Al-Si-Cu계 합금의 주조법과 용체화처리 조건이 기계적 특성변화에 미치는 영향
문민국 *·김영찬 **·김유미 **·최세원 **·강창석 **·홍성길 ***†
*LG화학연구소, **한국생산기술연구원, ***전남대학교 신소재공학부
Effects of the Solid Solution Treatment Conditions and Casting Methods on Mechanical Properties of Al-Si-Cu Based Alloys
Min-Kook Moon*, Young-Chan Kim**, Yu-Mi Kim**, Se-Weon Choi**, Chang-Seog Kang** and Sung-Kil Hong***†
*Institute of LG Chemistry, Daejeon 34122, Republic of Korea
**Korea Institute of Industrial Technology, Gwangju 61012, Republic of Korea
***School of Materials Science & Engineering, Chonnam National University, Gwangju 61186, Republic of Korea
Abstracts
In this study, the effects of two different casting methods (gravity casting and, diecasting) and various solid-solution conditions on the mechanical properties of ASC (Al-10.5wt%Si-1.75wt%Cu) and ALDC12 (Al-10.3wt%Si-1.72wt%Cu-0.76wt%Fe-0.28wt%
Mn-0.32wt%Mg-0.9wt%Zn) alloys were investigated. A thermodynamic solidification analysis program (PANDAT) was used to predict the liquidus, solidus, and phases of the used alloys. In the results of an XRD analysis, β-AlFeSi peaks were observed only in the ALDC12 alloy regardless of the casting method or SST (solid-solution treatment) conditions. However, according to the results of a FE-SEM observation, both θ(Al2Cu) and β-AlFeSi were found to exist besides α-Al and eutectic Si in the gravity-casted ASC alloy at 500oC after a SST of 120min. The α-AlFeSi and β-AlFeSi phases including the eutectic phases were also found to exist in the ALDC12 alloy. The results of a microstructural observation and analyses by XRD, FE-SEM and EDS were in good agreement with the PANDAT results. The gravity-casted ALDC12 and ASC specimens showed the highest Y.S. and UTS values after aging for three hours at 180oC after a SST at 500oC for 30min. At longer solid-solution treatment times at 500oC in the gravity-casted ALDC12 and ASC specimens, the elongations of the ASC alloys increased, whereas they decreased slightly in the ALDC12 alloys.
Key words: Al-Si-Cu, ALDC12, Gravity casting, Die casting, Solid solution treatment, PANDAT, Microstructures, Mechanical properties
1. 서 론
화석연료를 사용하는 자동차, 항공기 및 수송기에서 배출되 는 COx, SOx, NOx와 같은 환경유해가스와 초미세먼지를 줄이고, 연비를 향상시켜 에너지를 절감시킬 수 있는 연구가 절실히 요구되는 시점이다. 자동차의 경우 연비향상과 환경오 염문제의 해결을 위해서 철강 대비 비중이 약 1/3인 알루미 늄합금과 약 1/4에 해당하는 마그네슘과 같은 경금속을 활용 한 자동차 부품의 개발적용이 세계시장에서 빠르게 이루어지
고 있다[1-4].
다양한 알루미늄합금 중에서도 비열처리계 알루미늄합금인 Al-Si-Cu계 합금은 유동성이 우수하고, 응고 시 수축률이 낮 아서 주조가 용이하고 주조품의 치수정밀도가 높으며, 상온 및 고온강도가 높고 내마모특성이 우수하다. 그래서 중력주조 에 의한 대형 또는 중형의 후육부품 제조는 물론 중대형의 박육 자동차 부품을 대량생산하는 다이캐스팅공법에도 적용하 고 있다. Al-Si-Cu계 합금의 대표적인 다이캐스팅용 합금이 ALDC (aluminum die casting)합금이며, 다양한 ALDC합금
Received: Sep. 7, 2018 ; Revised: Oct. 10, 2018 ; Accepted: Nov. 2, 2018
†
Corresponding author: Sung-Kil Hong (Chonnam Nat'l Univ.) Tel: +82-62-530-1691, Fax: +82-62-530-1699
E-mail: [email protected]
Journal of Korea Foundry Society 2018. Vol. 38 No. 6, pp. 111~120 http://dx.doi.org/10.7777/jkfs.2018.38.6.111 pISSN 1598-706X / eISSN 2288-8381
© Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative-
commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the
original work is properly cited.
