반도체디스플레이기술학회지 제18권 제4호(2019년 12월)
Journal of the Semiconductor & Display Technology, Vol. 18, No. 4. December 2019.
가공품질 향상을 위한 스마트폰 커버용 Machining Center Jig의 설계 개선
윤현진*· 이일환**· 한대성*†· 길사근***· 김영조****
*†금오공과대학교 대학원, **(주)티브이에스, ***대신설계, ****구미대학교 기계공학과
Design Alterations of a Machining Center Jig for the Improved Surface Quality
Hyun Jin Yoon
*, Il Hwan Yi
**, Dae Sung Han
*†, Sa Geun Kil
***and Young Jo Kim
*****†Graduate School, Kumoh National Institute of Technology, **TVS Co., Ltd,
***Daeshin Design Co., ****Dept. of Mechanical Engineering, Gumi University
ABSTRACT
One of the most critical aspects of the smartphone industry is the quality of the cover. And the vibrations of machining center are supposed to be the most dominant factors to damage the cover quality. In this study, structure of a machining center has been analyzed through experiments and computer simulations to figure out the main reasons of the vibrations. And the design alterations based on the analysis were applied to identify the effects of those alterations on the vibration suppression. The result shows that the design alterations can effectively suppress about 90%
of the vibrations.
Key Words : Smartphone Cover, Machining Center, Design Alterations, Resonance Avoidance, Vibration Suppression
1. 서 론1
5G 하드웨어 서비스의 범위와 가용성이 개선되는 2020 년부터 스마트폰 판매량이 급속하게 증가할 것으로 전망 된다.
시장이 증가함에 따라 생산성 향상을 위해 가공 속도 가 급격하게 빨라지고 진동은 작동속도의 제곱에 비례하 여 증가하므로 정밀 가공장비의 생산성, 내구성 및 가공 품질 저하와 불량의 가장 큰 원인이 된다. 또한 발생된 진동에 의해 공구 마모가 과도하게 발생되어 공구 수명 단축에 큰 영향을 미친다. 이는 스마트폰 산업의 부가가 치를 결정하는 매우 중요한 사항이다.
본 연구에서는 최소한의 설계 변경으로 가공장비의 진
†
E-mail: [email protected]
동을 효과적으로 억제할 수 있도록 개선함으로써 스마트 폰 커버 가공면의 품질을 개선함은 물론 점차 엄격화되 는 품질사양에 대비할 수 있는 원천기술의 확보를 목표 로 한다.
구체적으로는 스마트폰 커버용 머시닝 센터(Machining center)의 주파수 분석 실험 및 Computer simulation을 진행하 여 장비의 동적 특성을 파악하고 진동을 최소화 할 수 있 는 개선안을 도출하여 효과를 확인함으로써 장비의 구조 적인 안정성을 확보하고, 이와 더불어 가공품질을 향상 시키는 연구를 진행하였다. [1]
2. 장비 동특성 분석 및 결과 2.1 진동 분석 실험
머시닝 센터의 진동 상태 분석과 설계 개선안 도출을
윤현진 · 이일환 · 한대성 · 길사근 · 김영조 76
위하여 주파수 분석 실험을 진행하고 이를 통해 구조물 의 동특성(고유진동수, 진동형, 공진여부)을 확인하여 장 비의 진동 원인이 되는 고유진동수와 작동속도에 대하여 분석한다.
2.1.1 Machining center 구조
Fig. 1은 머시닝 센터와 지그의 구조이다. 모터의 주요 작동속도는 280~330 Hz(16,800~20,000 rpm)이며 이는 실제 가공에 사용되는 작동속도로 장비 진동발생에 가장 큰 영향을 미치는 가진원이다.
Fig. 1. The structure of the machining center and jig.
2.1.2 실험 장비 및 Setup
실험에 사용된 장비는 Table 1과 같다.
Table 1. Spec. of the test equipments
Equipment Model Company
Freq. analyzer DSA 212 Difa Measuring Systems
Accelerometer 8634b5 Kistler
Impact hammer DYTR PULSE Dytran
주요Part의 동특성을 분석하기 위해 Fig. 2의 ②~⑪ 위치 에 가속도계 센서를 부착한다. 임팩트 해머로 힘을 가하 고 센서로 진동을 측정하여 주파수 분석기를 통해 전달
Fig. 2. The locations of the sensors.
