민화된 Alloy 600 재료의 응력에 따른 응력부식균열 거동을 고찰 한 기존 연구결과17)를 보수적으로 고려하면, 응력부 식균열이 발생 가능한 응력의 문턱값은 약 150MPa 로 계산할 수 있다. Fig. 4(a)에서 T04P1AW10 목업 의 노즐 내면 원환 응력이 문턱값보다 높은 위치는 기준점으로부터 약 -8mm에서 0mm 및 2mm에서 20 mm 영역으로 예측할 수 있는데, 동일한 설계로 제 작된 목업의 응력부식균열 가속실험에서도 Fig. 7과 같이 약 -7mm에서 16mm 위치에서 다수의 축결함 들이 관찰되었다. 또 Fig. 4(b)에서 T04P1AW10 목 업의 노즐 내면 축방향 응력이 문턱값보다 높은 위 치는 기준점으로부터 약 -11mm에서 -2mm 및 7mm 에서 21mm 영역으로 예측할 수 있는데, 응력부식 균열 가속실험에서도 약 -8mm 및 16mm 위치에서 원주균열들이 관찰되었다. 유사하게 T06P1AW10 목 업에서도 응력부식균열 거동과 잔류응력분포가 일 치하는 경향을 관찰할 수 있다.
T12P1AW10 목업의 경우, 노즐 내면 원환 응력 및 축방향 응력분포에서 기준점으로부터 약 -3mm 위치 에 국부적으로 축균열 발생 가능성이 예측된 반면 에, 원주균열은 발생하지 않을 것으로 예측되었다.
응력부식균열 가속실험 결과, 원주균열은 예측된 대 로 발견되지 않았으나, 축균열의 경우 예상보다 길 이가 긴 다수의 균열들이 관찰되었다. 이는 잔류응 력 예측에 사용된 경계조건 및 입열량 등이 실제 목 업 제작조건과 일부 차이가 있음을 의미하며, 추후 이에 대한 최적화가 수행될 예정이다.
4. 결 론
노즐 관통부 목업에 대한 잔류응력해석으로부터,
J-용접부 영역내에서는 노즐 내면의 원환 응력이 높 은 인장값을 갖고, 용접 시작단과 끝단에서는 축방 향 응력이 높은 인장값을 갖는 것으로 예측되었다.
또한 노즐의 소성 변형과 잔류응력에 가장 큰 영향 을 미치는 설계 변수는 노즐의 두께로 나타났으며, 유한요소해석법으로 계산한 값들과 부식 실증 시험 을 위해 제작된 목업에서 측정한 값들은 유사한 경 향을 보였다.
노즐 두께를 설계 변수로 제작된 3종의 목업에 대 해 응력부식균열 가속실험후 파괴검사를 수행한 결 과, 높은 인장방향 원환 응력이 잔류하는 것으로 예 측된 J-용접부 영역내 노즐 내면에서는 다수의 축 방향 입계응력부식균열들이 관찰되었고, 높은 인장 방향 축방향 응력이 잔류하는 것으로 계산된 용접 시작단과 끝단에 위치한 노즐 내면에서는 다수의 원주방향 입계응력부식균열들이 관찰되었다.
후 기
본 연구는 교육과학기술부가 주관하는 원자력연 구개발사업 중 복합환경 부식기구 규명 및 방지기 술개발 과제의 일환으로 수행되었다.
참고문헌
1. S.S. Hwang, H.P. Kim, D.H. Lee, U.C. Kim, J.S.
Kim, 1999, “The mode of stress corrosion cracking in Ni-base alloys in high temperature water containing lead”, J. Nucl. Mater., Vol. 275, pp.
28-36.
2. S.S. Hwang, H.P. Kim, J.S. Kim, 2003, “Degradation of Alloy 600 Steam Generator Tubes in Operating Pressurized Water Reactor Nuclear Power Plants”, Corrosion, Vol. 59, pp. 821-827.
3. D.J. Kim, S.S. Hwang, J.S. Kim, H.P Kim, 2009,
“Investigation of Steam Generator Tube Stress Corrosion Cracking Induced by Lead”, Transaction of the KPVP, Vol. 5, No. 2, pp. 1-6.
4. S.W. Kim, H.P. Kim, 2009, “Electrochemical Noise Analysis of PbSCC of Alloy 600 SG Tube in Caustic Environments at High Temperature”, Corros.
