<학술논문> DOI:10.3795/KSME-A.2009.33.7.673
Al6061 합금의 열간 압출공정에서 금형 냉각시스템에 의한 압출재의 결정립 성장 제어
고대훈* · 이상호** · 고대철*** · 김호관**** · 김병민†
(2009 년 2 월 16 일 접수, 2009 년 6 월 2 일 수정, 2009 년 6 월 3 일 심사완료)
Reduction of Grain Growth for Al6061 Alloy by the Die Cooling System in Hot Extrusion Process
Daehoon Ko, Sangho Lee, Daecheol Ko, Hokwan Kim and Byungmin Kim
Key Words : Microstructure Evolution(미세조직 변화), Grain Growth(결정립 성장), Die Cooling System(금형 냉각시스템), Aluminum Hot Extrusion(알루미늄 열간압출), Computational Fluid Dynamics(CFD;유체 유동 해석), FE-Simulation(유한요소 해석)
Abstract
In this study, die cooling system using the nitrogen gas has been applied to hot aluminum extrusion process for refining grains and reducing of grain growth. Computational fluid dynamics(CFD) has been carried out to evaluate die cooling effect by nitrogen gas, and the results of CFD have been used to FE- simulation for the prediction of the extrudate temperature in hot extrusion process. Experimental hot extrusion has been performed to observe microstructure and to measure temperature of extrudate. The results of FE- Simulation have been good agreement with those of experiment. Finally, process condition of hot extrusion can be established to reduce grain growth of Al6061 through the experiment.
1. 서 론
금속재료의 미세조직은 강도, 경도 등 제품의 기계적 특성에 상당한 영향을 미친다. 이에 따라 오래 전부터 현재까지 재료의 미세조직 변화 (Microstructure evolution)에 관한 수많은 연구가 진 행되어 왔다.(1~4)
재료의 강도, 경도 등의 기계적 특성은 재료의 결정립 크기(Grain size)와 밀접한 관계를 가지며, 강도 및 경도를 향상시키기 위해서는 재료의 결정 립 성장(Grain growth)을 제어하여 결정립을 미세화 해야 한다. 특히 알루미늄 합금의 열간 압출가공
시, 소재는 비교적 빠른 변형속도로 유동하기 때 문에 냉간가공 때와는 달리 소재의 조직변화가 불 균일하다.(5) 이에 따라 균일한 미세조직을 얻기 위 해서는 열간변형 시의 파라미터인 온도(T), 변형속 도(έ), 유동응력(σ) 등의 적정조합이 선정되어야
한다.(6,7) 따라서 알루미늄 열간 압출공정 파라미터
에 대한 체계적인 공정해석이 필수적이다.
압출재의 결정립 성장은 고온에서의 높은 열에 너지의 축적으로 인한 에너지 완화현상으로, 결정 립 성장을 억제하기 위해서는 압출재의 온도냉각 이 필요하다. 일반적으로 열간 압출공정에서 압출 재 온도를 냉각시키기 위한 방법으로 질소가스를 이용한 금형 냉각시스템(Die cooling system)을 많이 적용하였다.(8~12) 금형 냉각을 위한 질소(N2)는 헬 륨(He), 아르곤(Ar)과 같이 대표적인 불활성 기체 (Inert gas)로서 다른 화합물과 반응성이 적으며, 가 격도 상대적으로 저렴하여 다양한 산업분야에서 냉각제로 널리 사용되고 있다.
Thomas(11)와 Ronald(12)는 열간 압출공정에서 금 형 냉각시스템을 적용하여 Al6063, Al6105 의 소재 에 대해 열간 압출실험한 결과, 제품의 생산성 향
† 책임저자, 회원, 부산대학교 기계공학부 E-mail : [email protected]
TEL : (051)510-3074 FAX : (051)581-3075
* 부산대학교 대학원 첨단정밀공학
** 부산대학교 대학원 정밀가공시스템
*** 부산대학교 ILIC
**** 중소기업청
Fig. 1 Structure of HDD and final shape of HDA
상과 불량률(Scrap rate)을 감소시킬 수 있음을 입 증하였다. 하지만 금형 냉각시스템의 적용으로 인 한 압출재의 온도변화와 변형속도에 따른 미세조 직의 변화는 예측하지 못하였으며, 냉각유로 (Cooling path) 내 냉매의 유동특성에 따른 금형 냉 각온도의 영향을 파악하지 못하였다.
