이온교환막 공정의 연구개발 전망
이 홍 주⋅최 재 환*⋅장 봉 준**⋅김 정 훈**,†
전남대학교 바이오에너지공학과, *공주대학교 화학공학부,
**한국화학연구원 환경자원연구센터
Research and Development Trends of Ion Exchange Membrane Processes
Hong-Joo Lee, Jaehwan Choi*, Bong-Jun Chang**, and Jeong-Hoon Kim**,†
Department of Bioenergy Science and Technology, Chonnam National University, Gwangju 500-757, Korea
*Department of Chemical Engineering, Kongju National University, Cheonan 331-717, Korea
**Environment & Resources Research Center, Korea Research Institute of Chemical Technology, Daejeon 305-600, Korea
Abstract: 이온교환막을 이용한 전기적 탈염기술은 막모듈 내에 양이온교환막과 음이온교환막을 교대로 장착시키고 모듈의 양단 전극에 전압을 적용함으로써 물속에 용존되어 있는 양이온과 음이온들을 전기의 힘을 이용하여 선택적으 로 투과시키는 원리를 기반으로 하는 청정공정 기술이다. 이온교환막 공정은 전통적으로 산/알칼리의 생산, 산업폐수 의 중금속의 제거, 해수의 담수화, 반도체 산업의 초순수의 제조, 해수에서 식염의 제조, 발효산업의 유기산 및 아미노 산의 회수 등 다양한 산업분야에서 응용되어 왔다. 최근에는 이러한 기존의 응용분야에서 벗어나 새롭게 응용분야가 넓어지고 있다. 이온교환막과 다공성 탄소전극을 결합한 막축전식 해수담수화기술, 해수와 담수의 염도차를 이용한 역전기투석식 해수발전 등의 새로운 선택분리기능 및 응용분야를 가진 이온교환막의 개발 및 공정에 관한 연구가 활 발히 이루어지고 있다. 그러나 국내에서는 이온교환막이 아직 상용화되지 않고 있어 이온교환막을 이용한 응용연구가 활발하게 진행되지 못하고 있어 그 개발이 시급하다. 본 논문에서는 먼저 이온교환막을 이용한 전기투석식 탈염기술, 물분해 전기투석, 전기탈이온 공정에 관한 동향을 조사하였다. 아울러 미래의 이온교환막의 응용기술인 해수담수화기 술로서 역삼투법과 경쟁하여 에너지를 낮게 소모할 것으로 예상되는 분리막을 이용한 막축전식 탈염기술과 무한한 신재생에너지원인 해수와 담수를 이용한 역전기투석 해수발전기술에 대해 기술의 원리들과 최근의 연구동향 등을 정 리하였다.
Keywords: ion exchange membrane, electrodialysis, membrane capacitive deionization, reverse electrodialysis, seawater desalination
1. 서 론
1)
이온교환막을 이용한 전기투석은 전극과 전해 질 용액을 통해 공급되는 직류전원에 의해 형성되 는 전기장을 이용하여 물 속에 용해되어 있는 이 온성 물질을 분리하는 공정이다. 여기에 사용되는 이온교환막은 전해질 용액에서 막 내부의 고정이 온의 이온결합에 의한 대응이온의 선택 투과성을 나타낸다. 일반적으로 이온교환막은 높은 투과선
† 주저자 (E-mail: [email protected])
택성, 낮은 전기저항, 우수한 기계적 강도, 높은 화 학적 안정성 등이 요구된다. 이온교환막은 고분자 소재와 무기소재가 주로 사용되고 있는데, 막의 작용기에 따라 양이온교환막과 음이온교환막으로 구분된다. 양이온교환막은 양이온을 선택적으로 투과시키며, –SO3−, COO−, PO32−, –PO3H−, –C6H4O− 등 음전하 작용기를 지니고 있다. 한편, 음이온교환막은 –NH3+, –NRH2+, –NR2H+, –NR3+, –PR3+, –SR2+ 등의 양전하 작용기를 지니고 있어 음이온을 선택적으로 투과시키게 된다[1].