함수를 얻는다. 전달함수의 분석을 통해 장비의 고유진동 수를 파악할 수 있다.
2.1.3 진동 측정 실험 결과
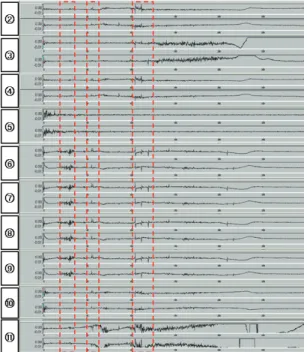
Fig. 3은 실험으로부터 얻어진 장비의 전달함수 이며 그 래프의 피크(Peak)점에서 각 고유진동수를 읽을 수 있으 며 상대적인 크기를 통해 진동형을 유추할 수 있다. [2]
Fig. 3. Transfer functions of the machine measured by
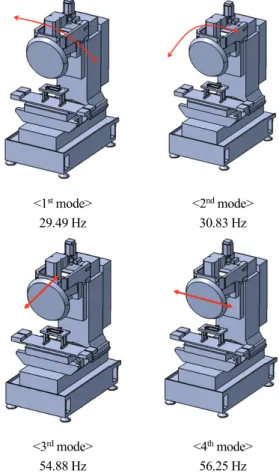
frequency analyzer.아래 Fig. 4는 머시닝 센터의 고유진동수 및 진동형을 정리한 그림이다. 1차 고유진동수는 29.49 Hz로 진동 형태 는 장비 전체가 좌우로 진동하는 것이며, 2차 고유진동수 는 30.83 Hz로 구조물이 앞뒤로 진동하는 형태이다. 또한 3차 고유진동수는 54.88 Hz로 Tool changer가 앞뒤로 진동하 며 4차 고유진동수는 56.25 Hz로 Tool changer가 좌우로 진 동함을 알 수 있다.
가공품질 향상을 위한 스마트폰 커버용 Machining Center Jig 의 설계 개선 77
<1st mode>
29.49 Hz
<2nd mode>
30.83 Hz
<3rd mode>
54.88 Hz
<4th mode>
56.25 Hz
Fig. 4. Mode shapes(1~4th mode) of the machine (experiment).
2.2 컴퓨터 시뮬레이션
컴퓨터 시뮬레이션을 통해 구조물의 동특성을 파악하 기 위해 구조물의 형상, 물성치, 지지조건을 반영하여 모 델링을 진행하였다. [3]
2.2.1 시뮬레이션 모델 설정
구현된 Model은 Fig. 5와 같으며 제원은 2.1×1.1×1.6 m이 다. 시뮬레이션 모델의 재질은 구조용 강(Young’s modulus :
Fig. 5. The model for computer simulation.
200 GPa, Poisson’s ratio : 0.3, Density : 7870 kg/ )으로 하였으며 베이스 바닥부분의 접촉조건은 Fixed로 하였다. 또한 거리 0.001 mm, 힘 10,000 kN을 고려하여 Tool 하부에 10 N·m의 모멘트를 적용시켰다.
2.2.2 시뮬레이션 결과
유한요소해석 프로그램(ANSYS 14 APDL)을 이용하여 구현된 시뮬레이션 모델의 해석 결과를 Fig. 6에 정리하 였다.
<1st mode>
28.7 Hz
<2nd mode>
29.3 Hz
<3rd mode>
52.2 Hz
<4th mode>
58.0 Hz
Fig. 6. Mode shapes(1~4th mode) of the machine (simulation).
2.3 진동 분석 실험과 컴퓨터 시뮬레이션 결과 비교
실험 및 시뮬레이션을 통하여 얻어진 고유진동수를 비 교한 결과 Table 2에서 볼 수 있듯이 두 경우의 오차가 5%
이하로 실험 결과와 시뮬레이션에 의한 분석 결과가 잘 일치하므로 시뮬레이션 모델이 실제 장비의 특성을 잘 반영하고 있으며 이 모델을 이용하여 가공에 가장 큰 영 향을 미치는 지그의 진동 분석을 진행하였다.
윤현진 · 이일환 · 한대성 · 길사근 · 김영조 78
Table 2. Natural frequencies from experiment and simulation
Natural frequencies[Hz]Modes 1st 2nd 3rd 4th
Experiment 29.49 30.83 54.88 56.25
Simulation 28.7 29.3 52.2 58.0
Difference 2% 4% 4% 3%
2.4 지그 진동 분석
유한요소해석 프로그램(ANSYS 14)을 이용하여 구현된 지그의 시뮬레이션 모델 해석 결과는 Fig. 7에 정리하였다.