중에서도 상온 및 고온에서 최고 강도를 나타내면서 동시에 수축률이 낮고 주조성이 우수한 합금이 ALDC12 (Al-10.3 wt%Si-1.72wt%Cu-0.76wt%Fe-0.28wt%Mn-0.32wt%Mg-0.9 wt%Zn) 합금이다. 그러나 ALDC12합금은 열전도도가 92 W/m
·
oC로 좋지 않아서 엔진주변 또는 브레이크계통의 부품 들에 절실히 요구되는 방열성능이 떨어지는 아주 큰 단점을 가지고 있다. 그 원인은 ALDC12합금에는 Si, Cu 이외에 다양한 원소(Fe, Mn, Mg, Zn)가 첨가되어 여러 가지의 금 속간화합물이 주조와 열처리 중에 생성되기 때문으로 추측된 다[5].Al-Si-Cu계 합금의 기계적인 특성은 주조 시 생성되는 여 러 가지 상(phase)으로 구성된 미세조직과 밀접하게 관계되어 있다. 기본적으로 초정 α-Al 덴드라이트, Al-Cu 2원계의 θ(Al2Cu)상과 Al-Fe(Mn)-Si 3원계의 α-Al15(Fe,Mn)3Si2, β- Al5FeSi 상, 그리고 공정 Si 상의 크기와 형상 및 분포상태(밀 도, 위치)에 크게 의존하는데, 최근 열처리(용체화처리, 시효 처리)를 통해 이러한 상들의 분포 및 형상을 제어하여 기계 적 특성을 향상시키는 것에 대한 연구 결과가 보고되어지고 있다[6].
한편 중력주조와는 다르게 다이캐스팅공법을 적용하여 생산 한 제품은 그 제조법의 특성으로 인해 부품의 내부에 다량의 기공(porosity)이 포함된다. 이런 기공은 고온 열처리 과정에 서 팽창하여 표면에 블리스터(blister) 결함을 유발시키기 때 문에 제품으로서의 가치를 상실하게 되므로 균질화 또는 용 체화 처리와 같은 고온에서의 열처리가 아주 곤란하다[7]. 그 래서 요즘에는 진공블럭을 이용하여 금형에 개폐식 진공밸브 를 장착하여 공기(가스)의 농도를 최대한으로 낮추어 응고시 키는 진공다이캐스팅 공법의 적용사례도 많아지고 있다.
본 논문에서는 Al-Si-Cu계 합금에 대하여 체계적으로 연구 하기 위하여 대표적인 Al-Si-Cu계 다이캐스팅합금인 ALDC12 상용합금과 Al-Si-Cu 3원계 합금에 대하여 먼저 두 가지 주 조방법(중력주조, 다이캐스팅)으로 각각 제조하였다. 열역학 응고 해석프로그램(PANDAT)을 이용하여 각 합금의 액상선, 고상선 및 다양한 온도에서의 생성상을 예측하였으며, 두 가 지 다른 방식으로 제조한 시편의 각각에 대하여 열처리(용체 화처리 후 등온시효) 조건의 변화에 따른 미세조직의 변화를 관찰하기 위해 XRD, 광학 현미경과 FE-SEM/EDS 분석을 실시했다. 또한 용체화처리 조건의 차이에 따른 내부조직변화 가 기계적 특성과 어떤 연관성을 갖는지에 대해 로크웰경도, 비커스경도를 측정하고, 상온 인장시험을 실시하여 비교하였다.
2. 실험 방법
Al-Si-Cu계 합금의 제조법 및 열처리에 따른 기계적 특성 과의 관계를 알아보기 위해 상용 합금인 ALDC12합금은 잉 곳으로 구입하였고, Al-Si-Cu 합금은 공업용 순 알루미늄에 순도 97.4% Si pellet, 99.99% Cu를 첨가하여 Al-10.5wt%
Si-1.75wt%Cu (이하 ASC로 표기함) 조성을 갖도록 제작하 였다. 공업용 순 알루미늄을 전기로를 이용해 흑연도가니에서 용융시킨 후 800oC에서 Si, Cu를 첨가 한 후 3h 동안 유지 하였다. 그리고 750oC에서 99.99%순도의 Ar 가스를 이용해 5l/min 조건으로 15min간 GBF (Gas bubbling filtration)처 리 후 15min 안정화 처리하였다. 이렇게 제작 된 합금을 중 력주조와 다이캐스팅의 두 가지 방법을 이용해 시편을 제조 하였다. 각 합금의 조성을 분광 분석하여 비교한 표를 Table 1에 나타내었다.
