한국표면공학회지 J. Korean Inst. Surf. Eng.
Vol. 50, No. 5, 2017.
https://doi.org/10.5695/JKISE.2017.50.5.332
<연구논문>
ISSN 1225-8024(Print) ISSN 2288-8403(Online)
화학제염공정에서 환원공정조건에 따른 Inconel 600의 부식손상 특성
한민수a, 정광후a, 양예진a, 박일초a, 이정형a, 김성종a,*
a목포해양대학교 기관시스템공학부
Corrosion Damage Characteristics of Inconel 600 with Reduction Conditions in Chemical Decontamination Process
Min-Su Hana, Kwang-Hu Junga, Ye-Jin Yanga, IL-Cho Parka, Jung-Hyung Leea, and Seong-Jong Kima,*
a
Division of Marine Engineering, Mokpo National Maritime University, Mokpo 58628, korea
(Received October 11, 2017 ; revised October 30, 2017 ; accepted October 30, 2017)
Abstract
In this study, we evaluated tendency and degree of corrosion damages of Inconel 600 after chemical decon- tamination treatments under three different conditions. In the decontamination processes, the oxidation and reduction were performed as one cycle. Each process was continued up to 5 cycles. Characteristics of corrosion under decontamination processes were evaluated by Tafel analysis and weight loss. Characteristics of surface damage were observed by scanning electron microscope(SEM) and three-dimensional(3D) microscope. As the cycle proceeded, weight loss and corrosion current density increased. Intergranular corrosion damage occurred on the surface of the materials. The result revealed that the surface of Inconel 600 was attacked by the strong acid solution under all chemical decontamination processes, but the degree of the corrosion damage was different depending on the processes.
Keywords : Inconel 600, Chemical decontamination, Corrosion damage, Reduction conditions
1. 서 론
현재 국내 원전의 정비 및 해체 시기가 도래함에 따라, 해체 및 정비의 핵심 기술인 제염에 대한중요 성이 부각되고 있는 실정이다. 제염(decontamination) 은 원전의 정비 및 해체 시 작업자의 방사능 피폭 을 줄이기 위해 순환계통장치 및 기기류에 부착된 방사성 오염물질을 제거하는 작업이다. 오염물질의 경우, 금속재료 표면 기반의 얇은 부식 산화층에 포 함되어 있으며, 원전 냉각수 순환계통에 생성되는 부식 산화층은 외부 Cr-산화막(FeCr2O4, Cr2O3)과 내
부 Fe-산화막(FeCr2O4, NiFe2O4)으로 형성된다[1, 2].
제염은 크게 기계제염과 화학제염으로 분류된다. 그 중 화학제염은 제염액의 화학반응으로 방사능 오염 을 제거 또는 저감하는 방법이며, 일반적으로 산화 전처리과정과 환원과정으로 이루어져 있다. 산화과 정은 HMnO4 또는 KMnO4의 산화제를 사용하여 Cr-산화막을 Cr2O72- 또는 CrO42-로 용해시키는 과정 이며, 제염제의 pH에 따라 Nitric Permanganate(NP) 와 Alkaline Permanganate(AP)로 나누어진다. NP 제염제의 경우, AP에 비해 적은 2차 생성물과 큰 제염효과를 나타내는 장점이 있다[1, 2]. 환원과정은 산성/환원적 용해반응을 발생시켜 Fe-산화물을 Fe2+
로 용해시키는 과정이며, 옥살산이 가장 효과적인 환원제로 사용되고 있다[3, 4].
강산성의 산화/환원 제염제는 오염된 산화막을 제
*
Corresponding Author:
Seong-Jong KimDivision of Marine Engineering, Mokpo National Maritime University
Tel: +82-61-240-7226 ; Fax: +82-61-240-7201
E-mail: [email protected]
한민수 외/한국표면공학회 50 (2017) 332-338 333
거하는 제염성능은 우수하지만, 산화막이 제거된 후 드러난 모재와 제염용액이 접촉할 경우, 모재의 심 각한 부식손상을 일으키는 가혹한 부식 환경으로 작용하게 된다[5-7].
따라서 현재 국제적으로 재료의 종류와 부식특성 들을 고려한 많은 종류의 화학 제염제 적용 및 개 발이 진행되고 있는 실정이다. 그러나 국내의 경우 KMnO4 산화용액을활용한 제염공정만 주로 시행되 고 있는 실정이며, 그에 대한 적용 가능성 및 부식 손상에 관한 연구 또한 KMnO4 위주로 시행되어왔 다. 따라서 본 연구에서는 HMnO4을 산화용액과 성 분과 조성을 달리한 환원제를 적용한 3가지 실험공 정을 실시하여 Inconel 600에 대한 적용 가능성 및 부식특성을 고찰하였다.
