<학술논문> DOI https://doi.org/10.3795/KSME-A.2017.41.5.353 ISSN 1226-4873(P rint) 2288-5226(Online)
밀링가공 시 절삭력 예측을 위한 시뮬레이션 연구
§백승엽
*· 공정식
*· 정성택
*· 김성현
**· 진다솜
*** 인덕대학교 기계설계학과, ** 인하대학교 대학원 기계공학과
A Study on the Simulation for Prediction of Cutting Force in Milling Process
Seung Yub Beak
*†, Jung Shik Kong
*, Sung Taek Jung
*, Seong Hhyun Kim
**and Da Som Jin
*** Dept. of Mechanical Design, Induk Univ.,
** Dept. of Mechanical Engineering, Inha Univ.
(Received July 17, 2016 ; Revised February 12, 2017 ; Accepted February 13, 2017)
Key Words: Cutting Force(절삭력), Tool Stress(공구 응력), Prediction(예측), FE Analysis(유한요소해석), Tool Design(공구 설계)
초록: 금형 산업과 다양한 산업에서 사용되고 있는 CNC공작기계는 최근 첨단 제품이나 신제품 설계에 서 공정의 증가로 생산 품질과 작업자의 안전성 측면이 중요해지고 있으며, 생산제품의 품질을 균일하게 하고 재현성을 향상시키기 위한 최적 절삭 조건 선정 연구가 진행되어 왔다. 본 연구에서는 공구의 기하 학적 모델링을 진행하고 생산 제품의 재현성 향상을 위한 조건 선정 선행 연구와 기존의 공구 인서트를 바탕으로 Solidworks 설계 프로그램을 이용하여 공구 인서트를 모델링하였다. 모델링 데이터를 바탕으로 AdvantEdge를 사용하여 절삭 공정에서 절삭력, 공구 응력, 그리고 온도의 변화에 대한 해석을 진행하 였다.
Abstract: The classical computer numerical control (CNC) machine is widely used for mold making in various industries. However, while improving the process, it has a negative effect on production quality and worker safety. As a result, the complaints of workers have increased and production quality has decreased. Therefore, we found optimizing cutting conditions to mold industrials for cutting conditions commonly used. However, the problem is the insert tool geometric modeling. In this study, the modeling of an insert tool was performed using the Solidworks program. The insert tool model was imported into the analysis application AdvantEdge, which predicted cutting forces, tool stress, and temperature.
§ 이 논문은 대한기계학회 생산 및 설계공학부문 2016년도 춘계학술대회(2016.5.25.-27., 여수히든베이호텔) 발표논문임.
Corresponding Author, [email protected]
Ⓒ 2017 The Korean Society of Mechanical Engineers
1. 서 론
오늘날 CNC밀링 공작기계는 자동차, 항공기, 선박 등 다양한 산업 분야에서 사용하고 있다. 그 러나 가공 정밀도와 형상 정밀도에 대한 연구가 여러 각도에서 진행되고 있어 최근에는 열변형량, 표면조도, 가공부하 등을 예측하는 연구도 활발히 진행이 되면서 CNC 공작기계의 자동화(무인화)에
대한 관심이 커짐과 동시에 자동화에 대한 산업 기술력 요구도와 공작기계의 수요가 증하고 있는 추세다. 공작기계의 수요를 만족시키기 위하여 공 작기계의 장비에 대한 정밀도 및 편리성이 점차 높아지고 있다. 하지만 작업자의 숙련도에 의하여 가공 정밀도와 제품의 표면조도 등 작업에 상이 한 결과를 보이고 있어 제품의 수율 및 복잡한 공정에 생산성 저하, 불량률 증가 등 여러 가공한 계를 가져온다. 이를 해결하기 위해 높은 정밀도 가 요구되는 지능형 자동화 CNC 시스템에 대한 연구가 필요한 실정이다.