이온교환막을 이용한 전기투석은 수용액상에서 이온성 물질을 분리 정제하는 기작으로 다양하게 활용되고 있다. 또한, 수처리 분야에서는 물의 연 수화 공정, 질산성 질소 제거 공정, 이온성 오염제 거 정수처리 공정, 중수도 공정 및 고도정수처리 공정 등에 적용되고 있다[2]. 이온교환막을 이용한 전기투석의 연구를 역사적으로 살펴보면 1890년 Oswald가 이온선택성을 가진 분리막을 발견하고, 1930년 Donnan에 의해 이온교환막에 투과현상인 Donnan exclusion 현상을 이해하기 시작하였다. 그 후 1930∼40년대에 주로 이온교환수지에 이온들 의 흡착거동의 연구와 함께 전기저항이 낮은 고분 자이온교환막이 개발되면서 이온교환막과 전기투 석이 소규모로 활용되기 시작하였다. 특히 이온교 환막과 전기투석이 공업적으로 활용되기 시작한 것은 Rohm and Haas Co.에서 이온교환수지를 이 용하여 전기저항이 낮은 고분자 이온교환막을 개 발한 1940년말이었다. 이후 1950년부터 해수의 담수화를 위한 전기투석공정이 본격적으로 가동 되었으며 이온교환막과 전기투석의 기술발전과 함께 그 용도도 다양화되었다. 1950년대부터 전기 투석공정이 해수의 담수화를 위한 공정에 적용되 면서 관심을 끌게 되었으며 Ionics사에 의해 역전 기투석(electrodialysis reversal)장치가 개발되면서 본격적으로 해수담수화에 경제성을 지닌 상용화 공정으로 발전하게 되었다[3]. 이후 일본의 Toku- yama사와 Asahi사의 합자회사인 Astom사에 의해 1가/2가 분리용 이온교환막이 개발되면서 해수에 서 식염의 제조 등에 사용되면서 새로운 시장을 개척하고 있다.
국내에서는 이온교환막을 이용한 연구는 활발 히 진행되지 못하고 있으며 핵심기술인 고효율의 이온교환막이 개발되지 않고 있기 때문인데 현재 광주과기원, 전남대, 화학연구원을 중심으로 분리 막개발에 대한 연구가 일부 진행되고 있다. 이온 교환막을 이용한 응용분야의 연구로는 초순수 제 조공정이나 산알칼리 살균수의 제조공정 등은 한 국정수와 시온텍 등에서 개발이 되어 현재 시판 중에 있다.
Figure 1. 이온교환막공정의 공정개발단계 및 시장성.
Figure 1에서는 이온교환막공정의 공정개발단 계 및 시장성을 나타내고 있다. 전기탈이온공정과 물분해 전기투석공정은 연구개발 단계로 경제성 을 확보하지 못하고 있는 것으로 알려져 있으나, 탈염 전기투석은 상업적 이용 단계로 경제성을 바 탕으로 시장을 확보하고 있다. 현재 전 세계의 이 온교환막 및 분리공정 플랜트의 시장규모는 부사 경제 연구원의 자료에 따르면 2009년 1억불의 규 모이며 이 중 이온교환막 시장규모는 약 1/3인 약 0.6∼7억불로 예상된다. 특히 향후 해수담수화 등 물 관련 시장이 연 10% 이상 급성장하고 있고, 해 수염도차 발전, 바이오 유기산/단백질 회수, 고분 자 연료전지 등도 활발히 연구되고 있어 개발에 따른 경제 산업적 효과가 수백억불 이상으로 아주 클 것으로 기대된다.
2. 전기투석(electrodialysis) 탈염공정
전기투석(electrodialysis) 전극과 전해질 용액을 통해 공급되는 직류전원에 의해 형성되는 전기장 을 이용하여 이온성 물질을 분리하는 이온교환막 공정이다. 전기투석공정은 응용분야에 따라 탈염 전기투석, 물분해 전기투석, 전기탈이온 공정으로 구분한다. 탈염 전기투석 공정은 Figure 2에 보여 지고 있는 바와 같이 염이 희석실로 유입되면 전 기장 하에서 양이온은 양이온교환막을 통과하여 음극쪽으로 이동하며, 음이온은 음이온교환막을 통과하여 양극쪽으로 이동하여 농축실로 이동하
Figure 2. 탈염 전기투석의 원리(C: 양이온교환막, A: 음이 온교환막).
