DOI https://doi.org/10.9725/kts.2018.34.6.284
고주파 연소합성 코팅된 Ni-Al계 금속간화합물의 미끄럼 마모 특성에 미치는 볼 밀링의 영향
이한영†
계명대학교 신소재공학과
Effects of Ball Milling on Sliding Wear Behavior of Ni-Al Intermetallics Coated on Mild Steel through
Induction Heating Process
Han-Young Lee
†Dept. of Advanced Materials Engineering, Keimyung University
(Received September 14, 2018; Revised November 19, 2018; Accepted November 25, 2018)
Abstract - Ball-milling for reactant powders in advance and using an induction heating system for Ni-Al inter- metallic coating process are known to enhance the reactivity of combustion synthesis. In this work, the effects of the charging weight ratio of ball to powder in ball-milling for reactant Ni-Al powders and the synthesizing temperature in induction heating on sliding wear behavior of the coating layers are investigated. Sliding wear behavior of the coating layers is examined against a tool steel using a pin-on-disc type sliding wear machine.
As results, wear of the coating layer ball-milled without ball was severely worn out at the sliding speed of 2m/
s, regardless of the synthesizing temperature in induction heating. However, the wear rate of the coating layers at the sliding speed was remarkably decreased with increasing the charging weight ratio of ball in ball-milling for reactant powders. This can be explained by the fact that the void in the coating layer is disappeared and the coating layer is densified by the ball-milling. The evidence showed that pitting damages were disappeared on the worn surface of ball-milled coating layer. Consequentially, the Ni-Al intermetallic coating layer could have better wear resistance at all sliding speed ranges with the ball-milling for reactant powders in advance.
Keywords - ball milling ( 볼 밀링), induction heating (고주파유도가열), coating layer (코팅층), intermetallics ( 금속간화합물), wear behavior (마모거동)
1. 서 론
Ni-Al 계 금속간화합물은 화학적으로 안정할 뿐만 아니 라 고온에서의 강도 및 내식성도 우수하여 고온 구조용 신소재로 주목 받고 있는 소재 중 하나이다[1, 2]. 그런 데 Ni-Al계 금속간화합물은 이러한 우수한 성질에도 불
구하고 높은 취성으로 인해 아직까지 그 활용도가 높지 않은 것이 사실이다. 최근에는 이 재료를 금속재료의 고 강도나 고기능화를 위한 표면 개질용 소재로 활용할 목 적으로 금속간화합물 제조 기술 중 연소합성 기술과 접 목시키고자 하는 연구가 진행되고 있다[3-14]. 금속재료 위 금속간화합물의 연소합성 코팅 기술은 일단의 착화로 혼합 분말이 합성될 때 발생하는 연소파 형태의 반응열 을 활용, 합성과 코팅이 동시에 이루어지도록 하는 기술 이다[1, 2]. 그런데 분말 상태의 금속간화합물 제조 시에 는 Al의 용융온도보다 낮은 온도(점화온도)에서도 완전
†
Corresponding author: [email protected] Tel: +82-53-580-5548, Fax: +82-53-580-5165 http://orcid.org/0000-0001-8398-8971
ⓒ 2018, Korean Tribology Society
고주파 연소합성 코팅된 Ni-Al계 금속간화합물의 미끄럼 마모 특성에 미치는 볼 밀링의 영향 285
히 합성되지만, 금속재료 표면에 코팅할 경우는 기판재 로의 열 손실로 인해 불완전하게 합성이 일어나는 것으 로 알려져 있다[5-13].
연소합성 코팅 시 반응성 향상을 위해 연소합성 온도 를 높게 설정하는 것은 반응 후 결정립 조대화 문제로 코팅층의 특성 저하를 초래하게 된다[5]. 이러한 측면에 서 가급적 낮은 온도에서 합성이 일어나도록 연소합성 반응을 촉진하기 위한 방안 강구가 필수 불가결하다. 이 를 위해 현재 볼 밀링(ball milling)과 같은 분말처리를 도입[9-12]하는 방안이나 새로운 열원[15] 또는 새로운 가열방식[13, 14]을 도입하는 방안 등이 검토되고 있다.