높은 정밀도를 요구하는 지능형 자동화 CNC 시
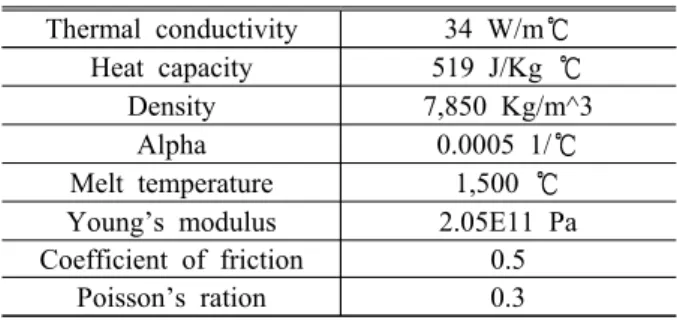
Table 1 Power-Law parameter Thermal conductivity 34 W/m
Heat capacity 519 J/Kg
Density 7,850 Kg/m^3
Alpha 0.0005 1/
Melt temperature 1,500 Young’s modulus 2.05E11 Pa Coefficient of friction 0.5
Poisson’s ration 0.3
Fig. 1 2D-Insert modeling 스템을 구축하기 위해서는 가공 시 공구와 가공소
재에 많은 영향을 미치는 인자를 선정하고 그것에 대한 반복적인 실험을 통하여 최적조건을 선정하 는 것이 필요하다. 하지만 실험을 통해 주요 인자 를 확립하기에는 많은 시간과 비용의 문제가 발생 하기 때문에 실험계획법(1)(Orthogonal Design)에 의 한 통계적 기법으로 실험 횟수를 줄이고, 절삭력
예측(2,5)과, 공구마모에 대한 예측 연구가 지속적으
로 필요하다.(3) 또한, 절삭가공에서 많은 연구가 지 속적으로 이루어져 왔으나, 공구타입에 따른 연구 는 일체형 볼(Ball)타입과 엔드밀 공구(End Mill Tool)를 이용한 연구가 많이 진행되어 왔다.(4)
본 논문에서는 산업에서 일반적으로 사용하는 인서트 모양에 따라 공구수명 예측연구가 필요하 다고 생각된다. 정량적 목표 70% 이상의 공구마 모 예측 알고리즘 개발에 앞서, 주요 인자 확립을 위한 연구를 진행 하였다. 실험계획법을 활용하여 시뮬레이션 해석결과 예측에 대한 분석과 절삭시 발생하는 절삭력(Cutting Force), 공구응력(Tool Stress), 온도(Temperature)예측을 수행하였다.
정확도를 규명하기 위해 실험을 통해 비교분석 을 진행할 예정이다. 공구마모 예측 알고리즘 개 발에 앞서 기초적 데이터베이스가 되는 연구를 진행 하였다. 산업에서 일반적으로 사용되는 인서 트(Insert)를 설계하여 신뢰성 있는 데이터 확보를 위한 시뮬레이션 연구를 진행하였다.
2. 가공시뮬레이션
본 논문에서는 절삭가공시 발생하는 절삭력, 온도 등을 예측하기 위해 AdvantEdge 6.1를 사용하여 가공 시뮬레이션을 수행하였다. 가공 재료는 KP 1종 계열인 KP-4M와 동일한 기계적 물성치를 가 지고 있는 P-20의 기계적 물성치를 가지고 해석 수행을 진행 하였다. J-C(6) 모델은 소성 변형 시 변형 및 변형률 경화 현상과 발생되는 열에 의한 열적 연화 현상을 반영한다.
(J-C)Johnson-Cook의 수식은 (1)에서 보여주고 있다. P-L는 독립적으로 절삭가공 시 소성변형과 다량으로 발생하는 열에너지에 대한 결과를 얻을 수 있다.
‧ Johnson-Cook Model
ln
(1)초기항복응력, 경화율, 가공경화지수,
실온, 용해온도, 변형률을 나타낸다.
P-L(Power-Law)의 식은 (2)에서 나타내었으며, 비선형 해석을 위해 온도를 고려한다. 따라서 절 삭 가공 할 때 발생되어지는 마찰과 온도를 고려 하여 P-L모델을 적용하였다. 이때 필요한 파라메 타는 일부 AdvantEdge(7)에서 제공된 값과 일부 확 보된 값을 가지고 해석을 진행 하였으며, 그 값을 Table 1에서 보여주고 있다.
