Methane
으로부터 13C
동위원소 분리를 위한 회분식 및 연속식 극저온 증류공정모사 비교 연구김종환·이덕형·이의수·박상진† 동국대학교화학공학과
100-715 서울시중구필동 3가 26 (2006년 11월 15일접수, 2006년 12월 19일채택)
A Comparison Study between Batch and Continuous Process Simulation for the Separation of Carbon-13 Isotope by Cryogenic Distillation
Jong Hwan Kim, Doug Hyung Lee, Euy Soo Lee and Sang Jin Park†
Department of Chemical Engineering, Dongguk University, 26, 3-ga Pil-dong, Chung-gu, Seoul 100-715, Korea (Received 15 November 2006; accepted 19 December 2006)
요 약
일반적으로천연가스는대부분의 12C로구성되어있고탄소동위원소13C 성분이약 1.1%가분포되어있다. 13C은 안정한동위원소로써의학, 약리학, 농학등많은분야에트레이서물질로사용되는중요한원소이다. 따라서가스성 분의탄소로부터13C를분리및농축하는기술개발은고부가가치제품을생산할수있으며, 새로운탄소소재산업의 개발가능성을부여할것이다. 안정적인13C 동위원소를극저온증류로분리하는일반적인두가지방법이있는데첫 번째는천연가스로부터13CH4동위원소를농축하는방법이고또다른방법은 CH4와 H2O의화학반응을통하여얻어 진13CO를증류를통해농축하는방법이다. 본연구에서는 LNG 또는 NG로부터13C 동위원소를분리농축하기위하 여상용공정모사기를사용하여 Rigorous한극저온증류공정모사를수행하고검토하였다. 13CH4와12CH4간의상대 휘발도나분리도의값이매우작아공정설계및13C의효과적인분리및농축작업은특수한전략및 Feasibility Study
가필요하다. SRK 상태방정식의 Acentric factor를증기압데이터에부합하는 Acentric factor 값을구하여농축전략 및 Feasibility Study에따른최적화된공정조건으로극저온증류를통한13C의분리효율및농축경향을예측할수 있었다. 회분식및연속식극저온증류공정의여러가지운전전략을연구하고공정의기본설계를제안하였다. 본연 구에서는13C의극저온분리의효과적인설계및운전방법을제시할수있었다.
Abstract −Natural gases generally consist of mainly 12C and about 1.1% of 13C. It is well known that a stable carbon isotope, 13C, has been widely used for the applications of medical, pharmaceutical, and agricultural tracers. As a result, the development of the separation and concentrating technology of 13C can cause of high value-added products and the possibility of the generation of new carbon materials. In general, there are two kinds of approaches to obtain a stable 13C isotope by the separation of cryogenic distillation. One is to obtain a concentrated 13CH4 isotope from natural gas.
Another approach is to get concentrated 13CO by distillation followed by a chemical reaction of CH4 and H2O. In this study, rigorous process simulations of the cryogenic distillation have been performed and analyzed for the concentrated separation of 13C isotopes from LNG and NG by using commercial process simulator. Due to the very small differences of relative volatilities and separabilities of 12C and 13C, the process design and operation of effective separation and con- centration of 13C need special strategies and feasibility studies. Utilization of vapor pressure data to acentric factor in SRK equation of state and optimized process conditions have been able to predict for the effective of the separation yield and concentration of 13C for the cryogenic distillation. The various operation strategies for both batch and continuous cryogenic distillation are also studied and suggested for the basic design of the process. Development of this study can provide a tool for the effective design and operation of the cryogenic separation of 13C.
Key words: Carbon Isotopes, Cryogenic Distillation, Process Simulation, Carbon-13
†To whom correspondence should be addressed.
