<학술논문> DOI https://doi.org/10.3795/KSME-A.2017.41.4.251 ISSN 1226-4873( P r i n t ) 2288-5226(Online)
원통형 공작물에서 미세패턴의 디버링 및 버의 생성 메커니즘
§진동현
*· 이성호
**· 곽재섭
*†* 부경대학교 기계공학과, ** 선린대학교 제철산업학과
Study on Deburring and Burr Mechanism of Fabricated Micro-Pattern on Cylindrical Workpiece
Dong-Hyun Jin
*, Sung-Ho Lee
**and Jae-Seob Kwak
*†* Dept. of Mechanical Engineering, Pukyong Nat’l Univ.
** Dept. of Steel Industry, Sunlin Coll.
(Received April 12, 2016 ; Revised December 30, 2016 ; Accepted January 2, 2017)
1. 서 론
최근 디스플레이, 의료, 광학 등 다양한 산업의 발달로 고성능, 고정밀의 제품의 수요가 증가하 고 있다. 그 결과, 제품의 표면에 마이크로 패턴 을 적용하는 것에 대한 연구가 주목받고 있다. 마
이크로 패턴의 제작은 주로 화학적인 방법이나 초 정밀 NC, 다이아몬드 선반(diamond turning machine, DTM) 등의 방법으로 제작되고 있다.
Lee 등(1)은 선택적 초음파 임프린팅과 반복적 초음파 임프린팅을 복합적으로 사용하여 마이크로 복합패턴을 제작하는 기술을 제시하고, 다양한 형 태의 패턴 제작이 가능함을 검증하였다. Kim 등(2) 은 누름가공에 AAO(anodic aluminum oxide)공정을 접목하여 나노/마이크로 복합 패턴을 제작하는 기 술을 제시하고, 이를 통하여 특정 형상이나 로고 의 제작이 가능함을 확인하였다.
Key Words: Micro Pattern(마이크로 패턴), Deburring(디버링), Mechanism of Burr(버의 생성 메커니즘), Magnetic Abrasive Deburring(자기연마디버링), Accuracy Improvement(정밀도향상)
초록: 미세 패턴의 기계적 가공에서는 버의 발생이 불가피하고, 패턴과 버의 크기가 매우 작아 이를 구 분하기 어렵다. 본 연구에서는 turning machine을 이용하여, 원통형 공작물의 옆면에 패턴의 피치와 높이 가 각각 60, 1μm인 마이크로 패턴을 제작하고, 패턴의 형상을 이용하여 버의 형상과 생성 메커니즘을 정 의하였다. 또한, 자기연마 디버링을 이용하여 마이크로 패턴의 정밀도를 높이고자 하였다. 그 결과, 미세 패턴의 제작 시, 공구의 이송방향에 따라 버의 생성방향이 결정됨을 확인할 수 있었다. 또한, 자기연마 디버링 공정에서 자속밀도와 공구의 회전속도가 각각 40mT, 1600rpm일 때, 패턴의 높이는 1.018μm로 측 정되었으며, 자기연마 디버링에 가장 적합한 조건임을 알 수 있었다.
Abstract: Burr generation is inevitable during the machining of a micro-pattern, and it is difficult to distinguish between the pattern and burr because they have a very small dimensions. In this study, a micro-pattern with a pitch of 60 μm and height of 1 μm was fabricated on a cylindrical surface using a turning machine. The structure of a burr and its generation mechanism were determined, and a magnetic abrasive deburring process was used to improve the accuracy of the pattern. As a result, when fabricating a micro-pattern, it was shown that the direction of the burr was determined by the feed direction of the tool. The measured pattern height was 1.018 μm when the magnetic flux density and spindle speed were respectively 40 mT and 1600 rpm, respectively, during magnetic abrasive deburring, which were determined to be the optimal conditions for processing.
§ 이 논문은 대한기계학회 생산 및 설계공학부문 2016년도 춘계학술대회(2016.5.25.-27., 여수히든베이호텔) 발표논문임.
