Evaluation of Fracture Toughness of Paper in Wet State (II) - Effect of Fiber Curl Treatment -
You Sun Roh
1and Yung Bum Seo
†Received September 8, 2016; Received in revised form October 1, 2016; Accepted October 4, 2016
ABSTRACT
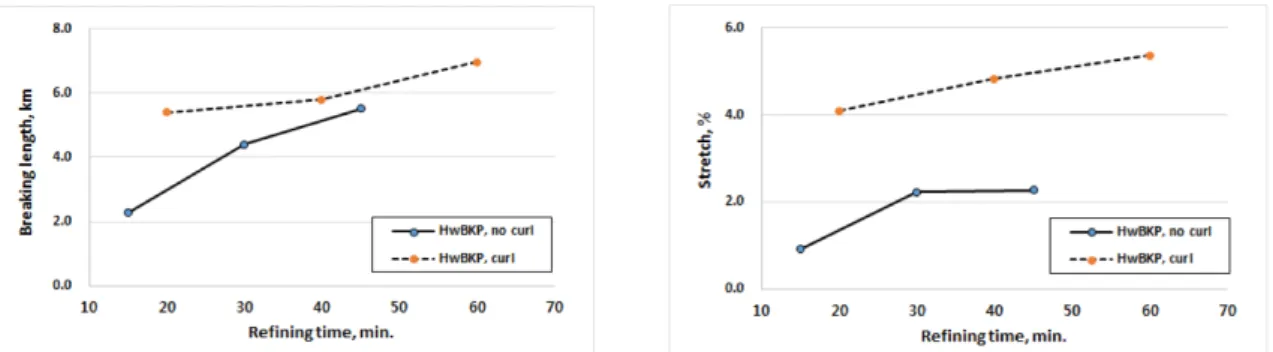
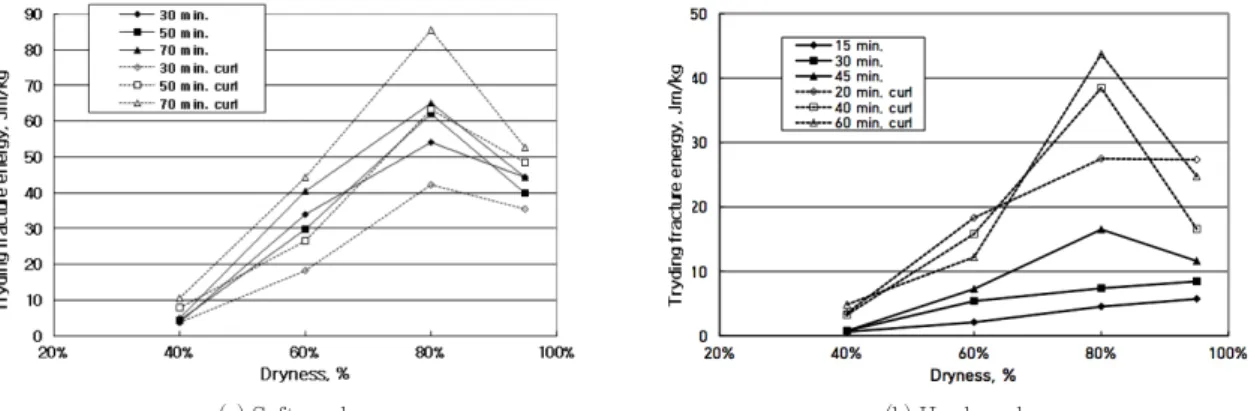
Paper breaks can cause a large economic loss in the paper mill and papermakers should take all possible precaution measures to prevent them. Fracture mechanics was employed for the evaluation of the paper break tendency on the paper machine and, until now, has been considered to be one of the most logical approaches to the problem. Fiber curl treat- ment usually increases paper strain to failure in tensile loading and, in the present study, we tried to relate fiber curl treatment to fracture energy. Two different furnishes (soft- wood and hardwood bleached kraft pulp) were used with three different refining levels;
furthermore, their fracture energy values were measured at different dryness levels (40%, 60%, 80%, and 95%). While fiber curl treatment greatly increased fracture energy for the hardwood pulp, the effect was marginal for the softwood pulp. The highest stretch was mostly at 80% solid content, where the highest fracture energy occurred.
Keywords: Fracture mechanics, fiber curl, dryness, stretch, load-widening, paper break
• Dept. of Bio-based Materials, Chungnam National Univ., Daejun, Yousung-Gu, Gung-Dong 220, Republic of Korea 1 Hansol Paper Co. Republic of Korea
† Corresponding Author: E-mail: [email protected], Fax: 82-42-821-6159