-이상환: 수석연구원
Received: Dec. 8, 2020 ; Revised: Dec. 23, 2020 ; Accepted: Dec. 30, 2020
†
Corresponding author: Sang-Hwan Lee (KITECH) Tel: +82-32-850-0449, Fax: +82-32-850-0410 E-mail: [email protected]
Journal of Korea Foundry Society 2021. Vol. 41 No. 1, pp. 11~15 http://dx.doi.org/10.7777/jkfs.2021.41.1.11 pISSN 1598-706X / eISSN 2288-8381
© Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative- commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
소형 고철 장입재를 활용한 신속 저에너지 주철 용해 - Part I. 중주파 용해로 적용 및 사용 측면 특징
이상환†
한국생산기술연구원 주조기술센터
Rapid and Low-Energy Melting of Cast Iron using Small Scrap Steel as a Charge Material
- Part I. Application of Small Scrap Steel in Medium-Frequency Induction Melting Furnace and Usage Characteristics
Sang-Hwan Lee†
Casting Technology R&D Center, Korea Institute of Industrial Technology, Incheon 21999, Korea
초 록
주철공장의 용해 공정에 사용되는 고철 장입재는 거의 대부분 생압고철(Press Scrap)이다. 생압고철은 에너지 손실, 작업성, 안 전 등 문제들을 야기할 수 있다. 생압고철 대신 파쇄고철(Shredded Scrap)을 사용함에 따라, 앞서 언급한 문제들을 해결할 수 있 을 것으로 기대한다. 본 연구에서는 3t/h 중주파 유도 용해로에서 주철의 용해 시, 생압고철과 파쇄고철을 사용함에 따른 에너지 원단위(Power Basic Unit)를 비교하였다. 생압고철 대신 파쇄고철을 장입하면, 에너지 원단위가 약 15% 향상되는 것으로 확인되 었다. 고철의 형상, 크기에 따른 사용 측면 특징과 제약사항을 고찰하였다.
핵심용어; 고에너지효율 용해, 소형 고철, 파쇄고침, 중주파 유도 용해로, 사용 측면 특징.
Abstract
Scrap steel used as a charge material in melting process of cast iron foundry is mostly press scrap. The press scrap usually causes several problems including energy loss, workability, safety, and so on. By charging the shredded scrap instead of the press scrap, it is expected that the above-mentioned problems can be solved. In this study, the power basic units to produce cast iron by using the press and shredded scrap are compared in 3t/h medium-frequency induction melting furnace. Charging the shredded scrap instead of the press scrap was confirmed that the power basic unit is improved by about 15%. The characteristics and restrictions of the usage according to the shape and size of scrap steel were considered.
Key words; Energy-Efficient Melting, Small Scrap Steel, Shredded Scrap, Medium-Frequency Induction Furnace and Usage Characteristics.
기술논문
1. 서 론
주철의 제조 시, 에너지 비용은 총 비용의 약 15%나 차지하 기 때문에 원가 및 이윤에 미치는 영향이 매우 크다[1]. 한국의 주조산업 시장 및 전력 사용 현황을 먼저 살펴보자. 국내 주조 산업은 연간 총 주물 생산량 252만톤(세계 8위)에 약 10조원 규모이며[2], 여기에 투입되는 에너지의 양과 비용도 막대한 수 준이다. 주조산업을 포함한 금속산업의 전력 소비량은 국내 총 전력 소비량의 약 30%를 차지할 정도로 그 비율이 매우 높다 [3]. 국내 총 전력 소비량은 30년 전과 비교하여 약 5배 수준으 로 크게 증가해 있고, 이는 경제 성장률보다도 높은 증가세이다 [3]. 게다가 한국은 전력 공급 능력의 한계로 전국적 규모의 블 랙아웃을 경험한 바도 있다. 전력 수급 및 단가 상황이 악화될 가능성이 여전히 잠재되어 있는 상황에서 전 세계적 전염병 대 유행이라는 팬데믹 직격탄까지 맞고 있는 한국의 주조산업이 끝 까지 살아남고 경쟁하기 위해서는 에너지를 효율적으로 사용하 기 위한 기술을 확보하는 것이 매우 유효한 전략이 될 수 있다.