게 되어 탈염이 이루어진다. 전기투석을 이용한 해 수의 담수화의 경우, 일본, 이스라엘, 쿠웨이트 등 지에서 활발하게 이용되고 있는데, 담수화 비용은 시설비와 전력 사용량이 큰 비중을 차지하고 있다.
폐수처리 공정에서 전기투석을 응용하고 있는 분야로서 가장 널리 알려진 전기도금폐수 공정은 공업용수의 재순환 및 금속이온의 회수가 운전 목 적이다. 이 외에 구리-도금 공정, 시안은-도금 공 정 등에 응용이 되고 있다. 이외에 질산나트륨 농 축, 황화나트륨의 농축 및 회수, 염화칼슘 등의 농 축 및 회수에 전기투석을 이용하고 있다. 식품공 업 등 생물산업, 제약공업에서의 전기투석 공정의 응용은 폐기물 발생의 저감과 산업 용수의 재사용 측면에서 기술의 수요 증가로 비교적 최근에 시작 되었다. 전기투석을 이용하여 기존의 분리공정을 대체함으로써 아미노산 발효공정에서 발생하는 폐액을 처리하여 비료와 동물사료로 활용하여 폐 자원의 재활용, 아미노산 생산공정의 단순화가 가 능하며, 폐수처리비용을 최소화하고 있다[1]. 의약 산업의 최종제품 분리정제 공정 등에서도 이온교 환과 전기투석을 결합한 전기탈염 공정은 점차 안 정된 기술로 인정받으면서 실제 적용이 늘어나고 있는 추세이다.
물분해 전기투석 공정(WSED; Water-splitting electrodialysis)은 양이온/음이온교환막과 함께 바 이폴라막을 사용하는 공정으로 바이폴라막을 도
(a) 바이폴라막
(b) 물분해 전기투석 공정
Figure 3. 물분해 전기투석의 원리(C: 양이온교환막, A: 음 이온교환막, cBa: 바이폴라막).
입한 공정으로 다양한 화학 및 생물공정에서 부산 물의 발생 없이 산/염기를 생산하기 위한 효율적 인 공정으로서 주목받고 있다. 바이폴라막은 양이 온교환막과 음이온 교환막이 합쳐진 형태로 전기 장 하에서 염이 없는 상태의 물을 분해시켜 수소 이온과 수산화이온을 제조하는 기능을 가지고 있 다. 바이폴라막은 고분자재료를 이용하여 양이온 막이나 음이온 막을 만든 후 물분해 촉매를 입히 고 그 위에 음이온교환막이나 양이온교환막 층을 형성시키는 과정으로 이루어진다[4]. Figure 3은 바이폴라막과 물분해 전기투석공정의 원리를 설 명하고 있다. 바이폴라막을 이용한 물분해 공정의 응용은 발전소로부터 발생하는 SO2 회수, 철강산 업의 산세폐액 회수, 펄프제지 산업의 폐액회수, 약산성수/약알칼리수의 직접생산, 음용수/폐수처
리/살균처리 공정적용 등에서 적용되고 있다. 최 근 고성능 바이폴라막 및 이온교환막의 개발로 WSED 공정에 대한 관심이 증가하고 있다.
전기탈이온공정(Continuous electrodeionization;
CEDI)은 주로 반도체, 발전, 식품, 의료, 에너지사 업의 초순수의 생산에 주로 사용된다. 이러한 반 도체, 발전, 식품 등의 산업이 고도화됨에 따라 초 순수의 요구량이 매년 급격히 증가하고 있으며 이 에 대한 연구가 다양한 부분에서 이루어지고 있 다. 현재 초순수를 제조할 수 있는 방법으로는 증 류법과 이온교환수지법이 있으며, 이 중 이온교환 수지법은 작업이 간단하고 높은 수질의 물을 생산 할 수 있는 장점을 가지고 있다. 그러나 이온교환 수지법은 강산과 강염기를 통해 화학적 재생이 요 구되고 폐수지가 발생되는 단점을 가지고 있어 초 순수 제조를 위한 환경친화적인 대체공정이 필요 하게 되었다. 전기탈이온 공정(CEDI; Continuous electrodeionization)은 기존의 이온교환수지법의 대체공정으로서 초순수의 제조나 저농도의 유입 수내의 이온성 물질의 제거를 위한 공정이다[5,6].
