Copyright
Ⓒ2010 KSAE 1225-6382/2010/107-04 Transactions of KSAE, Vol. 18, No. 5, pp.25-30 (2010)
자동차 열간 프레스 가공 부품의 내식성에 관한 연구
유 지 홍*1)․남 승 만2)
현대자동차1)․현대하이스코2)
A Study on the Corrosion Resistance of Hot Stamped Automotive Parts
Jihong Yoo*1)․Seungman Nam2)
1)
Hyundai Motor Company, 772-1 Jangduk-dong, Hwaseong-si, Gyeonggi 445-706, Korea
2)
Hyundai HYSCO, 313 Donggok-ri, Songsan-myeon, Dangjin-gun, Chungnam 343-831, Korea (Received 5 August 2009 / Accepted 31 March 2010)
Abstract : The authors have studied on the corrosion resistance of the hot stamped steel sheets for the application to automotive parts . Recently automotive companies have focused on the hot stamped parts to meet the light weighting needs and the safe reason. Because of the cost reduction of the hot stamped parts, automotive companies increase the usage of the coated steel sheets, especially Al-Si coated steel sheets. The coated layer of Al-Si coated steel sheets contains up to 50% of Fe, which was diffused from the steel sheet, after hot stamping. The hot stamped steel sheet was not phosphated due to the oxidation layer of the coating, however, the result of the water resistance test is similar to that of the conventional GA steel sheets. The pitting depth and the weight reduction of the coated layer of hot stamped steel sheets are less than those of GA steel.
Key words : Hot stamped parts(열간 프레스 가공 부품), Aluminized steel sheets(알루미늄 도금강판), Corrosion (부식), Water resistance(내수성)
1. 서 론
1)
자동차의 측면충돌법규가 2000년 이후 한층 강화 되면서, 측면 충돌 시 승객 상해치를 줄이기 위하여 시트밸트, 에어백 등과 같은 많은 안전장치가 개발 되어 왔다. 그러나 차체 변형에 의해 상해를 입는 경 우가 대부분으로 안전장치가 근본적인 해결책이 되 지 못한다. 차체 변형을 최소화하기 위해 자동차 업 계에서는 초고장력강판(Advanced High Strength Steel)의 자동차 적용연구가 활발하게 진행하여 온 결과, 기존 440MPa 급 강판을 적용하던 프론트 사이 드 멤버 등 일부 부품에 780MPa급 강판을 적용하는 등 많은 성과가 나오고는 있으나,1-3) 1,000MPa급 이
*
Corresponding author, E-mail: [email protected]
상의 강판을 적용하는 것과 같이 획기적으로 강도 를 올리는 데는 아직까지는 해결해야 할 과제가 많 이 남아있다. 예를 들어 고강도로 갈수록 상온에서 의 성형성 확보가 어려우며 스프링백이 커지는 문 제를 금형으로 해결하는 것과 같은 과제는 계속 해 결해야만 하는 과제로 남아있다.
최근 들어 이러한 소재와 가공기술의 한계를 뛰 어넘을 수 있는 공정 기술이 개발되어 일부 차종에 소량 적용하고 있다. 이는 열간 프레스 가공(hot- stamping)이라 불리는 고온 성형 기술에 대한 연구 결과로, 유럽 선진 자동차사를 중심으로 적용하기 시작했다. 열간 프레스 가공 기술은 기존의 상온에 서 이루어지는 프레스 성형과 달리 고온에서 이뤄 지므로, 성형성에 특별한 제약을 받지 않으며 또한
유지홍․남승만
열처리효과에 의해 초고강도를 달성할 수 있는 장 점이 있다. 이는 강판이 고온으로 올라갈수록 항복 강도가 낮아져 스프링백이 작아지며, 연신률을 포 함한 성형성이 증가하므로 프레스 성형성이 높아지 기 때문이다. 또한 강판내의 탄소함량 증가에 따라 소재 강도를 향상시키는 조직인 마르텐사이트 (Martensite) 상을 급냉에 의해 발달시킬 수 있기 때 문이다.
