목타르와 목타르/크라프트 리그닌의 용융방사 탄소섬유의 제조 및 물리적 특성
김석주·강주원·유원재·이수민·김용식
1†접수일(2017년 10월 10일), 수정일(2017년 10월 23일), 채택일(2017년 10월 24일)
Preparation and Mechanical Properties of Melt-spun Carbon Fibers from Wood Tar and Wood Tar/Kraft Lignin Blends
Seok Ju Kim, Juwon Kang, Won-Jae Youe, Soo-Min Lee and Yong Sik Kim
1†Received October 10, 2017; Received in revised form October 23, 2017; Accepted October 24, 2017
ABSTRACT
The chemical and mechanical properties of the wood tar (WT) preheated at 80°C for a pe- riod time were investigated as a suitable precursor of melt-spun carbon fibers using gel permeation chromatography (GPC), elemental analyzer, hydroxyl content analysis and thermogravimetric analyses (TGA). As the results, the WT24 (heat-treated at 80°C for 24 h) was selected as a precursor for making carbon fiber. The micro-size spun fibers were prepared from the WT24 and WT24/kraft lignin (KL) blends (95/5-70/30, w/w) using melt-spinning. The carbon fibers were then prepared by stabilizing melt-spun fibers in the temperature range of 50-250°C and followed by carbonizing thermal-stabilized fibers at 1,200°C without holding time under N2 gas flow. The diameters of carbon fibers pro- duced from both WT24 and WT24/KL averaged 129.5±16.6 μm, and their surfaces were smooth. However, it was seen that the holes in carbon fiber cross sections were often ob- served as the KL content increased, confirmed by scanning electron microscopy (SEM) analysis. The tensile strength of WT24 carbon fiber was measured as 129.9±32.6 MPa, while tensile strength of carbon fibers produced from WT24/KL blends decreased from 117.8±41.0 to 24.7±9.5 MPa as the KL content increased.
Keywords: Wood tar, kraft lignin, melt-spinning, carbon fiber, tensile strength
• 국립산림과학원 임산공학부 화학미생물과(Wood Chemistry and Microbiology Division, Forest Products Department, National Institute of Forest Science, Seoul, 02455, Republic of Korea)
1 강원대학교 산림환경과학대학 산림응용공학부(Division of Forest Material Science and Engineering, College of Forest and Envi- ronmental Sciences, Kangwon National University, Chuncheon, 24341, Republic of Korea)
† 교신저자(Corresponding Author): E-mail: [email protected]
Printed in Korea http://dx.doi.org/10.7584/JKTAPPI.2017.10.49.5.56
1. 서 론
목타르(wood tar, WT)는 바이오매스의 탄화(carbon- ization), 가스화(gasification), 액화(liquiefaction) 등 의 열분해(pyrolysis) 부산물 중 하나로써 대부분 숯 제 조 과정에서 만들어지고 검은색을 띤 점질성의 유상 물 질이다.
1-3)또한, 목타르는 크레오소트를 주성분으로 하 여 약 100여 가지의 분자들로 이루어진 화합물이다.
4)이 러한 목타르는 열분해 조건에 따라 기건 목재 중량의 4-19%, 숯 제조 과정에서는 3-6%가 얻어지는 것으로 알려져 있다.
1,5-7)일부 목타르를 온도에 따라 분획하여 연료나 절연제, 방부제, 살균제 등으로 사용하지만 현재 까지 대량으로 사용하는 방법은 개발되지 않고 있어서 대부분 태워서 없애거나 플라스틱 통 등에 넣어 방치하 고 있는 실정이다.
1,8)그러나 연소에 의한 대기오염과 장 기 방치 및 투기에 따른 목타르의 토양유출은 심각한 환 경피해를 초래할 수 있기 때문에 목타르의 새로운 용도 개발이 필요한 실정이다.
