CopyrightⒸ2014 KSAE / 129-12 pISSN 1225-6382 / eISSN 2234-0149 DOI http://dx.doi.org/10.7467/KSAE.2014.22.3.090 Transactions of KSAE, Vol. 22, No. 3, pp.90-96 (2014)
Pb-free 솔더 조인트의 인공시효 처리시간과 실험온도에 따른 강도평가
박 소 영․양 성 모*․유 효 선
전북대학교 기계시스템공학과
Strength Evaluation of Pb-free Solder Joints with Artificial Aging Time and Test Temperature
Soyoung Park․Sungmo Yang*․Hyosun Yu
Department of Mechanical System Engineering, Chonbuk National University, Jeonbuk 561-756, Korea (Received 31 October 2013 / Revised 24 February 2014 / Accepted 4 March 2014)
Abstract : The conventional SnPb solders were widely used for several decades in the electronic packing system due to the superior mechanical properties such as low melting point, better wettavility and good mechanical fatigue. However, in recent years, owing to adverse effect on the human health and environment, conventional SnPb solders have been replaced by Lead-free solders. In this research, the shear punch(SP) test of Sn-4Ag-(Cu)/Ni pad was performed. Pb-free solder alloys which are the environmentally friendly of the electronic components were performed at 150°C for 100hr~1000hr to artificial aging processing. In order to evaluate the mechanical properties of solder joints, the SP test was conducted at 30°C and 50°C. As a result, the maximum shear strength of almost the whole specimens was decreased with the increase in aging time and temperature of SP test. The mechanical properties of Sn-4Ag-0.5Cu solder were most excellent in all Pb-free solder which were produced by the SP test at 30°C.
Key words : Shear Punch test(SP test, 전단 펀치시험), Pb-free solder(무연 솔더), Artificial aging(인공 시효), Strength evaluation(강도평가)
1. 서 론1)
최근 친환경 전기・전자기기의 개발 요구 및 점차 소형화되는 전자 패키지 산업으로 인해 패키징 시 스템의 신뢰성확보를 위한 무연 솔더의 연구가 절 실히 요구되고 있다.1) 특히 2015년 자동차는 전장부 품이 최대 40%까지 높아져가고 있어 무연 솔더에 관한 D/B가 필요한 실정이다.
여러 무연 솔더 중에서도 Sn-Ag계 솔더는 좋은 젖음성, 접합강도 및 피로강도가 우수한 장점으로 인해 Sn-Pb 공정합금을 대체 할 무연 솔더로 가장
*A part of this paper was presented at the KSAE 2013 Annual Conference and Exhibition
*Corresponding author, E-mail: [email protected]
주목을 받고 있다.2) 특히 Sn-Ag계 솔더 중에서도 융 점과 젖음성 개선을 고려하여 미량의 Cu를 첨가한 Sn-Ag-Cu계 솔더를 주목할 필요성이 있다. 따라서 Cu의 함량에 따른 Sn-Ag계 솔더의 접합특성에 대한 D/B가 정립되어야 한다.3,4)
또한, Ni계 기판 접합부에 대한 연구의 필요성이 대두되고 있는 실정이다. 기존 Sn-Pb계 솔더 합금에 사용되고 있는 Cu계 기판은 다량의 Sn을 함유하는 무연 솔더와 사용시 Cu가 Sn과 빠른 속도로 반응하 여 취성이 강한 금속간화합물(IMC : Intermetallic Compound)을 형성하여 기계적 신뢰성을 급격히 감 소시키기 때문이다. Ni 기판은 솔더와 기판 사이에 서 낮은 확산계수로 과도한 확산을 방지할 뿐 아니 라 부식 및 산화와 오염을 막아주는 보호막 역할을
Pb-free 솔더 조인트의 인공시효 처리시간과 실험온도에 따른 강도평가
한다. 또한 Ni는 치환형 금 도금층과 밀착력이 우수 하여 우수한 내마모성과 경도를 요구하는 제품에 사용이 용이한 것으로 알려졌다.5,6)
전기・전자기기의 솔더 접합부는 시간이 경과함 에 따라 외부 환경 및 자극에 많은 영향을 받게 되고 그로 인해 접합부가 산화와 같은 변화들을 통해 강 도가 급격히 낮아지는 것으로 알려져 있다.7) 그래서 본 연구에서는 무연 솔더와 Ni 기판을 접합시킨 시 험편을 이용해 수명평가를 진행하였다. 수명평가 시 실사용 온도에서의 노화 상태를 구현하기에는 시간적, 비용적 측면에서 많은 무리가 발생하는 까 닭으로 고온에서의 인공 시효처리를 선행 후 전단 펀치시험으로 전단강도 평가를 진행하였으며 인공 시효처리는 150°C에서 각각 100hr, 200hr, 400hr, 600hr 그리고 1000hr동안 수행되었다.