• Power-Law Model
(2)
변형 경화 변형률 감도 열 연화
3. 공구의 인서트 설계
AdvantEdge 프로그램을 사용한 2D-유한요소 해 석은 노즈반경(Nose Radius)값에 제한이 걸리기 때문에 시뮬레이션에서 직접 2차원 설계를 하였 다. Fig. 1에 2D-모델링을 나타내었다.
삼차원 해석을 진행하기에 정확한 공구의 인서 트 모델링이 필요하다. 3D-모델링은 이차원 설계 보다 정확한 설계가 요구된다. 실제 칩-브레이커 (Chip Breaker), 노즈반경(Nose Radius) 설계는 칩 배출을 고려하여 설계가 들어가기 때문에 모델링 설계를 잘못할 경우 예측치가 많이 오차가 날 수
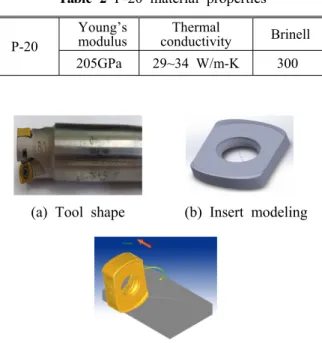
Table 2 P-20 material properties P-20
Young’s
modulus Thermal
conductivity Brinell 205GPa 29~34 W/m-K 300
(a) Tool shape (b) Insert modeling
(c) Schematic Diagram of 3D milling Fig. 2 Design and modeling of insert tool
Table 3 Ranges of cutting condition Factor No 1 2 3
Spindle speed
(RPM) A 4,200 9,000 20,000
Depth of cut
(mm) B 0.04 0.185 0.24
Feed per tooth
(mm) C 0.03 0.165 0.36
Simulation No. A B C
Condition 1 1 1 1
Condition 2 1 2 2
Condition 3 1 3 3
Condition 4 2 1 2
Condition 5 2 2 3
Condition 6 2 3 1
Condition 7 3 1 3
Condition 8 3 2 1
Condition 9 3 3 2
Table 4 Mesh data of 2D-tool Maximum Size Minimum Size
Value 0.1 0.02
Fig. 3 Design of mesh for 2D-tool
Fig. 4 Schematic diagram of 2D down milling 있다. 본 연구에서는 실제 공구의 인서트를 솔리드웍
스(Solidworks) 프로그램을 이용하여 3D모델링을 하였다. 공구는 산업에서 주로 사용하는 고속도강 재질이며, 직경은 ∅20의 공구와 인서트로 선정하 였다. 공구의 사진과 인서트를 설계한 모델링을 Fig. 2에서 보여주고 있다.
4. 2차원 시뮬레이션 해석 결과
4.1 시뮬레이션 가공조건
본 연구에서는 한 방향(One-Way) 가공 시 가공 인자에 따라 공구의 마모 또한 다르게 작용하는 것을 분석하고 실제실험과 유사한 가공법인 하향 절삭을 통해 발생되는 마모와 절삭력을 예측하였 다. 2차원 및 3차원 시뮬레이션 예측결과와 실측 값간의 비교분석을 진행 하고자 한다.
재료는 금형산업에서 사용하고 있는 KP 1종 계열과 같은 물성을 가지는 P-20으로 선정하고 재료의 물성을 Table 2에 나타내었다.
또한 절삭조건 은 신뢰성 있는 데이터를 확보 하기 위해 금형산업에서 적용되고 있는 Min, Mid, Max 조건을 적용하고, 조건 1~9는 실험계획법을 이 용하여 3의 2수준에 9가지의 선정된 조건을 Table 3에서 보여주고 있다. 또한 해석을 진행하기 위한 Mesh Design과 Mesh size는 각각 Fig. 3, Table 4 에 나타내었다.
4.2 하향 절삭 시뮬레이션 결과
AdvantEdge 2D-하향절삭 시뮬레이션을 Fig. 4에 도식화 하였고, 절삭유 타입은 Dry를 적용하였다.
각 조건에 따른 시뮬레이션 결과에서 나온 절삭
Condition No.