열간 프레스 가공 공법은 900°C이상의 고온으로 가열 후 냉각하는 기술이기 때문에 소재의 고온 안 정성을 위하여 도금강판을 사용하는 것이 일반적이 다. 도금층은 열간 프레스 가공 후에도 균일하고 안 정된 피막을 유지해야 하고, 산화피막 발생이 없어 야 한다. 자동차 업체의 설계 개념에 따라 일부 비도 금재를 사용하는 경우도 있으나, 열간 프레스 가공 후 용접, 도장 등의 후속 공정을 위해서는 산화피막 을 기계적으로 제거하는 공정이 반드시 추가되므 로, 원가 부담을 최소화하기 위해 도금 강판을 사용 하는 경우가 대부분이다.
열간 프레스 가공 부품의 적용 확대를 위해 본 연 구에서는 도장성 및 내식성을 연구하였다.
2. 본 론 2.1 소재
열간 프레스 가공용 소재는 기존의 자동차용 고 장력 강판과 달리 가열을 통해 성형성을 확보하고 급냉을 통해 고강도화를 달성할 수 있는 열처리 특 성이 요구된다. 일반적으로 강도를 결정하는 탄소 (C), 망간(Mn)과 열처리성 확보를 위해 보론(B)이 첨가된다. 열처리 후 강도에서 가장 큰 영향을 미치 는 성분은 탄소(C)이다.4) 그러나 일정량 이상의 탄 소함유는 취성을 동반하기 때문에 박강판의 경우에 는 대체적으로 0.2% 정도의 탄소함량에서 인성 (toughness)을 잃지 않는 것으로 보고되고 있다.5,6) 탄소 외에도 미량의 보론 첨가가 열처리성을 향상 시킨다.7)
본 실험에서는 Arcelor-Mittal 소재를 사용하였다.
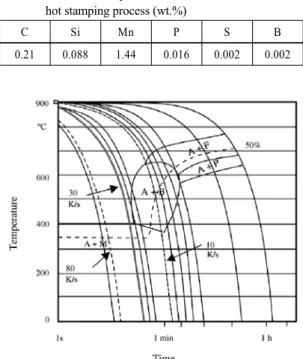
화학성분은 Table 1에 나타내었으며, Fig. 1은 연속 냉각변태(Continuous Cooling Transformation ; CCT) 곡선이다. 보론 성분은 페라이트(ferrite) 상의 출현
Table 1 Chemical Composition of the steel sheet used for the hot stamping process (wt.%)
C Si Mn P S B
0.21 0.088 1.44 0.016 0.002 0.002
Fig. 1 CCT curve of the developed alloy10)
을 억제하는 효과가 있어 결과적으로 임계 냉각속 도를 저하시킴으로써 원하는 마르텐사이트 상을 용 이하게 얻게 해 준다.8,9)
CCT 곡선에서 사용 소재의 임계 냉각속도는 27~30°C/s이다. 열간 프레스 가공 시 냉각속도가 이 보다 느릴 때는 마르텐사이트(M)상 중에 베이나이 트(B)상이나 페라이트(F), 펄라이트(P)상이 출현하 게 되어 목표로 하는 강도를 얻기 위해서는 적절한 냉각방법을 통해 임계 냉각속도 이하로 급냉을 해 야 한다.
열간 프레스 가공은 900°C이상의 고온으로 가열 후 냉각하는 기술이므로, 소재의 고온 안정성을 위 하여 Al-Si계 도금재 사용이 대부분이며, 합금화용 융아연(Galvaannealed; GA)도금재의 경우에는 제한 적으로 연구되고 있다.
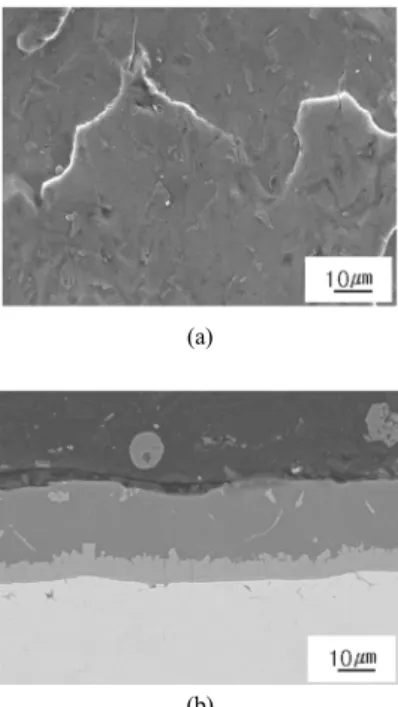
본 연구에서는 비도금재, Al-Si 도금재(편면부착 량 80 g/m2)를 사용하였다. Fig. 2는 도금 단면층을 주사전자현미경(Scanning Electron Microscopy; SEM) 으로 관찰한 결과이다. Fig. 2(b)를 보면 Fe층과 Al-Si 층 사이에 화합물층이 존재함을 알 수 있는데 Al-Fe-Si의 화합물로 분석됐다.