전기탈이온의 기본 원리가 Figure 4에 설명되어 있다.
고순도의 물은 전기투석의 희석실 용액의 높은 저항으로 에너지 비용을 증가시키는데 반해 전기 탈이온은 이온교환수지의 흡착력으로 희석실 내 의 이온농도를 증가시켜 전기저항을 감소시킨다.
전기탈이온 장치를 이용하여 18 MΩcm 수준의 초 순수를 제조하기 위해서는 전기탈이온 장치의 유 입수로서 역삼투로 처리된 유입수(1 MΩcm 수준) 가 사용되어야 한다. 역삼투공정(RO)로 처리된 용 액은 농축조와 희석조에 동시에 유입되게 되며 이 때 농축조의 유출수는 RO의 유입수보다 높은 수 질을 보유하기 때문에 RO 시스템으로 재처리되어 전기탈이온 장치의 유입수로서 다시 사용된다.
3. 막결합형 축전식 탈염기술(Membrane Capacitive Deionization, MCDI)
축전식 탈염(capacitive deionization, CDI) 기술
Figure 4. 전기탈이온의 원리(C: 양이온교환막, A: 음이온 교환막).
은 정전기적 인력에 의해 이온들이 하전된 전극 표면에 흡착되는 원리를 이용한 것으로 1960년대 중반 Caudle 등에 의해 처음으로 소개되었다[7].
분극성 전극(polarized electrode)에 과전위(over- potential) 이내의 전위를 인가하면 양극과 음극에 각각 양전하와 음전하가 충전된다. 하전된 전극 사이로 염수를 공급하면 하전된 전극과 이온들 간 의 정전기적 인력이 작용하여 양이온은 음극에, 음이온은 양극표면에 흡착되어 탈염이 이루어진 다. 전극 표면에 흡착된 이온들은 두 전극을 단락 (short)시키거나 역 전위를 인가함으로써 탈착할 수 있다[8].
전극표면의 전기이중층에서 이온의 흡착반응을 이용하는 CDI 기술은 몇 가지 기술적인 장점들로 인해 차세대 탈염 및 해수담수화기술로 인식되면 서 최근 관심이 고조되고 있다. CDI 기술의 가장 큰 특징은 탈염과정에서 에너지 비용을 획기적으 로 줄일 수 있다는 점이다. 염분의 농도가 1,000∼
3,000 ppm인 염수를 탈염할 경우 역삼투(RO) 공 정은 1.0∼1.4 kWh/m3의 에너지가 요구되지만 CDI 기술을 적용할 경우 0.3∼0.8 kWh/m3가 소모 되는 것으로 알려져 있다[2]. 해수담수화에 적용하 는 경우 이론적으로 역삼투막과 함께 1.0 kWh/m3 이하의 낮은 에너지를 소모하한다. 또한 앞에서 언급한 것처럼 CDI 기술은 전극전위를 변화시켜 흡착과 탈착을 조절할 수 있기 때문에 공정을 운
전하기가 매우 간편하다는 장점이 있다. 그리고 운 전과정에서 오염물질을 배출하지 않는 환경친화 적인 탈염 및 해수담수화기술로 평가되고 있다[9].
CDI 기술에 대한 장점들이 부각되면서 1990년 대부터 전극물질 개발을 중심으로 많은 연구가 진 행되었다. CDI 공정에 적합한 전극이 갖추어야 할 특징으로 높은 비표면적과 전기전도도, 그리고 가 공의 용이성 등을 들 수 있다. 이러한 특성을 갖는 전극활성물질로서 활성탄소분말, 활성탄소섬유, 카본 블랙, 카본나노튜브, 카본에어로겔 등 다양한 탄소체가 개발되었다[10-13]. 이들 탄소체들은 전 기전도도, 비표면적 등에서 CDI 용도에 적합하지 만 제조비용이 높다는 단점이 있다. 현재 상업적 으로 이용되는 CDI용 전극들은 탄소체의 가격을 고려하여 활성탄소분말이 주로 사용하고 있다.