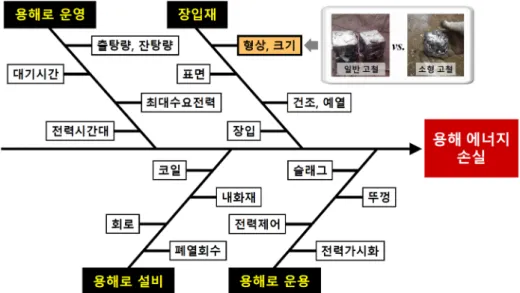
저자는 주조 공장의 에너지 절감 방안에 대한 연구에 높은 관심을 가지고 있으며, 2017년에는 본 저널을 통해 실효성이 높은 방안 30선[1]을 도출 정리하여 제안한 바 있다. 전반적 이고 다양한 요인들에 대해 체계적으로 검토 분석한 결과였 다. 그 결과를 토대로 하여, 용해 에너지 손실과 관련된 요 인들을 선별 분석하여, Fig. 1과 같이 특성 요인도(Fishbone Diagram)로 나타내었다.
용해 에너지 손실에 관련된 요인들은 용해로 설비, 운용, 운영 및 장입재로 크게 분류하여 분석할 수 있다. 용해로 설 비에 포함되는 세부적인 요인들에는 코일 효율, 내화재 두께, 회로 손실 등이 있다. 용해로 운용에는 슬래그, 용해로 뚜껑, 전력 투입 제어 등이 포함된다. 용해로 운영에는 용해량, 대 기시간(Idling Time), 최대 수요전력, 전력 사용시간대 등이
포함된다. 신속 저에너지 용해를 위해, 주조 업체들은 앞서 언급한 용해로 설비, 운용, 운영 등 관련 요인들을 우선시하 여 방안을 마련하고자 하는 경향이 있다. 그러나 고철(Scrap Steel), 선철(Pig Iron), 회수철(Return Scrap) 등 장입재가 용해 에너지 절감에 미치는 영향이 생각보다 크다. 장입재를 잘 사용하는 것만으로도 용해 에너지를 크게 절감할 수 있다.
여기서 잘 사용한다는 것은 장입재의 형상, 크기, 표면, 건조, 예열 등을 각 주조 공장들의 여건에 맞게 선정, 장입, 보관, 전처리 등 관리하는 것을 의미한다. 장입재 중에서도 고철의 장입 비율이 높기 때문에, 우리는 고철을 잘 사용하는 방안 에 대해 먼저 고민해 볼 필요가 있다.
국내 주철업체에서 사용하는 거의 모든 고철은 압축 가공된 생압고철(Press Scrap)이다. 고철의 가공, 운송 등의 이점으로 인해 생압고철이 주로 사용되고는 있으나, 국내에 주로 보급되 어 있는 용해로의 제원 등을 고려해보았을 때, 기존 형상과 크기의 생압고철이 용해 공정에 효율적인 것은 아니다.
일본, 유럽, 미국 등 선진국에서는 이미 30여년 전부터 소 형 고철 장입재를 사용하여 용해 에너지를 절감하기 위한 연 구가 진행되었다. 일본의 아이신 타카오카(Aisin Takaoka), 토요타(Toyota) 그룹 등은 소형 파쇄고철(Shredded Scrap)을 효율적으로 공동 활용할 수 있는 자원 선순환 체계를 구축하 여, 현재까지도 잘 운영하고 있다. 국내에는 아직까지 관련 연구가 미흡하고, 전용 설비들이 구축되어 있지 않기 때문에 소형 파쇄고철을 장입재로 사용하는 것이 어려운 상황이다.
본 연구에서는 신속 저에너지 주철 용해를 위해 소형 파쇄 고철 장입재를 활용하고자 다음과 같은 실험을 진행하고, 그 결과를 평가 및 고찰하였다. 3t/h 중주파 유도 용해로에서 일반 생압고철과 소형 파쇄고철을 사용한 경우에 용해 시간, 에너지 원단위를 측정 및 비교 평가하였다. 고철의 형상, 크 기에 따른 사용 측면 특징과 제약사항 등을 고찰하였다.
