위상배열 탐상검사법을 이용한 풍력발전용 블레이드의 일정가압 메커니즘 신뢰성 평가 *
남문호1†․지수정1․임 선2․임승환2․정예찬2
1(주)삼영검사엔지니어링 부설연구소, 2전자부품연구원
Reliability Evaluation of Constant Pressure Mechanism on Phased Array Ultrasonic Testing for Wind Turbine Blade *
Mun Ho Nam1†․Su Chung Chi1․Sun Lim2․Seung Hwan Lim2․Ye Chan Jeong2
1Samyong Inspection Engineering co., LTD
2Department of Engineering, Korea Electronic Technology Institute
Purpose: There is no established inspection system for composite wind blade during the
fabrication stage even though the blades are one of the most important part at wind generation system, but phased array ultrasonic testing method has been continuously studied about wind turbine blade with composite. When wind turbine blade with complex shape by phased array probe is inspected, it is necessary to study for system keeping constant pressure using pressure device.Methods: In this paper, we propose constant pressure device for inspecting wind turbine blade by
phased array ultrasonic test method. Design of the device controller is based on Hunt-Crossley model.We evaluate reliability of phased array ultrasonic inspection result that applicated constant pressure device.
Result: Defect indication is precise and its error is small when constant pressure mechanism
based on Hunt-Crossley model was used.Conclusion: When inspection is progressed using constant pressure mechanism, the reliability of
composite wind blade inspection can be improved.1)
Keywords: Phased Array Ultrasonic Testing, Wind Turbine Blades, Composite, Hunt-Crossley
Model, Inspection, Reliability Evaluation, Constant Pressure1. 서 론
전 세계적으로 환경오염 및 방사선 노출의 위험성
억제를 위하여 기존에 주로 사용하였던 화력 발전과 원자력 발전의 사용을 점차 줄여가고 있다. 이를 대체 하기 위하여 신재생 에너지가 관심을 받고 있으며 그
* 본 연구는 한국에너지기술평가원의 지원을 받은 「풍력발전용 복합소재 블레이드의 공장출하 전 및 설치 운용 중 전 외곽 검사 시스템」 연구과제(과제번호: 20153030024070)를 통해 수행되었음.
†교신저자 [email protected]
2017년 8월 1일 접수; 2017년 8월 29일 수정본 접수; 2017년 9월 1일 게재 확정.
연구가 지속되고 있다. 그 중 특히 풍력 발전은 다른 신재생 에너지원에 비해서 많은 발전을 이루었으며 해외에서는 이미 상용화에 성공하여 대단위 발전단 지가 설립된 곳도 있다. 우리나라에서도 늦었지만 조 금씩 발전단지 조성을 위한 노력을 진행하고 있는 중 이다[1-3].
풍력발전기를 구성하는 요소 중 하나인 블레이드 는 바람이 내포하고 있는 운동에너지를 받아 발전기 가 회전하여 전기를 발생할 수 있도록 회전에너지를 생성해 주는 중요한 구성품으로, 직접 바람과 맞닿아 있으며 회전운동을 하고 있어 가장 파손의 위험이 크 고 피해가 발생했을 때 피해의 정도가 클 것이라 예상 된다. 그러나 블레이드의 안전을 보장해 줄만한 적절 한 검사가 이루어지고 있지 않은 실정이다. 제작 중에 는 검사가 이루어지지 않고 있으며, 제작 완료 후 설 치 전에는 인장 및 피로 시험, 설치 후에는 육안 검사 만이 이루어지고 있다[4, 5].
이러한 문제점을 해결을 위하여 검사부위 데이터 저장이 가능하고 원하는 초음파 빔을 생성하여 사용 할 수 있는 위상배열 초음파 장비를 이용하여 블레이 드 끝단에 대한 검사법 연구를 진행하였다[4, 6-9].