† Corresponding Author, [email protected]
Ⓒ 2017 The Korean Society of Mechanical Engineers
및 효율에도 영향을 미치기 때문에 기계적인 절삭 가공에서 디버링(deburring)은 필수적이다. 현재, 디버링 공정은 기계적, 화학적, 전기적인 방법 등 다양한 방법으로 연구가 진행되고 있다.
Yun 등(3)은 밀링을 이용하여 제작한 마이크로 구조물에 입자블라스팅(powder blasting) 공정을 적 용하여 디버링을 실시하고, 그 효과를 실험적으로 증명하였다. Kwak 등(4)은 마이크로 머시닝을 이용 하여 제작한 유동채널에 자기연마를 이용하여 엣 지부에 생성된 버를 제거하고, 그 효과를 확인하 였다. Lee 등(5)은 MLCC적층에 사용되는 진공 척 을 자기연마와 ELID 연삭법을 이용하여 디버링하 고, 미세 버의 제거 및 표면거칠기의 향상을 확인 하였다.
그러나 이러한 방법들은 버를 효과적으로 제거 할 수 있지만, 공정의 제어가 어렵거나 제품 형상 의 제한, 디버링 공정 중에 가공 오류로 인한 형 상오차의 발생 등의 문제가 있다. 또한, 미세패턴 의 가공에서는 패턴과 버의 크기가 매우 작아 이 를 구분하는 것이 매우 어렵다.
따라서 본 연구에서는 선반가공을 이용하여 원 통형 공작물 옆면에 마이크로 패턴을 제작하고, 제작된 공작물을 바탕으로 버의 형상과 생성 메커 니즘을 정의하였다. 또한, 마이크로 패턴에서 효율 적인 디버링을 위하여 자기연마 디버링(magnetic abrasive deburring, MAD)을 제시하고, 마이크로 패 턴의 형상 정밀도를 향상시키고자 하였다.
2. 자기 디버링 및 버의 생성 메커니즘
2.1 자기연마 디버링
자기연마 디버링은 일반적인 자기연마법의 장점 을 이용한 디버링 공정으로, 공구가 유동적으로 움직이는 것을 이용하여 가공하는 공정이다. 자기 연마법이 표면거칠기를 낮추고, 균일한 표면으로 가공하는 공정이라고 한다면, 자기연마 디버링은 선택적인 부위를 가공하여 버를 제거하고 제품의 형상정밀도를 향상시키기 위한 공정이다.
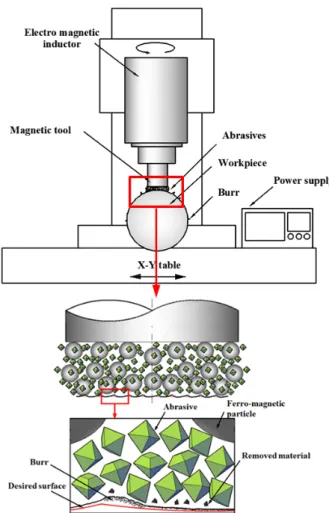
Fig. 1은 자기연마 디버링의 장치 및 메커니즘을 도시한 것이다. 전자석에서 발생한 자기력에 의해 자성입자를 공구에 구속하고, 자기력선을 따라 자 성입자가 정렬된다. 정렬된 자성입자들 사이에 연 마입자가 위치하고, 이러한 혼합입자들이 새로운 형태의 공구가 되어 공작물을 가공한다. 또한, 공
작물이 공구에 가까울수록 자속밀도가 증가하고, 혼합입자의 결속력이 강해지면서 상대적으로 돌출 된 부분에서 더 많은 가공압력을 받아 우선적으로 가공이 이루어진다.
2.2 버의 생성 메커니즘
일반적으로 공구가 공작물을 가공할 때, 기계의 진동이나 공구가 공작물의 일부를 밀어내는 밀림 현상에 의해 절삭되지 않는 부분이 발생하게 되는 데, 이것을 버라고 한다.