따라서 본 연구의 목적은 컴퓨터 하드디스크의 주요부품인 HDA(Hard Disk Arm)의 알루미늄 열간 압출공정에서 압출재의 결정립 성장 제어를 통해 결정립이 미세한 고강도의 제품을 얻는데 있다.
압출재의 냉각을 위해 본 연구에서는 질소가스에 의한 금형 냉각시스템을 적용한 열간 압출공정을 고려하였다. 이에 따라 질소가스에 의한 열간 압 출 금형의 냉각효과를 파악하기 위해 유체유동해 석(Computational Fluid Dynamics; CFD)을 수행하였 으며, 유체유동해석 결과와 연계한 유한요소해석 (FE-Simulation)을 통해 열간 압출공정에서 압출재 의 온도분포를 예측하였다. 또한 해석결과의 타당 성을 검증하기 위해 금형 냉각실험 및 열간 압출 실험을 수행하여 압출 금형 및 압출재의 온도분포 를 파악하고, 유한요소해석과 비교해 보았다. 또한 압출재의 결정립 성장을 제어하기 위한 압출공정 조건을 확립하였다.
2. 압출제품 및 금형 냉각시스템
2.1 압출제품 및 요구조건
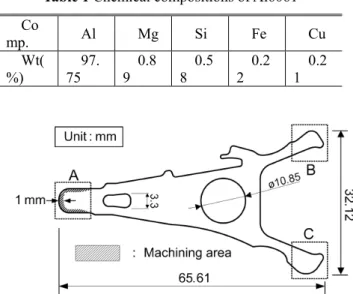
본 연구에서 고려한 HDA 는 컴퓨터 하드디스크 의 주요부품으로서, 디스크의 데이터를 기록하는 헤드(Head)를 지지하는 역할을 한다. Fig. 1 은 열간 압출 가공된 압출재를 기계 가공한 최종 제품 형 상과 하드디스크 내부에서 HDA 가 조립되는 위치 를 나타낸다. HDA 의 재질은 중강도를 가지면서 내식성이 우수한 6000(Al-Mg-Si)계 알루미늄 합금 가운데 가장 일반적인 Al6061 이며, 주요 화학적 성분은 Table 1 과 같다.
Table 1 Chemical compositions of Al6061 Co
mp. Al Mg Si Fe Cu Wt(
%)
97.
75
0.8 9
0.5 8
0.2 2
0.2 1
Fig. 2 Dimension and allowable distribution of grain growth for extrudate
압출재의 결정립 성장 제어를 위해서는 결정립 크기에 대한 판단기준이 필요하다. 따라서 소재가 고온변형 뒤 재결정 과정을 거친 후, 최종 결정립 이 성장된 분포로 판단기준으로 설정하였다.
Fig. 2 에 압출재의 치수 및 기계 가공 영역을 나타내었다. A 지점은 헤드가 조립되는 부분이고, B 와 C 지점은 하드디스크 본체와 결합되는 부분 이다. 이에 따라 A, B, C 지점들은 고강도가 요구 되며, 결정립 미세화를 위해 결정립 성장 제어가 중요한 부분이다. 특히 A 지점의 요구조건은 압출 재의 표면을 기준으로 결정립의 성장층 두께가 1mm 이내야 한다. 따라서 1mm 이상이면 요구조 건을 불만족, 1mm 이하이면 만족한다고 판단하였 다. 이는 최종 제품으로 생산되기 위해 압출재의 표면을 1mm 가량 기계 가공하므로, 1mm 이하의 영역은 결정립 성장으로 인한 제품의 강도저하 요 인에 무관하다고 할 수 있기 때문이다.
2.2 금형 냉각시스템의 구조설계
열간 압출공정에서 질소가스를 이용하여 압출금 형을 냉각시키기 위한 냉각시스템을 설계 및 제작 하였다. 먼저 본 연구에서 적용한 압출금형은 4 홀 로 구성된 포트홀(Porthole) 방식이며, 금형의 재질 은 열간 금형강인 STD 61 을 사용하였다. 포트홀 금형은 압출재의 중공형상을 이루어지게 하는 맨 드렐(Mandrel)과 소재가 처음 4 곳의 홀로 분할되 었다가 유동하여 다시 접합되는 접합실(Welding chamber) 및 접합된 소재가 최종 압출재의 형상으 로 성형되는 베어링(Bearing) 부로 구성되어 있다.
