대한기계학회논문집 A권, 제36권 제1호, pp. 17~28, 2012 17
<학술논문> DOI http://dx.doi.org/10.3795/KSME-A.2012.36.1.017 ISSN 1226-4873
유한요소해에 기초한 이중 삼각뿔 압입 물성평가법
김민수* · 현홍철* · 이진행**· 이형일*†
* 서강대학교 기계공학과, ** 한국원자력연구원
A Dual Triangular Pyramidal Indentation Technique Based on FEA Solutions for Material Property Evaluation
Minsoo Kim*, Hong Chul Hyun*, Jin Haeng Lee** and Hyungyil Lee*†
* Dept. of Mechanical Engineering, Sogang Univ.,
** Korea Atomic Energy Research Institute
(Received April 6, 2011; Revised August 9, 2011; Accepted December 5, 2011)
- 기호설명 - A : 실제접촉면적 At : 기하학적 접촉면적 C : Kick’s law 계수 E : 시편 영률(탄성계수) EI : 압입자 영률
Er : 유효 영률 hmax : 최대압입깊이
ht : 압입깊이 n : 변형경화지수 P : 압입하중 S : 해중 기울기 α : 압입자 반내각 β : 압입자 보정계수 εo : 항복변형률 εt : 총변형률 ν : 시편 푸아송비 νΙ : 압입자 푸아송비 σo : 항복강도
Key Words : Triangular Pyramidal Indenter(삼각뿔 압입자), Dual-Indentation(이중 압입), Finite Element Analysis(유한요소해석), Load-depth Curve(하중-변위 곡선), Reverse Analysis(역해석), Material Property(재료물성치)
초록: 본 연구에서는 역해석 방법을 통해, 중심각이 서로 다른 두 삼각뿔 압입자를 이용하는 재료물성 평가법을 제안한다. 자기유사성을 갖는 첨단형 압입자를 사용한 압입시험 전산모사시, 동일 압입깊이에 대해 원뿔형 및 삼각뿔 압입자가 주는 하중-변위 곡선들이 다름을 확인했다. 따라서 삼각뿔형 압입자를 이용한 물성평가는 원뿔형 압입자와 별도로 독립적인 연구가 필수적이다. 먼저 다양한 재료들에 대한 삼각뿔 압입 유한요소해석들로 얻은 하중-변위 곡선들의 특징을 살폈다. 이를 토대로 압입자 반각이 다른 두 삼각뿔 압입자를 이용해 유한요소해석으로 얻은 하중-변위곡선들의 회귀분석으로 재료물성치 를 얻는 이중 삼각뿔 압입물성평가 알고리듬을 제시했다. 제안된 물성평가법을 이용하면 다양한 재료에 대해 평균오차 3% 이내로 영률 및 항복강도, 변형경화지수의 예측이 가능하다.
Abstract: In this study, we suggest a method for material property evaluation by dual-triangular pyramidal indenters using the reverse analysis. First, we demonstrated that load-displacement curves of conical and triangular pyramidal indenters are different for the same material. For this reason, an independent research on the triangular pyramidal indenter is needed. From FE indentation analyses on various materials, we then investigated the relationships among material properties, indentation parameters and load-displacement curves. From this, we established property evaluation formula using dual-triangular pyramidal indenters having two different half-included-angles. The approach provides the values of elastic modulus, yield strength and strain-hardening exponentwithin an average error of 3% for various materials.
† Corresponding Author, [email protected]
Ⓒ 2012 The Korean Society of Mechanical Engineers
김민수 · 현홍철 · 이진행 · 이형일 18
1. 서 론
재료물성을 얻기 위해 대표적으로 사용하고 있는 인장 및 압축 시험법은 표준화가 잘 되어 있어 시험 방법이 명확하고 문헌값 등과의 비교가 쉽지만, 미 소재료에 적용하기 위해서는 시편 제조 및 장비 개 발 등에 제약이 있다. 이에 반해 압입시험법은 기존 물성평가법과 다르게, 미소시편이나 현 사용 중인 부위에 직접 미소 압입을 행해 얻어진 하중 -변 위 값으로부터 다양한 재료들의 물성값(영률, 항 복강도, 변형경화지수 등)들을 얻을 수 있다. 이러 한 이유로 최근 압입시험법과 관련된 다양한 연구 가 행해지고 있다.(1~13) 특히 Lee 등(14~16)은 구형 압 입시험 전산모사를 통하여 재료물성의 영향을 정량 화한 무차원 압입변수들을 제시하고 이를 통한 재 료물성평가 프로그램을 개발했다. 그러나 구형 압 입자는 제작에 어려움이 있어 나노압입 시험기에 서는 상대적으로 제작이 용이한 첨단형 압입자를 사용한다.
원뿔형 및 삼각뿔형 압입자와 같은 첨단형 압입 자는 식 (1)과 같은 Kick의 법칙을 따른다.(17)
2
P=Cht (1) 여기서 P, ht, C는 각각 압입하중, 압입깊이, 곡률 계수이다. 압입시험으로 얻은 하중-변위 곡선과 재료물성은 일대일 대응이 되야 하지만 Berkovich(삼각뿔형)나 Vickers(사각뿔형) 압입자와 같은 첨단형 압입자들은 자기유사성으로 인해 서로 다른 물성치를 갖는 재료들이 같은 하중-변위 곡선을 주곤 한다. Chen 등(18)과 Lee 등(19)은 다양한 항복 변형률에 대한 변형경화지수와 곡률계수 C 사이의 관계를 통해, C 값이 같은 재료들이 무수히 많이 존재함을 보였다. 이에 자기유사성 압입자에 의한 물성평가시 최소한 압입자 반내각이 다른 두 개 이상의 압입자들을 사용해야 하며 Bucaille 등(20)과 Chollacoop 등(21)은 압입자 반내각이 다른 두 개의 원뿔형 압입자를 이용한 이중 압입물성 평가법을 제안했다.