그 동안의 연구를 통하여 결함 검출의 가능성을 확 인하였지만 문제점도 확인할 수 있었다. 검사 중에 탐 촉자의 검사 진행 방향 및 초음파 빔 방향을 일정하게 유지하기 위하여 스캐너(Scanner)를 사용하였으나, 검 사를 진행하기 위해 이동하는 도중에 탐촉자면과 시 험편 표면 간의 압력은 검사자가 임의로 결정하였다.
검사 도중에 가해지는 압력이 일정하지 않은 경우, 재 현성이 떨어지게 된다. 즉 검사자가 바뀌게 되면 다른 결과를 얻을 수 있다. 또한, 전제 검사 구간 중 일부분 에서 압력이 적게 들어가 검사 대상물체 표면과 접촉 이 되지 않았을 경우 해당 신호가 결함이 없어서 신호 가 발생하지 않은 것인지 결함이 있지만 접촉의 문제 로 검사가 되지 않은 것인지 구분할 수 없게 된다. 즉 검사를 신뢰할 수 없게 된다.
본 논문에서는 이러한 문제점을 해결하기 위하여 일 정한 압력을 탐촉자에 가해줄 수 있는 장치를 구성한 후 헌트-크로슬리 모델을 이용하여 제어기를 모델링하였다.
블레이드에서 자주 발생하는 박리(Delamination)[10]
를 모사한 시험편에 대하여, 장치를 사용하지 않았을 때 의 최적 결과와 장치를 사용하였을 때의 결과를 비교하 여 일정 가압 장치에 대한 신뢰성 연구를 진행 하였다.
2. 실험 장치 및 시험편
2.1 실험 장치
2.1.1 위상배열 초음파 장비
본 연구의 실험을 위하여 <Fig. 1>과 같은 위상배열 초음파 장비를 사용하였다.
사용된 위상배열 초음파 장비는 Olympus사의 MX2 장비로 하나의 초음파 신호를 이용하는 일반 초음파 검사 장비와는 다르게 여러 개의 초음파를 일정 시간 간격을 두어 동시에 발생시켜 검사 방향, 깊이 등의 조절 및 검사 결과 저장이 가능한 장비이다.
2.1.2 위상배열 초음파 탐촉자
위상배열 초음파 탐촉자는 위상배열 초음파 장비 로부터 신호를 받아 실제로 초음파를 발생시키는 장 비로 <Fig. 2>와 같이 탐촉자를 보호하는 웨지와 함께 결합하여 사용한다. 본 연구에서 사용된 위상배열 초 음파 탐촉자는 <Table 1>의 2.25MHz 탐촉자를 사용 하였으며, 20mm 두께의 웨지를 사용하였다.
Fig. 1 Phased array ultrasonic testing equipment
Fig. 2 Phased array probe and wedge Table 1 Specifications of used phased array probe
Company Olympus
Model 2.25 CCEV100
Angle 0
Frequency 2.25MHz
Total element 60
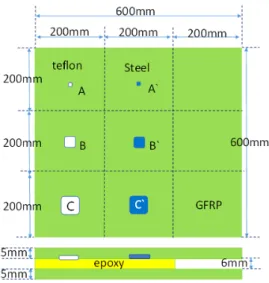
Fig. 3 Structure of specimen with defects Table 2 Dimensions of teflon tape and steel
defects
Defect Size(mm)
A & A’ 10×10×3
B & B’ 30×30×3
C & C’ 50×50×3
Fig. 4 Design of position controller
Fig. 5 Design of force controller
2.2 복합소재 블레이드 시험편블레이드에서 주로 발생하는 박리(Delamination)를 모사하기 위하여 <Fig. 3>과 같이 시험편을 제작하였 다. 상, 하부 각 판들은 유리강화섬유 플라스틱(GFRP:
Glass Fiber Reinforced Plastic)을 사용하였고 각 판들 을 접착하기 위하여 에폭시(epoxy)를 사용하였다. 박리 결함을 나타내기 위하여 테플론 테이프(teflon tape)를 이용하였고 대조군으로써 철(steel)을 삽입하였다.