자동차 열간 프레스 가공 부품의 내식성에 관한 연구
(a)
(b)
Fig. 2 SEM image views of Al-Si coated layer before hot stamping; (a) surface (b) cross-section
2.2 소재 가열 시험
열간 프레스 가공 공정을 모사하기 위해서 950°C 에서 5분간 블랭크를 가열, 10초 동안 공냉 후 금형 을 이용하여 150~200°C까지 금형 냉각을 행한 후 도 금 층의 구조 및 성분 등을 분석하였다. Fig. 3은 열 간 프레스 가공 후 도금 표면 및 단면의 전자현미경 사진이며 Fig. 4는 열간 프레스 가공 후의 도금재 글 로우 방전 발광분석(Glow Discharge Spectroscopy ; GDS) 결과이다.
열간 프레스 가공 전, 후의 조도 측정 결과, 열간 프레스 가공 전(Ra 0.809㎛)에 비해 열간 프레스 가 공 후(Ra 2.423㎛) 약 3배 거칠어졌다. 또한 도금 층 은 단일 구조가 아닌 다층 구조를 가지는 것을 알 수 있으며 도금두께가 열처리 전 23.22㎛에 비해 열처 리 후 34.09㎛로 두꺼워 졌다. SUEHIRO11) 등에 의 하면 표면에서 내측으로 BCC 구조의 Fe2Al5 및 FeAl2 등의 화합물을 형성하는 것을 확인하였다.
2.3 소재 도장성 평가
자동차 강판은 차체 부품 성형 후 전착 공정을 거 쳐 도장하게 된다. 일반적으로 도장 밀착성을 향상
(a)
(b)
Fig. 3 SEM image views of Al-Si coated layer after hot stamping; (a) surface (b) cross-section
Fig. 4 GDS results of Al-Si coated layer after hot stamping
시키기 위해서 전착 전에 인산염피막 처리를 행한 다. 열간 프레스 가공 공정 모사 시편을 인산염 처리 를 한 후 표면 분석 결과를 Fig. 5에 나타내었다. 인 산염 처리 전 Fig. 3(a)와 같은 표면 형상으로 인산염 피막이 관찰되지 않았으며, X-선 분광분석(Energy Dispersive Spectrometer ; EDS) 을 통해서도 인산염 피막이 생성되지 않았음을 확인하였다. 이는 표면
Jihong Yoo․Seungman Nam
Fig. 5 Surface structure from SEM image of plating layer after hot stamping
(a) (b)
Fig. 6 Surface of the steel sheet from optical image after the water resistance test ; (a) 240h (b) 480h
에 존재하는 Fe-Al계 화합물 층이 기존 인산염 피막 성분에 반응을 하지 않기 때문이다.
Fig. 6은 도장의 내수 밀착성 시험한 결과이다. 이 시험은 전착 후 40°C의 증류수에 240 및 480 시간 침 적한 시편을 가이드를 이용하여 칼날로 모재가 드 러날 정도로 절단 한 후에 도장의 박리 유무를 판단 하는 시험법이다. 열간 프레스 가공 후의 내수밀착 성은 우수한 결과를 나타내었으며, 일반적으로 자 동차에 사용되는 GA 강판과 유사한 정도이다. 이는 인산염피막이 없더라도 Fig. 5에서 보는 것과 같이 열간 프레스 가공 한 강판은 표면이 거칠어 도장 페 인트와의 접촉면이 크기 때문에 밀착성이 우수한 것으로 사료된다.