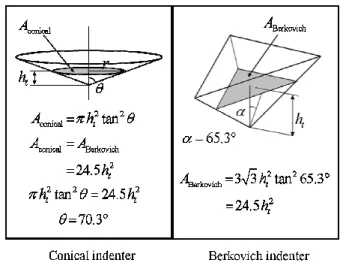
원뿔형 압입자의 반내각은 삼각뿔형(α = 65.3°;
Berkovich) 압입자와 같은 투영접촉면적을 주는 θ = 70.3°로 취한다(Fig. 1). 하지만 Berkovich 압입자와 원뿔형 압입자는 같은 하중-변위 곡선을 갖지 않는다. Shim 등(8)은 접촉면적과 접촉강성 등의 차이로 인해, 두 압입자로 얻은 압입 하중-변위 곡선이 서로 다름을 밝혔다. 이에 삼각뿔 압입자를 이용한 물성평가에는 원뿔형 압입자와 별도로 독립
적인 연구가 필요하다.
대표변형률을 이용해 유일해 문제를 해결하려 한 기존의 이중 압입물성평가법은(5,18,21~23)
각 연구별 압입자 반내각에 따른 대표소성변형률의 변화 및 정의를 다르게 표현하고 있어 그 대표성에 상당한 약점이 있다. 이를 해결하고자 Hyun 등(24)은 대표 변형률의 정의를 사용하지 않고 재료물성치를 얻는 압입이론을 제시했다.
본 연구에서는 역해석 방법을 이용해 대표소성 변형률 정의를 사용하지 않는 이중 삼각뿔 압입
Fig. 1 Schematic of two indenters with same projected contact area.
(a)
(b)
Fig. 2 Overall mesh design (a) using axisymmetric conical indenter and (b) 1/6 triangular pyramidal indenter (α = 65.3°; Berkovich)
유한요소해에 기초한 이중 삼각뿔 압입 물성평가법 19
ht/hmax
0.0 0.2 0.4 0.6 0.8 1.0 1.2
P/A tE
0.00 0.01 0.02 0.03
Triangular Pyramidal Conical
E = 70 GPa, n = 3 εo
0.001 0.002 0.003 0.004
ht/hmax
0.0 0.2 0.4 0.6 0.8 1.0 1.2
P/A tE
0.00 0.01 0.02
Triangular Pyramidal Conical
E = 70 GPa, n = 13 εo
0.001 0.002 0.003 0.004
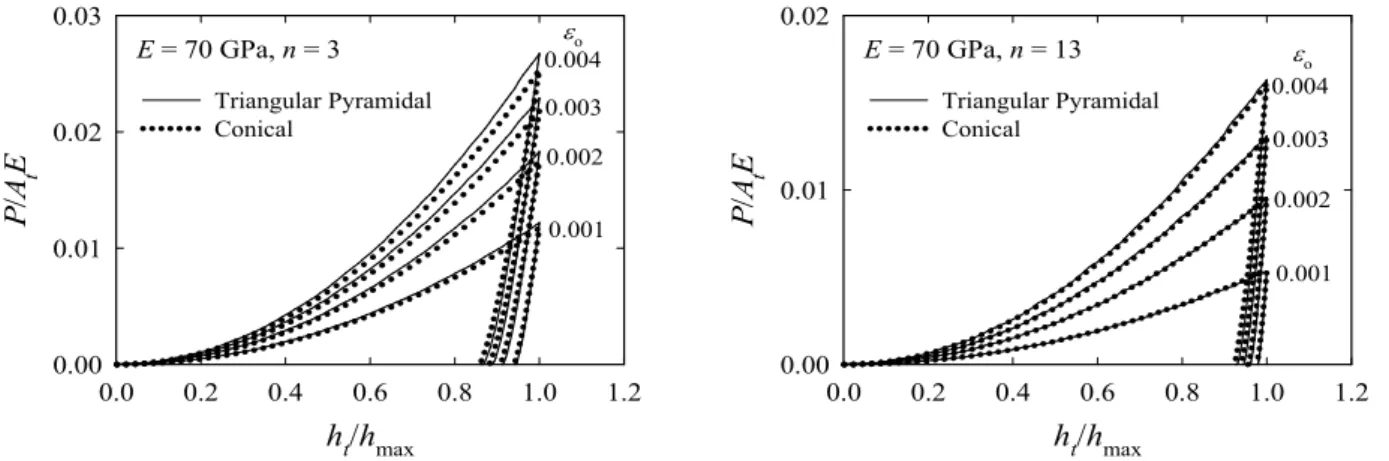
Fig. 3 Normalized force vs. indentation depth for various values of yield strain
물성 평가법을 제시하고자 한다. 먼저 동일 압입 깊이에 대해 원뿔형 및 삼각뿔 압입자가 주는 하중-변위 곡선들이 다름을 확인했다. 유한요소 해석(25)으로 삼각뿔형 압입자 반내각이 압입 P-ht
곡선에 주는 영향을 살펴본다. 접촉압력 분포를 통해 실제 접촉면적을 측정하고 이를 수정된 영률 평가식에 사용한다. 이어 다양한 항복변형률과 변형 경화지수 등의 재료 물성치들과 하중-변위 곡선 간의 상관관계를 분석해, 이를 바탕으로 중심각이 다른 두 삼각뿔 압입자들에 의한 이중 압입 물성 평가 알고리듬을 제시하고, 그 유효성 및 민감도를 살핀다.