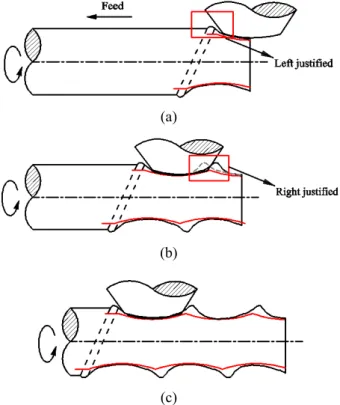
Fig. 2는 마이크로패턴의 가공에서 버의 생성 메 커니즘을 도시한 것이다. Fig. 2(a)에 나타난 것과 같이 가공이 시작되면 가공부위에 공구의 이송방 향과 같은 방향으로 버가 생성(left justified)이 된 다. 그리고 Fig. 2(b)에 나타난 것처럼 다음 피치에 서 버가 생성됨과 동시에 기존에 생성되었던 버의 일부가 절삭되거나 공구에 의해 이송방향의 반대 방향으로 버의 밀림현상(right justified)이 발생한다.
Fig. 2(c)는 이후의 가공에서도 앞서 설명한 원리로 버의 방향이 결정되고 있음을 나타내고 있다. 따 라서, 버의 생성 방향에 따라 디버링의 방법이 달
Fig. 1 Schematic diagram of MAD process
라지지 않으면 필요 이상의 가공이 이루어지기 때 문에 기존 패턴의 형상을 유지하지 못할 가능성이 있다는 것을 알 수 있다.
3. 실험 방법
3.1 마이크로 패턴의 형상
본 연구에서는 선반가공을 이용하여 원통형 공 작물의 옆면에 피치 60μm, 패턴의 높이가 1μm인 마이크로 패턴을 제작하고자 하였다. Fig. 3은 마이 크로 패턴의 형상 및 패턴의 프로파일을 나타낸 것이다. 실제 측정된 마이크로 패턴의 높이는 약 2μm이고, 목표한 패턴의 높이와 비교하였을 때, 약 1μm의 버가 생성되었음을 확인할 수 있다. 또 한, 패턴의 프로파일에 나타난 것처럼 버의 형상 이 비교적 균일하며, 일정한 방향으로 생성되어있 는 것을 알 수 있다.
Fig. 4는 프로파일을 바탕으로 실제 측정된 패턴 의 높이(H)와 제작하고자 했던 패턴의 높이(Href)를 기준으로 버를 정의한 것이다. 본 논문에서는 패 턴의 높이를 기준으로 패턴의 형상정밀도 향상 정 도를 평가하였다. 패턴의 높이는 Mitutoyo 사의 SV-2000을 이용하여 측정하였다.
3.2 실험 조건
마이크로 패턴의 디버링에 앞서 자기연마 디버
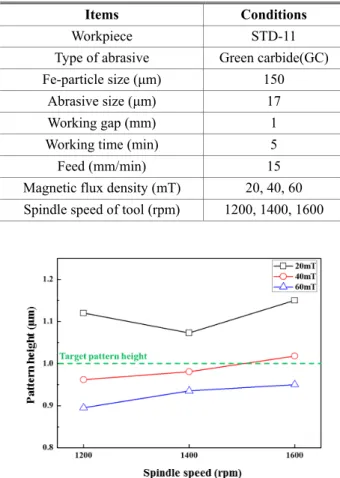
링의 실험조건을 선정하였다. Table 1은 본 실험에 사용된 조건을 나타낸 것이다. 공작물의 재질은 금형강 및 공구강으로 주로 사용되고 있는 STD- 11을 사용하였다. 실험에 사용된 자성입자와 연마 입자는 150μm의 철 입자와 17μm 크기의 GC를 사 용하였다. 연마입자의 크기가 패턴의 피치보다 크 면 패턴의 형상 자체를 유지할 수 없을 가능성이 높기 때문에 연마입자의 크기를 17μm로 제한하였 다. 조건변수로는 자기연마 디버링에 가장 많은 영향을 미치는 자속밀도와 공구의 회전속도로 선 (a)
(b)
(c)
Fig. 2 Burr orientation in turning
(a) Specimen of micro pattern
(b) Profile
Fig. 3 Specimen and profile of micro pattern
Fig. 4 Definition of burr height
정하였다. 자속밀도와 공구의 회전속도를 각각 20, 40, 60mT와 1200, 1400, 1600rpm으로 변경하여 실험 을 진행하였으며, 작업 시간, 작업 간극, 연마 입 자의 크기, 공구의 이송속도는 모든 실험에서 동 일하게 진행하였다.