1,2)리그닌(lignin)은 셀룰로오 스(cellulose), 헤미셀룰로오스(hemicellulose)와 더불어 식물세포의 약 20-40%를 차지하는 주성분으로써 자연 계에서 가장 많이 존재하는 유기고분자들 중 하나이며, 펄프산업의 부산물로써 쉽게 구할 수 있음에도 불구하고 구조적 복잡성과 낮은 반응성, 열적 불안정성 등으로 인 해 고부가가치 산업에 이용되지 못하고 대부분 저급한 용도로 사용되고 있다.
9,10)따라서 리그닌으로부터 화학 약품, 플라스틱 및 탄소섬유 소재화 원료 등으로 이용하 기 위한 바이오리파이너리 연구가 많은 관심을 받고 있 지만 목타르의 경우와 같이 대량으로 사용할 방법은 아 직 개발되지 않고 있는 실정이다.
11-17)1959년 미국의 유니온 카바이드 사(Union Carbide Corporation)에서 레이온 전구체(rayon precursor)를 이용하여 만든 탄소섬유를 처음 제품화한 이후, 최근까 지 탄소섬유는 우수한 기계적, 열적, 전기적 특성으로 말 미암아 다양한 용도로 사용되는 등 발전을 거듭해 왔
다.
18,19)지난 수십 년간 피치(pitch), PAN(polyacrylo-
nitrile)계 탄소섬유들이 개발되었고, 최근에는 기존 탄 소섬유의 강도를 개선하기 위한 연구와 더불어 가격이 저렴하고 친환경적인 측면에서 재생 가능한 원료로써 리 그닌, 셀룰로오스, 바이오타르(bio-tar), PLA(polylac- tic acid), 하이퍼 콜(hyper coal) 등을 이용한 탄소섬유 소재화 연구들이 진행되고 있다.
15-27)그러나 여전히 탄
소섬유 제조 비용의 약 50%를 차지하는 고가의 탄소섬 유 전구체 때문에 널리 사용되기에 어려움이 있다.
17)이런 관점에서 WT와 크라프트 리그닌(kraft lignin, KL)은 큰 사용처가 없어 비교적 저렴한 비용으로 얻을 수 있고 지속가능한 원료로써 장점을 가지고 있기 때문 에 기존 소재에 비해 물성이 떨어지더라도 탄소섬유 제 조비용을 낮출 수 있다면 산업적으로 유용하게 쓰일 수 있다. 따라서 본 연구에서는 WT와 KL을 활용하여 용융 방사를 통해 탄소섬유 전구체(carbon fiber precursor) 를 제조한 다음 열안정화 및 탄화처리를 하여 마이크로 사이즈의 탄소섬유 최적 제조조건을 탐색하고 물리적 특 성을 조사하여 탄소섬유 신소재로써 활용 가능성을 검토 하고자 하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서 사용한 목타르(WT)는 국내 참나무 숯 제 조업체에서 분양받았다. 흑색의 유상 목타르를 20%
NaOH 용액에 넣어 3시간 동안 교반하여 완전하게 용해 시킨 후, 35% HCl을 첨가하여 pH 3으로 조절하여 침전 시켰다. 침전된 목타르는 Advantec No. 1 여과지를 이 용하여 B üchner funnel에서 여과 및 수세한 다음 동결 건조하여 고형분 형태의 목타르를 만들었고 이것을 공시 재료로 사용하였다. 크라프트 리그닌(KL)은 이전 연구
28)에서 사용한 방법으로 크라프트 흑액에서 분리 및 정제 한 리그닌을 사용하였다. 본 연구에서 사용한 모든 시약 은 분석용 등급을 사용하였다.
2.2 목타르의 특성 분석
분자량 분석은 Dawn Heleos-II MALLS(Multi-an- gle laser light scattering, Wyatt Technology, USA) 검출기와 Optilab T-rEX RI(Refractive index, Wyatt Technology, USA) 검출기를 장착한 GPCmax system (Viscotek, USA)을 이용하여 측정하였다. 한 개의 agi- lent PLgel mixed-C 컬럼(300×7.5 mm, 5 μm)과 두 개의 agilent PLgel mixed-D 컬럼(300×7.5 mm, 5 μm)을 연결하였고 컬럼 오븐 온도는 35°C, 이동상은 tetrahydrofuran(THF, J. T. Baker, USA)을 0.7 mL/
min의 유속으로 사용하였다. 시료 주입은 목타르 농도가
3 mg/mL가 되도록 THF에 녹이고 0.45 μm syringe 필 터로 거른 다음 100 μL를 주입하였다. 목타르의 d
n/d
c값 은 0.0515였다.