2. 원뿔형 및 삼각뿔형 압입자들의 하중-변위곡선 차이
동일 압입깊이에서 삼각뿔(α = 65.3°; Berkovich) 압 입 자 와 같 은 투 영 접 촉 면 적 을 주 는 원 뿔 형 압입자는 압입자 반각을 θ = 70.3°로 취한다(Fig. 1).
각 압입자의 유한요소모델은 Fig. 2와 같으며 원뿔형 압입자는 하중 및 형상이 모두 축대칭임을 고려해 4절점 축대칭 요소(CAX4)를 사용해 유한요소모델을 형성했다. 삼각뿔 압입모델은 축을 중심으로 6개의 형상이 대칭인 관계로 1/6모델을 사용한다. 사용한 요소는 6절점 3차원 요소(C3D6) 및 8절점 3차원 요소(C3D8)이다. 압입자는 탄성변형만을 고려하며, 텅스텐 카바이드(WC; EI = 537 GPa, νI = 0.24) 압입자에 대한 압입수식을 전개했다. 일반적인 금속 재료 간의 접촉에서 마찰계수는 0.1 ≤ f ≤ 0.4 이나 Hyun 등(21)은 f ≥ 0.2일 때 마찰계수가 P-ht곡선에 큰 영향을 주지 않음을 보였으며 이에 본 연구에서는 마찰 계수를 f = 0.2로 고정했다. 재료영률을 E = 70 변형률(εo = 0.001, 0.002, 0.003, 0.004)에 따른 두
ht/hmax
0.0 0.2 0.4 0.6 0.8 1.0 1.2
P/AtE
0.0 0.1 0.2 0.3 0.4 0.5
Triangular Pyramidal Conical
E = 400 GPa, n = 1.1 εo
0.001 0.010
Fig. 4 Loading curves for various values of yield strain
1/n
0.0 0.2 0.4 0.6 0.8 1.0
c2 (= A/A t )
0.8 0.9 1.0 1.1 1.2 1.3
1.4 α = 65.3o, E = 200 GPa
Pile-up Sink-in 0.006, 0.008, 0.010
εo = 0.001, 0.002, 0.003, 0.004,
εo 0.001 0.010
Fig. 5 c2 vs. 1 / n curves for various values of yield strain 압입자간 P-ht곡선의 차이를 살폈다(Fig. 3). 항복 변형률이 크고 변형경화 지수가 작을수록, 즉 재 료 에서 탄성영향이 강할수록 하중-변위 곡선 들 간 차이가 더 심해진다. 이에 탄성영향이 더 강한 재료(E = 400 GPa, n = 1.1)에 대해서도 항복 변형률을 달리해(εo = 0.001, 0.010) 하중-변위 곡선들을 얻었 고, 압입자간 곡률계수 C와 최대 하중 Pmax는 약 25%의 차이가 있다(Fig. 4).
김민수 · 현홍철 · 이진행 · 이형일 20
3. 접촉면적 및 압입자 보정계수
β
E = 200 GPa인 재료에 대해 α = 65.3°인 삼각뿔 압입자(Berkovich)로 ht = 0.1 mm만큼 압입해 얻은 c2의 분포를 Fig. 5에 나타냈다. 이때 c2는 pile- up/sink-in 현상을 고려한 hmax에서의 실제 투영 접촉면적의 제곱근과 기하학적 투영접촉면적의 제곱근의 비로 정의한다[c2≡ A At ]. 이때 기하학적 투영접촉면적이란 최대압입깊이에서 pile-up/sink- in등을 고려치 않은 이상적인 접촉면적을 나타낸다.
실제 삼각뿔 압입시험에서 hmax일 때 접촉면적을 구하는 것은 매우 어렵다. 이에 본 연구에서는 모재의 접촉압력분포를 이용해 실제 투영접촉 면적을 얻는다.
hmax일 때 모재 상단의 접촉압력이 0이 아닌 부 분 을 실제 접촉면적으로 간주하며 ht = 0.1 mm 일 때 Berkovich 압입자의 기하학적 투영 접촉면적은
At = 0.4956 mm2이다.
압입시험으로 얻은 P-ht데이터로 Oliver, Pharr가(26) 제안한 식 (2)를 이용해 재료의 영률을 알 수 있다.
2 S β Er A
= π (2) 이때 S는 초기 해중곡선 기울기로 얻은 접촉강성, Er은 유효영률, A는 Pmax에서 실제 접촉면적이며 β는 보정계수이다. 접촉강성 S를 얻기 위해 사용 한 회귀구간은 Pmax로부터 ∆P/Pmax = 20% 이다.
한편 유효영률이 식 (3)과 같을 때 식 (2)를 E에 대해 정리하면 다음과 같다.
(
1 2) (
1 2)
1 I
r I
E E E
ν ν
− −
= + (3)
1/n
0.0 0.2 0.4 0.6 0.8 1.0
β
0.8 0.9 1.0 1.1
1.2 εo = 0.001, 0.002, 0.003, 0.004
E = 200 GPa, ∆P/Pmax = 0.2
εo
β = 1.051
0.001 0.002 0.003
0.004 n = 1
Fig. 6 β vs. 1/n curves for various values of εo
( )
( )
2
2
1
2 1
I
I I
S E
E AE S
ν π
β ν π
= −
− − (4) Fig. 5에서처럼 A는 c2의 정의를 이용해 식 (5)와 같이 εo와 n의 함수형태로 나타낼 수 있으므로 식 (4)를 다음과 같이 변환할 수 있다.