각각의 테플론 테이프와 철은 <Table 2>의 크기로 삽입되었고 위상배열 초음파 장비의 교정 및 접착제 미 도포 상태를 확인하기 위하여 우측 200mm는 접착 시키지 않았다.
3. 일정 가압 제어 이론
3.1 일정 가압 장치 모델링
헌트-크로슬리 모델을 사용하여 일정 가압 장치의 모델링을 수행하고 일정 가압 장치에서 발생하는 힘
들의 관계식을 이용하면 아래와 같은 상태 방정식을 얻을 수 있다[11, 12].
( ≤
)
(
)
≤
은 탐촉자가 시험편 표면에 접촉하지 않거나 표면 위에 놓인 상태로 일정 가압 장치에 압력이 가해 지지 않은 상태이며,
는 탐촉자가 시험편 표면 에 접촉하여 일정 가압 장치에 힘이 가해지고 있는 상 태를 의미한다.3.2 제어기 설계
일정 가압 장치의 위치 제어와 힘 제어는 PID 제어기 를 통해 수행하도록 설계하였다. 일정 가압 장치에 의 해 시험편이 받는 힘
가 0일 때, 즉 시험 편에 탐촉자가 접촉하지 않았을 경우 위치 제어를 통 하여 표면에 접촉하도록 하고,
일 때, 이 힘을 제 어하여 일정한 가압을 주도록 제어기를 설계하였다.위치 제어 입력을
라 할 때 제어식은 아래와 같 으며 <Fig. 4>와 같이 나타낼 수 있다.
(
) (
: 위치 비례 이득,
: 위치 미분 이득)
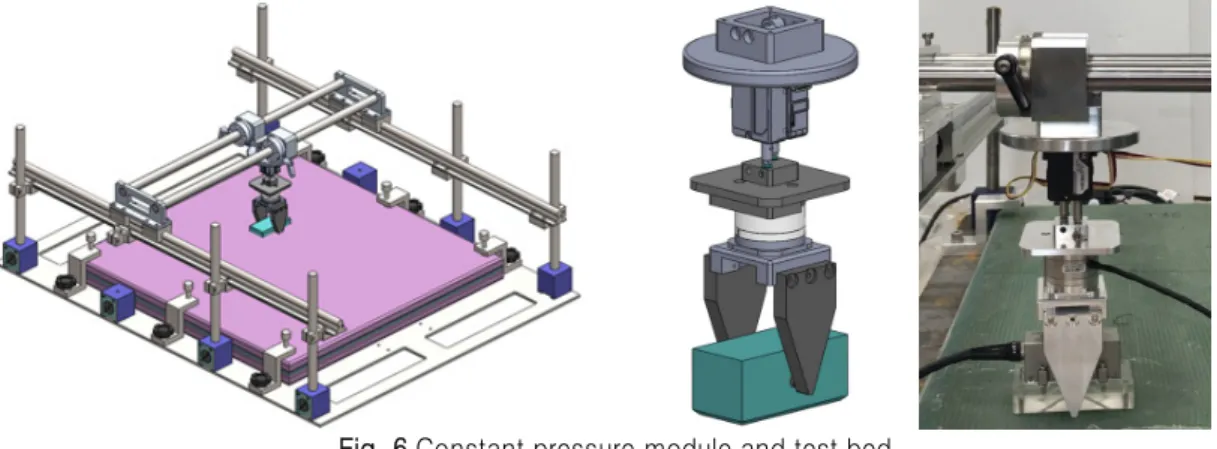
Fig. 6 Constant pressure module and test bed
힘 제어 입력을
라 할 때 제어식은 아래와 같으며<Fig. 5>와 같이 나타낼 수 있다.
(
: 힘 비례 이득,
: 힘 미분 이득)4. 실험 방법
위상배열 초음파 장비와 탐촉자를 연결 후 시험편 표면에 수직 방향으로 초음파가 진행하도록 장비에 설정 값을 입력하였다. 탐촉자가 가진 60개의 진동자 (element)를 전부 이용하여 하나의 빔을 구성하는 진 동자들(Aperture element)을 8로 정하고 총 52개의 초 음파 빔을 생성하여 검사를 진행하였다. 이때 초음파 진행 방식은 모든 초음파 빔이 수직으로 진행하도록 선형 스캔(Linear scan)을 이용하였다. 또한 설정한 집 속 거리 이상에서 지시가 확대되는 현상이 발생하기 때문에 집속기능은 사용하지 않았다.