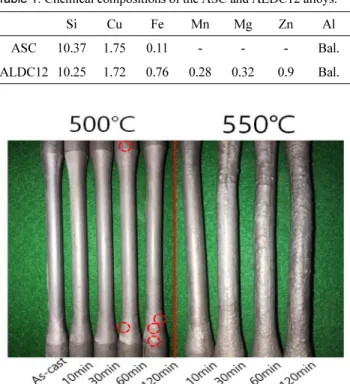
Fig. 1에 다이캐스팅으로 제조한 ALDC12합금의 500oC와 550oC에서 각각의 시간동안 용체화처리 시켰을 때의 시험편 의 외관사진을 나타내었다. 550oC에서 10min 이상 열처리할 경우와 500oC에서 60min, 120min 처리한 시편에서도 내부 에 함유된 가스가 표면으로 표출된 블리스터(blister)가 생성 됨을 확인할 수가 있다. 그래서 본 실험에서는 중력주조와 다이캐스팅한 ASC와 ALDC12합금 시편에 대한 용체화처리 온도를 500oC로 정하고 용체화시간을 변화시켜 최적의 조건 을 찾고자 하였다. 중력주조 방법으로 제조한 두 종류의 합 금(ASC, ALDC12) 시편에 대해서 500oC에서 각각 10min, 30min, 60min, 120min 동안, 그리고 다이캐스팅으로 제조한 두 종류의 합금(ASC, ALDC12) 시편에 대해서는 500oC에서 각각 10min, 30min 동안만 용체화처리 하였고, 바로 80oC에 서 수냉하였다.
Table 1.
Chemical compositions of the ASC and ALDC12 alloys.Si Cu Fe Mn Mg Zn Al
ASC 10.37 1.75 0.11 - - - Bal.
ALDC12 10.25 1.72 0.76 0.28 0.32 0.9 Bal.
Fig. 1.
Photo of the diecast ALDC12 alloy heat treated for various time at high temperatures.등온시효열처리는 4xxx합금(Al-Si-Fe-Cu-Mg)과 진공다이캐 스팅으로 제조한 ALDC12합금에 적용가능한 조건을 참고하 여 모든 시편에 대하여 500oC에서 각각의 시간동안 용체화 처리하고 80oC에 수냉한 시편에 대하여 동일하게 180oC, 3 시간으로 통일하여 실시하였다.
제조시와 열처리시 생성되는 여러 상(phases) 분석을 위해 상 분석 시뮬레이션 프로그램(PANDAT Ver.8.0)을 이용하였 다. PANDAT는 열역학 Database에 기반을 둔 시뮬레이션 프 로그램으로 해당 조성의 평형상태의 화합물 및 온도에 따른 안정상의 종류, 상분율(phase fraction), 상태도(phase diagram) 등의 정보를 확인할 수 있다. 실험에 사용된 합금조성을 토 대로 시뮬레이션 분석을 통해 ASC와 ALDC12합금에 대해 온도변화에 따른 안정상을 분석하였다. 그리고 제조된 합금의 각 조건별 미세조직은 광학현미경 및 FE-SEM (field emission scanning electron microscope)을 통해 관찰하였고, 상 분석 은 XRD와 FE-SEM을 이용한 EDS를 통해 실시하였다.
각 시편의 경도는 로크웰 경도시험기(C scale)와 마이크로 비커스 경도시험기(하중 0.98N. 유지시간 10sec)를 사용하였 다. 강도특성을 평가하기 위해서 ASTM E8규격의 시편을 제작하여 인장시험을 실시하였다. 중력주조로 제작한 합금시 편의 경우 선반가공을 통해 규격으로 가공하였고, 다이캐스팅 으로 제작한 합금시편의 경우 각 쇼트(shot)당 8개의 ASTM E8규격의 인장시험편이 제작되는 금형을 이용해 제작하였다.
모든 시편은 1 mm/min의 변형속도 조건에서 상온인장시험을 수행하였다.
3. 결과 및 고찰
3.1 상 분석 및 미세조직관찰
ASC합금과 ALDC12합금에 대해 열역학적 평형상태에서의 응고해석 소프트웨어를 통한 분석 결과를 Table 2, 3에 정 리하여 나타내었다. 용탕의 온도가 낮아짐에 따라서 순차적으 로 상들이 형성되는데, ASC합금은 고상선온도인 586.1oC에 서 α-Al(matrix)가 생성되기 시작하고, 응고가 16.3%가 진 행된 573.7oC에서 공정 Si이 정출하며, 응고가 종료되는 523.8oC에서 마지막으로 θ(Al2Cu)상이 정출하는 것을 알 수 있다. 그러므로 θ안정상은 결정입계와 같은 최종응고부에 생 성될 것이 예상된다. Fig. 2에 ASC합금의 응고진행에 따라 서 생성되는 상들에 대해서 응고율과 온도와의 관계를 그래 프로 나타내었다. 결과적으로 Table 2와 Fig. 2를 종합하여 열역학적인 관점에서 응고 시 생성되는 각 상들의 상률 (phase fraction)을 응고시점과 비교해보면 ASC합금에서는 α-Al (89.9%)상이 응고초기에 대부분 생성되고 이어서 공정 Si (8.8%)이 생성된 후, 최종응고단계에서 평형상인 θ-Al2Cu (2.2%)가 정출하여 최종적으로는 3상이 공존함을 알 수 있다.