원소분석은 Vario MACRO cube(Elementar, Ger- many)으로 시행하였다. 표준물질은 Bituminous Coal (SRM2693, NIST, USA)을 사용하였다.
수산기 함량은 Šurina 등
29)의 방법으로 측정하였다.
UV/VIS(ultraviolet/visible) 분광분석은 Optizen POP UV/VIS 분광기(Mecasys Company, Korea)를 사용하 였다.
열중량(Thermogravimetric, TGA) 분석은 SDT Q600 system(TA Instruments, USA)을 사용하여 실시 하였고 약 5 mg의 시료를 분당 10°C의 승온 속도로 30°C 에서 600°C까지 질소 기류 하에서 측정하였다.
2.3 목타르 기반 탄소섬유 제조
목타르 공시재료는 GC오븐에 넣어 80°C에서 각각 6, 12, 24, 36시간 동안 열처리를 하였고 각각 WT06, WT12, WT24, WT36으로 칭하였다.
목타르와 크라프트 리그닌은 Table 1과 같은 조건으로 LME-230 혼합 사출성형기(Dynisco, USA)를 이용하여 용융방사 하였다. 방사노즐은 직경 3.0 mm인 원형 노즐 을 사용하였다. 용융방사 섬유는 열안정화 처리를 위해 대기상태의 GC 오븐에서 50°C에서 250°C까지 0.4 °C/
min로 가열하였고 250°C에서 유지 시간 없이 1 °C/min 로 50°C까지 냉각하였다. 열안정화 처리된 섬유는 RHTH 120 고온관상로(Nabertherm, Germany)를 사
용하여 질소 기류 하에 1,200°C(10 °C/min, 유지시간 없 음)에서 탄화하여 탄소섬유를 제조하였다.
2.4 목타르 기반 탄소섬유의 SEM 분석
2.3에서 제조한 목타르 기반 탄소섬유의 형태적 특성을 조사하기 위해서 탄소섬유의 단면과 표면을 EM-30 주 사전자현미경(SEM, Coxem, Korea)을 사용하여 관찰 하였다. 탄소섬유 단면은 액체질소에 넣어 급속 냉동한 다음 부러뜨린 단면을 관찰하였다. 각 시료는 시료대 위 에 고정한 다음 금 코팅을 실시한 후 탄소섬유 단면은 500배, 탄소섬유 표면은 300배의 배율로 관찰하였다.
2.5 목타르 기반 탄소섬유의 기계적 특성
2.3에서 제조한 목타르 기반 탄소섬유의 기계적 특성을 조사하기 위해서 Ayutsede 등
30)의 방법에 의거하여 만 능재료시험기(Hounsfield H50K-S universal testing machine, GB)를 사용하여 탄소섬유의 인장강도와 탄성 률을 측정하였다. 인장강도 하중속도는 분당 1 mm로 하 였다. 시편은 Fig. 1과 같이 재단한 카드보드지 틀에 탄 소섬유를 접착 및 고정하여 준비하였고 한 시료 당 10개 이상의 시편을 제작하여 인장강도를 측정하였다. 각 시 료의 인장강도 측정치는 가장 높은 값과 가장 낮은 값을 제외하고 통계분석을 실시하였다.
