있으며 국내에도 몇 기가 도입이 되어 사용되고 있다.
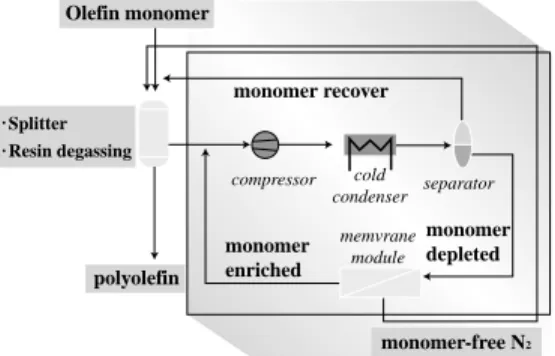
공정의 개념은 VOC 제거 공정과 유사하며 silicone계 분리막이 사용된다. Olefin계 monomer 의 회수에 사용되는 공정도는 [그림 2]와 같다.
이 공정에서는 monomer가 95% 이상 nitrogen stream도 재사용할 수 있어서 공정의 경제성을 더욱 향상시킬 수 있다. 설비투자에 대한 pay- back 기간도 2년 이내라는 것이 공급업자들의 이 야기이며 실제로 초기 투자에 대한 부담을 경감시 킬 수 있는 공정이다. 또 하나의 장점으로는 기존
의 석유화학 공정을 개조하지 않고 추가로 분리막 공정을 손쉽게 추가하는 형식이므로 설치하려는 업체들의 위험 부담률을 크게 경감시킬 수 있다.
기타 정제 공정
분리막 공정은 그 외에도 LNG 중에 포함되어 있는 heavy hydrocarbon, acid gas, water vapor 를 제거하는 공정에도 사용되어 연료로서의 LNG 를 효과적으로 정제하여 불완전 연소, 내연기관의 손상 등을 예방한다. 또한 LNG로부터 NGL (natural gas liquid)를 효과적으로 분리하는 데 사용되고 있다. 또한 석유 정제 공정에서 LPG와 수소를 분리하는 공정에도 사용되고 있다. 이밖에 도 석유 화학공정의 다양한 분야에 대한 분리막 공정의 적용을 위하여 성분별 선택성을 가지고 있 는 막의 소재 개발이 요구되며 각 공정별 특성에 따른 시스템의 설계기술이 요구된다. 또한 기존의 PSA 공정을 대체하기 위해서는 성능면이나 경제 적인 측면에서 더욱 경쟁력을 확보하기 위한 노력 이 요구되고 있다.
개 요
석유화학산업은 기초소재를 공급하는 국가경제 의 기간산업인 반면, 대외적으로는 날로 치열해지 는 시장환경 속에서 생존을 모색해야 하는 정도의 경쟁에 직면해 있다. 최근 들어 강화되고 있는 이
러한 추세는 제품의 고품질/고기능화, 원가절감, 고부가 신규제품 개발이라는 1차적 경쟁요소 외 에, 청정기술에 의한 환경부하 감소와 에너지 저 소비에 의한 온실가스(CO
2) 배출저감이라는 2차 적 요소가 새로이 대두되고 있다.
monomer recover
monomer enriched
monomer depleted polyolefin
monomer-free N2
compressor cold
condenser separator
memvrane module Splitter
Resin degassing Olefin monomer
그림 2. Olefin off-gas에서 monomer 회수를 위한 공 정도.
윤 현 기
대림산업 대덕연구소, [email protected]
생산규모를 감안할 때 석유화학 산업은 타 산업 에 비해 환경폐기물은 적은 수준이며, 그동안 많 은 투자와 사전적 또는 사후적 처리를 통해 상당 한 개선이 되기는 하였지만, 점차 강화되는 환경 과의 공존과 지속가능한 성장이라는 전세계적인 요구사항에 적극적으로 부응해야만 하는 것 또한 사실이다.