압출금형에서 질소가스가 유동하는 냉각유로의
Fig. 3 Shape of cooling path and structure of die cooling system in the porthole die
적용위치 및 형상을 Fig. 3 에 나타내었다. 냉각유 로는 백커(Backer)의 상단부에 위치하며 베어링 부 를 국부적으로 냉각한다. 그리고 냉각유로 내의 질소가스는 입구부(Inlet)를 시작으로 화살표 방향 으로 유동한 뒤, 총 4 곳의 출구부(Outlet)로 배출 되게 설계하였다. 냉각유로의 가공 시, 냉각유로의 표면거칠기 정도에 따라 질소가스의 유동에 많은 영향을 미칠 것이라 판단하여, 정삭 가공으로 평 균 표면거칠기(Ra)를 25 ㎛로 가공하였다. 또한 접 합실의 크기를 고려하여 냉각유로의 치수는 가로 120mm, 세로 80mm 으로 하였으며, 냉각유로의 단 면은 가공 시 가장 용이한 형상인 8mm×2mm 의 직사각형으로 설계하였다.
3. 냉각시스템을 적용한 열간 압출해석
3.1 냉각유로의 CFD 해석 및 냉각 실험 금형 냉각시스템이 적용된 열간 압출공정의 압 출재 온도예측을 위해서는 질소가스에 의한 금형 냉각효과가 고려되어야 한다. 따라서 열간 압출성 형해석을 수행하기 앞서 선행적으로 냉각유로 내 질소가스의 유동특성을 파악하고 이에 따른 냉각 유로의 온도 데이터를 확보해야 한다. 이를 위해 CFD 해석을 통하여 질소가스의 유동특성 및 냉각 유로의 온도 데이터를 확보하였다.
질소가스의 유동특성과 냉각효과를 파악하기 위 해 CFD 해석에 필요한 해석조건을 결정하였다.
초기온도가 25℃인 상온의 질소가스가 50l/min 의
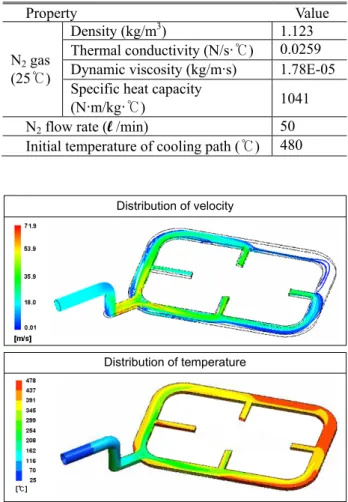
Table 2 Initial condition of CFD analysis
Property Value
N2 gas (25℃)
Density (kg/m3) 1.123 Thermal conductivity (N/s·℃) 0.0259 Dynamic viscosity (kg/m·s) 1.78E-05 Specific heat capacity
(N·m/kg·℃) 1041 N2 flow rate (l /min) 50 Initial temperature of cooling path (℃) 480
Distribution of velocity
Distribution of temperature
Fig. 4 Results of CFD analysis for cooling path in the porthole die
유량으로 냉각유로의 입구부에 투입되며, 냉각유 로의 표면 초기온도는 열간 압출 시, 금형의 초기 가열온도인 480℃로 설정하였다. 그 밖의 해석조 건을 Table 2 에 나타내었으며, CFD 해석은 ANSYS-CFX 10.0 을 사용하였다.
CFD 해석으로 구한 냉각유로 내 질소가스의 속 도와 온도분포를 Fig. 4 에 나타내었다. 질소가스의 속도분포는 최대 71.9 m/s, 최저 0.01 m/s 이였으며, 특히 입구부의 반대편 영역은 질소가스의 유동이 거의 없는 것을 확인할 수 있었다. 이는 냉각유로 내에서 유동하는 질소가스의 압력과 외부 대기압 과의 압력 차로 인해 질소가스가 출구부로 배출되 는데, 이런 출구부의 부적절한 위치 문제로 인해 발생된 현상이라 판단된다. 또한 냉각유로의 온도 분포는 질소가스의 유동특성과 매우 밀접한 관계 가 있었다. 질소가스의 유속이 빠른 입구부는 상 대적으로 낮은 온도분포를 가졌으며, 유동이 거의 없는 영역은 초기 금형온도인 480℃로 유지하고 있음을 확인할 수 있었다.