4. 실험 결과
실험결과는 가공 후, 패턴의 높이를 실험 데이 터로 선정하고 이를 분석하였다. Fig. 5는 자기연마 디버링 후의 패턴의 높이를 측정하여 나타낸 것이 다. 공구의 회전속도가 동일한 조건일 때, 자속밀 도가 증가할수록 패턴의 높이가 낮아지는 경향을 보였다. 또한, 공구의 회전속도가 1400rpm이고, 자 속밀도가 40mT일 때, 패턴의 높이는 0.99μm로 측 정되었으며, 목표치 1μm와 가장 근사한 값으로 나타났다. 그러나 기존에 제작하고자 했던 패턴의 높이보다 낮은 값으로 측정되었기 때문에 패턴의 형상을 유지할 수 없다고 판단을 하였다. 따라서 자속밀도가 40mT, 공구의 회전속도가 1600rpm일 때, 패턴의 높이는1.02μm로 측정되었으며, 기존에
제작하고자 했던 패턴의 높이 1μm와 비교하였을 때, 약 2%의 오차율을 보이므로, 자기연마 디버링 에 가장 적합한 조건임을 확인할 수 있었다.
Fig. 6은 자속밀도와 공구의 회전속도에 따른 가 공효율을 나타낸 것이다. 자속밀도가 40mT 이상 일 때, 제거된 버의 높이가 1μm 이상으로 가공되 는 것을 확인할 수 있다. 이것은 공구의 회전속도 가 낮고, 자속밀도가 증가할수록 혼합 입자의 결 속력이 증가하면서 공구의 회전에 의한 원심력이 나 유체 저항에 의해 탈락하는 혼합 입자의 양이 줄어들고, 실제 가공에 참여하는 연마입자의 양이 증가하기 때문에 동일한 가공시간동안 더 많은 가 공을 한 것으로 판단된다.
그러나 자속밀도가 20mT인 경우, 다른 실험 결 과값과 비교하였을 때, 전혀 다른 경향을 보이는 것을 확인할 수 있다. 이러한 현상이 나타나는 이 유는 낮은 자속밀도에서의 가공은 공구의 회전수 에 절대적인 영향을 받게 된다. 따라서, 공구의 회 전수가 낮으면 시간당 가공량이 현저히 떨어지게 되고, 높은 회전수에서는 탈락하는 연마입자의 양 이 크게 증가하므로 실제 가공에 참여하는 연마입 자의 양이 현저하게 감소하기 때문이다.
Fig. 7은 자속밀도와 공구의 회전속도가 각각 40 mT, 1600 rpm인 조건에서 가공한 후의 마이크 로 패턴의 프로파일을 나타낸 것이다. 패턴의 높 이는 1.02 μm로 측정되었으나, 프로파일에 나타난 것과 같이 패턴과 패턴 사이의 골과 패턴의 산에 서 균일하지 못한 가공이 이루어짐을 확인할 수 Type of abrasive Green carbide(GC)
Fe-particle size (μm) 150 Abrasive size (μm) 17 Working gap (mm) 1
Working time (min) 5 Feed (mm/min) 15 Magnetic flux density (mT) 20, 40, 60 Spindle speed of tool (rpm) 1200, 1400, 1600
Fig. 5 Pattern height after magnetic abrasive deburring
Fig. 6 Machining efficiency of burr according to magnetic flux density and spindle speed
Fig. 7 Profile of micro pattern after MAD at 40mT and 1600rpm
있었다.