한편, Table 3에서 볼 수 있듯이 Al에 여러 가지의 원소
Table 2.
Thermodynamic solidification analysis of ASC alloy by PANDAT.Alloy Solid fraction Temp. (oC) Phase Liqulidus (oC) Solidus (oC)
A S C
0 586.1 L+Al
586.1 523.8
0.163 573.7 L+Al+Si
1 523.8 L+Al+Si+Al2Cu
Al Si Al2Cu
Phase fraction 0.899 0.088 0.012
Table 3.
Thermodynamic solidification analysis of ALDC12 alloy by PANDAT.Alloy Solid fraction Temp. (oC) Phase Liqulidus (oC) Solidus (oC)
A L D C 12
0 581.1 L+Al 581.1 511.7
0.030 579.1 L+Al+Al5FeSi
0.158 569.2 L+Al+Al5FeSi+Al15(Fe,Mn)3Si2
0.167 568.6 L+Al+Al5FeSi+Al15(Fe,Mn)3Si2+Si 0.941 524.5 L+Al+Al15(Fe,Mn)3Si2+Si+Al8FeMg3Si6
0.961 520.2 L+Al+Al15(Fe,Mn)3Si2+Si+Al8FeMg3Si6+Al5Cu2Mg8Si6
1 511.7 Al+Al5FeSi+Al15(Fe,Mn)3Si2+Si+Al8FeMg3Si6+Al5Cu2Mg8Si6
Phase fraction Al Si Al5FeSi Al15(Fe,Mn)3Si2 Al8FeMg3Si6 Al5Cu2Mg8Si6
0.847 0.083 0.022 0.006 0.003 0.001
(Si, Cu, Fe, Mg, Mn, Zn)가 첨가된 ALDC12합금에서는 581.1oC에서 응고가 시작되어 α-Al(matrix)상이 생성되기 시 작하여 571.1oC에서 3원계 β-Al5FeSi상이 정출하고, 569.2oC 에서 α-Al15(Fe,Mn)3Si2 상이 생성되고 뒤이어서 응고가 16.7%
정도 진행된 568.6oC에서 공정 Si이 생성된다. 그리고 응고 가 계속 진행된 후 94.1%가 진행된 524.5oC에서 Mg이 포 함된 4원계의 Q-Al8FeMg3Si6, Al5Cu2Mg8Si6와 같은 상이 순차적으로 생성되어 응고가 종료될 것으로 분석 되었다. 역 시 응고후기에 생성되는 상들은 아주 소량이지만 결정입계에 생성될 것으로 예상된다. 최종적으로 ALDC12합금에서의 각상 들이 차지하는 체적률을 보면, α-Al(84.7%). 공정 Si(8.3%), β-Al5FeSi(2.2%)의 3상이 주로 존재하며 α-Al15(Fe,Mn)3Si2, Q-Al8FeMg3Si6, Al5Cu2Mg8Si6와 같은 4원계의 상들은 아주 소량 존재할 것으로 예상된다[8].
Fig. 3, Fig. 4에 각각 중력주조와 다이캐스팅으로 제작한 ASC합금과 ALDC12합금의 열처리유무에 따른 XRD 결과를 나타내었다. Fig. 3의 ASC합금에서는 용체화처리의 유무와 처리시간의 다름과 관계없이 Al과 공정 Si 상만 검출되었으 며, 용체화처리 시간이 변화함에 따라 새로 생성되거나 소멸 되는 상은 없었다. PANDAT으로 예측한 θ(Al2Cu)의 피크는 소량이어서 검출되지 않았다. ALDC12합금에서는 Al, Si 이 외에 단사정계의 β-AlFeSi상이 검출되었으나 용체화처리의
Fig. 2.
Graph shows the solid fractions of three phases along thetemperature drop in ASC alloy during solidification.
Fig. 3.
XRD results of the gravity casted ASC alloys (left) and ALDC12 alloys (right) with various solid solution times.Fig. 4.