CFD 해석결과의 신뢰성을 검증하기 위해 CFD 해석과 동일한 조건으로 금형 냉각실험을 수행하
Fig. 5 Schematic diagram of the die cooling experiment 였다. 냉각실험에 사용된 금형의 크기와 재질은
열간 압출 시, 현장에서 적용되는 압출금형과 동 일하며 냉각유로의 형상, 크기 및 평균 표면거칠 기도 동일하게 제작하였다.실제 열간 압출 시, 압 출금형의 하우징 역할을 하는 단열케이스를 제작 하여 금형에 단열조건을 부여하였다. 가열된 소재 와 압출금형과의 열전달을 고려하기 위해 소재 역 할을 하는 카트리지 히터(Cartridge heater)를 상부금 형(Upper die)에 설치하고, 실험이 진행되는 동안 지 속적인 열원을 공급하게 하였다. 금형의 냉각 온도 측정 시, 가공상의 문제로 열전대(Thermocouple)와 유로의 벽면을 완전히 접촉시킬 수 없기 때문에 최 소한의 가공치수인 2mm 떨어진 지점에 슈퍼드릴 가 공을 하여 오차를 줄였다. 슈퍼드릴 가공은 Ø1.6mm
×h150mm 4 곳, Ø1.6mm×h120mm 4 곳으로 하여 총 8 곳에 가공하였으며, 이 슈퍼드릴 가공한 곳에 K-Type 열전대를 삽입하여 금형이 냉각되는 온도 를 측정하였다. 금형 냉각실험의 개략도 및 실험 에 사용된 실제 금형과 제작된 냉각유로 형상을 Fig. 5 에 나타내었다.
금형 냉각실험은 먼저 금형을 가열로에서 4 시 간 동안 480℃까지 가열한 뒤, 단열케이스 내부에 삽입하였다. 초기온도 25℃인 질소가스를 50L/min 의 유량으로 금형 내부의 냉각유로에 유동시켜 매 1 초의 간격으로 시간변화에 따라 금형의 냉각 온 도를 측정하였다. 온도 측정장비는 Tokyo sokki kenkyujo 사의 TDS-602 을 사용하였으며, 상부금형 에 설치된 카트리지 히터에 의한 열원과 질소가스 에 의한 금형 냉각온도가 평형이 이루어진 정상상
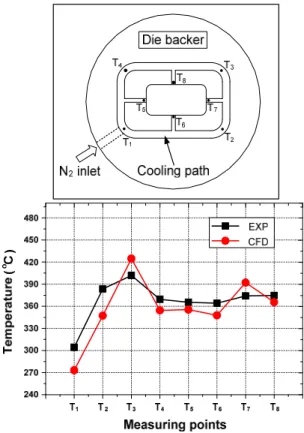
Fig. 6 Temperature measuring points and comparison of CFD with experiment for die cooling temperature 태(Steady state)까지 실시간으로 측정하였다.
금형 냉각실험의 온도측정은 냉각유로의 곡률부 4 곳과 출구부 4 곳에서 측정하였으며 온도측정 결 과, 정상상태까지 도달한 시간은 실험 시작 후 23
분이 소요되었다. CFD 해석으로 구한 금형온도와 금형 냉각실험의 정상상태 금형온도를 비교하여 Fig. 6 에 나타내었다. 최저온도지점 T1과 최대온도 지점 T2 와의 온도차가 CFD 해석의 경우는 151.5℃, 금형 냉각실험의 경우는 105℃였다.
T3, T7을 제외하고는 금형 냉각실험의 온도가 약간 더 높게 측정되었다. 그 이유는 열전대 삽입을 위한 슈퍼드릴 가공 시, 가공상의 문제로 인한 냉각유로 의 벽면과 측정지점 사이의 2mm 차이로 인해서 오 차가 발생되었다고 판단된다. 하지만 냉각유로 내 온도가 CFD 해석 결과와 금형 냉각실험이 유사하였 으며, 이에 따라 CFD 해석의 검증 및 신뢰성을 확 보할 수 있었다. 또한 냉각유로 내 불균일한 온도분 포는 열간 압출 시, 압출재의 온도분포에도 영향을 미칠 것으로 예상되기 때문에 냉각유로의 최적설계 를 통해 온도 차의 최소화가 필요하다고 판단된다.