Fig. 1.
Various sources of melting energy loss (Fishbone Diagram).2. 실험 방법
2.1 소형 고철 장입재 준비
본 연구의 용해 실험에 앞서 소형 파쇄고철 장입재를 Fig.
2와 같이 제작 준비하였다. 파쇄고철의 제작에 사용되는 원재 료는 생압고철의 제작에 사용되는 원재료와 마찬가지로 생철 (Sheet Scrap)이다. 고철 장입재의 원재료로 사용되는 생철은 일반적으로 자동차공장 등에서 강판(Sheet Steel)을 가공하고 남은 스크랩(Scrap)이다. 생압고철은 생철을 압축기(Baler)에 넣어 가공한 것이다. 생압고철은 육면체, 팔각기둥 등 형태와 300~600mm 크기로 주로 만들어지며, 압축기 사양에 따라 그 형태와 크기가 결정된다.
파쇄고철은 생철을 압축하지 않고, 파쇄기(Shredder)에 넣 어 가공한 것이다. 파쇄고철은 동일한 파쇄기로부터 가공되더 라도 그 형태와 크기가 다소 불균일한 편이다. 주로 구형의 형태가 많으면서 불규칙한 형태도 공존하며, 50~90mm 크기 로 주로 만들어진다. 본 연구의 생압고철과 파쇄고철에 사용 된 생철은 정확한 비교 실험을 위해 동일한 재질, 두께로 하 였다. 파쇄고철의 가공에는 쿠보타(Kobota)社의 수직형 파쇄 기(Vertical Shredder)를 사용하였다.
2.2 중주파 용해로 적용 실험
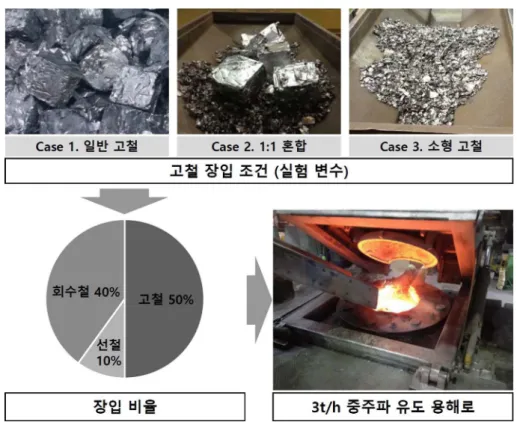
본 연구의 양산 용해로 적용 실험 과정을 Fig. 3에 표현 하여 나타내었다. 양산 용해로는 3t/h 중주파 유도로를 사용
Fig. 3.
Three experiments using 3t/h medium-frequency induction melting furnace.Fig. 2.
Preparation of the shredded scraps and their shape and size.하였다. 고철, 선철, 회수철의 장입 비율은 각각 5:1:4로 하 였다. 따라서 3톤 용해 시, 고철의 사용량은 1.5톤이 된다.
실험 1의 경우, 1.5톤의 일반 생압고철만 사용되었다. 실험 2의 경우, 0.75톤의 일반 생압고철과 0.75톤의 소형 파쇄고 철이 혼합 사용되었다. 실험 3의 경우, 1.5톤의 소형 파쇄고 철만 사용되었다.
3. 결과 및 고찰
3.1 중주파 용해로에서 고철 형상, 크기의 영향
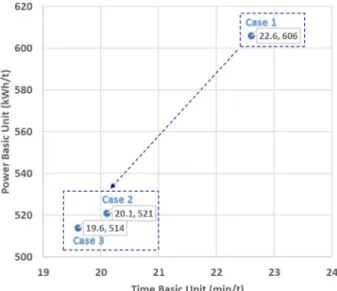
3t/h 중주파 유도로에서 고철 형상, 크기 및 혼합 사용 여 부가 용해 공정에 미치는 영향을 평가하였다. 용탕 1톤을 만 들기 위해 용해에 소요되는 시간, 에너지를 각각 용해 시간, 에너지 원단위라고 하며, 단위는 min/t, kWh/t이다. Fig. 4
는 용해 시간, 에너지 원단위를 비교하여 나타낸 결과이다.