따라서 본 연구에서는 Cu가 함유된 Sn-Ag계 솔더 와 Ni 기판 접합부의 인공 시효처리 시간에 따른 금 속간 화합물 거동분석을 통한 전단강도 평가를 통 해 무연 솔더 접합부의 신뢰성을 연구하였다.
2. 실 험
종래 솔더 접합부의 전단강도 평가를 위한 실험 은 두 개의 기판을 이용한 싱글 랩 전단 시험편 (Single Lap Shear Specimen) 형태와 기판에 구형태 의 솔더를 접합하여 전단 툴(Shear Tool)을 이용한 BGA기판의 볼 전단 시험편(Ball Shear Specimen) 형 태가 널리 사용되었다.
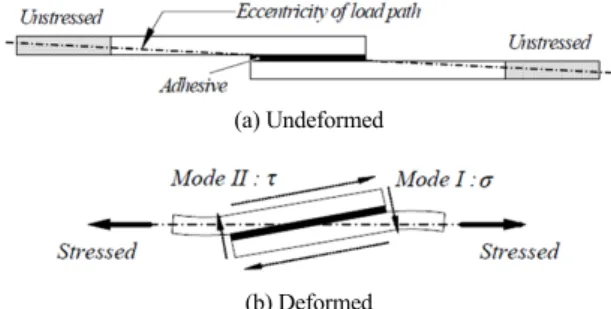
그러나 Fig. 1과 같은 싱글 랩 전단 시험은 전단변 형 시 솔더 접합부 부분에 회전모멘트가 발생해 솔 더가 전단변형 이외의 변형을 하게 되어 완전한 전 단변형에 의한 기계적 특성을 얻을 수 없으며,8) 실 제 전자부품의 미세 솔더 접합부의 크기와 비교해 서 시편의 크기가 상대적으로 크기 때문에 시편의 사이즈 효과(Size Effect)의 영향이 존재하게 된다.
또한 Fig. 2와 같은 볼 전단 시험은 낮은 전단 속도 변화로 인해 솔더에서 연·취성파괴가 같이 일어나 정확한 솔더 접합부의 전단강도 측정이 불가능할 뿐 아니라 솔더볼과 기판의 젖음성에 따른 솔더 면 적의 변화와 금속간 화합물의 두께에 따른 전단 툴 의 높이와 전단 속도에 대한 데이터베이스가 요구
(a) Undeformed
(b) Deformed
Fig. 1 Typical deformation of single lap joint during loading
Fig. 2 Diagram of ball shear test for solder joints
되는 어려움이 있다.
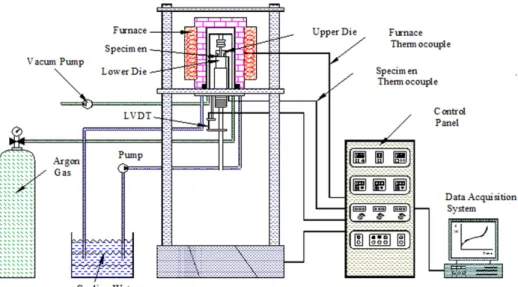
다음과 같은 어려움을 보강하고 평가의 신뢰성을 높이고자 본 연구에서는 전자부품 소재와 다양한 솔더 합금의 접합부에 대한 마이크로 신뢰성 평가 를 위해 미소 전단-펀치 시험기를 자체 설계 및 제작 하였으며, 미소 시험편을 이용해 전자기기의 솔더 접합부와 유사한 조건에서 실험을 수행하였다. 시 험온도는 30°C와 50°C로 진행하였고, 하중속도는 0.2mm/min으로 수행했으며, 전단 펀처의 직경은 2.8mm로 하였다. 시험 도중 시험편의 중앙변위 (Central Displacement: δ)는 LVDT 시스템을 이용해 최소 1μm까지 정밀 계측하였다. Fig. 3은 SP 시험기 의 계략도를 나타낸 것이다.