에너지 절약은 제품의 원가경쟁력 향상이라는 단순측면 이외에도, 동시에 SOx, NOx 등 환경물 질저감과 온실가스 배출저감이라는 또다른 긍정 적 효과를 제공하며, 에너지 다소비 업종으로 알 려진 석유화학 산업에서의 에너지절약은 중요한 의미를 제공한다. 때문에 선진국에서는 에너지 저 소비 산업, 공정, 제품으로의 전환과 에너지 절약 으로의 경제정책을 적극추진하고 있으며, 기후변 화협약시행은 이에 대한 하나의 주요 강제수단이 되고 있다.
국내 석유화학 산업은 ’90년대 후반 연평균 12%의 생산량 증대가 있었으며, 이에 비해 에너
지 사용량은 평균 8.4%수준을 유지하였는데, 이는 그동안 에너지 절약에 꾸준한 노력을 기울인 결과 이며, 연평균 3%의 효율성 증대가 실현되었다.
그러나 내년부터 발효전망인 기후변화협약(교 토의정서)에 따른 온실가스(CO
2) 감축규제가 시 행(1차공약이행기간 2003~2012, 2차공약이행기 간 2013~2018) 예정이며, 한국은 2차 기간중 감 축규제 적용가능성이 높게 전망되는데, 국내 총에 너지 및 석유화학 분야의 에너지 소비 증가율(’90 년대 평균 7.7%, 13.4%, 자료:에너지경제연구원) 은 GDP성장률(5.8%)을 감안해도 높은 편이다.
기후변화 협약상의 온실가스는 CO
2, CH
4, N
2O, HFCs, PFCs, SF
6등 6종이나, 석유화학 산업에 서는 현실적으로 에너지/연료사용에 의한 CO
2에 국한하였다.
한편, 2000년 이후 석유화학 성장율을 5% 전후 로 가정해도 에너지 사용효율화에 의한 감축비가 3%로 유지되는 한, 향후 석유화학 분야에서의 온 실가스 감축(에너지 사용감축)부담은 만만치 않 을 것으로 전망된다. 또한 석유화학 산업은 1999 년 국내 총에너지 사용량(181,365천 TOE)의 약 5.9% 점유하는데, 매출액대비 에너지비용은 평균 7% 수준(비용 2.1조)으로, 에너지 다소비 업종인 전력산업, 시멘트, 철강분야에 이어 4번째이며, 기 타 제조업 평균이 1% 전후인 것을 고려하면 향후 국가정책상 에너지 절약의 주요대상이 될 수 있음 을 알 수 있다.
반응진행을 위한 에너지 투입과 장치산업이라
그림 1. 에너지 사용량 및 석유화학 제품생산.표 1. 석유화학산업에서의 에너지 절약사업 추진
사용량(천TOE) 8,446 9,832 10,331 10,780 9,842
절약량(천TOE) 224 317 321 340 301
절약율(%) 2.2 3.2 3.1 3.2 3.1
절약액(백만원) 33,858 55,590 69,360 83,748 60,639
투자비(백만원) 37,379 48,586 46,022 90,088 55,519
(자료:석유화학공업협회)
1996 1997 1998 1999 평균
는 석유화학 특성상 에너지사용 감소에 어려움이 있으나, 그동안 각 업체에서는 연료대체, 폐열회수, 보일러 개선, 증류탑 운전개선, 시설개체 투자 등 우선적으로 조치가능한 분야에 지속적 개선이 이 루어졌으나, 장기적 관점에서 국가 기간산업으로서 해외기업과 경쟁하면서 지속가능한 성장을 하기 위해서는 동일한 수준의 효율향상은 필수적이다.
해외 석유화학 산업에서의 대응방향
미국 화학업계에서는 지속가능한 성장발전을 위한 Vision 2020을 설정하고, new process chemistry의 performance goals로서 다음 7가지 구체적 target 및 세부 roadmap을 제시하고 있으 며 이는 다양한 R&D를 통해 달성될 것으로 기대 하고 있다.