저자는 지난 보고[16]에서 합금분말을 혼합할 때 볼 밀 링을 한 후 고주파 유도가열 방식으로 연소합성 코팅 처 리하여 이들을 중복 적용하는 효과에 대해 검토하였다.
그 결과, 이들을 단독으로 적용하였을 때보다 반응성이 크게 향상되고 코팅층도 보다 치밀해지는 것을 확인하 였다.
지난 보고[16]에 이어, 본 연구에서는 볼 밀링 분말처 리 시 합금 분말에 대한 볼(ball)의 장입량비와 고주파 유도가열 시의 처리온도가 실제 연소합성 코팅층의 물 성에 미치는 영향을 조사하는 것을 목적으로 하였다. 그 래서 Ni과 Al 합금분말을 혼합할 때 상이한 볼 장입량 비로 처리한 세 종류의 압분체를 철강재료 위에 놓고 고주파 유도가열로에서 두 온도에서 연소합성 코팅 처 리한 후, 공구강을 상대로 미끄럼 마모 시험을 하고 그 결과를 분석하였다.
2. 실험방법
미끄럼 마모시험편 제작을 위한 연소합성 코팅은 지 난 보고[16]와 동일한 방법으로 처리하였다. 우선 혼합 분말 제조를 위해 순도 99.9%, 평균입경 3 µm의 Ni 분말과 Al 분말을 몰 비 1:1(68.5-31.5 wt%Al)로 칭량 한 후 교반기에서 48시간 동안 혼합하였다. 혼합 시에 는 교반기 내에 소정의 스테인리스 볼(stainless ball)을 장입하여 볼 밀링 처리가 이루어지도록 하였다. 이때 볼 의 장입량비는 볼 미디어(ball media)에 대한 혼합분말 의 중량 비를 세 조건, 즉 1:0, 1:3 및 1:10(이하 각각 NB 재, B03재 및 B10재)으로 조절하였다. 이후 각 혼합 분말 0.1 g을 직경 6 mm의 강 몰드(mold)에 넣고 45 kN 의 힘으로 5분 동안 냉간 프레스(cold press)하였다.
제작된 압분체의 두께는 약 1 mm였다.
코팅의 기판재로는 시판되는 일반기계 구조용강 SM
45C 를 사용하였다. 코팅을 위해 φ8 mm의 환봉을 높이 10 mm 로 절단한 후 코팅면을 버핑(buffing) 처리하였다.
고주파 유도가열을 통한 연소합성 코팅[8]은 고주파 코일(코일관의 직경: 4.3 mm, 코일의 외경: 40.7 mm) 내에서 상하 Al
2O
3블록 간에 기판재와 압분체를 놓고 상하 10 kgf/cm
2의 압력을 가한 상태에서 이루어졌다.
이때 650
oC 및 750
oC 두 합성온도까지 고주파 출력량 을 장비 정격출력의 75%로 하여 초당 23.5
oC 의 속도로 가열하고 그 온도에서 1분간 유지한 뒤 공냉하였다. 이 후 코팅층의 미세조직은 모두 X선 회절(X-ray Diffrac- tion, XRD) 시험을 통해 확인하였다.
미끄럼 마모시험은 pin-on-disc형 마모시험기[5]를 사 용하였다. 이때 하중은 2.9 N으로 하고 실온, 무윤활 상 태에서 시험하였다. 미끄럼 속도는 0.5 m/s, 2 m/s, 7 m/s 를 취하고 총 미끄럼 거리는 5.5 km까지로 하였다.
이때 합금공구강인 STD11을 Φ80×8 mm의 디스크 (disc) 형태로 가공한 후 열처리하여 상대재로 하였다.