시험편 제작과정은 다음과 같다. 세 가지 솔더 합금 (Sn-37Pb, Sn-4Ag, Sn-4Ag-0.5Cu) 0.12g을 200 ~ 240°C 로 가열한 플럭스 수지를 이용해 각각 솔더볼로 제 작한다. Ni 기판은 10×10×0.5(mm) 규격으로 가공한 후 중앙에 3.2mm의 홀이 생기도록 홀 가공을 진행 한다. 270°C로 가열한 플럭스 수지에 각각의 기판과
Soyoung Park․Sungmo Yang․Hyosun Yu
Fig. 3 Diagram of Shear-punch test machine
솔더볼을 30초간 리플로우 시킨 후 불필요한 솔더 는 폴리싱 작업을 통해 제거한다. 제작된 시편은 전 기로를 이용해 100hr ~ 1000hr까지 단계별로 Aging 후 전단 펀치시험을 진행했으며 전자주사현미경 (SEM)과 EDX분석을 통해 금속간 화합물 거동을 살 펴보았다.
Table 1은 각 솔더별 녹는점과 리플로우 온도 및 시간을 정리한 표이며 Fig. 4는 전단 펀치시험 시스 템 계략도를 나타낸 것이며 Fig. 5는 전단 펀치시험 중 솔더 접합부 시험편에서 발생하는 응력상태와 그에 따른 전단응력, 전단 변형률을 구하는 식을 나 타낸 것이다. 솔더 접합부에서 발생하는 응력은 인 장응력과 압축응력도 있지만 최종 파단은 전단응력 에 의해 일어나므로, 본 연구에서는 최대 전단강도 (τmax)를 분석하였다.
3. 시험결과 및 고찰 3.1 응력-변형률 그래프
Fig. 6은 30°C와 50°C 에서 실험한 Sn-37Pb 솔더 접합부의 시효시간에 따른 응력-변형률 선도를 나 타낸 그래프이다. 일반적으로 솔더 접합부의 신뢰 성은 온도에 영향을 받는 것으로 알려져 있다. 본 연 구에서도 실험온도의 차이만을 가지고 전단 펀치시 험을 진행 한 결과 30°C보다는 50°C에서 모든 시험
Table 1 Melting point and reflow condition of Pb-free and Sn-Pb solders
System
Melting point temperature
range (°C)
Reflow Temperature
(°C)
Reflow Time (sec)
Sn-37Pb 183 200
30
Sn-4Ag 221 240
Sn-4Ag-0.5Cu 217 240
Fig. 4 Diagram of the SP test system
편이 더 낮은 최대 전단강도를 갖는 것으로 나타났 다. 이러한 양상은 특히 시효시간이 길수록 더욱 두 드러지게 나타난 것으로 확인돼 Sn-37Pb 솔더 접합 부의 강도는 시효시간과 실험온도에 영향을 받는 것으로 확인됐다.
Fig. 7은 50°C에서 실험한 Sn-4Ag 솔더 접합부와
Strength Evaluation of Pb-free Solder Joints with Artificial Aging Time and Test Temperature
(a) (a)
(b) (b)
Fig. 6 Stress-strain curve with aging times for Sn-37Pb solder joints at (a) 30°C, (b) 50°C
Fig. 7 Stress-strain curve with aging times for (a) Sn-4Ag solder joint, (b) Sn-4Ag-0.5Cu solder joint at 50°C
Fig. 5 Diagram of stress &cracking behaviors in SP test
Sn-4Ag-0.5Cu 솔더 접합부의 시효시간에 따른 응력- 변형률 선도를 나타낸 그래프이다. Sn-37Pb 솔더뿐 만 아니라 무연 솔더의 경우에서도 실험온도가 30°C인 경우보다 50°C인 고온에서 모두 최대 전단 강도 값이 감소했으며 그 차이는 최대 약 40%까지 감소하는 것으로 나타났다.
또, 무연 솔더 간에 시효시간에 따른 최대 전단강 도 값을 비교해봤을 때 모든 시효시간에서 Sn-4Ag 솔더의 최대 전단강도 보다 미량의 Cu를 함유한 Sn-4Ag-0.5Cu 솔더의 최대 전단강도가 더욱 높은 것 으로 나타났으며 그 차이는 최대 약 35%까지 증가 하는 것으로 나타났다.