E-mail: [email protected]
1. 서 론
지구의자연계에존재하는탄소화합물은 8개의탄소동위원소
(9C~16C)로구성되어있는데대부분의탄소는12C(carbon-twelve)로 존재하고있다. 이가운데탄소동위원소의하나인미량의13C (carbon-thirteen) 성분은지구자연계에약 1.1%정도로분포되어 있으며산업적으로중요한물질의하나로취급되고있다. 13C는12C
와같이안정한동위원소로서화학, 생화학, 환경과학분야에, 즉분 석화학, 의학, 약리학, 생물학, 농학등에유용하게사용되는트레이
서(tracer, 물질의행방변화를추적하는데쓰는방사성또는비방사
성동위원소) 물질로사용된다. 요소(urea), 포도당(glucose), 과당
(fructose), 트리올레인(triolein)과같은화합물구조중탄소성분을 13C로치환시킨여러화합물종류를이용하여다양한신체조직의
의학적진단과조사에상당히유용하게이용할수있다. 이경우, 이 와같은화합물을환자의입으로투약하고이로인한대사작용과 호흡을통해환자의체외로배출된 CO2를포집하여동위원소분석 에의한의학적진단이가능하다. 즉, 포집된시료의13C과12C의비 를측정하여조직의건강상태를쉽게평가할수있는것이다. 예를
들어, 13C urea를이용하여헬리코박터파이롤리(Helicobacter Pylori,
위장점막속에기생하는나선형의박테리아)를검출할수있는데 이유기체는위궤양의원인이되는균으로위궤양이검출되는않을 때위암으로진행될수있다고보고있다. 또한13CO2, 13CH3OH,
13CF3Br 등의화합물과같이탄소동위원소13C로치환시킨매질을 사용하는가스레이저로응용할수있다.
자연계의탄소화합물에서탄소동위원소 13C를농축개발과더 불어12C의농축을기대할수있다. 예를들어, 13C를 99%로분리
시키는공정으로부터12C는 99.99%의농축이가능해진다. 순수한 12C는재료과학및공학적응용면에서상당히흥미로운관심의대 상이다. 고농도의12C 성분으로합성된다이아몬드결정의열전도 도특성은 1.1%의13C로구성된자연계다이아몬드보다 50%이상
향상되는것으로보고된바있다. 따라서이와같은재료를이용하 여마이크로전자나카본나노튜브의형성에서열완충소재(heat sink)로사용할가능성이높고, NMR 분광기등에서는12C가농축 된용제로적용할수있다.
13C를의학물질로사용하는시장이연간수백킬로그램으로성 장하고있다. 13C를분리하는방법으로현재가장일반화되어있는 공법은액상의일산화탄소내에존재하는13CO/12CO 동위원소를 극저온증류(cryogenic distillation)를거쳐분리하는방법이다[1, 2].
일산화탄소로부터 99%로농축시킨13C의세계생산량은현재수십 킬로그램수준에이른다. 이외에액상의메탄(CH4)으로부터극저온 증류공정을이용하여동위원소를분리하는공정의상용화사례가 알려져있다. 그밖에도이산화탄소(CO2)에존재하는동위원소를원
심분리로분리하는방법과화학적교환에의한분리방법및메탄 가스(CH4)내의동위원소를열확산(thermal diffusion)을이용하여분 리하는방법들이연구되고있으며, 최근에는할로겐화된메탄가스 에적외선이나자외선또는초단파자외선의방사로광분해공정을 유도하여동위원소를분리하는기술들이활발히개발되고있다[3-5].
국내에서취급하고있는순수성분의카본소스(carbon source)로
13C 분리에적합한재료로는천연가스가대표적이다. 국내에수입되 는천연가스는 LNG(liquified natural gas, 주성분메탄(CH4)) 형태
로도입되어발전용및가정용연료로사용되고있다. 따라서 LNG
에함유되어있는13C를농축/분리해내는공정을상용화할경우 LNG의부가가치를몇만배이상높이는일이되며아울러새로운 고급소재시장을개척하는일이될것이다. 그러나 LNG로부터 13C/12C의동위원소를분리해내는공정의개발에는상당한기술적 어려움과장치투자비가요구된다. 이는이와관련된국내기반기
술이부족하고해외관련자료도상업적인공정운영사례가거의 소개되고있지않기때문이다.