X-Force(N) Tool Stress(MPa)
Min Max Min Max
1 -1.812 3.779 132.239 757.049 2 -30.75 128.77 740.34 1848.78 3 -26.65 265.52 480.608 2015.31 4 -10.065 19.05 144.83 744.33 5 -27.88 255.1 752.19 1969.93 6 1.946 22.583 488.62 2092.85
7 -24.05 49.47 -18.9 809.9
8 -6.28 24.64 902.492 1914.27
9 4.5 96.701 678 2336.7
Table 5 Down milling data
Fig. 5 Strain hardening curve
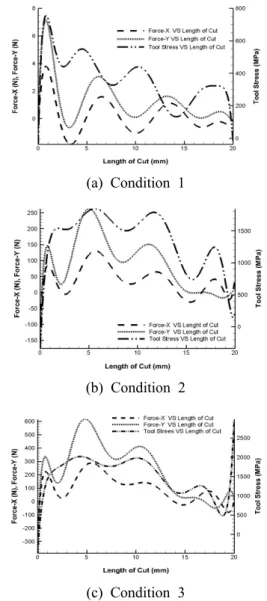
(a) Condition 1
(b) Condition 2
(c) Condition 3
Fig. 6 Results of the simulation for tool stress and X-Y force at machining conditions of 1,2, and 3 in down milling
력과, 공구응력의 수치 값을 Table 5에서 보여주 고 있다.
Fig. 5는 물성치에 따른 응력과 변형률에 관련 한 그래프를 보여주고 있다. X축은 변형률이며, Y축은 초기 항복응력이다. Fig. 6은 하향절삭 시 뮬레이션 결과를 그래프로 나타내었고, 조건 1~3 을 같이 비교 했을 때 조건3에서 높은 결과치가 나오는 것을 알 수 있다. 절삭조건은 Table 3에서 보여주고 있으며, 날당 이송속도 0.165(Feed per tooth), 절입깊이 0.36 mm의 낮은 회전속도 에서 날회전당 절입양이 많아 절삭 부하가 많이 걸리 므로 주절삭력(Force-X)이 높게 나오는 것을 예측 할 수 있었다. 반면 공구응력은 가공길이가 길어 지자 부하가 많이 일어났으며, 온도에 많은 영향 이 있을 것으로 판단된다.
Fig. 7은 4~6번 조건의 결과를 보여주고 있으 며, 회전수를 9,000 RPM으로 고정하여 3가지 조 건을 비교하였다. 조건 5번에서 주절삭력이 높게 나왔다. 이는 이송속도 빠르고 절입 깊이를 크게 수행하였기 때문에 다른 조건에 비해 높게 나타 난 것으로 판단된다. 반면 6번 조건은 절삭 깊이 를 큰 값을 넣었고, 날당 이송량을 낮은 값을 주 었다. 해석 결과 주절삭력(Fore-(X):22.583N)이 낮
게 나왔고, 공구응력은 날당 이송속도의 요인으로 인해 2,092.85 MPa이 나왔다. 다른 시뮬레이션 결 과와 비교 했을 때 공구응력은 이송속도와 절삭 깊이의 요인의 문제로 사료된다.