결함 삽입 시험편의 미 접합부를 이용하여 유리강 화섬유 플라스틱의 초음파 진행 속도와 탐촉자의 감 도를 교정하였다. 감도의 교정은 지시의 크기를 나타 내는 A-Scan에서 신호가 가장 큰 첫 번째 저면 에코신 호가 80%가 되도록 조절하였다.
본 연구를 위하여 제작한 일정 가압 장치를 <Fig. 6>
과 같이 테스트 베드에 장착하여 실험을 진행하였다.
테스트 베드에 장착되어 거리정보를 전송해주는 엔 코더의(encoder)의 분해능(resolution)값은 18.31step/mm
설정하였으며 각 삽입결함에 대한 총 검사 길이는 150mm이다.
일정 가압 기능을 사용하지 않은 상태에서 삽입된 결함에 대한 검사는 결함 검출이 잘 되도록 일정 값 이상의 임의의 압력을 검사자가 지속적으로 탐촉자 에 가해주었다.
일정 가압 기능을 사용하여 삽입된 결함에 대한 검 사는 각각 20 N(Newton)의 일정 가압을 지속적으로 가압하여 검사를 진행하였다.
5. 실험결과 및 고찰
위상배열 초음파 장비는 초음파 빔 1개의 신호를 나 타내는 A-Scan, 검사 구간 중 한 지점에서의 모든 초음 파 빔 진행을 확인할 수 있는 D-Scan(혹은 S-Scan), 검 사 구간 전체를 상부에서 직시할 수 있는 C-Scan 이렇 게 3개의 Scan화면을 통하여 결함 유무를 판정한다.
D-Scan과 C-scan에서는 백색, 청색, 황색, 적색 순으로 초음파 강도를 표현해 주기 때문에 C-Scan을 통하여 기본적인 지시 유무를 판단하고, D-Scan에서 가장 강 한 신호를 선택하여 실제 어느 정도나 강한 신호인지 수치로 확인할 수 있는 A-Scan 신호를 통해 결함 유무 를 판정하며 최고 지시 신호의 반이 되는 양 끝부분을 시작과 끝점으로 잡아 결함 길이를 결정한다. 이러한 측정 방법을 6dB drop법이라 하며, 이 방법을 통해 실 험결과를 확인하였다.
일정 가압 기능을 사용하지 않았을 때 실험결과는
<Fig. 7>과 같다.
(a) defect A(10mm×10mm×3mm)
(b) defect B(30mm×30mm×3mm)