일반적으로 LNG 또는 NG로부터동위원소를분리하는방법은 극저온의조건에서분리를하는기술로써크게두가지방법이소 개되고있다. 즉액화된메탄으로부터극저온증류(공비증류포함)
에의하여분리하는방법과극저온열확산에의하여분리하는방법 이다. 그러나두가지방법모두13CH4와12CH4간의분리에차이를 주는상대휘발도(증기압비)나분리도(separability, α)의값이매우
작은점이커다란문제로대두된다. 이경우공정의개발을위한
bench scale 혹은 pilot scale 실험에있어서장치의규모(dimension)
로부터오는오차(예, wall effect, end effect, hydraulic effect 등)가 실험결과에커다란영향을미치게된다. 따라서이러한실험실적
오차를제거하기위한방법론적(methodology) 접근이필요하며, 이
를보완하기위한이론적인분리공정해석이그러한보완방안으로 제시될수있다[1-2, 6]. 즉본연구와같이 LNG의물리적계면현 상이탄소동위원소의분리공정에주된영향을미치는공정의연구 에서는본공정과관련된상평형자료의확보(또는실험자료구축)와
이를확인하기위한소규모분리실험의비교검토가필수적이며 이에근거한공정모사연구또한필수적으로동반되어야한다[7].
본연구에서는 LNG로부터13CH4/12CH4를극저온증류공정모사 및공장설계를위해상평형자료와비교하고재해석을시도하여 증류에의한13CH4/12CH4분리기술의신뢰도를높이고자하였다.
아울러본연구에서는13C의농축공정개발에대한전략을수집하 였고이에따른최적의공정조건을구하여극저온증류농축공정 에대한기반기술개발을 Commercial Process Simulator를이용하
여하고자하였다.
2. 이론적 고찰 2-1. Methane동위원소의증기압
메탄의동위원소는매우유사한물질이므로이상적인혼합물로 간주된다. 본연구에서는 Raoult의법칙으로기/액상평형을계산하 였다. 이를위하여증기압을알아야하는데문헌에나타난자료를
이용하였다. 메탄의증기압곡선을 Antoine식으로표현하면다음과 같다[6].
ln (PvLin kPa and T in K) (1)
또한 13CH4의증기압은다음의관계식으로표현된다.
(T in K) (2)
문헌자료로부터위의식(2)와같이메탄동위원소체13CH4의증 기압을 12CH4메탄과의증기압비로표현하였는데, 이로부터13CH4
의증기압은다음과같이표현할수있다. PvL=13.2093 897.84
T 7.16– --- –
logPvL PvH
--- 36.9=---T2 0.192 ---T –
(T in K) (3)
식(1)과식(3)에서 PvL과 Pv H는 각각 12CH4와 13CH4의증기압을 나타낸다. 두 식에서 상압(101.325 kPa)에서 12CH4의 비점은
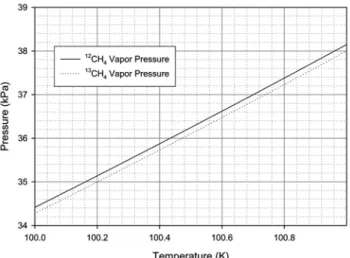
111.669800 K이고, 13CH4의비점은 111.704475 K 이므로두성분 사이의비점차이는 0.034675 K이다. 즉, 비점차이가매우미미한 것을알수있다. 위의 Fig. 1에서는12CH4와13CH4의온도에따른 증기압곡선을나타내었고 100 K 부분을확대한증기압곡선은 Fig. 2에나타내었다.