3.2 열간 압출공정의 성형해석
압출재의 압출온도를 예측하기 위해 열간 압출 성형해석을 수행하였다. 금형 냉각시스템에 의해 냉각되는 압출재 온도를 확인하기 위하여 질소 냉 각시스템의 적용 유·무에 따라 압출속도를 변화시 켜 해석하였다. 금형 냉각시스템을 적용한 경우에 는 CFD 해석으로 구한 냉각유로 절점의 온도데이 터를 성형해석 프로그램에서 격자 분할된 냉각유 로의 절점에 입력하여 열간 압출성형해석을 수행 하였고, 금형 냉각시스템을 적용하지 않을 경우는 냉각유로의 절점에 냉각된 온도데이터의 입력조건 없이 바로 해석하였다.
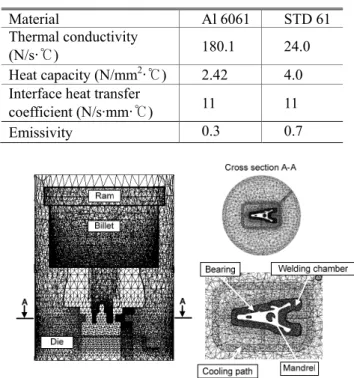
열간 압출성형해석을 위한 초기조건 및 공정조 건은 Table 3 과 같으며, 소재와 금형의 열적 물성 치를 Table 4 에 나타내었다. 또한 열간 압출성형해 석을 위한 유한요소모델을 Fig. 7 에 나타내었으며, 압출금형 및 압출재의 형상이 비대칭이기 때문에 3D 전체형상을 고려하였다. 소재는 변형체 모델로, 압출금형 및 램은 변형을 수반하지 않은 강체로 가정하여 해석하였다.
열간 압출성형해석 결과로부터 압출재의 온도 분포를 파악하기 위하여 질소가스에 의한 냉각된
Table 3 Initial condition of FE-Simulation Extrusion condition Value Dimension of billet (mm) Ø178 х h300 Dimension of die (mm) Ø230 х h150 Initial billet temp (℃) 430
Initial die temp (℃) 480 Extrusion ratio 44 Friction factor (m) 0.7
Ram speed (mm/s) 1.8, 2.2, 2.6 Die cooling system Without N2 gas
With N2 gas
Table 4 Thermal properties for billet and tool material Material Al 6061 STD 61 Thermal conductivity
(N/s·℃) 180.1 24.0
Heat capacity (N/mm2·℃) 2.42 4.0 Interface heat transfer
coefficient (N/s·mm·℃) 11 11 Emissivity 0.3 0.7
Fig. 7 FE-modeling and cross section of porthole die
Ram speed : 2.2 mm/s
D
D D
D D
E
E F F
F F
G
G
B
B
B B C
C C
D
D E
E F F
F F
F D
E E
F D
DD C D
B B
C
C D
D D
E
E
F
F F F
D D
D
Ram speed : 1.8 mm/s
Ram speed : 2.6 mm/s
E E
A = 550 B = 538 C = 525 D = 513 E = 500 F = 488 G = 475
[°C]
H = 463 I = 450 E
(a) Without die cooling system
(b) With die cooling system
Fig. 8 Distribution of temperature for extrudate
압출재의 온도분포를 조사하였다. 압출재의 온도는 접합실에서 베어링 부를 통과한 직후의 압출재 외부 표면 온도를 측정하여, Fig. 8 에 압출재 온도 분포를 금형 냉각시스템의 적용 유·무 및 압출속도의 변화에 따라 나타내었다.
압출재의 형상 둘레를 따라 표면에 근접할수록 고온의 온도분포가 형성되었으며, 이 고온영역의 온도분포를 파악하는 것이 중요하다. 그 이유는 변형온도가 높을수록 축적된 열에너지 완화를 위 해 결정립 성장이 활발히 진행되기 때문이다.(13) 따라서 압출재 온도 분포에서 최대 온도를 파악하 여 제어하는 것이 가장 타당하다고 판단된다.
금형 냉각시스템의 적용 유·무와 무관하게 압출속 도가 증가할수록 압출재 외부표면온도는 증가하였다.