Reduce feedstock losses to waste and byproducts by 90%
Reduce energy intensity by 30%
Reduce emmisions, including CO
2and effluents by 30%
Increase use of C1 compounds by 20%, and use of renewables by 13%
Reduce the time to market through the use of the new R&D tools by 30%
Increase the number of new products and applications annually by 15%
Reduce production costs by 25%
이의 대표적 예시로서 BASF에서 개발된 ibuprofen을 들고 있으며, 이는 기존 6개 공정을 3단계 촉매공정으로 대체함으로써 에너지 절약 20~40% 감소, 폐기물 대폭감소, 리사이클에 의 한 투입원료의 전량사용 등을 실현하는 것으로 보 고하고 있다. 미국은 1974년 이래 화학산업 분야 의 에너지효율은 약 40%(연평균 2% 내외, 표 2. 국내 에너지 절약 사례(1999~2001)
공정최적화 1 process simulation
공정구성개선 2 반응기 열교환기추가, 중간저장단계 생략
생산공정 열분해로 1 열교환 시스템 보완(VCM)
부문 증류탑 운전조건 개선 4 tray설계대체, partial condenser추가
정제탑 탑정에너지 재활용(스팀생산) 탑저 스팀 grade 하향 및 진공운전
반응물 회수 재사용 2 흡착탑 설치, 정제방법 변경
보일러 폐열회수(공기) 3 폐열 추가열교환
폐가스 연소(수소, VOC) 2 VOC촉매연소 도입
스팀/응축수 추가활용, 배출억제 8 스팀 grade 단계별 활용, 잠열추가회수
유틸리티 냉각수 재활용 2 –
부문 진공장비 변경 1 –
Flare 연소장비 변경 1 –
폐수처리장 폭기조변경 1 –
폐기물 처리 설비 대체 1 Bio처리방법으로 대체
장치기기 납사분해로 brick, coil 3 Emissibity 증대
부문 저효율 장치 폐기, 변경 4 운전상황 변화
펌프 인버터(속도조절) 1 –
(자료 : 에너지관리공단, 1999~2001년 석유화학분야 에너지 절약의 자발적 협약 시행사례 발췌)
공정부문 에너지 절약 접근분야 횟수 비 고
American Chemistry Council 발표)정도 개선시 켰으나 동 기간 생산량 증가가 약 70%로 계속 증 가하고 있으며, 특히 타 분야의 에너지 소비증가 가 커서 교토의정서상의 탄소배출량 감축(1990년 대비 7% 감소)은 어렵게 전망되지만, 그 노력은 계속 진행 중이다.
일본은 업계공동의 에너지절약 program으로, 일본화학산업협회에서 1990년 기준 2010년의 에 너지원단위 10% 개선, 산업폐기물 40% 감축을 목표로 하고 있으며, 기후변화협약상의 감축의무 5%를 달성할 수 있을 것으로 전망하고 있다.
유럽은 22개국 4만여 기업이 참여한 European Chemical Industry Council을 통해 에너지소비 및 효율성 개선을 monitoring하며, 그동안 꾸준한 노력으로 기후변화 협약상의 요구사항을 만족시 킬 수 있는 입장에 있고, VEEP2005(voluntary energy efficiency program)에서 에너지 효율성 개선 지표로서 1990년 대비 2005년의 경우 20%
개선을 목표로 하고 있으며, 추진상황상 가능한 것으로 알려지고 있다. 이에 따라 에너지 사용과 CO
2방출을 산업통제와 무역규제 수단으로 확대 하려는 적극적 의사를 보이고 있다.
국내에서의 에너지 절약공정 개발 석유화학 분야 에너지 절약 현황
그동안 정부 업계간 자발적 협약(VA: vol- untary agreement)과 함께 석유화학분야에서도 공정개선 등을 포함한 많은 개선이 있었으며, 이 를 분석해 보면 공정자체에 영향이 적으면서, 투 자대비 효과가 가시적으로 나타나는 공정 외곽분 야에서의 열회수에 집중돼있음을 볼 수 있다. 기 술적 접근은 대부분 열교환기이며, 흡착탑, pro- cess simulation, biotreatment, 촉매연소 등이 적 용되기는 하였지만, 신규 대체공정 관점에서는 미 흡한 수준이다.