(c) defect C(50mm×50mm×3mm)
(d) defect A’(10mm×10mm×3mm)
(e) defect B’(30mm×30mm×3mm)
(f) defect C’(50mm×50mm×3mm)
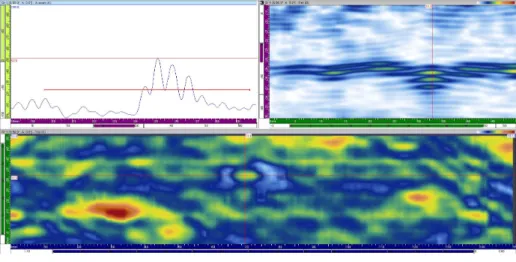
Fig. 7 Images of phased array ultrasonic testing in non constant pressure
(a) defect A(10mm×10mm×3mm)
(b) defect B(30mm×30mm×3mm)
(c) defect C(50mm×50mm×3mm)
(d) defect A’(10mm×10mm×3mm)
(e) defect B’(30mm×30mm×3mm)
(f) defect C’(50mm×50mm×3mm)
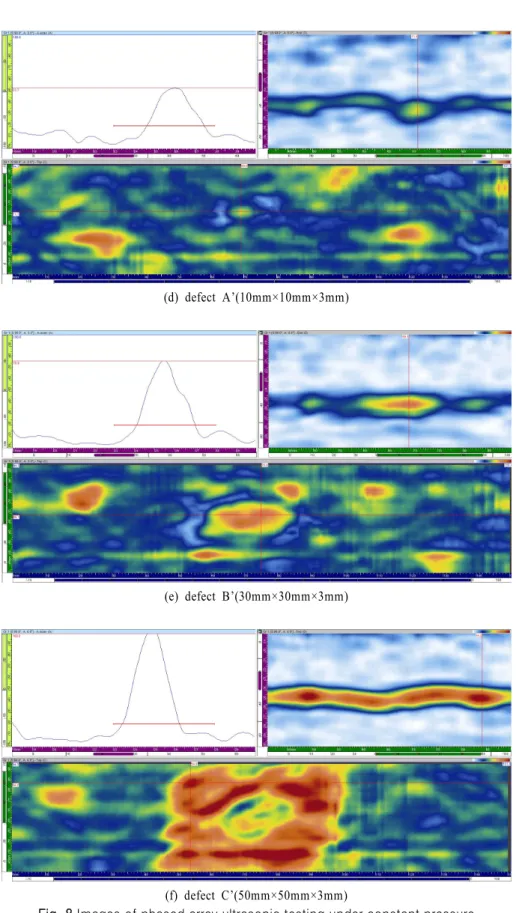
Fig. 8 Images of phased array ultrasonic testing under constant pressure
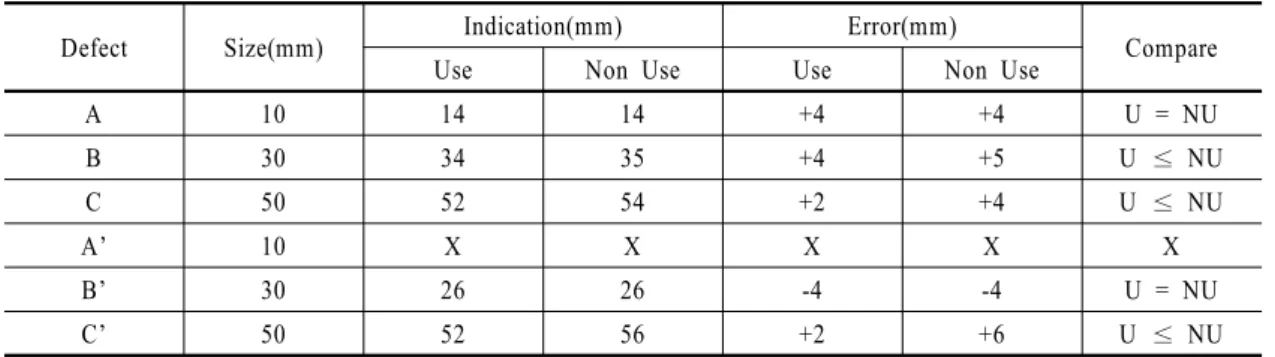
Table 3 Compare test result of phased array ultrasonic testing
Defect Size(mm) Indication(mm) Error(mm)
Compare
Use Non Use Use Non Use
A 10 14 14 +4 +4 U = NU
B 30 34 35 +4 +5 U ≤ NU
C 50 52 54 +2 +4 U ≤ NU
A’ 10 X X X X X
B’ 30 26 26 -4 -4 U = NU
C’ 50 52 56 +2 +6 U ≤ NU
*Use: use Constant pressure module, U.
Non Use: not use Constant pressure module, NU.
<Fig. 7(a)>는 삽입결함 A의 결과이며 하부의 그림 이 C-Scan이다. 검사부위를 상부에서 바라본 결과이 므로 상대적으로 적색인 신호가 결함일 확률이 높다.