2-2. SRK 상태방정식을이용한 13CH4 증기압계산
13CH4증기압계산을보다정확히하기위해 SRK 상태방정식을사
용하여추산하고자하였다. SRK 상태방정식은식(1)~ (4)와같다. (4)
(5)
(6) (7)
위의식들에의하면매개변수 b는순수성분에대한임계온도와
임계압력의함수이며, Tc, Pc의함수이고 a(T)는 Tc, Pc와 Reduced Temperature Tr과 Acentric factor의함수이다. 본연구에서는13CH4의 온도에따른증기압을정확하게추산하기위해12CH4와13CH4의 Tc, Pc등의특성값은같다고가정하면, Acentric factor ω 값만이변수가되
고 Acentric factor 추정식에서증기압이작아질수록 Acentric factor는
커지므로 100K에서식 (2)로구한상대휘발도는 =
1.004084이고 100 K에서 Commercial Process Simulator에서 SRK 상 태방정식을이용하여구한상대휘발도 와비교하여 오차를가장작게하는 Acentric factor ω 값을구하였다. 이과정을
Table 1에나타내었고이를만족하는13CH4의 Acentric factor ω값 을 0.01114로변화시켰다. 12CH4의 Acentric factor ω 값은 0.01040
이다. Table 2에서 100 kPa에서12CH4의농도에따른12CH4와13CH4의
K-value 및상대휘발도를나타내었다. 100 kPa에서 12CH4/13CH4의 상대휘발도는약 1.00294 임을알수있다.
2-3. Short-cut방법에의한이론단수및최소환류비계산 본연구에서다루고있는메탄동위원소체혼합물의구성성분은 12CH4와13CH4로상호작용의차이가거의없으므로두물체의증 발잠열이나기타물성치가유사하다고볼수있으므로이상액체 혼합물(Ideal liquid mixture)로가정하여도큰문제는없다. 따라서
Shortcut 방법으로많이사용되는 FUG(fenske-underwood-gilliland)
방법을적용하여증류를통한분리에필요한최소이론단수와최소 환류비등을구하고자한다.
2-3-1. FUG(fenske-underwood-gilliland)
FUG 방법을이용한이론단수계산은증류탑의최소이론단과최 소환류비를이용하여이론단수를계산하는방법이다. 최소이론단수
PvH ⎝⎛13.2093 897.84–T 7.16---– ⎠⎞ 10
0.192 --- 36.9T
T2 ---
⎝ – ⎠
⎛ ⎞
exp ×
=
P RT
v b–
( )
--- a T–v v b---(( )+ )
=
a T( ) 0.42747R2Tc2
Pc
---α( )T
=
b 0.08664RT= ---Pcc
α( )T =[1 0.48508 1.55171+( + ω–0.15613ω2)(1 T– 0.5r )]2
αEqn=PvL⁄PvH
αSRK=KvL⁄KvH
Fig. 1. Comparison of vapor pressure between 12CH4 & 13CH4- I.
Fig. 2. Comparison of vapor pressure between 12CH4 & 13CH4- II.
Table 1. Comparison between αEqn and αSRK for optimized acentric factor of 13CH4
ω13CH4 αSRK |αEqn−αSRK| %
0.01112 1.003973 1.11×10−4 0.01105% 0.01113 1.004030 5.40×10−5 0.00538% 0.01114 1.004088 4.00×10−6 0.00040% 0.01115 1.004147 6.30×10−5 0.00627% 0.01116 1.004204 1.20×10−4 0.01195%
αEqn–αSRK αEqn
--- 100×
Table 2. Relative volatility and K-value of 12CH4/13CH4
12CH4
(Mole Fraction) K-value
(12CH4) K-value
(13CH4) Relative volatility
0.0 1.002940 1.000000 1.00294
0.2 1.002350 0.999413 1.00294
0.4 1.001760 0.998826 1.00294
0.6 1.001170 0.998240 1.00294
0.8 1.000590 0.997654 1.00294
1.0 1.000000 0.997069 1.00294
는식 (8)의 Fenske 식을이용하여구할수있다.
(8)
여기에서 SF(separating factor)는식(9)와같이정의된다. (9)
최소환류비는식 (10)의 Underwood 식을이용하여구할수있다. (10)
여기에서θ는식 (11)로부터구할수있다.
(11)
식 (8)과식 (9)에서구한최소이론단수와최소환류비를이용하여
Gilliand 식에대입하면이론단수를구할수있다. Gilliand 식은식
(12)과같다.