CDI 기술은 2000년도에 이르러 소규모로 상용 화되기 시작한 최신의 탈염기술이다. 미국의 Sabrex Inc.에서 군용 정수장치를 공급하면서 CDI 장치가 상업적으로 판매되기 시작하였다. 이후 캐나다의 ENPAR Technologies Inc.에서 DesEL시스템을 개발하여 상업화에 성공하였다. 또한 최근에는 네 덜란드의 Voltea에서 CapDI 기술을 개발하여 연 수화, 냉각탑, 지하수의 탈염 등에 적용하고 있다 [2]. 국내에서도 (주)시온텍에서 이온선택성을 갖 는 복합탄소전극 제조할 수 있는 독자적인 기술을 개발하여 현재 상업용 CDI 전극과 이를 이용한 시스템을 생산하고 있다.
CDI 공정의 여러 가지 기술적 장점들에도 불구 하고 상용화가 지체되고 있는 것이 사실이다. 향 후 CDI 기술이 발전하기 위해서는 다음과 같은 과제들이 해결되어야 할 것으로 판단된다. 우선 현재 CDI 기술의 상용화에 가장 큰 걸림돌은 적 용 사례가 많지 않아 기술의 안정성 측면에서 충 분한 검증이 이루어지지 않았다는 점이다. 따라서 다양한 유입수에 대한 현장 적용과 함께 장기적인 운전과정에서 문제점 및 시스템의 안정성을 검증 하는 것이 시급하다고 할 수 있다. 또한 전기화학 적으로 안정한 탄소전극을 개발하는 것도 CDI 기 술의 상용화를 앞당기는데 매우 중요한 것으로 판
단된다. 이론적으로 CDI 기술은 산화나 환원반응 이 일어나지 않는 전위영역에서 운전된다. 하지만 실제 탄소전극 표면에서는 다양한 표면 작용기와 물 속에 포함된 물질들의 영향으로 전극반응이 진 행될 수 있다. CDI 운전과정에서 전극반응은 탈염 효율을 저하시키고 처리수의 pH를 변화시켜 공정 의 운전과정에서 심각한 문제를 야기할 수 있다.
따라서 탄소전극의 표면에서 전기화학 반응에 대 한 해석과 이를 억제할 수 있는 탄소전극을 개발 하는 것이 중요한 것으로 사료된다.
또 다른 문제점으로 CDI 기술에 적용하기 위해 고효율의 탄소전극이 개발되었지만 이들 전극으 로 탈염을 실시한 결과 전하효율(charge efficien- cy)이 낮아 에너지비용이 증가하는 것으로 나타났 다. Andelmann은 탄소전극에 이온교환막과 같은
‘charge barrier’를 결합함으로써 CDI 공정의 탈염 효율을 향상시킬 수 있다고 보고하였다[14]. 실제 로 Lee 등은 탄소전극과 이온교환막을 결합한 membrane capacitive deionization (MCDI) 기술을 적용한 결과 기존의 CDI 공정에 비해 탈염효율이 50∼90%까지 정도 향상되는 결과를 얻었다[15]
(Figure 5 참조). MCDI 기술은 탈염효율을 크게 향상시킬 수 있지만 고가의 이온교환막을 사용해 야 하고 이온교환막과 전극과의 접촉저항이 증가 할 수 있는 단점이 있다. 이에 따라 새로운 MCDI 기술로 탄소전극 표면에 이온교환고분자를 직접 박막형태로 코팅한 이온선택성 막결합 복합탄소 전극이 개발되었다[16]. 국내에서도 이온교환막의 복합막화를 통한 막두께를 50 µm 이하로 최대한 낮추는 기술이 화학연구원 환경자원센터에서 개 발되고 있다.