이 신호가 결함인지를 확인하기 위하여 C-Scan 내의 적색 실선으로 표시된 기준 선(Reference cursor)을 이 용한다. 이 기준선을 이동시키면 결함 깊이를 알 수 있는 우측 상부의 D-Scan과 초음파 신호의 크기를 알 수 있는 좌측 상부의 A-Scan 신호가 연동하여 변하게 된다. 이 A-Scan 신호가 20% 이상일 경우 유효 지시 라 하며 일정길이 이상의 길이를 갖는 것을 결함이라 정의한다. 그리고 결함길이는 가장 큰 초음파 신호를 기준으로 6dB dorp법을 사용하여 측정하고 검출된 결 함 지시는 14mm로 삽입된 결함보다 크게 나타났다.
같은 방법으로 다른 삽입결함을 측정해본 결과 삽 입결함 B(<Fig. 7(b)>)는 35mm, 삽입결함 C(<Fig. 7 (c)>)는 54mm, 삽입결함 B’(<Fig. 7(e)>)는 26mm, 삽 입결함 C’(<Fig. 7(f)>)는 56mm의 결함 지시를 나타내 었다. 그러나 삽입결함 A’(<Fig. 7(d)>)는 다른 삽입결 함과는 다르게 삽입 위치 주변의 신호의 크기와 형태 가 유사하여 결함이라고 판정하기가 어려워 결함 길 이를 측정할 수 없었다. 즉 대조군으로 삽입하였던 철 중에서 10mm 길이의 작은 삽입결함은 측정할 수 없 었다.
다음은 일정 가압 기능을 사용하였을 때 실험결과 이며 <Fig. 8>과 같다.
일정 가압 기능을 사용하지 않았을 때와 같은 방법 으로 결함 길이를 측정하여 각각의 삽입결함의 길이를 확인할 수 있었다. 삽입결함 A(<Fig. 8(a)>)는 14mm, 삽 입결함 B(<Fig. 8(b)>)는 34mm, 삽입결함 C(<Fig. 8(c)>) 는 52mm, 삽입결함 B’(<Fig. 8(e)>)는 26mm, 삽입결함
C’(<Fig. 8(f)>)는 52mm의 결과를 얻을 수 있었다. 그러나 A’(<Fig. 8(d)>)의 경우 일정 가압 기능을 사용하지 않 았을 때와 마찬가지로 주변 신호의 크기와 형태가 비슷 하여 결함을 특정할 수 없어 길이를 측정할 수 없었다.
<Table 3>과 같이 일정 가압 장치의 기능을 사용했 을 경우와 일정 가압 장치의 기능을 사용하지 않을 경 우의 실험 결과를 비교하면 그 값이 매우 유사함을 확 인할 수 있었으며, 일정 부분에서는 가압 장치를 사용 하였을 때 결과가 더 좋음을 알 수 있다. 즉, 일정 가압 장치를 사용할 시에 결함을 검출할 수 있는 능력이 충 분히 보장됨을 확인할 수 있었다.
6. 결 론
본 연구는 풍력 발전기의 복합소재 블레이드를 검 사하기 위한 장치 중 일정 가압 장치 성능을 평가하여 결함 검출의 신뢰성을 확보하기 위하여 수행하였고, 실험을 통하여 다음과 같은 사실을 확인할 수 있었다.
복합소재 블레이드의 박리를 묘사한 시험편의 검 사 결과 일정 가압 장치를 사용 하지 않은 경우 대부 분의 삽입된 결함을 검출할 수 있었다. 다만, 대조군 으로 삽입한 10mm×10mm×3mm 크기의 철은 검출할 수 없었다. 이는 검사 장비의 교정이 유리강화섬유 플 라스틱과 공기에 대하여 교정을 수행하였기 때문이 며 공기와 밀도가 비슷한 테플론 테이프의 경우 주변 의 신호와 결함이 확연히 구분되었다. 그러나 철의 경 우 유리강화섬유 플라스틱과의 밀도 차이가 커 초음 파가 진행하면서 산란에 의해 감쇠가 커졌으며 상대 적으로 검출 면적이 넓은 30mm, 50mm 삽입 결함들
과는 달리 초음파를 수신한 면적이 상대적으로 작았 기 때문에 되돌아오는 반사 신호가 작아 주변 신호와 결함이 구분되지 않아 검출할 수 없었다[4].