열처리는 650
oC 에서 30분간 유지한 뒤 소입온도인 1,020
oC에서 20분간 유지한 후 유냉하였다. 이후 750
oC 에서 2시간 유지하고 공랭하는 템퍼링(tempering) 처리 를 거쳐, 경도 약 HRC 31인 상대재를 제작하였다. 그 리고 미끄럼 마모시험 전에는 핀(pin)과 디스크(disc)의 마모면의 거칠기를 모두 #400 어브레시브 페이퍼(abra- sive paper) 로 조정하였다. 시험 중에는 소정의 마찰거리 마다 시험을 중단하고 중량 감소를 측정하여 마모량을 산출하였으며, 모든 시험은 동일 조건에서 2~5번의 시 험을 하고 이들의 평균값을 실제 사용하였다. Table 1 에 미끄럼 마모시험 조건을 요약하였다.
3. 실험결과 및 고찰
3-1. 미끄럼마모거동
Fig. 1 은 철강재료 위에 두 고주파 유도 가열 조건에 서 형성된 Ni-Al계 금속간화합물 코팅층의 단면조직 사
Table 1. Conditions of sliding wear test Testing type Pin-on-disc type
Load 2.9 N
Sliding speed 0.5, 2, 7 m/s Sliding distance 5.5 km Counter material STD11
Test environment Room temperature without lubricants
진을 볼 장입량비 별로 비교한 것이다. 그림에서 보듯 이 조건에 따라 정도는 상이하나 코팅층 내에 다수의 검은 반점이 존재하고 있다. 특히 NB재에서 현저하다.
이러한 검은 반점은 연소합성반응 진행에 따라 생성된 기공으로 그 양으로부터 연소합성 반응의 진행 정도를 유추할 수 있는 것으로 알려져 있다[16]. 그림에서는 합 성온도가 높은 750
oC 처리 코팅층의 경우가 650
oC 처 리 코팅층보다 많은 기공이 존재하여 반응이 활발하였 음을 예측할 수 있다. 한편 같은 그림에서는 볼 밀링 시 볼을 장입하지 않은 NB재에 비해 볼 장입량비를 증 대시킨 경우에 기공이 크게 감소하고 있음을 알 수 있 다. 이들 코팅층에 대한 XRD 시험 결과에서는 지난 보 고[16]와 마찬가지로 연소합성 온도가 높아져 기공이 증 가한 경우는 물론 볼 밀링 시 볼 장입량비가 증가하여 기공이 감소한 경우에도 합성반응이 활발히 진행된 것 을 확인하였다. 따라서 볼 밀링 처리는 분말의 미세화 와 분말간 접촉면적을 증대시켜 반응성 향상으로 이어 지게 되어 연소합성 코팅 후 코팅층 내 기공을 감소시 키며 조직을 치밀화시키는 것으로 생각된다[12].
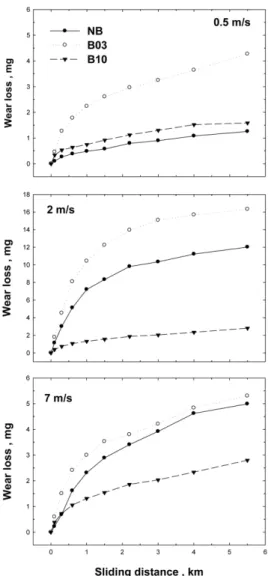
Fig. 2 는 750
oC 에서 형성된 Ni-Al계 금속간화합물 코 팅층에 대한 미끄럼 거리에 따른 마모량의 변화를 미끄 럼 속도 별로 비교한 것이다. 그림에서도 알 수 있듯이
정도의 차이는 있지만 어느 것도 마모량 변화가 큰 초 기마모에서 적은 정상마모로 천이되는 마모거동을 나타 내는 것으로 밝혀졌다. 특히 2 m/s의 미끄럼 속도에서 NB 재 및 B03재의 초기마모 영역의 마모량 변화가 다 른 속도에서와 달리 현저히 큰 것을 알 수 있다. Fig.