(12) (13)
식(8)~(11)을이용하여13CH4/12CH4극저온분리공정에필요한최 소이론단수및최소환류비는 1%에서 10%로농축 과정에서
Nmin= 747.4단 Rmin= 140.37이고 10%에서 80%로농축과정에서는
Nmin= 967.3단 Rmin= 87.16 이다.
3. 회분식 증류 공정모사 결과 및 해석
화학공업은대규모장치산업이라할수있다. 화학공업에서는많
은공정들이운용되고있는데그중에서고순도를갖는최종제품 의생산을위하여널리사용되는공정이증류공정이다. 증류공정 은증발과응축현상을이용해휘발도가다른물질들의액체혼합물 을분리하는조작으로석유화학공정으로부터발효, 합성공정에이
르기까지널리이용되는분리방법이다. 조작하는압력에따라상
압증류, 고압증류, 저압증류및진공증류로구분하며또한조작방 식에따라회분식증류, 연속식증류로구분하기도한다.
회분식증류공정은공정운용에유연성을가지고있어연속식증 류공정과는달리여러종류의제품을한증류탑에서분리해낼수 있으며또한다양한종류의원료를처리할수있는장점을가지고 있다. 하지만연속식증류공정에비해에너지소모가많다는단점 을가지고있다. Short-Cut Simulation 결과를토대로 SRK 상태방
정식을이용하여 Rigorous한회분식증류공정을모델링하여고순도
의13CH4를생산하는운전전략등을수립하였다. 회분식증류공정 의공정도는 Fig. 3에나타내었다.
3-1. 회분식 증류공정모델링
Short-Cut Simulation을이용하여천연가스로부터탈메탄탑을거
치고극저온증류공정을거친후천연가스중에포함되어있는약
1.000%의13CH4을 1.967%까지 Batch Distillation Column에서농 축시키는과정을모델링하였다. 공정모사기를이용해서분리에최
적이론단수 1,000단을기준으로하는최소환류비, 최적의환류비계
산을통해모델링하였다. 13CH4의농축공정모델링에서는순수한
CH4를 Feed 1 kmol를사용한다고가정하고탑저제품의13CH4의농 도는 1.967 mole%로하였고, 탑저제품의13CH4의양은 0.5 kmol로
하였다. 탑상의압력은 24 kPa, 탑저의압력은 38 kPa로하여모사 하였다. R/Rmin에따른단수, 환류비및 Heat Duty는 Table 3와같 다. R/Rmin을 100정도크게한이유는 R을무한대로하기위하여산 술적으로큰 100으로입력하여 Short-Cut Simulation을실행하였다.
회분식증류공정모사모델링을위한운전조건은 Table 4와같다.
LNG 중메탄을제외한다른기체는메탄과상대휘발도차이가크
Nmin
xD⁄(1 x– )D
1 x– B
( )⁄xB
--- ln
lnα
--- lnSF lnα
---
= =
SF x⎝⎛x---D HKD LK,, ⎠⎞ xB HK,
xB LK,
---
⎝ ⎠
⎛ ⎞
=
Rmin αjxD j,
αj–θ
---
j=1
∑N –1
=
αjxF j,
αj–θ
--- 1 q= –
j=1
∑N
N N– m
N 1+
--- 1 1 54.4+ ψ
11 117.2+ ψ
---
⎝ ⎠
⎛ ⎞ ψ–1
ψ0.5
---
⎝ ⎠
⎛ ⎞
exp –
=
ψ R R– m
R 1+ ---
=
Fig. 3. Schematic flow diagram for batch distillation.