( ) ( ) ( )
2
o, 1 o 1 o
, 0,1, 2,3
TP TP i j i
i ij
c f n f n n
i j
ε ε − κ ε −
= = =
= (5)
( )
( ) ( )
2
2 o
1
2 , 1
I TP
t I I
S E
E A E f n S
ν π
β ε ν π
= −
− − (6) WC 삼각뿔 압입자(α = 65.3°; Berkovich)를 이용해 E = 200 GPa인 재료에서 εo와 n을 달리해 β 를 구했다(Fig. 6). β 값은 1.035 < β < 1.060 에서 분포하고 재료별 β 의 차이는 최대 2.4% 이므로 본 연구에서는 평균값인 1.051을 β 값으로 간주한다.
4. 응력-변형률 곡선의 멱함수적 표현
E, σo, n 등과 같은 재료물성치는 유한요소해 에 기초한 압입시험에서 중요변수이므로, 재료의 응력-변형률 특성을 정량적으로 나타낼 수 있는 물성 회귀식이 필요하다. 응력-변형률관계는 아래 식 (7)과 같이 구간 멱함수 형태로 표현될 수 있 다. (27)
o
o o
o o
for
for ; 1
t
n
n ε
ε
σ σ σ
σ
σ σ σ
σ
≤
= > < ≤ ∞
(7)
Table 1 Material properties for FE analyses Material
properties of indenters
Material property
Values used in FEA
WC (EI = 537 GPa,
νI = 0.24)
E (GPa) 70, 200, 300 Poisson’s ratio 0.3
εo 0.001 ~ 0.01 n 2, 3, 5, 7, 10,
13, 20
유한요소해에 기초한 이중 삼각뿔 압입 물성평가법 21 이때 εo (= σo/E)는 항복변형률이며, 총변형률 εt는
탄성 및 소성변형률로 나눌 수 있다(εt = εe + εp).
압입 시험에 관련된 대부분의 연구에서 Ramberg- Osgood의 응력-변형률 관계식을 사용하지만, 본 연구에서는 탄성 영역 및 항복강도 구분이 명확한 구간 멱함수식 (7)을 사용한다.
5. 압입변형특성
5.1 압입하부 변형 및 하중-변위 곡선 특성 Hyun 등(24)은 원뿔형 압입자를 이용한 압입시험 전산모사를 통해 E, σo 및 n이 P-ht곡선에 주는 영향을 살폈다. 서로 다른 압입자로 얻은 하중- 변위 곡선의 Pmax 는 다르나(Fig. 3), 자기유사성을 갖는 첨단형 압입자의 P-ht 곡선은 식 (1)과 같은 Kick의 법칙을 따르므로 그 형태는 매우 유사하다.
이에 원뿔형 압입자에서 관찰되는 현상과 마찬 가지로 동일 압입깊이에서 재료의 E와 σo가 클수록, n이 작을수록 하중이 증가한다. 또한 해중 곡선의 기울기는 재료 영률에 따라 민감하게 변한다. 즉, 삼각뿔 압입자를 이용한 압입시험에서 재료의 모든 물성은 하중시 P-ht곡선의 기울기와 상관 관계가 있으며, 해중곡선의 기울기는 영률과 가장 밀접한 관계가 있다. Fig. 7은 E와 σo의 절대값은 각각 다르나 그 상대비인 εo가 같은 재료에 대한 P-ht 곡선이다. 횡축과 종축을 각각 hmax, hmax2
E로 무차원 화 시키면 서로 다른 두 재료의 하중-변위곡선들이 일치하게 되며, 이는 E와 σo의 절대값보다 상대비인 εo가 중요변수임을 의미한다.
5.2 압입자 각에 따른 하중-변위 곡선 특성 Chen 등(18)과 Lee 등(19)은 재료가 달라도 곡률
ht/hmax
0.0 0.2 0.4 0.6 0.8 1.0 1.2
P/Eh2 max
0.00 0.05 0.10 0.15 0.20 0.25 0.30
70 200 εo = 0.001, n = 10
Triangular Pyramidal indenter E (GPa)
Fig. 7 Identical load-depth curves for two dissimilar materials
계수 C 가 같은 재료, 즉 압입 하중-변위 곡선이 같은 재료가 무수히 존재함을 보였다. 이에 단일 자기유사성 압입자로 얻은 P-ht곡선으로는 유일한 응력-변형률 곡선을 얻을 수 없다.
Fig. 8은 삼각뿔 압입자 반각 α 가 각각 65.3° 와 45° 일 때 같은 C와 영률을 갖는 두 재료에 대해, α에 따른 하중-변위곡선들을 보여준다. α가 변함에 따라 겹쳤던 하중-변위 곡선들이 서로 구별되며 압입자 각도차가 크면 구분이 더 용이하다. 이는 압입반각 α가 다른 둘 이상의 자기유사성 압입자를 동시에 사용하면, 두 재료를 구분해 낼 수 있음을 의미한다. 이를 바탕으로 다양한 재료 물성치에 대한 압입전산모사를 통해, 하중-변위곡선을 응력 -변형률곡선으로 변환하는 압입수식 들을 얻고, 이를 바탕으로 이중삼각뿔 압입물성평가 알고리듬 을 개발한다. 물성치에 따른 C 의 변화를 살펴보는 해석에 사용된 다양한 모재물성치 값들을 Table 1에 나타냈으며 이는 일반 금속재의 모든 물성 범위를 포괄한다.