Sci., Vol. 51, pp. 191-196.
5. S.W. Kim, H.P. Kim, 2009, “Interpretation of Electrochemical Noise Parameters as Indicators of Initation and Propagation of SCC of an Alloy 600 SG Tube at High Temperature”, Nucl. Eng.
Technol., Vol. 41, pp. 1315-1322.
6. S.W. Kim, S.S. Hwang, H.P. Kim, 2009, “Statistical Evaluation of Factors Affecting IASCC of Austenitic Stainless Steels for PWR Core Internals”, J. Kor.
Inst. Met. Mater., Vol. 47, pp. 819-827.
7. K. Ogawa, D. Deng, S. Kiyoshima, N. Yanagida, K. Saito, 2009, “Investigations on Welding Residual Stresses in Penetration Nozzles by Means of 3D Thermal Elastic Plastic FEM and Experiment”, Comput. Mater. Sci., Vol. 45, pp. 1031-1042.
8. D. Deng, K. Ogawa, S. Kiyoshima, N. Yanagida, K. Saito, 2009, “Prediction of Residual Stresses in a Dissimilar Metal Welded Pipe with Considering Cladding, Buttering and Post Weld Heat Treatment”, Comput. Mater. Sci., Vol. 47, pp. 398-408.
9. K.S. Kim, H.J. Lee, B.S. Lee, I.C. Jung, K.S.
Park, 2009, “Residual Stress Analysis of an Overlay Weld and a Repair Weld on the Dissimilar Butt Weld”, Nucl. Eng. Des., Vol. 239, pp. 2771-2777.
10. P. Scott, M.-C. Meunier, F. Steltzlen, O. Calonne, M. Foucault, P. Combrade, C. Amzallag, 2007,
“Comparison of Laboratory and Field Experience of PWSCC in Alloy 182 and Weld Metal”, 13th Int. Conf. on Environmental Degradation of Materials in Nuclear Power Systems, Whistler, British Columbia, Aug. 19-23.
11. F. Vaillant, J.-M. Bourier, L. Legras, B. Yrieix, E. Lemaire, C. Amzallag, J. Champredonde, 2007,
“A Review of Weldability and SCC Behaviours of Ni-Based Weld Metals in Laboratory PWR Environment”, 13th Int. Conf. on Environmental Degradation of Materials in Nuclear Power Systems, Whistler, British Columbia, Aug. 19-23.
12. K.S. Lee, C.Y. Park, H.D. Kim, J.S. Km, J.H.
Park, 2007, “Preliminary Evaluation of Primary Water Stress Corrosion Cracking Initiation Potential on Small Penetration Nozzle Welds by Residual Stress Analysis”, Transaction of the KPVP, Vol.
3, No. 2, pp. 101-108.
13. S.C. Yu, Y.S. Chang, Y.J. Kim, S.W. Kim, S.S.
Hwang, H.P. Kim, 2008, “Comparison of Experimental and Numerical Analysis Data for BMI Mock-up with Dissimilar Metal Welds”, ASME Pressure Vessels and Piping Division Conf., New York, July 27-31.
14. ASME Section IX, 2010, “Qualification Standard for Welding and Brazing Procedures, Welders, Brazers, and Welding and Brazing Operators” in BPVC-IX-2010 BPVC Section IX-Welding and Brazing Qualifications, New York, ASME International.
15. R. Bandy, R. Roberge, R.C. Newman, 1983, “Low Temperature Stress Corrosion Cracking of Inconel 600 Under Two Different Conditions of Sensitization”, Corros. Sci., Vol. 23, pp. 995-1006.
16. S.S. Hwang, H.P. Kim, K.E. Kasza, J. Park, W.J.
Shack, 2005, “Leak Behavior of SCC Degraded Steam Generator Tubings of Nuclear Power Plant”, Nucl. Eng. Des., Vol. 235, pp. 2477-2484.
17. S.S. Kim, Y.S. Lee, J.S. Kim, S.S. Hwang, H.P.
Kim, J.Y. Park, 2007, “Evaluation of a Residual Stress Level in the Expansion Transition Region of a Steam Generator Tube by Corrosion Tests”, Corrosion and Protection, Vol. 6, pp. 33-40.