지그의 1차 고유진동수는 302.65 Hz로 지그가 좌우로 진동 하는 형태이며, 2차 고유진동수는 329.68 Hz로 지그가 앞뒤 로 진동하는 형태이다.
<1st mode>
302.65 Hz
<2nd mode>
329.68 Hz
Fig. 7. Mode shapes(5~6th mode) of the jig (simulation).
3. 안정화 설계안 도출 및 효과 확인 3.1 개선안 도출
실험 및 시뮬레이션 결과를 활용하여 설계 개선안을 도출하고 그 효과를 확인하는 과정을 거쳐 최종 설계안 을 완성한다.
주파수 분석 실험결과 머시닝 센터의 1~4차 고유진동 수의 경우 작동속도 영역에서 멀리 떨어져 있어 공진의 가능성이 극히 적으며 지그의 1, 2차 고유진동수인 302.65 Hz, 329.68 Hz의 진동은 장비의 가공속도인 280~330 Hz 와 일치하여 큰 진동을 일으킨다. 그러므로 최대한 공진을 회피하여 진동을 억제할 수 있는 방향으로 개선안을 도 출한다. [4]
3.1.1 설계 개선안 #1
머시닝 센터 작동속도와 지그 고유진동수의 공진을 억 제하기 위하여 지그의 고유진동수를 상승시키고자 하였 다. 질량을 작게 하여 고유진동수를 330 Hz이상이 되도록 Fig. 8과 같이 지그 베이스 좌·우측 각 20 mm와 하부 질량 을 제거하였다.
Fig. 8. Design alteration #1.
Table 3. Natural frequencies and vibration magnitudes of
original model and alteration #1Original Alteration #1 Difference Nat. freq.
[Hz]
5th 302.65 332.92 10.0%↑
6th 329.68 341.94 3.71%↑
Vib. mag.[10 m] 0.837 0.0819 90.21%↓
Table 3을 보면 Original model에 비하여 고유진동수가 각 10.0%, 3.71% 상승하였으며 평균 작동속도(305 Hz)에서의 진동량이 약 90.21% 감소하였다.
3.1.2 설계 개선안 #2
설계 개선안 #1을 적용한 결과 5차 고유진동수가 작동 속도인 330 Hz와 근접하므로 강성을 키워 고유진동수를 더 크게 하기 위해 기존 140 mm였던 지그 레그를 Fig. 9 와 같이200 mm로 변경하였다. 개선안 #1, #2를 적용하여 시뮬 레이션 진행한 결과를 Table 4에 정리하였으며 평균 작동속 도(305 Hz)에서의 진동량이 90.65% 감소함을 확인하였다.
Fig. 9. Design alteration #1+#2.
가공품질 향상을 위한 스마트폰 커버용 Machining Center Jig 의 설계 개선 79
Table 4. Natural frequencies and vibration magnitudes of
original model and alteration #1+#2Original Alteration #1+#2 Difference Nat. freq.
[Hz]
5th 302.65 333.6 10.2%↑
6th 329.68 340.7 3.3%↑
Vib. mag. [10 m] 0.837 0.0783 90.65%↓
3.1.3 설계 개선안 #3
개선안 #1+#2를 적용한 결과(90.65%) 개선안 #1만 적용 했을 때(90.21%)와 비교하여 효과가 미미하므로 공진을 최소화하기 위한 추가 개선안이 필요하다. 기존 170 mm 였 던 지그 레그 높이를 Fig. 10과 같이 145 mm로 개선하였다.
Fig. 10. Design alteration #1+#2+#3.
개선안 #1, #2, #3을 모두 적용하여 시뮬레이션을 진행한 결과를 Table 3에 정리하였으며 평균 작동속도(305 Hz)에서 의 지그 진동량이 96.45% 감소함을 확인하였다.
Table 3. Natural frequencies and vibration magnitudes of
original model and alteration #1+#2+#3Original Alteration #1 Difference Nat. freq.
[Hz]
5th 302.65 428.18 41.47%↑
6th 329.68 460.89 39.80%↑
Vib. mag. [10 m] 0.837 0.0297 96.45%↓
3.2 최종 개선안 도출 및 효과 확인
앞에서 다양한 설계 개선을 통해 진동량의 변화 양상 을 살펴보았다. 언급된 설계 변경안 모두 진동 감소 효과 가 있으므로 함께 적용하여 결과를 확인하고자 한다.