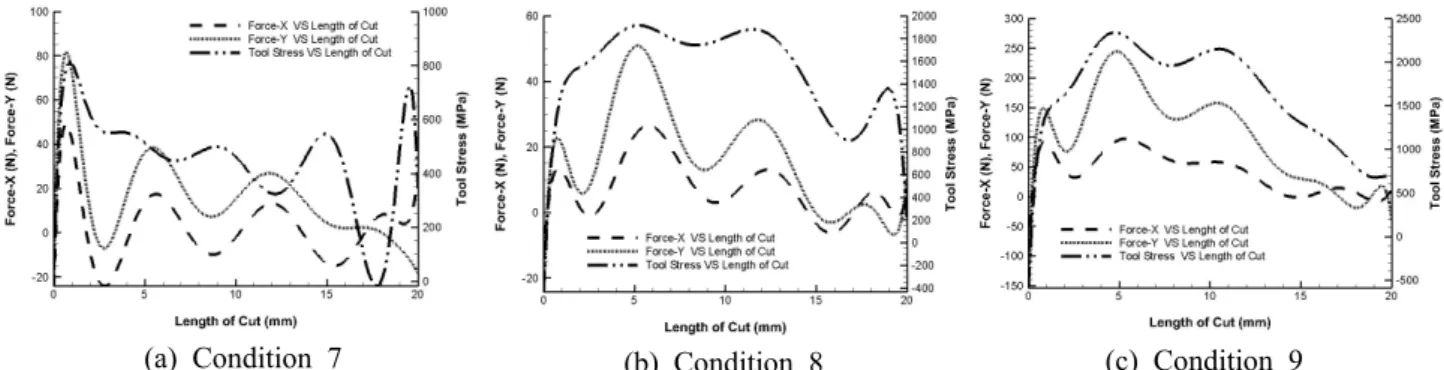
Fig. 8은 20,000 RPM 으로 고정하였으며, 7~9번 조건의 결과를 그래프로 보여주고 있다. 비슷한 경향을 보이고 있으나, 9번 조건에서 주절삭력 (Fore-(X):96.701N)이 높게 예측되었다. 절삭력의 차이는 심하지 않으나 조건 3번과 조건 5번을 놓 고 비교 했을 때, 가장 최적 조건은 9번이라고 할 수 있다. 앞서 2가지 조건은 회전속도가 느린 반 변에 이송속도가 빠르게 진행되면서 가공되기 때 문에 절삭력이 높게 나왔다고 판단된다. 공구응력 은 절입 조건의 요인도 있으나, 공구의 회전속도
(a) Condition 4 (b) Condition 5 (c) Condition 6
Fig. 7 Results of the simulation for tool stress and X-Y force at machining conditions of 4,5, and 6 in down milling
(a) Condition 7 (b) Condition 8 (c) Condition 9
Fig. 8 Results of the simulation for tool stress and X-Y force at machining conditions of 7,8, and 9 in down milling
(a) Cutting force
(b) Tool stress
(c) Peak temperature
Fig. 9 Simulation results of the cutting force, tool stress, and temperature with change of length of cut in down milling
가 빠르게 진행되어 마찰과 온도의 영향을 많이 받을 것으로 분석된다.
Fig. 9는 9가지의 조건을 가지고 경향성을 비교 하고자 그래프를 종합 하였다. 앞서 Fig. 5~7 결 과에서 조건3, 조건5가 가장 높게 나왔고, 온도가 높게 예측된 조건은 9번 조건으로 회전속도의 영 향을 많이 받을 것으로 예측된다.
5. 3차원 시뮬레이션 해석
공구 설계 후 모델링을 AdvantEdge로 예비 3D 해석을 진행하였다. 추후 실험데이터와 비교하기 위해 신뢰성 있는 데이터를 구축하고자 한다. 공 구타입은 코너R 공구를 사용하였고, 코너밀링 (Coner Milling)으로 진행하였다. Fig. 10은 코너밀 링의 3D 절삭 시뮬레이션을 보여주고 있다.
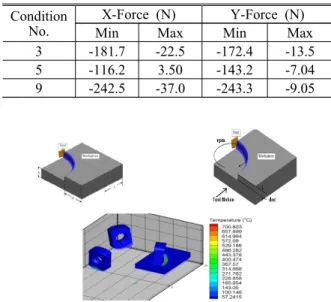
Fig. 11은 삼차원 시뮬레이션 해석을 일부 3가 지 조건을 선정하여 코너밀링(Corner milling)으로 진행하였다. 해석조건은 2D 시뮬레이션 결과에서 높게 나온 조건으로 선정하였고, 시뮬레이션 후 절삭력 데이터(Force-X. Force-Y) 값은 Table 6에
Condition No.
X-Force (N) Y-Force (N)
Min Max Min Max
3 -181.7 -22.5 -172.4 -13.5
5 -116.2 3.50 -143.2 -7.04
9 -242.5 -37.0 -243.3 -9.05
Table 6 Results of cutting force of conner milling
Fig. 10 Schematic diagram of 3D coner milling
(a) Condition 3 : spindle speed : 4,200 (RPM), depth of Cut:0.24(mm), feed per tooth : 0.36(mm)
(b) Condition 5 : Spindle speed : 9,000 (RPM), depth of cut:0.185(mm), feed per tooth : 0.36(mm)
(c) Condition 9 : Spindle speed : 20,000(RPM), depth of cut:0.24(mm), feed per tooth : 0.165(mm) Fig. 11 Results of predicted simulations on the
each cutting conditions
서 보여주고 있다.