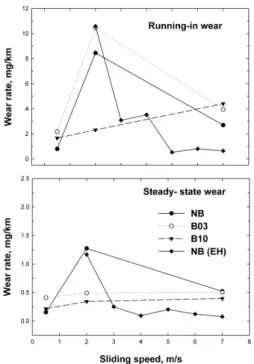
3 은 Fig. 2의 결과를 초기마모 영역과 정상마모 영역으 로 구분한 뒤 각 영역별로 미끄럼 속도에 따른 마모율 의 변화를 나타낸 것이다. 그림 중 NB(EH)재는 진공 전기로 가열방식으로 주철 위에 연소합성 코팅된 NB재 에 대한 지난 연구[5]의 시험 결과이다. 그 결과, 그림 Fig. 1. Optical micrographs of Ni-Al intermetallic layer
coated on steel substrate through induction heat process.
Fig. 2. Variation of wear loss as a function of sliding dis-
tance depended on the ball milling conditions at three
different sliding speeds (Induction heating at 750
oC).
고주파 연소합성 코팅된 Ni-Al계 금속간화합물의 미끄럼 마모 특성에 미치는 볼 밀링의 영향 287
에서 보듯이 NB재는 가열 방법과 무관하게 2 m/s의 속도에서 마모율이 큰 마모특성을 가지는 것으로 밝혀 졌다. 한편 볼 밀링 시 볼 장입량비가 가장 높았던 B10 재는 초기마모영역에서의 마모율은 다소 크나 정상 마모영역에의 마모율은 아주 낮고 모든 속도에서 유사 한 마모율의 보이고 있다. B03재의 경우도 NB재와 마 찬가지로 2 m/s의 초기마모 영역에서의 마모율이 크나 정상마모영역에서는 B10재와 유사한 마모거동을 나타 내고 있다. 그러나 0.5 m/s와 7 m/s에서의 마모율은 볼 밀의 여부 및 볼 장입량비와는 무관하게 거의 유사한 마모율을 보이고 있다.
Fig. 4 는 650
oC 에서 형성된 코팅층들에 대한 미끄럼 속도에 따른 마모율의 변화를 Fig. 3과 마찬가지로 초 기마모 및 정상마모 영역으로 구분하여 나타낸 것이고 그림 중 NB(EH)재는 지난 연구의 결과[5]이다. 이 경 우도 Fig. 3의 결과와 거의 유사한 경향을 나타내고 있 음을 알 수 있다.
이상의 결과에서 볼 밀링 처리되어 고주파 유도가열로 형성된 치밀한 Ni-Al계 금속간화합물 코팅층은 연소합성 온도와 무관하게 모든 미끄럼 속도에서 낮은 마모율을 가 지고 안정된 마모특성을 가지는 것으로 밝혀졌다.
Fig. 3. Wear rate as a function of sliding speed depen- ded on the ball milling conditions (Induction heating at 750
oC).
Fig. 4. Wear rate as a function of sliding speed depen- ded on the ball milling conditions (Induction heating at 650
oC).
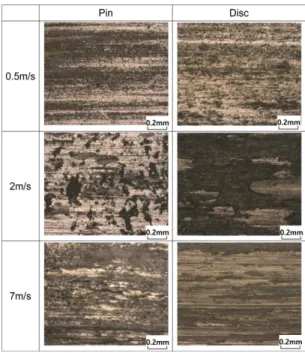
Fig. 5. Optical micrographs on worn surface of each
coating layer synthesized at 650
oC after testing at a slid-
ing speed of 2m/s and on its counter material.