XRD results of the die casted ASC alloys (left) and ALDC12 alloys (right) with various solid solution times.유무와 용체화 처리시간의 다름과 관계없이 모든 조건에서 동일하게 3개의 상이 검출되었으며, 역시 새롭게 생성되거나 소멸되는 상은 확인 할 수 없었다. PANDAT으로 예측한 Table 3의 결과와 일치하고 있다. Fig. 4의 다이캐스팅 방법 으로 제작한 ASC합금과 ALDC12합금의 열처리를 하지 않 은 as-cast시편과 용체화 처리한 시편에서는 중력주조한 시편 의 XRD결과와 특별히 달라진 것을 확인할 수 없었다.
Fig. 5에 중력주조로 제조한 ASC합금과 ALDC12합금을
500oC에서 10min, 120min, 480min 간 용체화처리 한 후 80oC에서 수냉하여 180oC, 3h 등온시효처리한 시편의 광학 현미경사진을 나타내었다. ASC합금에서는 덴드라이트 초정α- Al(흰색부분)이외에 침상 (또는 판상)의 조대한 공정 Si상이 관찰되고, 아주 소량이지만 Al-Cu 2원계의 평형상인 θ(Al2Cu) 상이 관찰된다. PANDAT으로 예측한 Table 2의 결과와 잘 일치하고 있음을 알 수 있다. 그리고 용체화시간이 길어짐에 따라서 침상의 공정 Si가 분해되어 크기가 약간 작아지고 형
Fig. 5.
OM micro structures of the gravity casted for ASC and ALDC12 alloys. SST means solid solution treatment time at 500oC.Fig. 6.
OM micro structures of the die casted for ASC and ALDC12 alloys. SST means solid solution treatment time at 500oC.상이 구형화 됨을 알 수 있다. ALDC12합금의 경우에는 ASC합금에서는 관찰되지 않았던 β-AlFeSi상이 새롭게 관찰 되었으며 역시 PANDAT으로 예측한 Table 3의 결과와 잘 일치하고 있다. 500oC에서의 용체화시간이 길어짐에 따라서 역시 공정 Si상이 약간 미세화되고 구상화되는데 반하여 초 정덴드라이트의 크기는 약간 조대화 됨을 알 수 있다. 한편, 등온시효에 의해 석출되었을 것으로 예상되는 G.P.Zone이나 θ'(Al2Cu)과 같은 미세한 중간상들은 광학현미경에서는 관찰 할 수 없었다.
Fig. 6에 다이캐스팅으로 제조한 ASC합금과 ALDC12합금 의 주조상태(as cast)와 500oC에서 30min 용체화처리한 시 편에 대해서 표면부(Surface)와 중심부(Center)의 광학현미경 사진을 비교하여 나타내었다. 표면부의 배율이 중심부에 비해 2배 높은데도 초정덴드라이트와 공정 Si의 크기가 아주 작다.
다이캐스팅에 의해 표면부가 급냉되어 조직이 미세화 되었음 을 알 수 있다. 그리고 두 합금 모두 500oC에서 30min 용 체화처리한 시편의 공정 Si의 크기가 약간 작아지고 구형화 됨을 알 수 있다. 다이캐스팅 시 공기의 침투로 인한 기공이 관찰되었다. 한편, 등온시효에 의해 석출된 미세한 상들은 광 학현미경에서는 구분을 할 수 없었다.
Fig. 7와 Fig. 8에 중력주조로 제작하여 500oC에서 120min 용체화처리 후 80oC에서 수냉하고 180oC에서 3h 등온시효한 ALDC12합금의 EDS로 분석결과를 각각 나타내었다. Fig. 7 의 (a)에서 알 수 있듯이 미세한 백색점상은 공정 Si이며, (b)는 기지인 Al이고, (c)의 6각형모양의 백색의 괴상은 α- AlFe(Mn)Si상으로 판명되었다. Fig. 8에서는 (a, c)에서 보듯 이 회백색의 두껍고 큰 괴상의 α-AlFe(Mn)Si상과 함께 (b, d)에서는 Al2CuMgSi으로 추정되는 4원계의 화합물이 관찰되 었다. Table 3에 나타낸 PANDAT의 결과에서도 예측되어진 상들이 광학현미경이나 XRD분석에서는 나타나지 않은 것을 보면 소량임을 예상할 수 있다.