2.6 통계 분석
모든 통계 분석은 statistical analysis system 소프트 웨어(SAS enterprise version 7.11, USA)를 사용하여
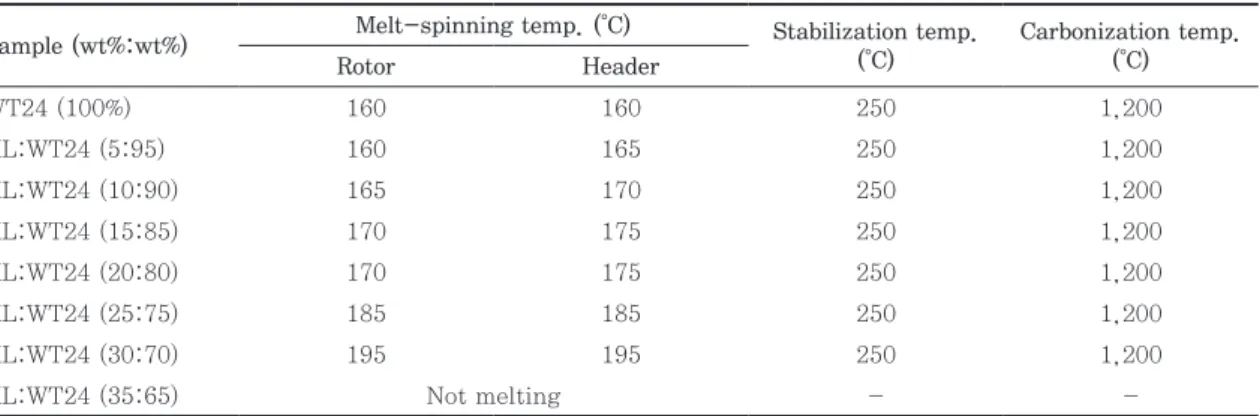
Table 1. The temperature conditions of melt-spinning, stabilization and carbonization for the WT based carbon fibers
Sample (wt%:wt%) Melt-spinning temp. (°C) Stabilization temp.
(°C)
Carbonization temp.
Rotor Header (°C)
WT24 (100%) 160 160 250 1,200
KL:WT24 (5:95) 160 165 250 1,200
KL:WT24 (10:90) 165 170 250 1,200
KL:WT24 (15:85) 170 175 250 1,200
KL:WT24 (20:80) 170 175 250 1,200
KL:WT24 (25:75) 185 185 250 1,200
KL:WT24 (30:70) 195 195 250 1,200
KL:WT24 (35:65) Not melting - -
WT: wood tar; KL: kraft lignin.
실시하였다. p≤0.05 수준에서 분산분석을 통해 조사하 여 평균±표준편차로 표현하였고 Duncan의 다중비교법 에 의하여 평균값 간의 차이가 유의한지 분석하였다.
3. 결과 및 고찰
3.1 목타르의 특성
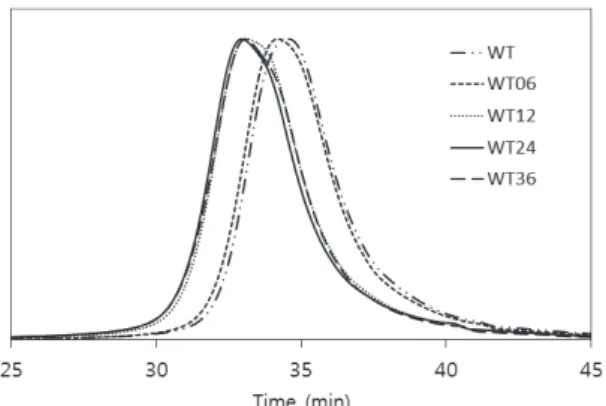
목타르를 80°C에서 열처리한 것은 비교적 낮은 온도에 서 분해되거나 휘발되는 성분들을 제거하는 것과 동시에 목타르를 구성하는 분자들의 축합을 유도하기 위한 목적 으로 실시하였다. 열처리 시간에 따른 목타르의 분자량 및 분포도를 GPC-MALLS로 분석하였다. 그 결과(Fig.