3-2. 마모면 관찰 결과
Fig. 5는 650
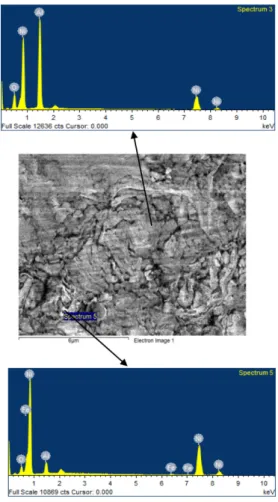
oC 에서 형성된 금속간화합물 코팅층에 대해 2 m/s로 미끄럼 마모 시험한 후, 코팅층 및 상대 재 마모면을 광학현미경으로 관찰한 결과를 나타낸 것 이다. NB 및 B03 핀 마모면 상에는 많은 스크레치 (scratch) 와 다수의 검은색 반점이 관찰되나 흑색 반점은 NB 핀 마모면에서 특히 현저하다. 반면, 볼 장입량비가 가장 컸던 B10 핀 마모면에서는 검은색 반점이 전혀 관찰되지 않고 오히려 흑색 화합물로 덮여 있는 것이 관찰된다. 이들 마모면을 주사전자현미경(Scanning Elec- tron Microscope, SEM) 으로 관찰한 결과를 Fig. 6에 나타내었다. 그림에서 보듯이 NB 및 B03 핀 마모면에
서 관찰된 검은색 반점은 피트(pit)형 표면손상인 것을 알 수 있다. 반면 B10의 경우는 요철만 있으나 이 부 위의 고 배율 SEM 사진과 에너지분산 분광분석(Energy dispersive X-ray Spectroscopy, EDX) 결과를 Fig. 7에 나타내었다. 그 결과, 이 부위에서는 Ni과 Al 외에 산 소와 상대재인 Fe이 검출되어 B10 마모면상의 흑색 부 위는 이착된 철 산화물인 것으로 추정되었다. 결국 NB 재의 마모형태는 현저한 피트형 표면 손상발생이고 볼 밀 처리한 B03재는 그 손상이 현저히 감소하고 B10재 는 완전한 응착 마모 형태로 마모가 진행됨을 알 수 있 다. 결국 이러한 피트형 표면손상의 마모 진행은 특히 상대재 마모면에 산화물 발생이 적은 2m/s의 속도에서 마찰력에 의해 표면 부근의 기공 주변에서 균열이 발생, 전파하여 탈락하는 하는 것으로 추정되고 있다[5]. 따라 Fig. 6. SEM micrographs on worn surface of each coat-
ing layer synthesized at 650
oC after testing at a sliding speed of 2m/s.
Fig. 7. Electron image on worn surface of B10 layer
coated at 650
oC after testing at a sliding speed of 2m/s
and the results of EDX analysis.
고주파 연소합성 코팅된 Ni-Al계 금속간화합물의 미끄럼 마모 특성에 미치는 볼 밀링의 영향 289
서 B10재가 우수한 마모거동을 보인 것은 볼 밀링 처 리에 의해 코팅층에 기공 없이 치밀해져 마모형태가 응 착 마모로 진행되기 때문에 마모율이 현저히 낮아진 것 으로 생각된다. 한편 상대재 디스크 마모면의 경우는 양 의 대소는 있으나 공통적으로 검은 부위가 관찰된다. 사 실 이들 상대재 마모면은 시험 후에 정도 차이는 있으 나 국부적으로 흑갈색을 띄는 것으로 확인되어 이들 마 모면상에는 대부분 철 산화물이 생성된 것으로 추정되 었다.
이들 상대재 디스크 상의 마모 트랙(track)에 수직방 향으로 측정한 표면 프로파일(profile)을 Fig. 8에 나타 내었다. 그림에서 보듯이 NB재의 경우는 요철이 현저 하나 볼 장입량비가 높아질수록 스크래치 발생의 정도 가 감소하는 것을 알 수 있다. 즉 NB 코팅층처럼 내부 에 기공이 있는 경우는 전술한대로 초기마모 영역에서 코팅층 내의 기공에서 균열이 발생, 전파, 탈락하면서 이들이 연삭 입자(abrasive particle)로 작용하여 코팅층 및 상대재의 마모를 증대시키고 마모면에 큰 스크래치 를 형성시키게 된다. 정상마모 영역에서도 정도는 줄어
들지만 많은 기공 존재는 지속적으로 마모발생에 영향 이 미치는 것으로 생각된다. 반면 B10 코팅층처럼 기공 없이 치밀할 경우는 마모영역과 무관하게 응착마모로 마모가 진행하게 되나, 이때 Ni-Al계 금속간화합물의 우 수한 특성으로 인해 모든 속도에서 유사하고 낮은 마모 율을 나타낸 것으로 생각된다. 그럼에도 불구하고 Fig.