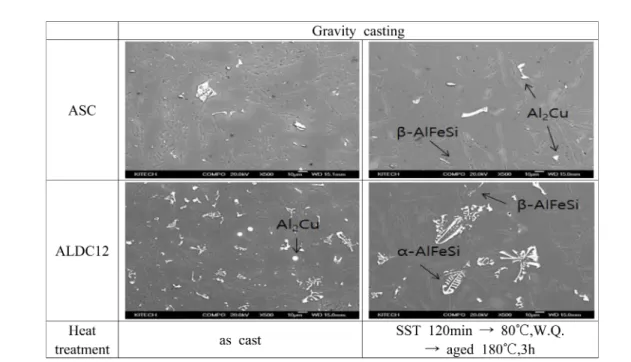
Fig. 9와 Fig. 10에 중력주조와 다이캐스팅으로 제작한 주 조상태(as cast) 및 열처리한 ASC합금과 ALDC12합금의 FE-SEM 미세조직을 각각 나타내었다. Fig. 9의 ASC합금에 서는 XRD분석에서는 검출되지 않았던 θ(Al2Cu)상과 단사정 계의 β-AlFeSi상이 확인되었다. ALDC12합금에서는 ASC합 금에서는 나타나지 않았던 입방정계의 α-AlFe(Mn)Si상도 용 체화처리 후 등온시효 처리한 시편에서 확인되었다. 참고문헌 [8-10]에 의하면 주괴응고 시에는 판상의 β-AlFeSi상이 정출 하지만 고온에서 장시간의 균질화처리에 의해 괴상의 α- AlFe(Mn)Si상으로 변태한다고 보고되어진다. β-AlFeSi상은 단 사정계로 입방정계의 α-AlFe(Mn)Si상과는 결정계가 다르다.
그런 연유에서인지 β-AlFeSi상의 존재는 연신율을 저해한다 고 보고되고 있다. 그리고 Si의 함유량이 0.5wt% 이하로 적 은 경우 및 Fe 이외에 다른 천이금속이 포함될 경우에는 α- AlFe(Mn)Si상이 생성된다고도 보고되고 있다[11,12]. 또한 Fig. 9에서 볼 수 있듯이 α-AlFe(Mn)Si상은 스켈레톤(skeleton)
같은 형상이지만 β-AlFeSi상은 판상을 나타내고 있다.
다이캐스팅으로 제조한 Fig. 10에서는 중력주조한 시편에 비하여 조직이 미세하다. 그 이외에는 중력주조한 시편과 동 일하게 용체화처리한 ALDC12합금시편에서는 β-AlFeSi상과 α-AlFe(Mn)Si상이 동시에 존재함을 확인할 수 있다. 이러한 상들은 역시 Table 2, 3에 나타낸 PANDAT의 결과와 자리 일치하고 있다. 그러나 광학현미경이나 XRD분석에서는 나타 나지 않은 것을 보면 소량임을 예상할 수 있다.
3.2 기계적 특성
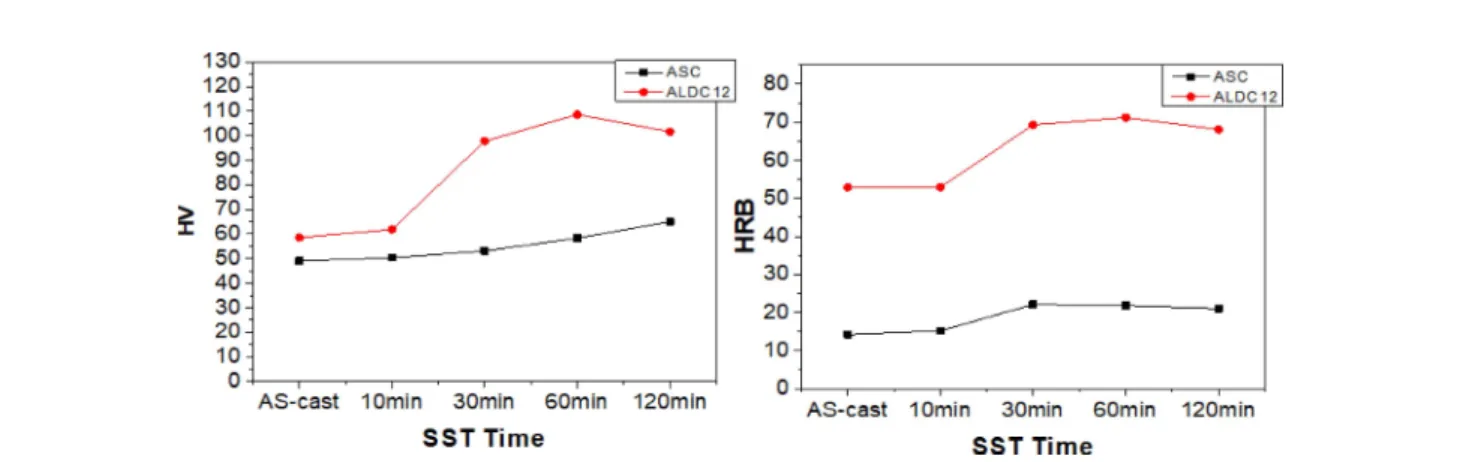
Fig. 11은 중력주조로 제조한 ASC합금과 ALDC12합금의 열처리 조건(각각 시간 용체화처리 후 80oC에서 수냉하여 180oC, 3h 시효)에 따른 마이크로 비커스 경도 및 로크웰 경도시험 결과를 나타내었다. 두 합금 모두 용체화처리(SST) 시간의 증가와 함께 경도 값이 증가하였고, ALDC12합금에 서 경도증가현상이 뚜렷하게 나타나는 반면에 ASC합금에서 는 아주 미미하게 나타났다. ALDC12합금의 경우 용체화처 리 시간이 60min에서 최고 경도를 나타내었다.