석유화학산업은 공정개발에 많은 시간과 비용 이 소요되며, 반면 상품 life cycle 및 투자회수 기 간이 매우 긴 대규모 장치산업의 속성을 가지고 있다. 이에 따라 신규기술에 의한 대체공정 개발 은 희소성이 강하며 사업적 측면에서 매우 큰 파 급효과를 제공하는데, 다음의 예를 들 수 있다.
촉매 분해접촉에 의한 납사분해(NCC) 대체 NCC는 에틸렌, 프로필렌 등 기초유분 생산공 정의 기본으로서, 국내 7개 업체에서 모두 적용하 고 있으며 국내석유화학 분야 에너지 총사용량의 약 30% 수준으로, 에틸렌기준 0.47~0.66TOE/
MT(투입원료기준 0.16~0.19TOE/MT)를 사용 하고 있다. 전체 생산공정 중 납사분해로의 에너 지 소요량이 약 70% 수준으로 이에 대한 대체공 정 개발은 에너지 절약/효율화 차원에서 매우 가 치가 있다.
촉매사용에 의한 분해공정은, 동일한 에틸렌 수 율(약 30% 전후)에서 반응온도를 낮추게 되며 (약 50℃ 이상), 반응온도를 더 낮추면 향후 에틸 렌 대비 가격우위로 전환예상되는 프로필렌의 수 율을 증가시킬 수 있으며(이 경우 반응소요 열량 의 현저히 감소됨), 또한 사용원료로서 경질납사 를 중질납사로 전환하여 원료가를 낮추며, 장치측 면에서는 고온 재질의 규격등급을 낮출 수 있는
그림 2. 납사 분해온도 및 반응(촉매)과의 생성물관계.
등 다양한 장점이 있다. 이에 따라 국내업계에서 도 개발 중에 있으며, 일부는 pilot 수준에서 괄목 할 성과를 보인 것으로 발표되고 있다. 개발의 관 점은 촉매설계 및 개발, 반응기 형태선정(튜브형/
유동층형) 및 운전기술 정립 등이다.
Reactive Distillation에 의한 DMC 제조 신공정개발 Di-methyl carbonate(DMC)는 각종 용매나 최근 Li 2차전지 전해용매 등의 고부가분야에 연 간 수천톤이 사용되고 있으며, 향후에는 phosgene (COCl
2) 대체공정, MTBE 대체물질로 사용 잠재 력이 매우 높다. 기존 합성법은 여러 가지가 있으 나, 모두 복잡한 반응단계에 따른 복잡한 제조공 정으로 제조원가가 높은 단점이 있어 용도확장이 지연되고 있다.
최근 CO
2및 메탄올을 사용한 신공정이 개발중 에 있으며, 이는 온실가스인 CO
2를 원료로 사용함 에 따른 환경부하를 직접적으로 감소시킬 뿐만 아 니라, 저가원료에 의한 제조원가 경쟁력, 또한 제 조공정 중에서도 반응과 분리를 동시에 시행함으 로써 장치 및 에너지 효율화가 가능한 다양한 이 점이 있다.
EO + CO
2→ EC
EC + CH
3OH → DMC + EG
이 공정에서는 DMC 1MT기준 CO
2수요량은 약 50%로서, 생산규모를 200,000MT로 할때 100,000MT/Y가 소요되며, 연료사용(중유 0.875MT-CO
2/TOE)에 의한 석유화학 분야 CO
2연간 발생량 9.5백만톤 중의 약 1%를 차지하며, 또한 equivalent energy는 -0.56TOE/MT(DMC) 로서 매우 큰 온실가스 배출상쇄 역할을 한다. 향 후 국내 석유화학 업계의 에너지 효율화(CO
2발생 저감) 목표를 평균 2% 수준으로 감안한다고 볼 때, 상기의 단일 기술에 의한 효과는 매우 높으며, 향후 탄소세 시행시의 사업적 가치는 더욱 증대될
것이다.
상기공정은 KIST에서 상당부분 기술개발이 완 성되어 pilot를 추진 중에 있는데, 반응전환율이 기존 35%에서 열역학적 한계 이상인 95%까지 증가된 상태에서도 선택도는 98% 수준을 유지가 능한 것으로 발표되고 있으며, EO/EG(ethylene oxide/glycol)을 제조하는 업체와 연계되어 높은 synergy 효과가 기대되고 있으며, 촉매반응기술 과 reactive distillation을 병합한 신기술 탄생이 예견되고 있다.