3 과 4의 초기마모 영역 결과에서는 기공이 많은 NB재 에 비해 기공이 적은 B03재의 마모율이 다소 높게 나 타난 것으로 확인된다. 이것은 B03 코팅층 내에는 반응 이 촉진되어 기공은 다소 적어지지만 오히려 고경도의 중간상(Ni
2Al
3) 이 감소하였기 때문으로 추정된다[16].
Fig. 9 는 750
oC 에서 형성된 NB 코팅재를 여러 속도 에서 미끄럼 마모시험을 한 후, 미끄럼 속도에 따른 핀 과 디스크 마모면을 비교한 것이다. 그림에서 보듯이 마 모율이 현저히 증대하였던 2 m/s의 핀 마모면에서 다량 의 피트 형태의 표면손상이 관찰되고 다른 속도에서는 관찰되지 않고 있다. 오히려 0.5 m/s 및 7 m/s에서 시 험한 핀 마모면에서는 흑색 반점 또는 회색 부위가 각 각 관찰되나 이들은 모두 상대재에서 이착된 철 산화물 들인 것으로 확인되었다. 이러한 마모면의 양상은 이 속 도에서의 B03이나 B10의 경우도 정도의 차이는 있으나 Fig. 8. Variation of profiles curve on worn surface of
counter materials against each coating layer synthesi- zed at 650
oC after testing at a sliding speed of 2 m/s.
Fig. 9. Optical micrographs on worn surface of NB
layer coated at 750
oC tested at three different sliding
speeds and on its counter material.
유사한 것으로 밝혀졌다. Fig. 10은 Fig. 9 상의 상대재 마모면의 표면 프로파일을 나타낸 것이나, 2 m/s에서는 탈락된 조대한 금속간화합물이 연삭 입자로 작용하였기 생성된 것으로 추정되는 마모면상에 넓은 홈이 관찰된 다. 반면 0.5 m/s의 마모면의 표면 프로파일에서는 요 철이 없어 마모발생이 거의 없음을 알 수 있고, 7 m/s 의 마모면에서는 미세한 요철이 관찰되나 그 요철 양상 으로 보아 마모면의 온도상승으로 변형마모가 진행된 것으로 추정된다. 이러한 마모거동은 650
oC 의 경우도 거 의 유사하여 연소합성 코팅처리 온도와 무관한 것으로 밝혀졌다.
5. 결 론
본 연구에서는 Ni-Al계 금속간화합물의 연소합성 코 팅 시 코팅층의 물성에 미치는 볼 밀링 처리 조건과 고 주파 유도 가열 조건의 영향을 조사하기 위하여, 볼의 장입량비 및 고주파 합성온도를 변화시켜 형성된 코팅 층에 대해 미끄럼 마모시험을 하고 다음과 같은 결론을
얻었다.
볼 장입 없이 밀링한 코팅층(NB재)의 미끄럼 마모거 동은 2 m/s의 속도에서 마모율이 큰 형태의 마모특성을 갖는 것으로 밝혀졌다. 이것은 이 속도에서 코팅층 내 의 존재하는 기공에서 균열이 발생, 전파, 탈락하여 마 모가 피팅형 표면 손상으로 진행하기 때문인 것으로 확 인되었다.
그러나 볼 밀링 처리를 하면 코팅층 내의 기공 감소 와 조직 치밀화로 인해 피팅형 표면 손상 형태의 마모 발생이 현저히 줄어드는 것으로 밝혀졌다. 이 효과는 합 성온도와 무관하고 볼 밀링 시 볼의 장입량비가 증대할 수록 현저하였다.
이러한 마모형태의 변화는 Ni-Al계 금속간화합물 코 팅층의 초기 및 정상마모 영역의 마모율을 현저히 개선 시킬 뿐만 아니고 모든 미끄럼 속도에서 낮고 유사한 마모율을 나타내는 것으로 밝혀졌다. 이러한 측면에서 볼 밀링 처리 Ni-Al계 금속간화합물 코팅층의 마모특성 은 매우 안정적인 것으로 확인되었다.
References