0.000 0.002 0.004 0.006 0.008 0.010 0.012
P (N)
0 200 400 600 800 1000 1200
5 800 2.6 400 n σo (MPa) E = 200 GPa, f = 0.2
65.3o
55o
45o α
(a)
ht2 (mm2)
0.000 0.002 0.004 0.006 0.008 0.010 0.012
P (N)
0 200 400 600 800 1000 1200
5 800 2.9 400 n σo (MPa) E = 200 GPa, f = 0.2
65.3o
55o
45o α
(b)
Fig. 8 Force vs. indentation depth for different material properties with the same C and E for (a) α = 65.3°
and (b) α = 45°
김민수 · 현홍철 · 이진행 · 이형일 22
1/n
0.0 0.1 0.2 0.3 0.4 0.5 0.6
C/E
0.0 0.3 0.6 0.9 1.2 1.5
E (GPa) εo = 0.001, 0.002, 0.003, 0.004,
εo 0.010
0.001 Triangular Pyramidal indenter
α = 65.3o (Berkovich) 0.006, 0.008, 0.010
70 200300
1/n
0.0 0.1 0.2 0.3 0.4 0.5 0.6
C/E
0.0 0.1 0.2 0.3 0.4 0.5 0.6
E (GPa) εo = 0.001, 0.002, 0.003, 0.004,
0.006, 0.008, 0.01
εo 0.01
0.001 Triangular Pyramidal indenter
α = 45o
70 200
(a) α = 65.3°; Berkovich (b) α = 45°
Fig. 9 C/E vs. 1/n curves for various values of yield strain
εo
0.0 0.2 0.4 0.6 0.8 1.0 1.2
g 1j
TP (
ε
o)-0.4 0.0 0.4 0.8 1.2 1.6 2.0
Reg. Line
g10TP
g11TP g12TP
g13TP α = 65.3o (i = 1)
εo
0.0 0.2 0.4 0.6 0.8 1.0 1.2
g 2j
TP (
ε
o)-0.4 0.0 0.4 0.8 1.2
Reg. Line
g20TP g21TP
g22TP
g23TP α = 45o (i = 2)
(a) α = 65.3°; Berkovich (b) α = 45°
Fig. 10 The regression curves of gijTP(εo) in Eq. (8) vs. εo(3rd regression)
6. 유한요소해에 기초한 압입시험의 수치접근법
6.1 이중 삼각뿔 압입 물성평가법
이중 압입시험법에 대한 초기 연구들에서는 대표변형률을 이용해 유일해 문제를 해결하고자 했다. 그러나 원뿔형 압입자에서 주어진 중심각에 대한 대표변형률이 재료물성에 따라 변할 뿐만 아니라(21) 각 연구마다 대표변형률의 변화 및 정의를 달리 표현하고 있어 대표변형률을 이용한 물성평가에는 한계가 있다. 이를 보완하기 위해 최근, 대표변형률의 정의를 사용하지 않고 재료 물성치를 얻는 압입이론이 연구되고 있다.(24) 본 연구에서는 역해석 방법을 이용해 대표소성변형률
정의를 사용하지 않는 이중 삼각뿔 압입 물성 평가법을 제시한다. Figures 9(a)-(b)는 WC 삼각뿔 압입자의 반내각 65.3°와 45°인 각 경우에 대해 εo
와 n에 따른 C/E의 분포를 보여준다. 다양한 εo 와 n 에 대해 유한요소해석으로 구해진 C 값은 식 (8)과 같이 재료영률 E 로 무차원화된 형태로 회귀 되며 계산되는 회귀곡선들을 Fig. 10에 나타 냈다.
(
o) ( )
o(
o)
/ ,
1, 2 ; , 0,1, 2, 3
TP TP j k j
i i i ijk
C E g n g n n
i j k
ε ε − ψ ε −
= = =
= = (8)
여기서 i=1,2는 반각이 65.3°와 45° 인 경우이다.
한편 식 (6)을 식 (8)에 대입해 다음과 같이 표현
할 수 있다.
유한요소해에 기초한 이중 삼각뿔 압입 물성평가법 23
( ) ( )
( )
( ) ( )
( )
( ) ( )
( )
( ) ( )
( )
( ) ( )
( )
1 o
1 1 o
o
1 o
o 1
o
2 o
2 2 o
o
2 o
o 2
o
2
2 2
, ,
,
; , , 0
, , ,
,
; , , 0
, 2 1
,
1 1
TP TP
TP
TP
TP
TP TP
TP
TP
TP
t I
g n
C Eg n
Mf n N
g n
F n C
Mf n N
g n
C Eg n
Mf n N
g n
G n C
Mf n N
M A N
E S
ε ε
ε ε ε
ε ε ε
ε ε ε
ε β ν
ν ν π
= =
−
≡ − =
−
= =
−
≡ − =
−
= = −
− −
(9)
식 (9)의 새 함수 F와 G를 0으로 만족시키는 εo
와 n 을 Newton-Raphson 방법으로 반복계산해
구한다. 식 (9)에 준해, 압입자 반각이 다른 두 삼각뿔 압입자로 얻은 P-ht 곡선들로부터 E, σo, n과 이에 상응하는 응력-변형률곡선을 구할 수 있는 물성평가 프로그램을 작성했다. 먼저 두 압입자를 이용해 얻은 P-ht 곡선에서 곡률계수 C1과 C2를 구한다. 그 후 εo와 n의 초기치를 설정하고, 식 (9)를 이용해 새로운 εo와 n을 구한다. 이를 식 (6)에 대입해 재료 E를 계산한다. 위 수식들을 바탕으로 작성된 프로 그램으로 구한 E, σo, n 값을 Table 2에 나타냈고 이에 상응하는 σt-εt 곡선들을 Fig. 11에 나타냈다. 계산된 물성치들의 평균오차 (e)는 약 2%
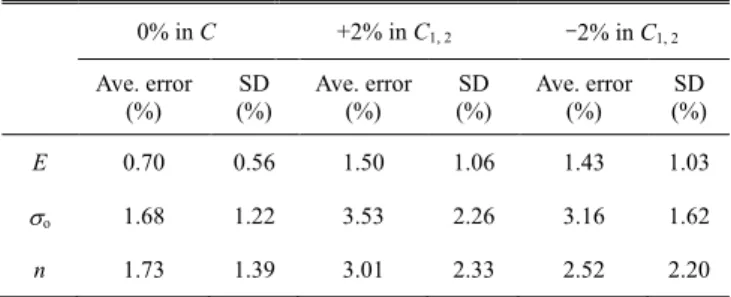
정도이며 광범위한 εo,n에 대해 물성평가 프로그램의 유효성이 확인된다. 또한 작성한 프로그램에서, 곡률계수 C변화에 따른 예측 재료물성의 민감도를 분석했다. 실 압입 시험에서 P-ht 곡선은 실험조건 및 시편의 표면 상태에 따라 민감하게 변할 수 있으므로 측정값의 오차에 의한 민감도를 평가해 볼 필요가 있다.Chollacoop 등(21)은 실 압입 시험에서 2 % 정도의 곡률계수 오차가 발생한다고 했고 이에 C값의 오차범위를 2%로 산정했으며 C1, C2
값을 동시에 2% 증가 / 감소시켜 물성을 평가했다.