박소영․양성모․유효선
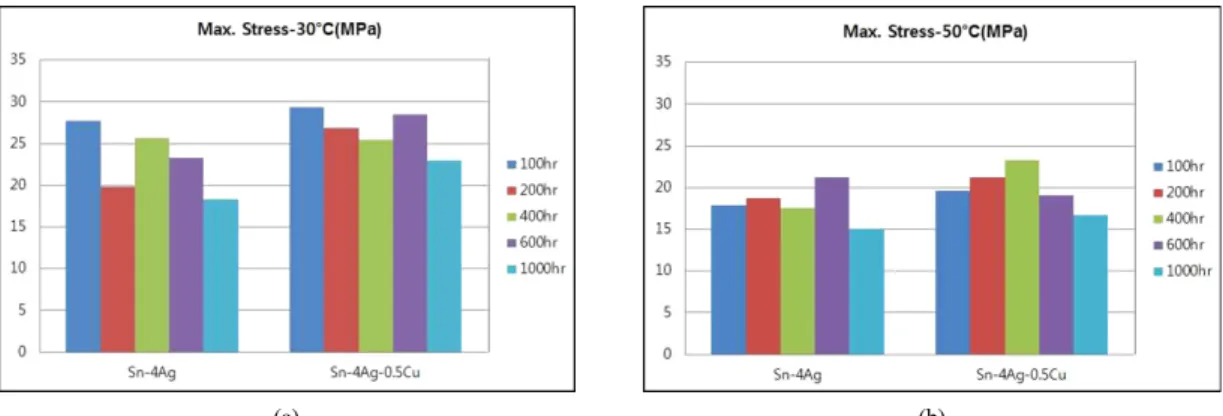
(a) (b)
Fig. 8 Max. Stress Graph with aging times for Sn-4Ag and Sn-4Ag-0.5Cu solder joint (a) at 30°C, (b) 50°C
(a) (b)
Fig. 9 Cross-section SEM images of Sn-37Pb solder joints with (a) 200hr, (b) 1000hr aging conditions Sn-37Pb 솔더뿐만 아니라 Sn-4Ag 솔더와 Sn-4Ag-
0.5Cu 솔더 모두 인공시효 시간이 증가함에 따라 최 대 전단강도 값이 일시적으로 증가하거나 감소하는 경향을 보였다. 금속간 화합물이 취성의 성질을 지 니고 있어 지나치게 두꺼운 금속간 화합물은 전단 강도에 안 좋은 영향을 끼치지만, 솔더와 기판 별 적 정한 두께의 금속간 화합물은 오히려 신뢰성을 증 가시키기도 한다.
전체적으로 봤을 때 인공시효 시간이 100hr에서 1000hr으로 증가했을 때 15 ~ 40%까지 최대 전단강 도 값이 감소한 것으로 나타났다. 이는 시효 시간이 경과함에 따라 금속간 화합물 형성이 과도하게 증 가했고 그로 인해 접합부가 취성으로 변하며 전단 강도가 낮아진 것으로 보여 진다. Fig. 8은 무연 솔더 의 인공시효 시간에 따른 최대 전단강도 값을 나타 낸 그래프이다.
3.2 금속간 화합물 거동 분석
Fig. 9 ~ 11는 Ni 기판과 각각의 솔더를 리플로우 시킨 뒤 시효처리 후 전자주사현미경 촬영 및 EDX 분석을 통해 금속간 화합물의 거동을 살펴본 사진 이다. 모든 솔더 접합부에서 리플로우 시간이 증가 함에 따라 금속간 화합물 층이 성장하고 있음을 관 찰할 수 있다. Ni 기판에서 생성된 금속간 화합물을 EDX 상 분석을 통해 살펴보면 Sn-37Pb 솔더와 Sn-4Ag 솔더에서는 Ni3Sn4로 나타났으며 Sn-4Ag-0.5Cu 솔 더의 경우에는 미량의 Cu가 첨가되어 금속간 화합 물 층의 성분이 (Cu,Ni)6Sn5으로 관찰되었다. 또, 미 량의 Cu가 함유된 Sn-4Ag-0.5Cu 솔더 접합부가 Cu 가 함유되지 않은 Sn-4Ag 솔더 접합부보다 금속간 화합물 층의 두께가 얇은 것으로 확인돼 최대 전단 강도는 금속간 화합물 두께와 상관관계가 있다는 것이 증명됐으며 Cu의 함유가 금속간 화합물의 생
Pb-free 솔더 조인트의 인공시효 처리시간과 실험온도에 따른 강도평가
(a) (a)
(b) (b)
Fig. 10 Cross-section SEM images of Sn-4Ag solder joints with (a) 200hr, (b) 1000hr aging conditions
Fig. 11 Cross-section SEM images of Sn-4Ag-0.5Cu solder joints with (a) 200hr, (b) 1000hr aging conditions
성을 느리게 해 최대 전단강도를 좋게 하는 것으로 나타났다.