Table 3. Fenske/underwood calculation results of batch distillation R/Rmin N/Nmin Tarys (N) Reflux ratio Duty (Mkcal/h)
Condenser Reboiler
50.500 1.010 1,003 12,000 -12.58 12.58
75.250 1.007 1,000 18,000 -18.75 18.75
100.000 1.005 998 24,000 -24.91 24.91
124.750 1.004 997 30,000 -31.08 31.08
149.500 1.003 996 35,000 -37.25 37.25
Minimum reflux ratio (Rmin) : 236.53, Minimum theoretical No. of trays (Nmin) : 992.9
Table 4. Basic specification of batch distillation column Number of plate
Top pressure Column pressure drop Vapor flow rate Feed
Charge amount Composition
12CH4
13CH4
Condenser temperature
50024[kPa]
14[kPa]
20[kgmol/h]
1[kgmol]
0.99[mol %] 0.01[mol %] BubbleTemperature
므로쉽게분리된다. 따라서본연구의회분식및연속식증류공정
모사에서는전처리공정을거친순수한메탄만으로구성된혼합기 체를원료로사용하였다. Feed를 Charge한후 Table 4의기본운전 조건에서 Condenser의 Holdup을 Feed 50%로조절하여운전시간 에따른 Stillpot에남는농도결과를 Fig. 4에나타내었다.
Fig. 4에서 운전시간이 24시간이후부터는 13CH4의농도가
1.76737%이상농축이거의되지않는것을알수있다. 이후회분
식증류공정모사의운전시간은 24시간으로고정하여모사하였다.
이때의 Condenser의온도는 -175.985oC이고 Heat Duty는 0.0421 Mkcal/h이고 Stillpot의 온도는 -171.749oC이고 Heat Duty는
Condenser의 Heat Duty와같다.
Fig. 5에서는회분식증류공정의단수에따른농축정도이다. 약
1,000단이후농축의효과가급속히적어지는것을보여준다. 이때
의13CH4의농도는 1.95350oC이다.
3-2. Condenser Holdup에따른회분식증류공정
13CH4농축을위한회분식증류공정모사는모델링결과에서볼 수있듯이 Table 4의기본운전조건에서단수는 1,000단, 운전시 간은 24시간으로조건을바꾸어 Condenser의 Holdup을변화시켜
공정모사하였다. 이에따른회분식농축공정의전략을 Fig. 6과
Fig. 7에나타내었다. Case 1(Fig. 6)에서는 Condenser의 Holdup을 Feed의양의 50%, Case 2(Fig. 7)에서는 Condenser의 Holdup을
Feed의 82.217%, Case 3, 4, 5에서는 Condenser의 Holdup을각각
Feed의 65%, 75%, 80%로조절후환류비를무한대로일정하게유 지시키기위해 Distillate Flow Rate를 0으로입력하여공정모사하
여 Stillpot에남는양과농도를알아보았다. Fig. 8에서 Case 1에서 의운전시간에따른주요단의농도변화를나타내었다.
Fig. 4. 13CH4 composition vs. batch cycle time.
Fig. 5. 13CH4 composition vs. no. of stages.
Fig. 6. Batch distillation process operation strategy - Case 1.
Fig. 7. Batch distillation process operation strategy - Case 2.
Fig. 8. 13CH4 composition of each stage vs. batch operation time.
Table 5에서보이는 Case 1(Fig. 6)의결과에서13CH4의농도를 1
%로가정하여실시한공정모사결과로 4단계를거치면 14.49248%
로농축되고 Product는초기의 6.25%가남는다. 이때의 Condenser
의온도는 -175.985, Reboiler(Stillpot)의온도는 -171.744로계산되 었다. 상기결과로부터회분식증류공정의운전을 Fig. 6과같이 4
단계(stage)의농축과정으로선정할수있다. 각단계는 1단계(8회
반복), 2단계(4회반복), 3단계(2회반복), 4단계(1회) 과정으로총
15회반복, 즉 15day의운전시간으로 1.000%의13CH4 Feed 조성 을 출발 물질로 하여 13CH4가 14.49248%인 0.5 kmol의 최종
Product를얻을수있다.
Table 6에서보이는 Case 2(Fig. 7)에서는초기의13CH4의농도를
1.000%로가정하여공정모사한결과로 4단계를거치면 99.43025% 로농축되고 Product는초기의 Feed의약 0.093%가남는다. Fig. 7
과같이 192회+ 34회+ 6회+ 1회=총233번의반복, 즉 233day의
운전시간으로 0.17783 kmol을얻을수있고이때의13CH4 농도는
99.43025%가된다.