2. 실험방법
본 연구에서는 국내 원전 기기용 재료로 주로 사 용되는 Inconel 600을 선정하여, 3가지의 화학제염 실험공정을 적용하였다. 산화공정액은 360ppm HMnO4 수용액을 공통으로 사용하였으며, HNO3를 첨가하여pH가 약 2.1이 되도록 조절하였다. 실험 공정은 환원제의 약품조성 및 농도에 따라 구분하 였으며, 각 실험공정에 대한 조건을 표 1에 나타내 었다. 모든 실험공정은 산화공정과 환원공정을 2 시 간씩 순차적으로 실시하여 1 사이클이 수행되었으 며, 사이클을 반복적으로 수행함으로써 총 4 사이 클까지 수행하였다. 실험공정에 따른 제염용액의 부 식성을 평가하고자 산화 및 환원공정 시작 30분 후 pH를 측정하였다. 또한, 실험공정의 매 사이클 종 료 후 시험편의 무게를 측정하여 그 변화를 확인하 였다. 무게 감량 측정용 시험편은 40 mm × 40 mm
× 2 mm의 크기로 정밀 가공하여, 에머리 페이퍼
#600까지 연마하였다. 무게 측정은 매 사이클 종료 후 초음파 세척, 증류수 세척 및 열풍 건조를 실시 하였으며, 전자저울을 이용하여 10-4 g 단위까지 무 게 감소량을 측량하였다. 분극실험은 Gamry사의 전 기화학 실험 장비를 활용하여 수행하였다. 분극 시 험편은 에폭시 마운팅하여 1 cm2의 표면적이 노출
되도록 제작하였으며, 에머리 페이퍼 #600까지 연 마 후 아세톤 탈지, 증류수 세척, 그리고 열풍 건조 시켜 사용하였다. 분극실험은 실험공정의 매 사이 클 종료 후 실온의 360ppm HMnO4 수용액에서 실 시하였으며, 은/염화은 기준전극과 백금대극을 사용 하였다. 초기 안정화를 위해 600초 동안 침적 후,
2 mV/sec의 주사속도로 개로전위(Open Circuit Potential, OCP) 기준 -250 mV에서 +250 mV까지 분 극 거동을 관찰하였다. 분극실험은 각 사이클 종료 후 3회씩 실시하였으며, 전위-전류밀도 그래프의 양 극분극과 음극분극 구간의 타펠 외삽선의 교점을 통 해 부식전위와 부식전류밀도를 산출하였다. 그리고 실험공정 매 사이클 종료 후 주사전자현미경 (scanning electron microscope) 및 3D 현미경을 사 용하여 시험편 표면 관찰 및 손상정도를 평가하였다.
3. 실험결과 및 고찰
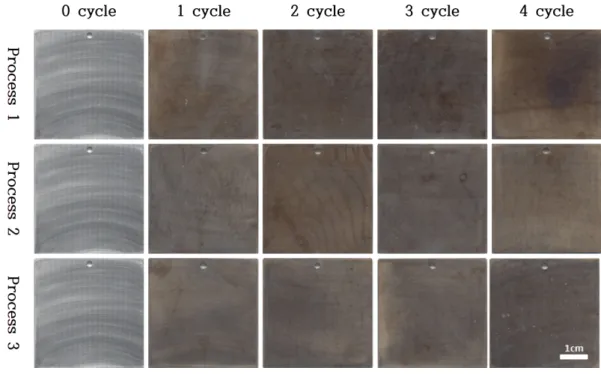
그림 1은 Inconel 600 시험편에 대하여 각 실험 공정(1~3)의 사이클 종료 후 시험편 표면을 디지털 카메라로 촬영한 것이다. 시험편 전면에 걸쳐 금속 특유의 광택을 상실하였으며, 짙은 갈색으로 변색 되었다. 옥살산이 포함된 제염제의 경우, 환원공정 에서 용해된 철과 니켈이 옥살산과 반응하여 식 (1), (2)와 같이 옥살산염(oxalate)을 형성한다[8, 9].