기술개발 방향
석유화학산업은 대형 장치산업이면서 공정구성 복잡하기 때문에 대체공정 적용시 성능보장과 다 단계 영향파급 그리고 조업차질 가능성 우려 등이 상존하고 있어 접근이 간단치 않다. 따라서 환경이 나 에너지 효율 향상에 대한 대안제시 경우에도 이 같은 생산공정 자체의 속성을 이해, 반영하고, 공정 전반을 조망하는 기술적 바탕이 전제되어야 한다.
기존공정의 조업개선은 투자대비 효과가 높고 접근이 용이한 기술적 대안으로 앞으로도 개선의 여지가 많으며, 여기에는 pinch analysis를 바탕으 로 한 열흐름의 통합적 개선, 지식기반적 접근하 에 process analysis를 통한 설계, 운전, 장치의 개 선, 그리고 다변수 예측기법(multivariable pre- dictive control)을 통한 운전효율 향상 등을 통해 전체적인 에너지 효율화가 가능하다. 이 기법들은 석유화학 공정에서 동일하게 적용할 수 있으므로, 업계협조 및 인센티브 제공과 함께 전문연구기관 의 주도하에 공동연구를 추진하며, 학문적 차원을 벗어난 실질차원에서 접근한다면 효과가 기대되 는 부문이다.
또한 대체/신규공정 개발은 장기적으로 보다
근원적인 산업경쟁력을 갖기 위한 필수 과정이며,
상기에 제시된 바와 같이 꾸준히 진행되고 있다.
이에 대한 바탕기술개발 또한 매우 중요한데, 예 를 들면, 신촉매 반응기술, reactive distillation, membrane module technology, 흡착분리 등 다 양한 단위공정들이 있으며, 실험실 차원에서 벗어 나 실용기술로서의 점검과 평가를 통해 상용화 기 술로 승화될 수 있다면, 단지 에너지 절약뿐만 아 니라 국가와 기업 경쟁력의 시발점이 된다. 국가과 학 기술위원회에서 작성한 국가기술지도중 에너지 절약공정 부분에는 이에 대한 상세한 내용이 정리 되어 있으며, [그림 3]에 일부가 제시되어 있다.
맺음말
경제성장에서 지속가능한 산업으로의 산업적 패러다임이 변화되는 시점에서, 에너지 다소비 업 종의 하나인 석유화학 산업에도 환경보전이라는 경제외적 요소가 접목되고 있으며, 향후 급격한 사업환경 변화에서 충격을 흡수하고 지속적 산업
성장을 유지하는 것이 필요하다. 에너지 절약은 그동안 제조원가흡수 측면에서만 고려되고, 전체 공정적인 입장에서 에너지 절약을 위한 대체기술 개발이나 투자는 미흡한 것이 사실인데, 이는 장 치산업이라는 특성이외에도 전체 제조비중 에너 지비용이 적은 것에 기인하며 산업에너지의 저가 유지 정책이 한몫을 하였다고 평가되고 있다. 따 라서 향후 온실가스 감축이 가시화되고 이것이 새 로운 경쟁요소로 등장하는 국가적 상황에서는 에 너지관리 정책 또한 변화될 것이며, 에너지 사용 효율과 연계된 배출권이 이윤창출의 한 요소가 될 수도 있다.
이미 자발적 협약(VA)이나 ESCO사업 등이 업계에서 시행되고 있으나, 보다 근본적으로 환경 물질 저감과 에너지 저소비 공정으로의 개선과 개 발, 그리고 투자를 통해서 석유화학 산업이 세계경 제 속에서 지속성장 잠재력을 확보해야 할 것이다.
(자료:국가과학기술위원회, ‘2002 국가기술지도’에서 작성된 내용중의 일부를 발췌한 것임.) 그림 3. 에너지절약형 반응 및 분리공정 기술의 road map.
중요도 고 저 연구개발전략 기초연구상용화 개발 지원 국제공동연구기술도입