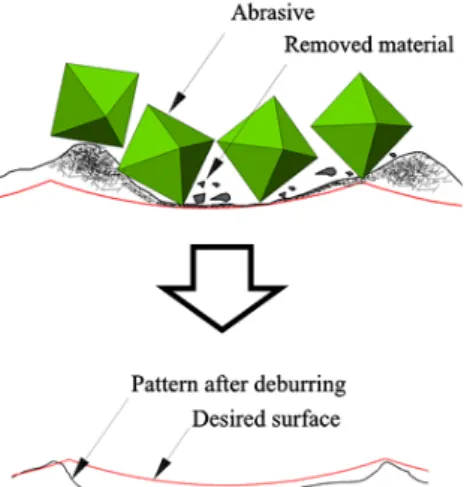
이러한 결과는 Fig. 8에 나타난 것과 같이 연마 입자의 크기가 패턴의 피치보다 작아 패턴과 패턴 사이에 위치한 상태에서 가공이 진행되기 때문에 불균일한 가공이 이루어진다고 판단된다. 이러한 결과로 볼 때, 연마입자의 크기가 패턴의 형상정 밀도에 큰 영향을 미치는 것을 알 수 있다.
또한, 연마입자를 선정할 때, 패턴의 피치보다 작고, 패턴의 산이나 골에서 불균일한 가공이 이 루어지지 않을 조건을 고려해야 한다는 것을 확인 할 수 있었다.
5. 결 론
본 연구에서는 선반을 이용하여 원통형 공작물 의 옆면에 마이크로 패턴을 제작하고, 자기연마 디버링을 실시하여 마이크로 패턴의 형상정밀도를 향상시키고자 하였다. 그 결과, 아래와 같은 결과 를 얻을 수 있었다.
(1) Turning machine을 이용하여 피치가 60μm이 고, 패턴의 높이가 1μm인 마이크로 패턴을 제작 하였다. 가공 후, 패턴의 높이는 약 2μm로 측정되
었으며, 약 1μm의 버가 생성되었음을 확인하였다.
(2) 자속밀도가 동일한 조건에서는 공구의 회전 수가 높아질수록 자기연마디버링 가공효율이 낮아 진다는 것을 알 수 있었다.
(3) 실험을 통하여 자속밀도 40mT, 공구의 회전 속도가 1600rpm일 때, 패턴의 높이는 1.02μm로 측 정되었으며, 목표치인 패턴의 높이 1μm와 가장 가까운 값을 확인하였다.
(4) 디버링 공정 후, 마이크로 패턴의 프로파일 을 통하여 패턴의 형상이 개선된 것을 확인할 수 있었지만, 패턴의 산과 골에서 불균일한 가공이 이루어짐을 알 수 있었다.
참고문헌
(References)
(1) Lee, H. J., Jung, W. S. and Park, K., 2015,
“Replication of Hybrid Micro Patterns using Selective Ultrasonic Imprinting,” Trans. Korean Soc. Mech.
Eng. A, Vol. 39, No. 1, pp. 71~77.
(2) Kim, H. H., Jeon, E. C., Choi, D. H., Jang, W. K., Park, Y. M., Je, T. J. and Choi, D. S., 2015, “A Study on Manufacturing Method of Nano-micro Hybrid Pattern using Indentation Machining Method and AAO Process,” Journal of Korean Society of Precision Engineering, Vol. 32, No. 1, pp. 63~68.
(3) Yun, D. J., Seo, T. I. and Park, D. S., 2008,
"Fabrication of Biochips with Micro Fluidic Channels by Micro End-milling and Powder Blasting," Sensors, Vol. 8, No. 2, pp. 1308~1320.
(4) Kwak, T. K. and Kwak, J. S., 2011, “A Study on Micro-channel Fabrication by Micro-milling and Magnetic Abrasive Deburring,” Trans. Korean Soc.
Mech. Eng. A, Vol. 35, No. 8, pp. 899~904.
(5) Lee, Y. C., Shin, G. H. and Kwak, T. S., 2015,
“Deburring Technology of Vacuum Plate of MLCC Lamination using Magnetic Abrasive Polishing and ELID Process,” Journal of the Korean Society of Manufacturing Process Engineers, Vol. 14, No. 3, pp.
149~154.
Fig. 8 Profile of micro pattern after MAD at 40mT and 1600rpm