4. 결 론
본 연구에서는 전단 펀치시험을 통해 시효처리된 전자부품용 무연 솔더 접합부의 전단강도를 평가하 였으며 결론은 다음과 같다:
1) 전단 펀치시험을 진행한 결과 실험 온도가 30°C 보다는 50°C일 때 모든 시험편에서 최대 전단강 도가 낮은 것으로 나타났다. 이는 전자부품용 솔 더가 높은 온도에 취약하다는 것을 나타내며 온 도가 전자부품에 큰 영향을 끼치는 요소인 것을 증명한다.
2) 시효 시간이 길어짐에 따라 금속간 화합물의 두 께도 두꺼워지며 이러한 금속간 화합물은 취성 의 성질을 갖고 있기 때문에 대부분의 시험편에
서 최대 전단강도가 낮아지는 양상을 보였다.
3) 솔더에 미량의 Cu가 함유된 Sn-4Ag-0.5Cu의 최대 전단강도가 Sn-4Ag의 최대 전단강도 보다 약 15 ~ 40% 정도 높은 특성을 높이는 것으로 나타 났다.
4) 최대 전단강도는 금속간 화합물 두께와 상관관 계가 있으며 Cu의 함유가 금속간 화합물의 생성 을 느리게 해 최대 전단강도를 좋게 하는 것으로 나타났다.
후 기
본 연구는 2013년 정부(교육과학기술부)의 재원 으로 한국연구재단의 지원을 받아 수행된 연구(NO.
20110023894)이며 본 논문의 일부는 국토해양부
「하늘프로젝트」의 지원을 받았습니다.
Soyoung Park․Sungmo Yang․Hyosun Yu
References
1) J. E. Park, S. C. Kim, H. S. Yu, S. M. Yang and H. Y. Kang, “Shear Characteristics of Sn-Ag Solder for Temperature Shift Using Micro Shear-punch Test and FEM,” KSAE Spring Conference Proceedings, pp.1367-1372, 2009.
2) J. Yang, L. G. Zhang, H. S. Liu, L. B. Liu and Z.
P. Jin, “Interfacial Reaction between SnAg Alloys and Ni Substrate,” Journal of the Alloys and Compounds, Vol.455, No.1/2, pp.159-163, 2008.
3) S. T. Yang, Y. C. Chung and Y. H. Kim,
“Intermetallic Formation between Sn-Ag Based Solder Bump and Ni Pad in BGA Package,”
Journal of the Microelectronics & Packaging Society, Vol.9, No.2, pp.1-9, 2002.
4) J. E. Lee, H. J. Kim, Y. K. Lee and Y. S. Choi,
“Interfacial Properties with Kind of Surface Finish and Sn-Ag Based Lead-free Solder,”
Journal of KWJS, Vol.27, No.1, pp.20-24, 2009.
5) W. K. Choi and H. M. Lee, “Interfacial Reaction
of Sn-3.5wt%Ag Solder Alloy with a Variance of Ni Layer Thickness,” Journal of the Metals and Materials, Vol.37, No.11, pp.1416-1421, 1999.
6) C. Y. Lin, C. C. Jao, C. Lee and Y. W. Yen,
“The Effect of Non-reactive Alloying Elements on the Growth Kinetics of the Intermetallic Compound between Liquid Sn-based Eutectic Solders and Ni Substrates,” Journal of Alloys and Compounds, Vol.440, No.1/2, pp.333-340, 2007.
7) M. Date, M. N. Islam and Y. C. Chan, “Interfacial Reactions of BGA Sn-3.5%Ag-0.5%Cu and Sn-3.5%Ag Solders during High-temperature Aging with Ni/Au Metallization,” Materials Science and Engineering, Vol.113, No.3, pp.184- 189, 2004.
8) J. M. Lee, C. J. Lee, D. C. Ko, S. B. Lee and B.
M. Kim, “Estimations of the Adhesion Strength of Galvannealed Coatings on Coated Sheet Using Single Lap-shear Test,” KSME-A, Vol.33, No.6, pp.560-567, 2009.