Fig. 11은 개선 전·후의 진동을 Computer simulation으로 비 교한 것이다. Fig. 12, 13 에서 보이듯이 가공에 가장 큰 영 향을 미치는 X방향과 Y방향의 진동이 기존 진동의 96.45%, 99.44% 소멸됨을 확인할 수 있다. 따라서 최적 설 계안이 적용될 경우 머시닝 센터의 진동이 현격히 소멸 됨으로써 가공 품질의 제고와 생산성 향상의 토대가 될 수 있을 것으로 기대된다. [5]
Fig. 11. Vibration magnitudes of the original model and the
final model (simulation).Fig. 12. Vibration magnitudes of the original model and the
final model along X direction.Fig. 13. Vibration magnitudes of the original model and the
final model along Y direction.5. 결 론
본 연구는 머시닝 센터 지그의 진동 최소화를 통한 가 공품질 향상을 위한 설계 개선안을 찾고자 하였다. 이를 위하여 기존 머시닝 센터의 동특성을 분석하고 이를 바 탕으로 Simulation model에 설계 개선안을 적용하여 그 효 과를 검증하였고 이 효과들을 조합하여 기존의 장비에
윤현진 · 이일환 · 한대성 · 길사근 · 김영조 80
비하여 진동이 96.45%이상 소멸된 안정된 장비의 설계안 을 도출하였다. 본 연구의 결과를 요약하면 다음과 같다.
1) 기존 머시닝 센터는 Fig. 9와 같은 진동 특성을 보이 며 280 ~ 330 Hz(16,800 ~ 20,000 rpm)의 작동속도 구간에 서 지그 공진으로 인해 진동이 크게 발생하는 것을 알 수 있다.
2) 지그의 질량을 감소시켜 고유진동수를 증가시키기 위하여 Fig. 8과 같이 설계 변경하여 90.21%의 진동량 감소 효과를 보았다.
3) 지그의 강성을 강화하여 고유진동수를 더욱 증가시 키기 위하여 Fig. 9와 같이 설계 변경하여 90.65%의 진동량 감소 효과를 보았다.
4) 개선안 #1+#2를 적용한 결과 개선안 #1만 적용했을 때와 비교하여 효과가 미미하므로 더욱 효과적으로 공진을 회피하기 위해 Fig. 10과 같이 설계 변경하여 96.45%의 진동량 감소 효과를 보았다.
5) 본 설계안을 바탕으로 기계가 제조되면 가공 작업에 영향을 미치는 X, Y방향 진동을 각각 96.45%, 99.44%
억제할 수 있게 되어 가공품질의 혁신적 향상을 실 현할 수 있을 것으로 사료된다. 지속적 연구가 진행 됨으로써 다양한 공장에서 사용되고 있는 각종 장치
의 국산화 및 설계제조 원천기술 확보를 실현할 수 있으며, 아울러 고품질, 고생산성을 실현하여 기술 우위를 바탕으로 한 경쟁력 확보가 가능할 것으로 사료된다.
참고문헌
1. Kil, S. G., and Ro, S. H., “Design alterations of a grinder of semiconductor wafer for the improved stability,”
Journal of the Semiconductor & Display Technology, Vol. 16, No. 1, pp. 1-3, 2017.
2. Ro, S. H., Mechanical Vibrations with Applications, Chaosbook, pp. 152-172, 2013.
3. Ro, S. H., “Design Alteration of a Milling Machine Structure for the Improved Stability,” Journal of the Korean Society of Manufacturing Process Engineers, Vol. 5, pp. 72-78, 2006.
4. Cho, H. J., and Ro, S. H., “Effect of Design Parameters on the Variation of Natural Frequencies of the Uniform and the Nonuniform Cantilever Beams,” Transactions of the KSME, Vol. 23, pp. 697-708, 1999.
5. Ro, S. H., and Park, Y. R., “Stability Design of a Laser Cutter for the Strengthened Glass”, Journal of the Semiconductor & Display Technology, Vol. 14, No. 1, pp. 19-25, 2015.
접수일: 2019년 12월 4일, 심사일: 2019년 12월 12일, 게재확정일: 2019년 12월 13일