2.4 소재 내식성 평가
열간 프레스 가공 공법은 900°C이상의 고온으로 가열 하기 때문에 Al-Si 도금재 표면까지 Fe가 50wt.% 정도까지 확산되어 있다. 이는 부식환경에
(a)
(b)
Fig. 7 Appearance of samples (a) before (b) after hot stam- ping during CCT
노출되었을 때 어떠한 영향을 미치는지를 평가하기 위해서 도장하지 않은 상태 그대로 복합환경부식시 험(Cyclic Corrosion Test)을 진행하였다. 시험방법은
“염수분무(5%NaCl, 35°C, 95%Relative Humidity ; RH 5hr) → 건조(70°C, 30%RH, 2hr) → 습윤(50°C, 95%RH, 3hr) → 건조(60°C, 30%RH, 2hr)”의 과정을 거치게 된다.
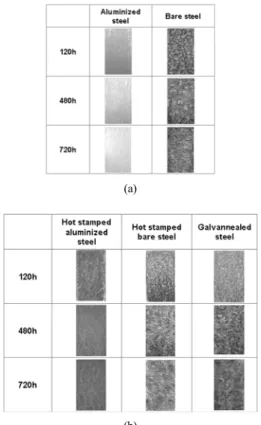
Fig. 7에 복합환경부식시험 후의 표면을 나타내 었다. 열간 프레스 가공용 비도금재는 열간 프레스 가공 전, 후 관계없이 표면에 적녹이 발생하였으나, Al-Si 도금재는 열간 프레스 가공 후에만 적녹이 발 생 하였다. 이는 가열 공정에서 Fe가 도금재 표면까 지 확산함에 따른 것이다. 일반적으로 내식성이 요 구되는 부품에 사용되는 GA 도금 강판(도금 부착량 45g/m2)과 비교 시험을 진행한 결과 720시간 후 강 판에 구멍이 발생 할 정도로 오히려 부식 정도가 심 하였다.
Fig. 8, 9는 부식정도를 정량적으로 파악하기 위
A Study on the Corrosion Resistance of Hot Stamped Automotive Parts
Fig. 8 Change of the pitting corrosion depth during CCT (A ; Hot stamped aluminized steel, B ; Hot stamped bare steel, C ; Galvannealed steel)
Fig. 9 Change of the weight reduction during CCT (A ; Hot stamped aluminized steel, B ; Hot stamped bare steel, C ; Galvannealed steel)
해 150×75mm의 시편으로 최대부식 깊이 및 무게 손 실량을 측정한 결과이다. 최대부식 깊이는 단면 이 미지 분석을 통해 측정하였고, 무게 손실량은 CCT 시험 전 후의 무게를 측정하였다. 열간 프레스 가공 용 비도금재는 부식 깊이 및 무게 손실양이 최대인 것은 당연한 결과이다. 도금재인 경우에는 외관상 열간 프레스 가공 후, 표면에 확산된 Fe로 인하여 적 녹이 발생하였으나, 부식 깊이 및 무게감량 결과는 오히려 GA 도금 강판보다 우수한 것을 알 수 있다.
2.5 부품 설계 및 제작
열간 프레스 가공은 고강도 차체 구조재에 적용 하는 것이 일반적이다. 이 공법을 적용한 가장 대표 적인 부품은 센터필라(Center Pillar)로, 차량의 측면
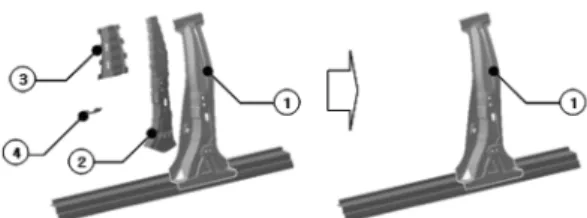
Fig. 10 New design concept of hot stamping center-pillar assembly
충돌 시에 승객을 보호하는 가장 중요한 구조용 부 품이다. 이러한 구조용 부품은 충돌 시 변형을 최대 한 억제할 수 있는 재료선정 및 구조 설계가 중요하 다. 본 연구에서는 설계단계에서부터 열간 프레스 가공의 장점을 살려 기존 보강재(Reinforcements)를 통합하는 부품통합화를 실현하였다. 즉, Fig. 10에 나타낸 것과 같이 기존의 어셈블리(assembly)를 구 성하는 4개 부품을 열간 프레스 가공을 적용할 경우 1개 부품으로 줄일 수 있었다.