Fig. 12에 중력주조한 시편과 다이캐스팅한 ASC, ALDC12 합금에 대하여 경도시험조건과 동일하게 처리한 시편들의 인 장시험 결과를 그래프로 나타내었다. 먼저 중력주조의 경우 ASC합금에서는 용체화처리 조건의 변화에 따른 강도특성의 변화가 아주 미미하게 나타나는 반면에 ALDC12합금에서는 30min 용체화처리한 시편에서 최고강도를 나타낸다. 강도의 향상과 함께 연신율의 저하가 눈에 띤다. 용체화처리 시간이 120min으로 아주 긴 경우에는 강도와 연신율이 재차 상승함 을 보여준다.
다이캐스팅시편의 경우 중력주조와는 달리 500oC에서의 용 체화처리 시간도 30min 이상 할 수가 없고, ASC합금에서는 as-cast재와 비교하여 용체화처리한 시편의 항복강도와 인장강 도가 오히려 감소하였다. 그러나 연신율은 3%에서 5%정도로 크게 향상하였다. 한편 ALDC12합금에서는 중력주조에서 증 가한 만큼 크게 증가하지는 않았으나 강도가 역시 증가하였 으며 연신율은 약간 감소하였다. 이처럼 ASC합금의 경우 용 체화처리 시간의 증가에 따른 중력주조와 다이캐스팅한 시편 에서 모두 강도의 증가가 나타나지 않고 오히려 약간 감소하 고 연신율만 크게 증가하는 경향을 나타낸 이유로는 용체화 처리시간의 증가와 더불어서 ASC합금에서는 등온시효효과가 나타나지 않고, Fig. 5과 Fig. 9, Fig. 10의 조직사진에서 언급하였듯이 판상의 공정 Si이 미세해지고 동시에 주조시 정 출된 β-AlFeSi상이 용체화처리 시간의 증가와 함께 α-AlFe (Mn)Si상으로 변태하는 현상과 밀접한 관련이 있다고 판단된 다. 이와 같은 결과는 E.C.Beatty[9]와 L.R.Morris[10] 등이 제시한 고온에서 Al-Si-Cu합금을 유지시키면 β-AlFeSi상이 α-AlFe(Mn)Si상으로 변태한다는 결과와도 잘 일치하고 있다.
한편 ALDC12합금의 경우 강도증가현상이 용체화처리 조 건에 따라서 중력주조에서는 약 100MPa정도로 아주 크게
Fig. 7.
FE-SEM photographs and EDS Spectrums of the gravity casted ALDC12 alloy. (a): eutectic Si, (b): Al matrix and (c): α-AlFe(Mn)Si.Fig. 8.
FE-SEM photographs and EDS Spectrums of the gravity casted ALDC12 alloy. (a),(c): α-AlFe(Mn)Si, (b),(d): Al2CuMgSi.나타나지만, 다이캐스팅에서는 조금(30MPa) 증가하며 연신율 은 약간 감소되는 경향을 나타내었다. 이것은 중력주조에서는 as-cast상태에서 이미 초정과 공정 Si의 크기가 크며, 용체화 처리 시 공정 Si이 미세화되고, β-AlFeSi상에서 α-AlFe(Mn) Si상으로 변태하는 효과와 함께 등온시효효과가 동시에 나타 나기 때문으로 생각된다. Fig. 12의 결과에서 특히 60min에 서 120min으로 용체화처리 시간이 길어지면 감소하던 연신
율이 다시 증가함은 공정 Si의 미세화와 α-AlFe(Mn)Si상으 로의 변태가 크게 작용하였기 때문으로 생각된다. 다이캐스팅 의 경우 응고속도가 빨라서 as-cast상태에서 초정 덴드라이트 와 공정 Si의 크기가 아주 미세하여 용체화처리 시 공정 Si 의 미세화에 따른 연신율의 향상효과가 적게 나타나기 때문 으로 생각된다.