2, Table 2) 열처리 시작 후 6시간(WT06)에서 12시간 (WT12) 사이에 급격하게 분자량이 증가하는 변화를 보였 고, 그 이후부터는 비교적 완만하게 반응이 일어나서 24 시간과 36시간의 열처리 시료 사이에서는 미미한 차이를 보였다. 목타르의 수 평균 분자량(number average molecular weights, M
n)은 열처리 시간이 증가함에 따 라 185,300 Da에서 503,700 Da까지 증가하는 것으로 나타났고 분산도도 1.17에서 1.70로 증가하는 경향을 나 타냈다. 이는 목타르 구성분자들의 축합이 불규칙하게 일 어나기 때문에 균일하게 증가하지 못한 결과로 사료된다.
분자량 분포 분석에서 나타난 결과에도 불구하고 열처 리 시간에 따른 목타르의 원소분석 결과(Table 3)에서는 질소 함량을 제외한 탄소, 수소, 산소의 함량에는 통계적 으로 유의한 차이가 없었다. 질소 함량의 경우는 WT06- WT36 사이에 유의한 차이가 없고 WT와 WT12, WT36
간의 유의한 차이가 없는 것으로 볼 때, 질소 함량이 미 량이어서 나타난 오차로 판단된다. 그러나 목타르의 수 산기 함량 분석에서는 열처리 시간이 증가함에 따라 수 산기 함량은 점차 감소하는 경향을 보였다(Table 4). 이 는 열처리 과정에서 목타르 분자들이 에테르화(etheri- fication)에 의해 축합되는 과정에서 수산기가 점차 감소 하기 때문인 것으로 사료된다. 따라서 24시간 열처리 이 후 축합 반응이 처리 시간 대비 매우 적게 일어났다는 것 이 전술한 분자량 분석에서 24시간 열처리 이후 분자량 의 증가가 미미한 원인임과 동시에 WT24와 WT36 간의 수산기 함량이 유의한 차이가 나타나지 않은 원인인 것 으로 사료된다.
목타르의 열적 특성은 TGA로 분석하였으며 그 결과 (Fig. 3) 모든 시료가 210°C 이상에서 급격한 중량 감소 를 보였다. 600°C에서 WT, WT06, WT12, WT24, WT36의 잔사 wt%는 순서대로 각각 36.85, 39.39, 38.01, 40.71, 40.69로 나타났으며, WT24와 WT36 사 이에 뚜렷한 차이는 없었다.
Fig. 1. Specimen for tensile strength analysis of the WT-based carbon fiber.
Fig. 2. GPC chromatogram of WTs by heat treat- ment time at 80°C.
Table 2. Number average molecular weights (M
n, g/mol) and polydispersity index (PDI) of WTs
Samples M
n(g/mol) PDI (M
w/M
n)
WT 1.853×10
51.173
WT06 1.916×10
51.164
WT12 4.254×10
51.812
WT24 4.836×10
51.615
WT36 5.037×10
51.697
이상의 결과를 종합하여 WT24를 목타르 기반 탄소 섬 유 제조를 위한 재료로 사용하였다.
3.2 목타르 기반 탄소섬유 제조
WT24와 WT24/KL 혼합물은 KL의 첨가량에 비례하 여 용융온도를 160°C에서 195°C까지 증가시켜 용융방사 하여 탄소섬유 전구체를 제조하였다. 이렇게 제조된 WT24와 WT24/KL 용융방사 탄소섬유 전구체를 대기
압, 250°C에서 열안정화 처리를 하였다. 이러한 산화적 열정화 처리는 섬유의 형태와 구조가 탄화처리 과정 중 에 녹아서 융합되거나 변형이 생기는 것을 막아주기 때 문에 매우 중요한 과정이다.
17,19,31)WT24와 WT24/KL 탄소섬유 전구체는 분당 0.5°C 이상의 속도로 승온할 경 우 또는 260°C 이상의 온도를 가할 경우 녹아서 융합되 는 현상이 발생하였기 때문에 분당 0.4°C의 승온 속도로 50°C에서 250°C까지 가열하여 열안정화 처리하였다. 열 안정화 처리한 목타르 기반 탄소섬유 전구체는 1,200°C 에서 탄화하였고, 탄소섬유의 무게는 열안정화 처리 전 탄소섬유 전구체 대비 48.6-53.2 wt%로 측정되었다.