고려한 모든 경우에서 예측 물성의 오차는 평균 약 3%이다(Tables 3-5).
프로그램은 E=200 GPa에 기초했으나 E 가 다른 재료에서도 유효하다. 이는 E 나 σo 의 절대값이 아 닌 그 상대비인 εo 가 핵심 변수이기 때문이다(Fig.
7). 또한 압입자 물성을 다이아몬드로(EI= 1140 GPa, νI=0.07) 대체했을 때도 텅스텐카바이드(EI = 537 GPa, νI = 0.24)와 거의 같은 오차범위 내에서 재료물성을 준다(Fig.12). 한편 압입자 탄성 변형에 의해 εo > 0.005 이고 n < 3인 재료에서는 재료 E에
따라 C/E 값이 일치하지 않는다. 실제 재료의
Table 2 Comparison of obtained material property values to those given for E = 200 GPa
σo/E σo
(MPa)
n Obtained E
eE
(%)
Obtained σo
eσo
(%)
Obtained n
en
(%)
0.001 200 (MPa)
2 201.6 0.8 193.5 3.2 2.0 0.4 3 202.7 1.3 190.5 4.7 3.0 0.9 5 201.9 0.9 193.8 3.1 4.8 4.0 7 203.8 1.9 193.6 3.2 6.8 2.3 10 202.5 1.2 196.4 1.8 9.8 1.6
13 201.8 0.9 197.7 1.1 12.9 0.8
20 202.1 1.1 194.0 3.0 19.2 4.1
0.002 400 (MPa)
2 197.9 1.0 405.8 1.4 2.0 0.6 3 200.1 0.0 414.1 3.5 3.0 0.9 5 200.7 0.4 409.4 2.4 5.1 1.6 7 200.6 0.3 411.2 2.8 7.3 3.7
10 200.8 0.4 405.5 1.4 10.3 2.9
13 200.9 0.4 403.7 0.9 13.4 2.7
20 200.8 0.4 401.6 0.4 20.3 1.7
0.003 600 (MPa)
2 196.4 1.8 618.7 3.1 2.0 0.2 3 198.5 0.7 607.5 1.2 3.0 0.3 5 198.9 0.5 606.8 1.1 5.0 0.8 7 200.0 0.0 590.0 1.7 6.8 3.2
10 199.8 0.1 601.5 0.2 10.0 0.4
13 200.2 0.1 602.6 0.4 13.3 2.1
20 200.4 0.2 605.1 0.9 20.9 4.3
0.004 800 (MPa)
2 196.4 1.8 813.1 1.6 2.0 0.1 3 197.5 1.2 796.1 0.5 3.0 0.4 5 198.8 0.6 799.3 0.1 5.0 0.1 7 198.8 0.6 805.0 0.6 7.1 1.3 10 199.2 0.4 790.7 1.2 9.7 3.1
13 200.2 0.1 796.9 0.4 12.9 0.6
20 200.4 0.2 793.5 0.8 19.3 3.6
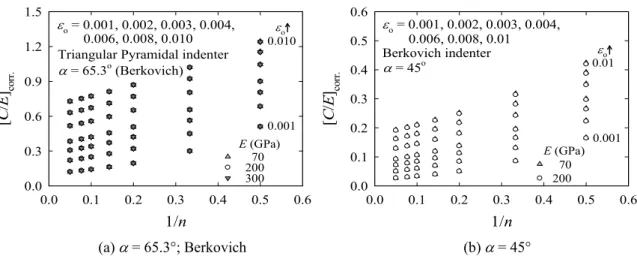
물성범위는 대개 εo < 0.005, n > 3 이고, 이 범위 내 모든 재료에서 유효성이 확인된다. 압입자의 탄성변 형을 고려하면 재료 E의 절대값이 달라도 압입깊 이, 압입자 형상 그리고 재료물성에 관계 없이 C/E 를 대표값으로 나타낼 수 있다(Fig. 13). 이와 관련된 내용은 차기 연구인 ‘탄성 압입자에 대한 압입곡선 보정 및 곡률계수 변화’에서 논하기로 한 다.
6.2 실재료 응력-변형률 곡선을 이용한 평가 MTS 유압식 만능재료시험기로 얻은 실재료의 인장/압축 응력-변형률 데이터를 이용해 압입시험 전산모사를 했다. Figure 14은 작성한 프로그램으로 얻은 응력-변형률곡선을 실제와 비교한 것이다. 실선은 인장/압축 시험으로, 회색 점들은 작성된 프로그램으로 얻은 것이다. Brass를 제외한 5가지 재료에서는 응력-변형률 곡선들이 잘 일치한다.