Fig. 10.
FE-SEM micro structures of the die casted for ASC and ALDC12 alloys. SST means solid solution treatment time at 500oC.Fig. 9.
FE-SEM micro structures of the die casted for ASC and ALDC12 alloys. SST means solid solution treatment time at 500oC.4. 결 론
2종의 알루미늄합금(ASC, ALDC12)에 대하여 중력주조와 다이캐스팅으로 각각 제조하여 여러 조건에서 열처리하여 미 세조직관찰, 상분석 및 기계적 특성을 평가하여 다음과 같은 결론을 얻었다.
1) ASC합금과 ALDC12합금에 있어서 PANDAT 분석에 의해 예측된 상의 종류와 분율이 미세조직관찰결과와 잘 일 치함을 확인할 수 있었다.
2) 중력주조 한 ASC합금과 ALDC12합금에서 공통적으로 용체화시간이 길어짐에 따라서 침상의 공정 Si가 분해되어 크기가 약간 작아지고 형상이 구형화 됨을 알 수 있었다.
3) 중력주조 한 ASC합금에서는 XRD분석에서는 검출되지 않았던 θ-Al2Cu상과 β-AlFeSi상이 확인되었으며, ALDC12 합금에서는 α-AlFe(Mn)Si상도 용체화처리 후 등온시효한 시
편에서 확인되었다.
4) 중력주조 한 ASC합금과 ALDC12합금 모두 용체화처 리 시간의 증가와 함께 경도 및 인장강도 값이 증가하였고, ALDC12합금에서 증가현상이 뚜렷하게 나타나는 반면에 ASC합금에서는 아주 미미하게 나타났다. 강도의 향상과 함께 연신율은 저하하였으나 용체화처리 시간이 120min으로 아주 긴 경우에는 강도와 연신율이 재차 상승하였다.
5) 다이캐스팅한 모든 시편에서는 500oC에서의 용체화처리 시간을 30min 이상 할 수가 없었고, ASC합금에서는 용체화 처리로 강도가 오히려 감소하였으나 ALDC12합금에서는 강도 가 약간 증가하였으며 연신율은 2%이하로 조금 감소하였다.
References
[1] Hong SP and Kim CS, Korean Journal of Materials Research,
Fig. 12.
Results of the relationships between the tensile properties and the solid solution treatment conditions for the gravity casted and thediecasted ASC and ALDC12 alloys respectively.
Fig. 11.
Results of the relationships between the hardness and the solid solution treatment conditions for the gravity casted ASC and ALDC12 alloys.“Microstructure and mechanical properties on solid solution heat treatment of Al-6Si-2Cu alloy for lightweight auto- motive”, 24 (2014) 538-542.
[2] Testing procedures, F., and Pet, W., Metallurgical Transactions A, “Fatigue behavior and failure mechanisms of modified 7075 aluminum alloys”, 10 (2000) 841-848.
[3] Moreira, A., Jr, J., and José, W., Materials Research, “Micro- structure Evolution of AA7050 Al alloy during Equal- Channel angular pressing”, 15 (2012) 732-738.
[4] Alata, H., Aoyama, T. and Inoue, Y., Macromolecules, “Effect of Aging on the Mechanical Properties of Poly(3-hydroxy- butyrate-co-3-hydroxyhexanoate)”, 40 (2007) 4546-4551.
[5] R. Brandt and G. Neuer, Inter. J. Thermophys, “Electrical resistivity and thermal conductivity of pure aluminum and aluminum alloys up to and above the melting temperature”, 28 (2007) 1429-1446.
[6] The Japan Institute of Light Metals, “アルミニウムの組織と性 質”, The Japan Institute of Light Metals, Tokyo (1991) 231- 255.
[7] Ahamed, a. K. M. A., and Kato, H., Materials Transactions,
“Influence of casting defects on tensile properties of ADC12 aluminum alloy Die-Castings”, 49 (2008) 1621-1628.
[8] P. R. Sperry, Pro. 3rd Inter. Aluminum Extrusion Tech. Semi.
Vol. 1 (1984) 21-27.
[9] E. C. Beatty, Pro. 2nd Inter. Aluminum Extrusion Tech. Semi.
Vol. 1 (1977) 225-231.
[10] L. R. Morris, F. B. Miner and J. B. Lowe, UK Patent 1333327.
[11] H. Westengen, Z. Metallkde., “Formation of intermetallic compounds during dc casting of a commercial purity Al-Fe-Si alloy”, 73 (1982) 360-366.
[12] M. Cooper, Acta Cryst., “The crystal structure of the ternary alloy α(AlFeSi)”, 23 (1967) 1106-1107.