CDI 및 MCDI 기술은 에너지와 환경 측면에서 미래 탈염기술을 대표할 수 있는 우수한 기술로 인정받고 있으며 일반적인 탈염 분야뿐만 아니라 초순수, 보일러수 및 발전소의 냉각수 제조, 그리 고 의약 및 제약의 탈염 공정 등에서도 다양하게 활용될 수 있다. 따라서 CDI 및 MCDI기술은 차 세대 대표적인 탈염기술로 특히 해수담수화에서 역 삼투막법과 경쟁발전할 수 있을 것으로 기대된다.
Figure 5. 막결합형 축전식 탈염기술의 원리.
4. 역전기투석(Reverse Electrodialysis)에 의한 농도차발전
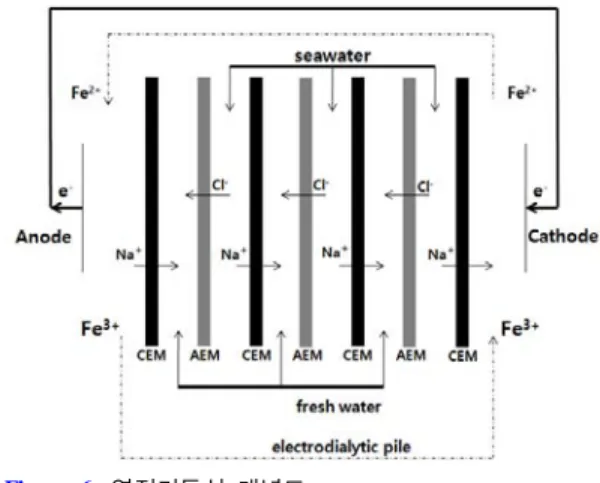
역전기투석(Reverse Electrodialysis)은 PRO (pre- ssure-retarded osmosis)처럼 해수와 담수의 염도 차이를 이용하여 전력을 발생시키는 블루에너지 (blue energy) 기술로써, 전기를 공급하여 전해질 농도 차를 발생시키는 일반적인 전기투석 공정과 는 반대로 전기투석을 이용하여 담수화의 역과정 을 거치면서 에너지를 얻는 기술이다[17-19]. Figure 6에 그 개념도를 나타냈는데, 다수의 양이온교환 막과 음이온교환막이 교대하여 존재한다. 해수와 담수가 이렇게 서로 분리된 공간을 교대로 흐르게 되며, 나트륨 이온과 염소 이온이 각각 양이온교 환막과 음이온교환막을 통과하며 이동을 하게 되 어 배터리 양쪽 끝의 전극간에 전위차를 발생시키 며, 전극에서의 redox 반응을 이용하여 전기에너 지를 만드는 개념이다.
이러한 기술은 풍력이나 태양에너지 등 다른 재 생에너지원과는 달리 기상조건, 시간 등에 제약이 없이 발전이 가능하다는 장점이 있다. 특히 해수 발전기술에서 경쟁기술인 압력지연삼투 발전(Pre- ssure retarded osmosis : PRO)기술이 삼투압차에 의해 물을 통과시켜 에너지를 회수하는 방식보다 해수와 담수의 농도차에 의해 전기를 발전하는 방 법은 이론적으로는 에너지를 훨씬 줄일 수 있을 것으로 알려진다. 그러나 역전기투석 시스템에 관
Figure 6. 역전기투석 개념도.
한 연구의 양은 매우 제한적이며 최근 유럽에서 발전용으로 많은 관심을 받고 있다. 특히 네덜란 드에서 바닷물과 하천 하구의 담수를 이용하여 전 기를 생산하는 역전기투석 공정에 대한 연구가 압 력지연 삼투발전과 함께 이루어지고 있으나, 아직 고비용의 프로세스로 셀의 가격을 낮추고자 노력 하고 있는 실정이다. 현재 네덜란드의 Wetsus (Dutch center for sustainable water technology)에 서는 20 W의 전력을 만들 수 있는 시제품을 개발 하고, 역전기투석 전문업체인 Redstack사를 설립 하여 역전기투석을 상업화하려는 시도를 하고 있다.