김민수 · 현홍철 · 이진행 · 이형일 24
Table 3 Comparison of obtained property values(E = 200 GPa, C1 : 2% ↑, C2 : 2% ↑)
σo/E σo
(MPa)
n Obtained E
eE
(%)
Obtained σo
eσo
(%)
Obtained n
en
(%)
0.001 200 (MPa)
2 204.7 2.4 192.5 3.8 1.9 4.6 3 204.7 2.4 190.4 4.8 2.8 6.4 5 204.3 2.1 192.0 4.0 4.7 6.6 7 206.4 3.2 200.2 0.1 6.7 4.0
10 204.8 2.4 186.4 6.8 9.5 5.3
13 203.9 1.9 189.6 5.2 11.9 8.7
20 203.7 1.9 191.5 4.3 19.4 3.1
0.002 400 (MPa)
2 194.0 3.0 426.7 6.7 2.0 1.6 3 195.4 2.3 410.3 2.6 3.0 1.6 5 196.4 1.8 400.6 0.2 5.0 0.3 7 195.4 2.3 404.4 1.1 7.2 3.2
10 194.9 2.6 403.4 0.8 10.3 3.2
13 194.4 2.8 402.5 0.6 13.6 4.7
20 194.1 3.0 399.8 0.1 19.8 0.9
0.003 600 (MPa)
2 203.7 1.8 651.7 8.6 2.0 1.7 3 198.8 0.6 634.0 5.7 3.0 0.9 5 199.2 0.4 625.4 4.2 5.1 1.6 7 200.2 0.1 610.7 1.8 6.9 2.0
10 200.1 0.0 620.2 3.4 10.2 2.2
13 200.5 0.2 621.4 3.6 13.6 4.4
20 200.7 0.3 622.1 3.7 21.6 8.0
0.004 800 (MPa)
2 196.9 1.6 860.4 7.5 2.0 0.5 3 197.8 1.1 832.9 4.1 3.0 0.3 5 199.1 0.5 830.2 3.8 5.1 1.6 7 199.1 0.5 832.1 4.0 7.2 3.0
10 199.5 0.3 817.8 2.2 9.9 0.8
13 200.5 0.3 822.2 2.8 13.3 2.5
20 200.7 0.4 818.9 2.4 20.2 0.9
Brass의 경우 이중 삼각뿔 압입시험으로 구해지는
항복 강도는 118 MPa로, 실제 항복강도와 상당한
오차가 있다. 이처럼 멱함수를 잘 따르지 않는 재 료에서는 실제와 예측 σo 가 큰 차이를 보인다.
이는 멱함수의 한계에 기인한다. Brass같은 재료의
물성치 예측을 위해서는 3개 이상의 변수를 갖는 회귀 함수를 사용하거나 회귀구간을 달리 설정해 물성을 구해야 한다.
7. 요 약
유한요소해에 기초한 역해석 방법을 통해 방대한 재료물성치에 대한 이중 삼각뿔 압입물성평가법을 제시했다. 재료물성치와 하중-변위 곡선간 일대일 대응 시킬 수 있는 함수를 생성함으로써, 미지 재료에 대한 압입시험 데이터로부터 즉시 물성을 찾을 수
Table 4 Comparison of obtained property values(E = 200 GPa, C1 : 2% ↓, C2 : 2% ↓)
σo/E σo
(MPa)
n Obtained E
eE
(%)
Obtained σo
eσo
(%)
Obtained n
en
(%)
0.001 200 (MPa)
2 205.0 2.5 188.6 5.7 1.9 5.1 3 204.6 2.3 192.4 3.8 2.8 7.2 5 204.4 2.2 198.3 0.9 4.8 4.1 7 206.5 3.3 188.0 6.0 6.9 1.5 10 204.8 2.4 194.6 2.7 9.8 2.2
13 203.9 2.0 199.8 0.1 12.6 3.1
20 203.7 1.8 201.6 0.8 19.0 5.1
0.002 400 (MPa)
2 197.0 1.5 376.2 5.9 2.0 1.6 3 201.4 0.7 396.7 0.8 3.0 1.6 5 197.4 1.3 381.0 4.8 5.0 0.3 7 194.4 2.8 386.8 3.3 7.2 3.2
10 195.1 2.4 390.3 2.4 10.3 3.2
13 205.7 2.9 397.1 0.7 13.6 4.7
20 194.7 2.7 383.5 4.1 19.8 0.9
0.003 600 (MPa)
2 196.1 2.0 588.3 2.0 2.0 0.1 3 198.3 0.9 584.9 2.5 3.0 0.2 5 198.8 0.6 584.4 2.6 5.0 0.4 7 199.8 0.1 571.5 4.8 6.7 4.4 10 199.6 0.2 582.8 2.9 9.9 1.4
13 199.9 0.0 585.8 2.4 13.0 0.2
20 200.1 0.0 586.3 2.3 20.2 0.8
0.004 800 (MPa)
2 195.9 2.0 768.1 4.0 2.0 0.2 3 197.2 1.4 761.3 4.8 3.0 1.1 5 198.5 0.7 770.4 3.7 4.9 1.1 7 198.5 0.8 776.1 3.0 7.0 0.6 10 198.9 0.6 765.6 4.3 9.5 5.3
13 199.9 0.1 771.6 3.5 12.6 3.4
20 200.1 0.0 770.2 3.7 18.5 7.6
Table 5 Sensitivity of the estimated material properties to the variation in the Kick’s law coefficient
0% in C +2% in C1, 2 -2% in C1, 2
Ave. error (%)
SD (%)
Ave. error (%)
SD (%)
Ave. error (%)
SD (%)
E 0.70 0.56 1.50 1.06 1.43 1.03
σo 1.68 1.22 3.53 2.26 3.16 1.62
n 1.73 1.39 3.01 2.33 2.52 2.20
있는 장점이 있다. 같은 투영접촉면적을 주는 원뿔형 압입자와 삼각뿔 압입자는 실제로 다른 하중-변위곡선을 갖는 것을 확인했으며 이에 원뿔형 압입자와는 독립적인 연구가 필요함을 보였다.