나머지 Case 3, 4, 5에서는 Condenser Holdup을 Case 1과 Case 2의중간지점인 65%, 75%, 85%로하여 Feed의13CH4의농도를
1.000%로가정하여 공정모사한 결과로 4단계를거치면 각각
51.10115%, 95.38173%, 98.86062%로농축되고 Product는각각초 기의 1.346%, 0.391%, 0.160%가남는다. Case 3, 4, 5의각단계 에서의 Product Yield 및13CH4의농도는각각 Table 7~9에서나타 내었고농축전략은 Fig. 9~11에나타내었다.
여러가지 Condenser Holdup에따른공정모사결과요약을 Table 10
에나타내었고 Product Yield, 농축정도, 운전시간등을고려하여
Condenser Holdup을적절하게조절하여운전하여야할것이다. 즉
고농도의13CH4가필요할경우 Condenser Holdup을크게가져가야 하고적은운전시간이필요하거나, 저농도의많은양13CH4 Product
가필요할경우 Condenser Holdup을작게해야할것이다. 4. 연속식 증류 공정모사 결과 및 해석
Short-Cut Simulation 결과를토대로 SRK 상태방정식을이용하 여 Rigorous한연속식증류공정을모델링하고고순도13CH4를생산
Table 5. Condenser : stillpot = 50 : 50 (binary system) - Case 1 Feed Stage 1 Stage 2 Stage 3 Stage 4 Product yield (%) 100.000 50.000 25.000 12.500 6.250
13CH4 purity (%) 1.00000 1.95350 3.81457 7.44221 14.49248
Table 7. Condenser : stillpot = 65:35 (binary system) - Case 3 Feed Stage 1 Stage 2 Stage 3 Stage 4 Product yield (%) 100.000 35.000 12.115 4.038 1.346
13CH4 purity (%) 1.00000 2.70586 7.30668 19.60361 51.10115 Table 6. Condenser : stillpot = 82.217:17.783 (binary system) - Case 2 Feed Stage 1 Stage 2 Stage 3 Stage 4 Product yield (%) 100.000 17.783 3.149 0.556 0.093
13CH4 purity (%) 1.00000 4.93071 23.84666 85.40621 99.43025
Table 8. Condenser : stillpot = 75:25 (binary system) - Case 4 Feed Stage 1 Stage 2 Stage 3 Stage 4 Product yield (%) 100 25.000 6.250 1.563 0.391
13CH4 purity (%) 1.00000 3.65380 13.26314 46.40834 95.38173 Table 9. Condenser : stillpot = 80:20 (binary system) - Case 5
Feed Stage 1 Stage 2 Stage 3 Stage 4 Product yield (%) 100 20.000 4.000 0.800 0.160
13CH4 purity (%) 1.00000 4.44875 19.52951 74.29939 98.86062
Fig. 9. Batch distillation process operation strategy - Case 3.
Fig. 10. Batch distillation process operation strategy - Case 4.
Fig. 11. Batch distillation process operation strategy - Case 5.
하는운전전략과농도와생산량의관계를공정모사결과로다음과 같이알아보았다.
4-1.연속식 증류공정모델링
Short-Cut Simulation을이용하여천연가스로부터탈메탄탑을거 치고극저온증류공정을거친후천연가스중에포함되어있는약
1.000%의13CH4을 10.000%까지 Column 1에서농축시키는과정을 모델링하였다. 공정모사기를이용해서분리에최적이론단수 1,000
단을기준으로하는최소환류비, 최적의환류비계산을통해모델링 하였다. 13CH4의농축공정 모델링에서는순수한 CH4를 Feed 1 kmol/h를사용한다고가정하고탑상제품의 13CH4의농도는 0.500 mole%로하였고, 탑저제품의13CH4의농도는 10.000%로하였다.
탑상의압력은 24 kPa, 탑저의압력은 38 kPa로하여모사하였다. R/Rmin에따른단수, 환류비및 Heat Duty는 Table 11과같다.