그리고 금형 냉각시스템을 적용하지 않은 경우, 압출 속도가 2.2 와 2.6 mm/s 에서 최대 온도가 538℃이었으 며, 압출속도가 1.8 mm/s 에서는 최대 온도가 513℃임 을 확인할 수 있었다. 그리고 금형 냉각시스템을 적 용한 경우, 압출속도 2.6 mm/s 에서 525℃의 최대 온도 분포가, 1.8 와 2.2 mm/ 에서는 513℃ 이상으로 확인되 었지만, 1.8mm/s 에서는 대부분이 500℃의 온도분포 가졌다. 이에 따라 열간 압출성형해석 통하여 동일한 압출속도 조건에서 압출재 표면온도를 비교한 결과, 질소가스를 이용한 금형 냉각시스템을 적용함으로써 압출재의 표면온도를 13~26℃정도 냉각할 수 있음을 알 수 있었다.
4. 열간 압출실험
4.1 실험조건 및 방법
성형해석 결과의 검증 및 금형 냉각시스템의 적용 에 따른 압출재의 온도변화가 미세조직에 미치는 영 향을 파악하기 위하여 열간 압출실험을 수행하였다.
열간 압출실험은 최대 압출하중이 1800ton 인 압출기 에서 직접압출방식을 적용하여, 열간 압출성형해석과 동일한 조건으로 금형 냉각시스템의 적용 유·무에 따 라 압출속도를 변화시켜 수행하였다. 또한 각 압출조 건에 대하여 소재를 5 개씩 컨테이너(Container)에 삽 입하여 연속적으로 압출하였으며, 압출재의 온도 측 정은 비 접촉식 온도 측정기를 사용하여 베어링 부 를 통과한 직후의 압출재 온도를 측정하였다. 그리고 압출재의 미세조직 관찰은 질소 냉각시스템의 적용 유·무 및 압출속도에 변화에 따라 시편을 채취하여 압출재의 결정립 성장여부를 관찰하였다. 이를 위해 압출재가 베어링 부를 통과한 직후, 즉시 수냉(Water quenching)하여 175℃에서 9 시간 동안 인공시효 (Artifical aging) 열처리하여 미세조직을 관찰하였다.
4.2 열간 압출실험 결과
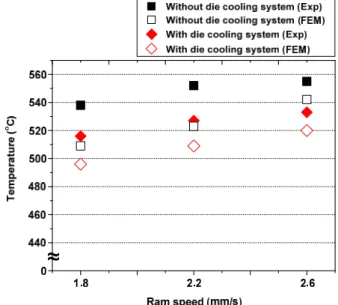
열간 압출실험을 통해서 압출재의 온도 측정 및 미 세조직을 관찰하였다. 먼저 열간 압출실험과 성형해 석에서 동일한 지점의 압출재 온도를 비교하여 Fig. 9
에 나타내었다. 열간 압출실험과 성형해석 모두 압출 속도 증가할수록 압출재 온도가 증가하는 동일한 경 향을 나타내었다. 그리고 실험과 성형해석의 온도비 교 결과, 모든 압출속도 조건에서 압출재 온도가 성 형해석 보다 실험이 더 높게 나왔다. 이는 열간 압출 실험 시, 연속적인 열간 압출로 인한 포트홀 금형 내 누적된 열에너지가 성형해석에서는 고려하지 못했기 때문이라 판단된다. 또한 최대 오차율은 금형 냉각시 스템을 적용하지 않은 경우의 압출속도 1.8mm/s 에서 4.69%로서 매우 근사한 값을 가졌다. 따라서 Al6061 의 열간 압출공정에서 질소가스를 이용한 금형 냉각 효과를 파악하기 위해 CFD 해석과 연계한 열간 압출 성형해석의 결과가 타당함을 확인할 수 있었다.