Fe + H2C2O4 + 2H2O → FeC2O4·2H2O(s) + H2 (1)
Ni + H2C2O4 + 2H2O → NiC2O4·2H2O(s) + H2 (2) 환원공정 중 발생한 옥살산염은 수용액 내로 포 화되지만, 다량으로 생성될 경우, 수용액내로 포화 되지 못한 옥살산염은 금속표면에 석출된다[8]. 따 라서, 표면 변색의 원인은 환원 중 금속표면에 석 출된 옥살산염에 기인한 것으로 판단된다.
표 2는 산화용액 및 각 실험공정 환원 용액에 대 한 pH를 나타낸 것이다. 옥살산 용액에는 여러 종 류의 화학반응들이 pH의 함수로 존재하며, 제염공 정 중 발생하는 부식손상은 위의 식 (1, 2)와 같은
Table 1 Processes of chemical decontamination
Regent Specification Time(hr) Temperature (
oC)
Oxidation Nitric Permanganate (NP) 360ppm HMnO
4(about pH 2.1) 2
90 Reduction
Process 1 2,000ppm H
2C
2O
42 Process 2 1,500ppm H
2C
2O
4+
500ppm H
8C
6O
7Process 3 3,000ppm H
2C
2O
4전기화학반응에 의해 일어난다[2, 8, 9]. 특히 Inconel 600의 경우 NP 산화 용액 및 옥살산 제염제를 적 용한 경우, pH가 낮을수록 공식(pitting) 및 입계부 식(intergranular corrosion)과 같은 국부부식에 민감 해진다[2, 8]. 산화용액의 경우, 변수가 적용되지 않 은 단일 조건의 용액을 사용하였기 때문에 각 사이 클에서 측정된 산화용액의 pH는 동일하였다. 환원 용액의 경우, 옥살산 및 시트르산의 첨가로 산화용 액 대비 비교적 낮은 pH가 측정되었다. 실험공정에 따른 pH 상호 비교결과, 실험공정 3이 평균 pH 1.5 로 가장 낮게 측정되었으며, 실험공정 1과 2는 각 각 pH 1.73와 pH 1.79로 옥살산의 투입량과 비례 한 결과 값이 측정되었다. 따라서 재료에 대한 부 식손상은 실험공정 3에서 가장 크게 나타날 것으로 판단된다.
그림 2는 Inconel 600 시험편에 대하여 각 제염 공정의 사이클 종료 후 측정한 무게감소량을 나타 낸 것이다. 무게 감소량은 실험공정에 관계없이 사 이클이 진행됨에 따라 거의 일정하게 증가하는 경
향을 나타내었다. 실험공정 1의 경우 4 사이클에서 는 17.6 mg의 무게감소량을 나타냈다. 실험공정 2 의 경우 실험공정 1과 같이 사이클 증가에 따라 무 게감소량이 지속적으로 증가하는 경향을 나타내었으 며, 4 사이클에서 15.2 mg으로 타 실험공정에 비해 적은 무게 감소량을 나타내었다. 실험공정 3의 경 우 1 사이클에서 4.9 mg이며, 4 사이클에서 18.4 mg으로 지속적으로 증가하는 무게감소량을 나타내 었다. 특히, 실험공정 3의 경우 타 실험공정 대비 가장 큰 무게 감소량을 나타내었으며, 이는 위의 용 액의 부식성 평가와 일치하는 결과를 나타내었다.
그림 3은 Inconel 600 시험편에 대하여 각 제염
Fig. 1 Surface observation of Inconel 600 after decontamination processes
Table 2 Results of pH and conductivity for the reduction regents
1 cycle 2 cycle 3 cycle 4 cycle Average NP pH 2.10 2.10 2.10 2.10 2.10 Process 1 pH 1.67 1.73 1.75 1.75 1.73 Process 2 pH 1.89 1.81 1.74 1.73 1.79 Process 3 pH 1.49 1.55 1.48 1.46 1.49
Fig. 2. Weight loss of Inconel 600 after the
decontamination processes.