Column 2 에서는약 10.000%의13CH4을 80.000%까지농축시키 는과정을모델링하였다. 공정모사기를이용해서분리에최적이
론단수 1,000단을기준으로하는최소환류비, 최적의환류비계산을
통해공정설계를하였다. 13CH4의농축공정모델링에서는 10% 13CH4를 Feed 0.05 kmol/h를사용한다고 가정하고탑상제품의 13CH4의농도는 6.800 mole%로하였고, 탑저제품의13CH4의농도는
80.000%로하였다. 탑상의압력은 24 kPa, 탑저의압력은 38 kPa
로하여모사하였다. R/Rmin에따른단수, 환류비및 Heat Duty는
Table 12와같다.
Table 11과 Table 12에서보여주듯이 Column 1에서약 1%의 13CH4을 10%로농축하는과정으로 R/Rmin를 2로가정할때 N/Nmin는 약 1.348로운전단수는 1,000단, Reflux Ratio는 300으로 Column 2에서는약 10%의13CH4을 80%로농축하는과정으로 R/Rmin를
15로가정할때 N/Nmin는약 1,035로운전단수는 1,000단, Reflux Ratio는 1,500으로모델링하였다. Column 2의 Reflux Ratio가 1,500
으로큰이유는 Feed Rate가워낙작은양으로 Column의 Sizing에
관한문제발생과고순도(80%이상)의13CH4를생산하기위함이다.
4-2.연속식증류공정모사
첫번째연속식증류공정모사를위한운전조건은 Table 13과
Table 10. Results of batch process simulation for various condenser holdup Condenser
holdup (%) Totalfeed
(kmol) Final product
(kmol) 13CH4 comp. of
final product (mol%) Product yield (%)
(Feed/Product) Total No. of batch operation (Operation time, day)
50.000 8 0.500 14.492 6.250 8 + 4 + 2 + 1 = 15
65.000 26 0.350 51.101 1.346 26 + 9 + 3 + 1 = 39
75.000 64 0.250 95.382 0.391 64 + 16 + 4 + 1 = 85
80.000 125 0.200 98.861 0.160 125 + 25 + 5 + 1 = 156
82.217 192 0.178 99.430 0.093 192 + 34 + 6 + 1 = 233
Table 11. Fenske/underwood calculation results of 13CH4 column 1 R/Rmin N/Nmin Tarys
(N) Reflux
Ratio Duty (Mkcal/h) Condenser Reboiler 1.500 1.547 1,156 210.555 -0.4222 0.4222 1.750 1.427 1,066 245.648 -0.4922 0.4923 2.000 1.348 1,008 280.740 -0.5623 0.5623
2.250 1.293 966 315.833 -0.6323 0.6323
2.500 1.252 936 350.925 -0.7023 0.7024
Minimum reflux ratio (Rmin) : 140.37, Minimum theoretical No. of trays (Nmin) : 747.4
Table 12. Fenske/underwood calculation results of 13CH4 column 2 R/Rmin N/Nmin Tarys (N) Reflux Ratio Duty (Mkcal/h)
Condenser Reboiler 8.000 1.067 1,033 697.291 -0.0703 0.0703 11.500 1.046 1,012 1,002.356 -0.1011 0.1011 15.000 1.035 1,001 1,307.421 -0.1318 0.1318 18.500 1.028 994 1,612.486 -0.1625 0.1625 22.000 1.024 990 1,917.550 -0.1933 0.1933 Minimum reflux ratio (Rmin) : 87.16, Minimum theoretical No. of trays
(Nmin) : 967.3 Fig. 12. Schematic flow diagram for continuous distillation.
Table 13. Specification of continuous distillation column Column 1
Number of trays Feed tray Top pressure Prssure drop Feed Rate Composition
12CH4
13CH4 Condenser
Reflux ratio [Mol Basis]
Column 2 Number of trays Feed tray Top pressure Prssure drop Condenser
Reflux ratio [Mol Basis]
1,000 5024[kPa]
14[kPa]
1[kgmol/h]
99.00[mol %] 1.00[mol %] 300 1,000 5024[kPa]
14[kPa]
1,500