삼각뿔 압입 유한요소해석으로 압입자 중심각이
유한요소해에 기초한 이중 삼각뿔 압입 물성평가법 25
σ
t0 300 600 900 1200 1500
Given σt−εt curves Computed data
σo/E = 200/(200 10× 3)
n = 3
5 7 10
σ
t0 500 1000 1500 2000 2500
Given σt−εt curves Computed data
σo/E = 400/(200 10× 3)
n = 3
5 7 10
(a) σo/E = 200/(200×103) (b) σo/E = 400/(200×103)
εt
0.00 0.05 0.10 0.15 0.20 0.25 0.30
σ
t0 600 1200 1800 2400 3000
Given σt−εt curves Computed data
σo/E = 600/(200 10× 3)
n = 3
5 7 10
εt
0.00 0.05 0.10 0.15 0.20 0.25 0.30
σ
t0 1000 2000 3000 4000
Given σt−εt curves Computed data
σo/E = 800/(200 10× 3)
n = 3
5 7 10
(c) σo/E = 600/(200×103) (d) σo/E = 800/(200×103)
Fig. 11 Comparison of computed stress-strain curves to those given for E = 200 GPa using WC indenter [εo = (a) 0.001 (b) 0.002 (c) 0.003 and (d) 0.004]
σ
t0 300 600 900 1200 1500
Given σt−εt curves Computed data
σo/E = 200/(200 10× 3)
n = 3
5 7 10
σ
t0 500 1000 1500 2000 2500
Given σt−εt curves Computed data
σo/E = 400/(200 10× 3)
n = 3
5 7 10
(a) σo/E = 200/(200×103) (b) σo/E = 400/(200×103)
εt
0.00 0.05 0.10 0.15 0.20 0.25 0.30
σ
t0 600 1200 1800 2400 3000
Given σt−εt curves Computed data
σo/E = 600/(200 103)
n = 3
5 7 10
εt
0.00 0.05 0.10 0.15 0.20 0.25 0.30
σ
t0 1000 2000 3000 4000
Given σt−εt curves Computed data
σo/E = 800/(200 10× 3)
n = 3
5 7 10
(c) σo/E = 600/(200×103) (d) σo/E = 800/(200×103)
Fig. 12 Comparison of computed stress-strain curves to those given for E = 200 GPa using diamond indenter [εo = (a) 0.001 (b) 0.002 (c) 0.003 and (d) 0.004]
김민수 · 현홍철 · 이진행 · 이형일 26
1/n
0.0 0.1 0.2 0.3 0.4 0.5 0.6
[C/E] corr.
0.0 0.3 0.6 0.9 1.2 1.5
εo 0.010
0.001 Triangular Pyramidal indenter
α = 65.3o (Berkovich)
εo = 0.001, 0.002, 0.003, 0.004, 0.006, 0.008, 0.010
E (GPa) 70 200 300
1/n
0.0 0.1 0.2 0.3 0.4 0.5 0.6
[C/E] corr.
0.0 0.1 0.2 0.3 0.4 0.5 0.6
E (GPa) εo = 0.001, 0.002, 0.003, 0.004,
0.006, 0.008, 0.01
εo 0.01
0.001 Berkovich indenter
α = 45o
70 200
(a) α = 65.3°; Berkovich (b) α = 45°
Fig. 13 [C/E]corr. vs. 1/n curves for various values of yield strain
σ
t (MPa)0 200 400 600 800 1000 1200
σo/E = 689/(205 103) σo/E = 727/(207 103)
×
× SCM4
σ
t (MPa)0 200 400 600 800
σo/E = 290/(201 103) σo/E = 259/(202 103)
×
× SS400
(a) (d)
σ
t (MPa)0 100 200 300 400 500
σo/E = 277/(69 103) σo/E = 276/(68 103)
×
× Al6061
σ
t (MPa)0 200 400 600 800 1000
σo/E = 334/(160 103) σo/E = 296/(159 103)
×
× J2
(b) (e)
εt
0.00 0.05 0.10 0.15 0.20 0.25 0.30
σ
t (MPa)0 100 200 300 400 500 600
σo/E = 156/(106 103) σo/E = 118/(105 103)
×
× Brass
εt
0.00 0.05 0.10 0.15 0.20 0.25 0.30
σ
t (MPa)0 200 400 600 800
σo/E = 470/(210 103) σo/E = 410/(212 103)
×
× API-X65
(c) (f)
Fig. 14 Comparison between stress-strain curves computed by two parameters regression of the total strain range and those measured by experiment for (a)SCM4, (b)Al6061, (c)Brass, (d)SS400, (e) Brass and (f) API-X65



![Fig. 11 Comparison of computed stress-strain curves to those given for E = 200 GPa using WC indenter [ ε o = (a) 0.001 (b) 0.002 (c) 0.003 and (d) 0.004] σ t 030060090012001500 Given σ t − ε t curvesComputed dataσo/E = 200/(200 10×3) n = 3 57 10 σ](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5226083.357572/9.892.116.800.177.655/comparison-computed-stress-strain-curves-indenter-curvescomputed-dataσo.webp)