6. 결 론
본 연구에서는 반복적인 실험 횟수를 줄이기 위하여 기여도가 높은 절삭 조건과 최적 절삭 조 건을 찾기 위해서 실험계획법을 적용하였다. 2D 해석으로부터 하향절삭 결과를 비교하였고, 그 결 과 조건3에서 주절삭력 265.52N, 조건5에서 255.1N의 공구부하가 높게 보였다. 절삭력을 줄이 기 위해서는 절삭량이 높을 때 날당 이송 속도를 줄이고, 극한에 상황을 보기위해서는 날 당 이송 속도의 값을 높이면 주절삭력이 높게 나오는 것 을 예측하였다.
또한, 가공실험과 비교 분석을 진행하기 위해 실제 가공 시 유사한 가공조건을 3D 해석을 통해 구현하여 진행하였다. 2D 해석결과에서 나온 극 한적인 가공조건 3가지를 선정하여 비교 결과를 얻고자 진행 하였으며, 다소 많은 절삭력 차이가 보이는 것으로 확인되었다. 추후 이것을 기반으로 절삭력 예측을 실험적으로 규명하기 위한 데이터 로 활용하고자 한다. 공구수명뿐만 아니라 가공물 의 형상과 표면 거칠기에 대한 연구도 진행하여, 공구수명과 가공물 형상을 만족할 수 있는 적정 조건을 뽑을 계획이다. 또한, 가공실험과 시뮬레 이션 데이터와 비교검증을 통해 가공예측율과 무 인 자동화 공정시스템에 적용이 가능한 데이터를 확보와 절삭력과 공구마모에 대한 물리적 성분을 가지고 예측 알고리즘 개발을 위한 데이터베이스 를 구축하고자 한다.
후 기
본 연구는 “ICT기반 스마트 공작기계 및 유연 자동화 시스템 기술개발” 과제의 지원으로 진행 되었으며, 이에 감사를 드립니다.
참고문헌
(References)
(1) Lim, P., Park, S. Y. and Yang, G. E., 2006, "A Study on Tool Life in the High Speed Machining of Small-size End Mill by Factorial Design of Experiments and Regression Model," Journal of the Korean Society for Precision Engineering, Vol. 23, No. 2, pp. 73~80.
(2) Lee, S. Y. and Im, Y. M., 2004, "Prediction and Experiments of Cutting Forces in End Milling,"
Journal of the Korean Society of Manufacturing Technology Engineers. Vol. 13, No. 4, pp. 9~15.
(3) Kim, B. S., Kang, T. S., Lee, S. H., Kang, J. H.
and Song, J. Y., 2005, "Development of a Tool Life Prediction Program for Increasing Reliability of Cutting Tools," Journal of the Korean Society of Manufacturing Technology Engineers, Vol. 14, No.
3, pp. 1~7.
(4) Lee, C. H. and Yang, M. Y., 2013, "Prediction and Measurement of Cutting Force in Side-Milling,"
Journal of the Korean Society of Manufacturing
Technology Engineers, Vol. 22, No. 3, pp. 437~446.
(5) Kim, G. D. and Ju, J. N., 2001, "Prediction of the Amount of Tool Fracture in Face Milling using Cutting Force Signal," Trans. Korean Soc. Mech.
Eng. A, Vol. 25, No. 6, pp. 972~979.
(6) Ku, M. S., Kim, J. S., Kim, P. H., Park, J. H. and Kang, I. S., 2011, "An Evaluation of Machining Characteristics in Micro-scale Milling Process by Finite Element Analysis and Machining Experiment,"
Journal of the Korean Society of Manufacturing Technology Engineers, Vol. 20, No. 1, pp. 101~107.
(7) Third Wave AdvantEdge., 2014, "User's Manual, Version 6.1," Minneapolis, USA.