역전기투석 시스템의 상업화에 있어서 가장 중 요한 방해요소로 꼽히고 있는 것은 사용되는 부품 인 상업용 이온온교환막의 높은 가격과 100∼200 µm 이상의 두꺼운 막의 한계이다[18]. 1980년대 이후 Asahi Chemical, Asahi Glass, Tokuyama Corp., Ionics, Du Pont, Pall RAI 등에서 경제성이 높은 막들이 개발되어 막의 교체 비용을 절감하고 있어 이러한 문제점이 점차 해결이 되어가는 중이 나, 아직 경제성을 갖추기에는 막의 가격과 두께 가 여전히 높은 실정으로 현재 가격대인 200달러/
m2을 수십 배 가까이 낮출 필요가 있으며 복합막 화를 통한 10 µm 이하로 막두께를 낮추는 연구가 중요하다. 이외에도 막의 성능을 좌우하는 막오염, 전극반응, hydrodynamics 등에 대한 고려도 이루 어져야 한다.
역전기투석 공정은 처음 Pattle에 의해 제안되었
으며, 이후 Weinstein과 Leitz가 이온교환막의 고 성능을 전제로 대규모 에너지 발전에 사용될 수 있다고 결론을 지었다[20]. 1980년대 초에 Lacey 는 역전기투석에 관한 포괄적인 연구를 수행하였 는데, 셀 내부스택저항을 최소화하고 총 전력생산 을 극대화할 수 있으면 상업적으로 유용하다고 결 론지었다. 이를 위해 이온교환막의 낮은 전기저항 성, 고선택투과성은 물론 내구성, 고강도, 저생산 단가가 요구된다고 하였다[21]. 2007년도에 Turek 와 Bandura는 역전기투석에서 용액의 속도가 성 능에 미치는 영향을 연구하였는데, 결론적으로 막 의 중요성을 강조하며 이온교환막의 가격이 역전 기투석 상업화의 가장 중요한 요소라고 보았다[18].
이와 같음에도 불구하고, 역전기투석에 관한 대부 분의 초창기 연구들은 엔지니어링의 측면에서 상 용화된 이온교환막을 사용하여 스택 디자인, 용액 의 조성이나 용액의 흐름속도 등에 국한되는 경향 이 있다. 이러한 연구에 사용되는 막들은 전기투 석에 사용되는 막들로 위에 언급한 그대로 사용되 어 장치의 효율과 가격을 높이는 문제점을 가지고 있다. 현재 역삼투막을 이용한 압력지연삼투 발전 (Pressure retarded osmosis : PRO)공정에 비해 역 전기수투석에 의한 농도차발전에 대한 공정사례 가 많지 않아 공정에 대한 장점들은 인정하면서도 막의 두께, 제조비용, 막오염, 장기운전의 안정성, 전극부반응 등의 이유로 실용화가 지연되고 있다.
현재까지 역전기투석에 대한 국내 기술수준은 광 주과기원, 한국화학연구원 등에서 기초적인 수준 의 연구가 수행되고 있다.
참 고 문 헌
1. H. Strathmann, Ion-exchange Membrane Se- paration Processes, Elsevier, Amsterdam (2004).
2. H. Strathmann, Electrodialysis, a Mature Tech- nology with a Multitude of New Applications, Desalination, 264, 268 (2010).
3, R. W. Baker, Membrane Technology and Applications, 2nd ed., John Wiley & Sons,
Chichester (2004).
4. T. Xu, Electrodialysis Processes with Bipolar membranes (EDBM) in Environmental Protec- tion-a Review, Resour. Conserv. Recy., 37, 1 (2002).
5. K. H. Yeon and S. H. Moon, A Study on Removal of Cobalt from a Primary Coolant by Continuous Electrodeionization with Various Conducting Spacers, Sep. Sci. Technol., 38, 2347 (2003).
6. J. H. Song, K. H. Yeon, and S. H. Moon, Transport Characteristics of Co2+ Through an Ion Exchange Textile in a Continuous Elec- trodeionization (CEDI) System Under Electro- regeneration, Sep. Sci. Technol., 39, 3601 (2004).