한민수 외/한국표면공학회 50 (2017) 332-338 335
공정의 사이클 종료 후 상온의 과망가니즈산에서 측정한 동전위 분극곡선이다. 양극분극의 경우, 모 든 제염조건에서 전위가 OCP기준 귀한 방향으로 이동함에 따라 양극용해반응(anodic dissolution reaction)에 의한 전류밀도가 증가하는 활성화분극 (activation polarization) 구간이 공통으로 관찰되었 으며, 부동태 구간은 공통으로 관찰되지 않았다. 음 극분극 곡선의 경우, 음극분극이 증가함에 따라 산
소확산지배에 의한 농도분극(oxygen concentration polarization) 구간이 관찰되었다. 이후, 산소농도분 극구간보다 더 높은 음극분극에서는 수소가스 발생 형(2H+ + 2e- → H2) 반응에 지배됨에 따라 전류밀 도가 급격하게 증가하였다. 제염조건에 관계없이 전 반적으로 사이클이 진행됨에 따라 미처리 시험편 대비 분극곡선이 우상향으로 이동하는 경향을 나타 내었으며, 이는 실험공정 사이클이 진행됨에 따라 미처리 시험편 대비 내식성이 저하됨을 의미한다.
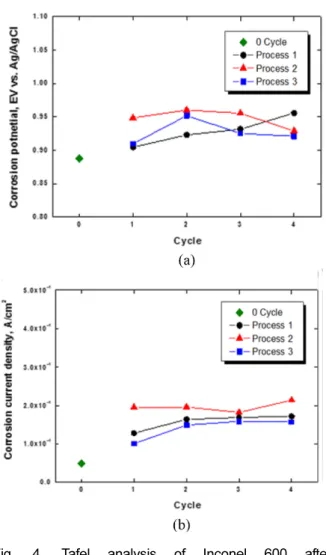
그림 4는 그림 3의 분극곡선에 대하여 타펠외삽 법(Tafel’s extrapolation method)으로 측정한 부식전 위 및 부식전류밀도를 상호 비교한 것이다. 그림 4(a)는 각 실험공정의 사이클 진행에 따른 부식전 위를 상호 비교한 것이며, 모든 실험공정의 각 사 이클에서 미처리 시험편 대비 귀한 전위를 나타내 었다. 실험공정 1의 경우, 1 사이클 이후부터 전위 가 귀방향으로 일정하게 상승하는 경향을 나타내었 다. 1 사이클에서 0.9046 V로 타 실험공정 대비 가 장 적은 값을 나타낸 반면, 4 사이클에서는 0.9558 V
Fig. 3. Polarization curves of Inconel 600 for the Tafel
analysis after the decontamination processes.
Fig. 4. Tafel analysis of Inconel 600 after
decontamination processes.
로 가장 큰 값을 나타내었다. 실험공정 2와 3의 경 우, 0.9211~0.9604 V 범위 내에서 증가와 감소가 반 복되는 경향을 나타내었다. 실험공정 1을 제외한 다 른 공정에서는 특정한 경향이 나타나지 않았으며, 실 험공정 및 사이클 진행에 따른 일정한 부식전위의 경향은 관찰되지 않았다. 부식전위는 실험공정에 관 계없이 0.9046~0.9604 V 범위 내에서 불규칙적인 분 포를 나타내었으며, 각 조건별 부식전위에 대한 경 향성을 부여하기에는 그 차이가 미소한 것으로 사 료된다. 그림 4(b)는 각 실험공정에 대한 사이클 진 행에 따른 부식전류밀도를 비교한 그래프이다. 실험 공정을 시행한 경우, 미처리 시험편 대비 실험공정 1의 1 사이클에서 최소 2.1 배 그리고 실험공정 2의 4 사이클에서 최대 4.4 배까지 부식전류밀도가 상승 하였다. 이는 실험공정이 진행됨에 따라 재료의 부 식속도가 증가함을 의미한다. 각 실험공정에 대한 부식전류밀도의 평균값을 비교해 보면, 실험공정 2 에서 평균 1.94×10-4 A/cm2로 가장 큰 부식전류밀도 값을 나타내었다. 실험공정 1과 3의 경우, 각각 1.58×10-4 A/cm2와 1.42×10-4 A/cm2로 큰 차이를 보이
지 않았다. 그러나, 이는 위의 용액의 부식성 및 무 게감소량 분석과 상반되는 결과이다. 이는 환원공정 중 시험편 표면에 부착된 옥살산염이 모재와 제염 용액의 노출면적을 감소시키는 일종의 장벽 역할을 했기 때문으로 사료된다[9-11]. 따라서, 옥살산의 농 도가 가장 적은 실험공정 2에서 가장 큰 부식전류 밀도가 나타난 것으로 사료된다.