이 결과는 1, 2, 3의 경우에 각각 23, 3, 2회 실험 평균치 이다. 용해 시간 원단위는 1, 2, 3의 경우에 각각 22.6, 20.1, 19.6min/t였다. 일반 생압고철 대신 소형 파쇄고철을 사용함에 따라 용해 시간 원단위는 약 13% 향상되었다. 용 해 에너지 원단위는 1, 2, 3의 경우에 각각 606, 521, 514kWh/t였다. 일반 생압고철 대신 소형 파쇄고철을 사용함 에 따라 용해 에너지 원단위는 약 15% 향상되었다. 일반 생압고철과 소형 파쇄고철을 반반씩 혼합 사용한 경우(Case 2)와 소형 파쇄고철만 사용한 경우(Case 3)에 용해 시간, 에 너지 원단위는 큰 차이 없이 유사한 수준이었다.
3.2 고철 형상, 크기에 따른 사용 측면 특징
일반 생압고철과 소형 파쇄고철의 사용 측면 특징을 비교 하였고, Table 1에 요약 정리하여 나타내었다. 생압고철은 중 량이 무겁고, 외부 표면에 날카로운 부분이 많다는 특징을 가지고 있다. 그러다보니 생압고철을 다루는 작업자는 용탕 튐, 깔림, 베임 등 다양한 부상을 입기도 한다. 또한, 이를 운반, 장입하는 장치들이 충분한 내구성을 갖추지 못한다면, 파손, 교체로 인한 조업 중단 가능성도 있다. 반면에 파쇄고 철은 중량이 300~500g으로 매우 가볍고, 형태가 대체로 둥 글둥글하다. 따라서 공장 내에서 운반, 장입 등 취급이 매우 용이하다. 내구성이 불충분한 컨베이어 벨트만으로도 공장 내 운반 및 용해로 장입이 가능하다. 용해로에 장입할 때 용탕 이 거의 튀지 않기 때문에 작업 안정성도 좋다. 파쇄고철을 사용하게 되면, 저에너지 신속 용해를 위한 스마트 공장 구 축에도 크게 도움이 될 수 있는데, 주조공장 내 장입 공정 등의 완전 자동화가 훨씬 수월해지기 때문이다.
한편 생압고철을 사용하다보면 종종 발생하는 문제가 용 해로 내 가교 현상(Bridging Situation)이다. 생압고철의 크 기가 크다보니 용해로 내 엉켜서 중간에 걸리는 일이 종종 발생한다. 엉킨 생압고철을 푸는 과정에서 작업자는 근골격 손상 등 수반되는 부상을 입기도 하며, 작업 환경에 따라 생
Table 1.
Usage characteristics of press scrap and shredded scrap.Fig. 4.
Comparison of the basic units of melting time and power in each case (Case 1 : Press scrap, Case 2 : Half-and-half, Case 3: Shredded scrap).각지 못한 위험에 노출될 수도 있다. 더욱 더 심각한 문제는 가교 현상에 의한 용탕 과열(Superheating)이 지속되면, 내화 재가 손상되고 용탕이 냉각수와 접촉하게 되어 용해로가 폭 발하는 초대형 참사로 이어질 수 있다는 점이다. 반면에 파 쇄고철은 용해로 내 엉키는 일이 전혀 발생하지 않기 때문에 이러한 위험으로부터 안전하다.