7. D. D. Caudle, J. H. Tucker, J. L. Cooper, B.
B. Arnold, and A. Papastamataki, Electroche- mical demineralization of water with carbon electrodes, Research Report, Oklahoma Univ.
Research Institute (1966).
8. Y. Oren, Desalination, Capacitive deionization (CDI) for desalination and water treatment - past, Present and Future, 228, 10 (2008).
9. M. A. Anderson, A. L. Cudero, and J. Palma, Capacitive deionization as an electrochemical means of saving energy and delivering clean water. Comparison to present desalination practices: Will it compete?, Electrochim.
Acta, 3845 (2010).
10. J. H. Choi, Fabrication of a carbon electrode using activated carbon powder and application to the capacitive deioniztion process, Sep.
Purif. Technol., 70, 362 (2010).
11. E. Ayranci and B. E. Conway, Adsorption and electrosorption of ethyl xanthate and thio- cyanate anions at high-area carbon-cloth elec- trodes studied by in situ UV spectroscopy:
Development of procedures for wastewater
이 홍 주
1995 한양대학교 화학공학과 학사 1997 광주과학기술원 환경공학과
석사
2002 광주과학기술원 환경공학과 박사
2005 JSPS Reserch Fellow, AIST, Japan
2011∼현재 전남대학교 바이오에너지 공학과 조교수
최 재 환
1995 인하대학교 환경공학과 학사 1997 광주과학기술원 환경공학과
석사
2002 광주과학기술원 환경공학과 박사
2010 Univ. of Delaware 교환교수 2002∼현재 공주대학교 화학공학부
부교수
장 봉 준
1996 충남대학교 고분자공학 학사 1998 충남대학교 고분자공학 석사 2002 Albert-Ludwigs-Univ. of
Freiburg 고분자공학 박사 2002∼2003 The Univ. of Chicago
화학과 박사후 과정 2003∼현재 한국화학연구원 환경자원
연구센터 책임연구원
김 정 훈
1984 한양대학교 공업화학 학사 1986 한양대학교 공업화학 석사 1999 한국과학기술원 화학 박사 2000∼2001 Univ. of Waterloo
박사후 과정
1987∼현재 한국화학연구원 환경자원 연구센터 책임연구원 2005∼현재 한국공업화학회 산학협력이사,
한국막학회 조직이사
purification, Anal. Chem., 73, 1181 (2001).
12. K. Dai, L. Shi, K. Fang, D. Zhang, and B.
Yu, NaCl adsorption in multi-walled carbon nanotubes, Mat. Lett., 59, 1989 (2005).
13. C. J. Galvelich, T. D. Tran, and I. H. Suffet, Elecrosorption of inorganic salts from aque- ous slution using carbon aerogels, Environ.
Sci. Technol., 36, 3010 (2002).
14. M. D. Andelman, Charge barrier flow-through capacitor, CA Patent 2444390 (2002).
15. J. B. Lee, K. K. Park, H. M. Eum, and G. W.
Lee, Desalination, Desalination of a thermal power plant wastewater by membrane capaci- tive deionization, 196, 125 (2006).
16. Y. J. Kim and J. H. Choi, Improvement of desalination efficiency in capacitive deioniza- tion using a carbon electrode coated with an ion-exchange polymer, Water Res., 44, 990 (2010).
17. P. Dlugolecki, K. Nijmeijera, S. Metz, and M.
Wessling, Current status of ion exchange membranes for power generation from salinity gradients, J. Membr. Sci., 319, 214 (2008).
18. M. Turek and B. Bandura, Renewable energy by reverse electrodialysis, Desalination, 205, 67 (2007).
19. E. Brauns, Salinity gradient power by reverse electrodialysis: effect of model parameters on electrical power output, Desalination, 237, 378 (2009).
20. J. N. Weinstein and F. B. J. W. Leitz, Elec- tric power from differences in salinity: the di- alytic battery, Science, 191, 557 (1976).
21. R. E. Lacey, Energy by reverse electro- dialysis, Ocean Eng., 7, 1 (1980).