3.3 목타르 기반 탄소섬유의 SEM 분석
목타르 기반 탄소섬유의 단면과 표면을 SEM 분석한 결 과(Fig. 4) 250°C에서 안정화 및 1,200°C에서 탄화처리 후 탄소 섬유 표면과 단면이 매끄러운 것이 관찰되었다.
따라서 탄화 과정에서 녹거나 변형되지 않았기 때문에 열안정화 처리가 잘 진행된 것으로 판단된다. 그러나 KL 의 함량이 높아질수록 Fig. 4g와 같이 튜브 형태의 섬유 가 빈번하게 나타났다. Liu 등
22)과 Ma 등
26)에 따르면 이 러한 튜브 형태의 탄소섬유는 용융방사 단계에서 시료가 용융되는 과정에서 생성되는 가스나 공기가 용융된 시료 Table 3. Elemental analysis (wt%) of WTs by heat treatment time at 80°C
Sample C H N O
aS
WT 70.00±0.47a
b6.06±0.05a 0.47±0.03b 23.46±0.54a n.d.
cWT06 70.12±0.28a 6.01±0.06a 0.54±0.03a 23.33±0.33a n.d.
WT12 70.14±0.44a 6.06±0.03a 0.49±0.01ab 23.31±0.47a n.d.
WT24 69.67±0.46a 6.02±0.05a 0.53±0.03a 23.79±0.53a n.d.
WT36 69.46±0.37a 5.99±0.01a 0.52±0.02ab 24.03±0.37a n.d.
a
Oxygen content = 100 - (carbon + hydrogen + nitrogen + sulfur),
b
The different letter shows to be significantly different (P≤0.05) according to the Duncan multiple range test,
c
Not detect.
Table 4. Hydroxyl group contents (mmole) of WTs by heat treatment time at 80°C
Sample Non-conjugated phenolic OH Conjugated phenolic OH Total amount of phenolic OH
WT 0.651±0.043a
a0.319±0.022a 3.230±0.206a
WT06 0.420±0.011b 0.211±0.006b 2.032±0.056b
WT12 0.404±0.039b 0.205±0.018b 1.940±0.207bc
WT24 0.361±0.009bc 0.178±0.021b 1.596±0.219c
WT36 0.354±0.043c 0.183±0.020b 1.666±0.226c
a
The different letter shows to be significantly different (P≤0.05) according to the Duncan multiple range test.
Fig. 3. TGA thermogram of WTs by heat treat-
ment time at 80°C.
내에 잔존함으로써 생기거나 리그닌과 같이 낮은 가교 결합능력을 갖는 재료일 경우 섬유 단면에서 중앙이 외 부보다 낮은 가교결합을 하면서 형성되는 것이다. 탄소 섬유의 평균 직경은 129.5±16.6 μm으로 측정되었다.
3.4 목타르 기반 탄소섬유의 기계적 특성
목타르 기반 탄소섬유의 인장강도 및 탄성률 측정 결과 는 Table 5와 같이 나타났다. 순수한 WT24 탄소섬유의 인장강도는 129.9±32.6 MPa였고 탄성률은 20.09±
5.11 GPa로 측정되었다. 그러나 WT24/KL 혼합 탄소섬 유의 인장강도는 117.8±41.0 - 24.7±9.5 MPa으로 KL의 함량이 증가할수록 점차 강도가 낮아졌다. WT24/
KL 혼합 탄소섬유의 탄성률은 24.33±7.41 - 3.10±
2.17 GPa으로 KL의 함량이 증가와 더불어 낮아지는 경
향성을 나타냈지만 다소 불규칙적인 수치를 보였다. 이 러한 낮은 인장강도와 불규칙적인 탄성률은 위에서 언급 한 튜브형태의 탄소섬유 때문인 것으로 사료된다. Tai 등
32)