소재 시험을 통해 열간 프레스 가공 부품 제작에 는 Al-Si 도금재를 선정하였고, 블랭크 가열온도는 실험을 통해 표면상태가 양호하고 오스테나이트 조 직으로 존재하는 동시에 이동시간을 고려하여 950°C를 목표로 하였다.
본 연구에서 제작된 열간 프레스 가공 부품은 블 랭크 제작, 가열로 내에서 블랭크 가열, 금형내 투 입, 성형 후 유지(냉각) 등의 일련의 연속공정으로 제작되었다
2.6 부품 평가
제작된 열간 프레스 가공 부품의 도금층을 분석 한 결과를 Fig. 11에 나타내었다. 성형 공정 중 소성 변형 및 금형과의 마찰이 있음에도 불구하고, 도금 상태는 소재시험 결과와 유사한 균일하고 안정된 도금층을 유지하였으며, 이를 통해 열간 프레스 가 공 부품 자체의 도장성 및 내식성 또한 우수할 것으 로 판단된다.
3. 결 론
충돌안전을 위하여 적용되고 있는 열간 프레스 가공 부품의 도장, 내식성에 관한 연구를 진행 한 결 과 다음과 같은 결론을 얻었다.
유지홍․남승만
(a)
(b) (c)
Fig. 11 Appearance and SEM image views of Al-Si coated layer after hot stamping; (a) appearance (b) surface (c) cross-section
1) 열간 프레스 가공용 Al-Si 도금재는 표면의 Fe-Al 계 화합물이 산에 매우 안정적이기 때문이며, 인 산염 피막이 형성되지 못하나, 열간 프레스 가공 한 강판은 표면이 거칠어 도장 페인트와의 접촉 면이 크기 때문에 도장 밀착성이 우수하다.
2) 열간 프레스 가공용 Al-Si 도금재는 표면까지 확 산된 Fe로 인하여 외관에 적녹이 발생하나, 부식 깊이 및 무게감소 결과는 오히려 합금화용융아 연(GA) 도금강판보다 우수하므로, 내식성이 요 구되는 부품 적용이 가능하다.
3) 열간 프레스 가공 부품은 성형 공정중의 소성변 형 및 금형과의 마찰이 있음에도 불구하고, 균일 하고 안정된 도금층을 유지하였다.
References
1) J. R. Fekete, “A Comparison of Energy Ab- sorption of HSLA vs. Dual Phase Sheet Steel in
Dynamic Crush,” IBEC, 2001.
2) J. Shaw, “Steel Strength and Processing Effects on Impact Deformation for a Crash Energy Management Component,” SAE 2001-01-1053, 2001.
3) S. B. Kim, “Dynamic Tensile Characteristics of the High Strength Steel Sheet for an Auto- body,” Transactions of KSAE, Vol.15, No.1, pp.171-176, 2007.
4) G. Krauss, Steels, Heat Treatment and Proces- sing Principles, ASM International, 1990.
5) A. R. Marder and G. Krauss, “The Morphology of Martensite in Iron Carbon Alloys,” Trans.
ASM 60, pp.651-660, 1967.
6) A. R. Marder and G. Krauss, “Hardenability Concepts with Applications to Steel,” AIME, Vol.238, 1978.
7) A. K. Sinka, Physical Metallurgy Handbook, McGraw Hill Handbooks, pp.1.23,13.123, 2003.
8) L. Vaissiere, “Development of Pre-Coated Boron Steel for Applications on PSA Peugeot Citroen and RENAULT Bodies in White,” SAE 2002-01-2048, 2002.
9) X. Bano and J. P. Laurent, “Heat Treated Boron Steels in the Automotive Industry,” 39th Me- chanical Working and Steel Processing Con- ference Proceedings, Vol. XXXV.
10) M. Merklein and J. Lechler, “Investigation of the Thermo-mechanical Properties of Hot Stamping Steels,” J. Mat. Proc. Tech., Vol.
177(1-3), pp.452-455, 2006.
11) M. Suehiro, “Properties of Aluminum-coated Steels for Hot-forming,” Nippon Steel Technical Report, No.88, 2003.