3.3 소형 고철 장입재의 제약사항
소형 파쇄고철 장입재를 사용하기 위해서는 Table 2와 같 이 몇 가지 제약사항이 따른다. 파쇄고철을 공급하는 입장에 서 발생할 수 있는 제약사항들을 크게 장비, 제조, 운송 측 면으로 분류하여 생각해 볼 수 있다. 장비 측면에서는 파쇄 기의 가격이 비싸다는 점을 가장 먼저 들 수 있다. 파쇄기는 크게 수직형과 수평형으로 분류할 수 있는데, 수직형, 수평형 파쇄기의 가격은 각각 약 10, 30억원 수준이다. 파쇄기 사양 및 제작업체에 따라 다소 가격의 차이가 있을 수 있으나 대 체적으로 고가이다. 생압고철의 경우에도 마찬가지로 압축기 구매로 인한 초기 비용이 발생하긴 하나, 압축기 가격이 수 직형 파쇄기의 약 1/3 수준으로 상대적으로 저렴한 편이다.
그렇지만 압축기의 경우, 생압고철의 크기별로 각각 여러 대 의 압축기를 구축해야만 한다는 점도 있다. 파쇄고철을 가공 제작하기 위해서는 파쇄기 가동에 에너지를 사용해야 한다는 점이 있다. 압축기 가동에도 역시 에너지가 사용되나, 파쇄기 의 에너지 사용량이 더 많을 것으로 예상된다. 또한, 파쇄기 소모품의 주기적인 교체가 필요하다는 점이 있다. 압축기 역 시 장비 유지비용이 발생하게 되겠지만 파쇄기의 유지비용이 더욱 클 것으로 예상된다.
제조 측면에서는 파쇄 공정 시, 소음, 진동, 분진 등이 발 생한다는 점을 들 수 있다. 따라서 파쇄기와 함께 환경 시설 을 설치하고 이를 운영하는 등 추가적인 비용이 발생하게 된 다. 운송 측면에서는 파쇄고철은 생압고철과 비교하여 동일 중량 대비 적재 부피가 크기 때문에 운송 거리에 따라 비용 이 크게 증가할 수도 있다는 문제점이 있다. 결론적으로 파 쇄고철의 경우, 공급 물량을 많이 확보하지 못하거나, 운송 거리가 멀게 되면, 공급 단가를 충분히 낮추지 못해, 에너지 측면의 확실한 이점에도 불구하고 경쟁력을 갖추지 못하게
될 수도 있다. 이를 극복하고, 활용성을 제고하기 위한 전략 을 본고의 후속편(Part II)에서 제안하기로 한다.
파쇄고철을 사용하는 입장에서 발생할 수 있는 제약사항은 크게 없는 편이며, 장입재 보관 공간이 다소 증가할 수 있다 는 점이 있다. 파쇄고철의 사용 측면에서는 앞 절에서 언급 한 바와 같이 취급이 용이하고 안전하기 때문에 이점이 더 많은 편이라고 할 수 있다.
4. 결 론
3t/h 중주파 유도로에서 고철의 형상, 크기가 용해 공정에 미치는 영향을 평가하였다. 중주파 유도로에서 일반 생압고철 대신 소형 파쇄고철을 사용함에 따라 용해 에너지 원단위는 약 15% 향상되었다. 일반 생압고철과 소형 파쇄고철을 반반 씩 혼합 사용한 경우에도 용해 에너지 원단위의 개선 효과는 소형 파쇄고철만을 사용한 경우와 유사한 수준이었다. 고철의 형상, 크기에 따른 사용 측면 특징과 제약사항 등을 고찰하 였다. 소형 파쇄고철은 공장 내 운반, 장입 등이 용이하고 안전하며, 스마트 공장 구축 시, 완전 자동화가 수월하다. 소 형 파쇄고철을 주철 장입재로 실효성 있게 사용하기 위해서 는 파쇄기의 구매, 운전, 유지 및 파쇄고철의 제조, 운송 등 공급 측면에서의 제약사항들을 극복해야 한다.
감사의 글
본 연구는 산업통상자원부에서 추진하는 산업기술혁신사업 의 지원을 받아 수행되었습니다.
References
[1] Lee SH, J. KFS, “Energy Saving Strategies of Foundry in According to Energy Paradigm Change”, 37 (2017) 61-74.
[2] American Foundry Society (AFS), Modern Casting, “53rd Census of World Casting Production 2018”, December 2019 [3] Korea Energy Economics Institute (KEEI), Yearbook of
Energy Statistics, ISSN 1226-606X