일정 가압 메카니즘을 적용한 기구장치를 사용했 을 경우 결함검출의 지시 크기가 정밀하고 오차가 더 작음을 확인할 수 있었다. 즉 일정 가압 장치를 사용 하여 수행하는 검사는 더 신뢰성 높은 검사 방법임을 알 수 있었다. 하지만 일정 가압 장치에도 문제점이 발생하였다. 첫째, 가압 방향 이외의 방향에서 일정량 이상의 힘이 가해질 경우 그 능력을 제대로 발휘하지 못하며, 둘째, 검사 시작 시에 이미 압력이 가해져 있 어 탐촉자를 이동시킬 때 일정 가압 장치를 사용하지 않을 때에 비하여 상대적으로 큰 힘이 가해져야 하는 문제점이 있다.
위와 같은 문제점을 극복한다면 일정 가압 장치는 위상 배열 초음파 장비를 사용한 블레이드 검사에서 결함 검출 능력과 정확도를 더욱 더 향상시킬 수 있을 것으로 사료된다.
References
[1] Korea New and Renewable Energy Center (2016).
“2016 New and Renewable Energy White Pater”.
[2] International Energy Agency (2016). “World Energy Outlook 2016”.
[3] Global Wind Energy Council (2017). “GLOBAL WIND REPORT 2016”.
[4] Chi, S. C., Cho, B. J., Nam, M. H., and Lim, S. (2017).
“Detection of the Delamination in composite wind blade by Phased Array Ultrasonic Technology”. Journal of the Korean society for nondestructive testing, Vol.
37, No. 3, pp. 183-191.
[5] Kang, B. K., Nam, M. H., and Lim, I. S. (2014). “A
Study on Reliability Validation by Infrared Thermo- graphy of Composite Material Blade for Wind Turbine Generator”. Journal of Applied Reliability, Vol. 14, No.
3, pp. 176-181.
[6] Nam, M. H., Jung, H. S., Kim, C. H., Kang, B. K., and Lim, I. S. (2012). “An Evaluation on Suitable of Wind Blade Inspection with Phased Array Ultrasonic Testing (PAUT)”. 2014 Annual fall conference of Korea society for nondestructive testing, pp. 383-387.
[7] Amenabar, I., Mendikute, A., Lopez-Arraiza, A., Lizaranzu, M., and Aurrekoetxea, J. (2011). “Comparison and ana- lysis of non-destructive testing techniques suitable for delamination inspection in wind turbine blades”. Com- posites Part B: Engineering, Vol. 42, Issue. 5, pp. 1298- 1305.
[8] Drewry, M. A. and Georgiou, G. A. (2007). “A review of NDT techniques for wind turbines”. Insight Non- Destructive Testing and Condition Monitoring, Vol. 49, No. 3, pp. 137-141.
[9] Galappaththi, U. I. K., De Silva, A. K. M., Macdonald, M., and Adewale, O. R. (2012). “Review of inspection and quality control techniques for composite wind tur- bine blades”. Insight Non-Destructive Testing and Con- dition Monitoring, Vol. 54, No. 2, pp. 82-35.
[10] Nam, M. H., Jung, J. Y., and Kim, C. H. (2012). “Analy- sis of Characteristic of the Wind Turbine Blade Damage”.
KIEE summer annual conference 2012, 10-P-013.
[11] Nam, J. U., Lim, S., and Yoon, T. W. (2016). “One-de- gree-of-freedom PD force control for Inspecting the bonded parts of a wind generator blade using the Hunt- Crossley model”. KIEE, CICS 2016, pp. 4-5.
[12] Hunt, K. H. and Crossley, F. R. E. (1975). “Coefficient of Restitution interpreted as Damping in Vibroimpact”.
ASME J. Appl. Mech., pp. 440-445.