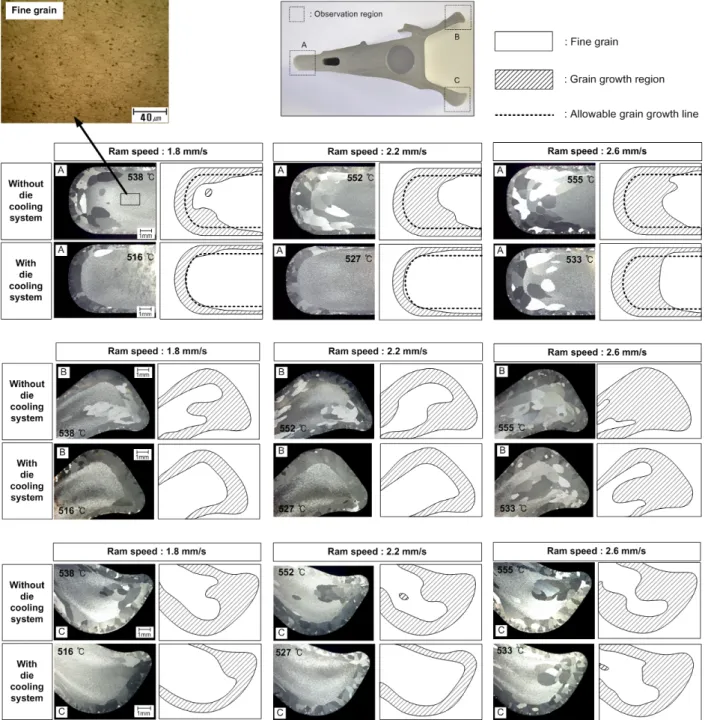
Fig. 10 에 금형 냉각시스템의 적용 유·무 및 압출속 도 변화에 따른 압출재의 조대화된 결정립 분포와 측 정된 최대온도를 나타내었다. 또한 금형 냉각시스템 을 적용하지 않은 압출속도 1.8mm/s 인 경우의 결정 립 조대화가 발생하지 않은 내부 미세조직을 나타내 었다. 열간 압출 성형하기 전, 소재의 초기 평균 결정 립 크기는 109 ㎛이었으며, 모든 압출조건에서 결정립 조대화가 발생하지 않은 압출재의 내부는 소성 변형 으로 인해 동적 재결정(Dynamic recrystalliz-ation)이 발 생하여 30 ㎛ 이하의 미세한 결정립 크기를 가졌다.
하지만 압출재 외부 표면은 Fig. 10 에서 확인할 수 있 듯이 압출 조건에 따라 결정립 성장으로 인한 조대화 현상이 상이하게 발생되었음을 확인할 수 있었다. 또 한 결정립 성장 분포가 압출재 형상의 둘레를 따라 발생되었으며, 이는 열간 압출성형해석 결과에서 알 수 있었듯이 압출재 외부표면에서 마찰 발열로 인해 가장 높은 온도분포를 가지기 때문이다.(14) 따라서 압 출재 온도예측 시, 최고온도를 파악하여 결정립의 성 장을 제어하는 것이 가장 타당함을 확인할 수 있었다.
Fig. 9 Comparison of experiment with FE-simulation for extrudate temperature
Fig. 10 Microstructure of grain growth of extrudate for without die cooling system and with die cooling system 압출재 결정립 성장 제어의 판단기준은 서두에
서 언급하였듯이 A 지점의 결정립 성장 분포가 압출재 표면에서 1mm 이내로 만족해야 한다. Fig.
10 에 기계 가공하는 영역인 결정립 성장 허용선 을 점선으로 표시하였다. 이에 따라 표시한 결정 립 성장 허용선을 통해 금형 냉각시스템을 적용하 지 않은 경우는 모든 압출속도 조건에서 만족하지 못함을 확인할 수 있으며, 금형 냉각시스템을 적 용한 경우는 압출속도 2.6mm/s 를 제외하고 1.8 와 2.2 mm/s 에서는 요구조건을 만족함을 확인할 수
있다. 또한 요구조건을 만족한 경우에는, 압출재의 최대온도가 530℃ 이하임을 알 수 있었으며, 이에 따라 본 연구에서 고려한 소재 Al6061 의 열간 압 출 시, 결정립 조대화를 억제하기 위한 압출재의 온도는 530℃ 이하로 유지하는 것이 중요하다고 할 수 있다. 또한 요구조건을 만족하는 양질의 압 출재를 생산하기 위한 조건 하에 금형 냉각시스템 의 적용을 통해서 압출속도를 증가시킬 수 있으며, 생산성을 고려한 최대 압출속도는 2.2mm/s 임을 알 수 있었다.
5. 결 론
본 연구에서는 HDA 의 Al6061 열간압출 공정에 서 질소가스를 이용한 금형 냉각시스템을 적용하 여 열간압출 성형해석 및 실험을 통해 다음과 같 은 결론을 도출하였다.
(1) CFD 해석과 연계한 열간 압출성형해석을 통 하여 압출재 온도를 예측하였고, 열간 압출실험과 비교하여 해석 결과의 신뢰성과 해석기법의 타당 성을 확인하였다.