그림 5는 각 실험공정의 사이클 종료 후 표면을 주사전자현미경으로 촬영한 사진이다. 그림 1의 육 안관찰에서 관찰되지 않았던 현저한 부식 손상이 관찰되었다. 공통적으로 입계부식 손상이 관찰되었 으며, 사이클이 진행됨에 따라 손상이 심화되는 경 향을 나타내었다. 실험공정 1의 경우 1 사이클에서 연마흔을 따라 용해반응에 의한 부식 손상이 관찰 되었다. 3 사이클 이후 입계부식에 의한 시험편의 균열 및 결정립 탈락 현상이 관찰되었으며, 사이클 이 진행됨에 따라 입계부식 손상이 심화되는 경향 을 나타내었다. 실험공정 2의 경우 1~3 사이클에서 연마흔을 따라 용해반응에 의한 부식 손상이 주로 관찰되었다. 4 사이클에서 입계부식에 의한 표면손
Fig. 5. SEM analysis of Inconel 600 after the decontamination processes (The arrows indicate loss of grain).
한민수 외/한국표면공학회 50 (2017) 332-338 337
상이 확연하게 관찰되었으나, 타 공정대비 가장 적 은 입계부식 손상이 관찰되었다. 실험공정 3의 경 우, 1 사이클에서 연마흔을 따라 용해반응에 의한 부식 손상이 관찰되었으며, 3 사이클 이후 입계부 식에 의한 시험편의 균열 및 결정립 탈락이 관찰됨 으로써 부식손상이 심화되는 경향을 나타내었다. 주 사전자현미경을 통한 부식손상 상호비교 결과, 실 험공정 2에서 타 실험공정 대비 가장 양호한 표면 이 관찰되었다.
그림 6은 실험공정에 따른 Inconel 600의 부식 손 상에 대한 3D 현미경 분석결과이다. 그림 6(a)는 Inconel 600에 대하여 각 화학제염 실험공정 1~3의 각 사이클 종료 후 표면의 3D 형상 이미지를 나타 낸 것이다. 실험공정에 관계없이 재료표면의 부식 손 상으로 인한 현저한 표면 형상 변화는 관찰되지 않 았으며, 국부적인 공식손상 또한 발견되지 않았다.
실험공정에 관계없이 사이클이 진행됨에 따라 표면 용해반응에 의한 연마흔이 제거됨으로써, 1사이클에 서 손상깊이가 급격하게 감소되었다. 이후 사이클 진행에 따른 불규칙한 손상깊이의 변화를 나타내었 으며, 그 범위는 0.621~1.314 um로 미소하였다.
4. 결 론
본 논문에서는 환원제에 따른 원전기기 재료인 Inconel 600의 부식손상 정도를 파악하기 위해 3가 지 다른 실험공정을 수행하였으며, 매 사이클 종료 후 동전위 분극실험, 무게 감소량 측정 그리고 표 면 부식 손상 분석을 실시하여 아래와 같은 결론을 얻었다.
1. 전기화학적 분극시험 결과, 모든 실험공정에서 미처리시험편 대비 큰 전류밀도를 나타내었다. 부 식전류밀도 크기는 실험공정 2 > 실험공정 1 > 실 험공정 3으로 pH 분석결과와 상호 반대되는 결과 를 나타내었다. 이는 환원공정에서 시험편 표면에 부착된 옥살산염이 모재와 제염용액의 접촉을 저지 시키는 일종의 장벽 형성에 기인한 것으로 판단된다.
2. 무게감소량의 경우, 화학제염의 특성 상 옥살 산 함량이 높은 실험공정에서 큰 무게 감소량을 나 타내었다. 공통적으로 사이클이 진행됨에 따라 거 의 일정한 무게 감소율로 증가하였으며, 제염용액 에 의한 모재의 손실은 불가피 할 것으로 사료된다.
3. 표면 부식 손상 관찰 결과, 주사전자현미경을 통한 표면 관찰 시 현저한 입계부식 손상이 관찰되 었으며, 사이클 진행에 따른 표면 손상은 심화되었 다. 표면손상 정도는 옥살산의 농도가 가장 높은 실 험공정 3에서 가장 크게 나타났으며, 그와 반대로 실험공정 2에서 가장 적은 표면 손상이 관찰되었다.
감사의 글
본 연구는 산업자원통상부 및 한국에너지기술평 가원의 원자력핵심기술개발 지원분야인 “원전 해체 를 위한 냉각재계통 및 기기 제염 상용기술 개발”
의 연구결과로 수행되었으며 (20141510300310), 그 일환인 “원전기기 재질의 화학제염 부식특성 데이 터구축 학술연구용역”의 연구결과로 작성되었음.
References