(2) 열간 압출실험을 수행하여 압출재의 미세조 직을 관찰한 결과, 압출속도가 증가함에 따라 소 재와 베어링부의 마찰발열로 인한 온도상승으로 결정립의 조대화가 발생함을 알 수 있었다.
(3) Al6061 열간 압출성형 시, 질소가스를 이용 한 금형 냉각시스템을 적용하여 압출재의 외부표 면온도를 13~26℃정도 냉각함으로써 결정립 성장 을 제어하여 미세화할 수 있었다.
(4) Al6061 의 결정립 성장 제어를 위해 압출재 외부표면온도를 530℃ 이하로 관리 및 유지하는 것이 중요하며, 제품의 요구조건 및 생산성을 고 려한 최대 압출속도는 2.2mm/s 로 결정할 수 있었 다.
후 기
이 논문은 2008 년도 교육과학기술부의 재원으로 국제과학기술협력재단(No. K20601000004-08E0100- 00410) 및 과학기술부/한국과학재단 국가핵심연구 센터사업(R15-2006-022-03003-0) 지원으로 수행되 었음.
참고문헌
(1) William, H., Wojciech, Z. and Paul, T., 2006, “Grain Structure Evolution in a 6061 Aluminum Alloy during Hot Torsion,” Materials Science and Engineering A, Vol. 419, pp. 105~114.
(2) Zhao, P. Z. and Tsuchida, T., 2009, “Effect of Fabrication Condition and Cr, Zr Contents on the Grain Structure of 7075 and 6061 Aluminum Alloy.”
Materials Science and Engineering A, Vol. 499, pp.
78~82.
(3) Duan, X. and Sheppard T., 2003, “Simulation and Control of Microstructure Evolution during Hot Extrusion of Hard Aluminum Alloys.” Materials Science and Engineering A, Vol. 351, pp. 282~292.
(4) William, H., Heather. M. B., Wojciech, Z. and Paul, T., 2004, “Evolution of Surface Recrystallization during Indirect Extrusion of 6xxx Aluminum Alloys.”
Metallurgical and Materials Transactions A, Vol. 36A, pp. 1049~1056.
(5) Ko, B. C., Kim, J. H. and Yoo, Y. C., 1998, “The Effects of Temperature and Strain Rate on Flow Stress and Strain of AA5083 Alloy during High Temperature Deformation” Transactions of Materials Processing, Vol. 7, No. 2, pp. 168~176.
(6) Cho, H. J. and Kim, N. S., 1997, “A Finite Element Model for Predicting the Microstructural Evolution in Hot Rolling.” Journal of the Korean Society of Precision Engineering, Vol. 14, No. 9.
(7) Schikorra, M., Donati, L., Tomesani, L. and Tekkaya, A.
E., 2007, “Microstructure Analysis of Aluminum Extrusion: Grain Size Distribution in AA6060, AA6082, AA7075 Alloys.” Journal of Mechanical Science and Technology, Vol. 21, No. 10, pp. 1445~1451.
(8) Heffron, J. F. and Hull, R. L., 1979, “Nitrogen Shrouding of Aluminum Extrusions.” Light Metal Age, Vol. 3, No. 4, pp. 31~33.
(9) Sheppard, T., 1981, “Temperature and Speed Effects in Hot Extrusion of Aluminum Alloys.” Met. Technol., Vol. 8, No. 4, pp. 130~141.
(10) Tanaka, K., 1992, The Japan Institute of Light Metals, 41th Sympotext, pp. 10.
(11) Thomas, J. W. and James, F. H., 1984, “The Effects of Nitrogen and Liquid and Gaseous on Aluminum Extrusion Productivity.” Proceeding of the Third International Aluminum Extrusion Technology Seminar, Vol. 1, pp. 211~219.
(12) Ronald, J. S. and Frank, D. L., 1984, “Extrusion Cooling and Inerting Using Liquid Nitrogen.”
Proceeding of the Third International Aluminum Extrusion Technology Seminar, Vol. 1, pp. 221~226.
(13) Kim, H. W. and Kang, S. B., 1997, “Hot Deformation Behavior of Al-7wt%Mg Alloy.” Journal of the Korean Institute of Metals and Materials, Vol. 35, No. 6.
(14) Li, L., Zhou, J. and Duszczyk, J., 2004, “Prediction of Temperature Evolution during the Extrusion of 7075 Aluminum Alloy at various Ram Speed by Means of 3D FEM Simulation.” Journal of Materials Processing Technology, Vol. 145, pp. 360~370.