재활용 절삭칩으로 제조된 AC2B 합금의
용체화 열처리에 따른 미세조직 및 기계적특성 변화
김동혁·윤종천·최창영·최시근·홍명표·신상윤 *·예병준 *
†
한국생산기술연구원, *경북대학교 금속신소재공학
Changes of Microstructures and Mechanical Properties of Recycled AC2B Alloy Chip Fabricated by Solution Heat Treatment
Dong-Hyuk Kim, Jong-Cheon Yoon, Chang-Young Choi, Si-Geun Choi, Myoung-Pyo Hong, Sang-Yoon Shin* and Byung-Joon Ye*†
Korea Institute of Industrial Technology, Daegu 42990, Republic of Korea
*Depatment of Metallurgical Engineering Graduate School of Kyungpook National University, Daegu 41566, Republic of Korea
Abstract
Changes in the microstructures and mechanical properties of an AC2B alloy through solution heat treatment were investigated using recycled AC2B cutting chips as raw material. The as-cast microstructure of the AC2B alloy comprised α-Al, Al
2Cu, and coarse needle-shaped phases considered to be eutectic Si and an Al-Fe-Si based intermetallic compound. After solution heat treatments at 505
oC for 1 h and 6 h, the samples showed complete dissolution of Al
2Cu and relatively fine distribution of intermetallic compounds. Hardness test results showed that the hardness rapidly increased after the solution heat treatment for 1 h by solid solution hardening, and the increase of hardness exhibited a plateau from 1 h to 6 h. The results of the hardness and tensile tests showed that there was no visible difference in the effect of 1 h and 6 h solid solution treatment.
Key words : Al-Si-Cu system, AC2B, Cutting chip, Recycling, Solution heat treatment
1. 서 론
경제·산업 발전과 더불어 생활수준이 향상됨에 따라 소비 증가와 더불어 많은 양의 생활 및 산업 폐기물이 발생하고 있으며, 이에 따른 폐기물 처리 문제가 심각하게 대두되고 있다. 지구환경 보호를 위한 이산화탄소 배출감소 협약 등 전 세계적인 환경보호 노력과 국제적인 규제를 앞두고, 운송 기기 분야에서도 새로운 경량재료 개발과 경량재료 부품의 적용확대로 연비향상과 환경보호를 위한 노력이 가중되고 있 다[1-4].
현재 대표적인 경량재료로 가장 많이 사용되고 있는 알루 미늄은 보오크사이트(Bauxite) 채광부터 시작하여 베이어 법
(Bayer Process)을 통한 알루미나 생산을 거쳐 전기분해 공 정을 통해 생산된다. 각 과정에서 알루미늄 1톤 생산시 배출 되는 CO2량을 살펴보면, 보오크사이트(Bauxite)에서 알루미나 를 생산하는데 약 2.4톤, 알루미나의 전기분해 공정에서 약 7.7톤, 원료의 수송과정에서 약 0.5톤이 배출되어, 합계 약 11톤의 CO2가 배출된다. 한편 알루미늄 재생 지금의 경우 스크랩의 수거와 전처리, 재용해 등의 공정을 거쳐 생산되며, 이때 배출되는 CO2량은 1차 지금에 비해 약 1/10에 불과하 다[5,6]. 또한 알루미늄 스크랩을 재 용해하여 알루미늄을 제 조 할 경우 에너지 소비를 현저히 절감할 수 있으며[7], 알 루미나로부터 1 kg의 알루미늄을 추출하는데 이론적으로 소요 되는 에너지는 29,500 kJ인 반면, 1 kg의 스크랩을 재용해
Received: Mar. 8, 2018 ; Revised: Mar. 27, 2018 ; Accepted: Apr. 4, 2018
†
Corresponding author: Byung-Joon Ye (Kyungpook Nat'l Univ.) Tel: +82-53-950-5567, Fax: +82-53-950-5559
E-mail: [email protected]
Journal of Korea Foundry Society 2018. Vol. 38 No. 2, pp. 32~40 http://dx.doi.org/10.7777/jkfs.2018.38.2.32 pISSN 1598-706X / eISSN 2288-8381
© Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative-
commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the
original work is properly cited.
하는데 필요한 에너지는 961 kJ에 불과하므로, 그 차이는 약 30배에 달한다고 보고되고 있다[8]. 즉 알루미늄 스크랩의 재 활용은 에너지 절약뿐만 아니라 온실가스 배출저감, 자원절감 측면에서도 매우 효과적인 것으로 알 수 있다. 하지만 알루 미늄 가공칩의 경우 칩의 표면적 용적비로 인한 표면 산화가 발생하게 되어 스크랩을 용해 하기가 매우 어렵다[9]. 또한 알루미늄 스크랩의 용해에 의한 용융금속 산화물에 의해 약 20%까지 재료를 손실로 이어질 수 있다[10]. 또한 기계적인 방법으로 재활용된 알루미늄 스크랩의 경우 다양한 합금을 포함하고 있다. 특히 알루미늄 스크랩의 경우 다량의 Fe와 Si 그리고 Zn을 함유하고 있다. 이러한 과제를 해결하기 위 해서는 다음과 같은 많은 연구가 이루어지고 있다. 1) 알루 미늄 스크랩에 함유된 다량의 원소를 분리 기술, 2) 알루미 늄 스크랩의 친화적인 합금설계 연구, 3) 알루미늄 스크랩의 새로운 재활용 공정 연구 등 많은 연구가 이루어지고 있다 [11]. 이러한 연구가 지속적으로 이루어진다면 전 세계적으로 거래되고 있는 알루미늄 스크랩의 원자재로서의 활용성이 증 대할 것으로 판단된다[12].
알루미늄 합금은 우수한 강도와 철강에 비해 낮은 밀도, 뛰어난 내식성을 제공 할 수 있으므로, 알루미늄 및 알루미 늄 제품의 세계적인 수요가 증가하고 있다[13]. 특히 Al-Si- Cu계 AC2B 합금은 주조성과 기계적 성질이 우수하여 실린 더 헤드 등과 같은 자동차 부품에 널리 사용되고 있으며 [14,15], 자동차 관련 제품에 다양하게 적용되는 합금으로 크
게 향상된 기계적 성질은 열처리를 통해 생성된 석출물들인 θ-(Al2Cu)상, Q-(Al5Cu2Mg8Si6)상, Mg2Si상에 기인된다[16- 18]. 이 중 θ-(Al2Cu)상은 합금 내에서 미세한 Al-Al2Cu 공 정조직을 형성하거나, θ-(Al2Cu)이 단독으로 석출하여 석출 강화에 크게 기여하는 것으로 알려져 있다[19]. 시효 열처리 를 통해 많은 미세한 석출물을 얻기 위해서는 주조 중 이미 생성된 상기의 석출물들을 용체화 처리를 통해 충분히 재용 해시켜야만 한다. Al-Si-Cu계 합금에서 미세한 θ-(Al2Cu)상 이 500oC에서 64시간 용체화 처리 후에도 잔류한다는 연구 결과도 보고된 바 있으며[20], θ-(Al2Cu)상의 재용해 속도는 합금 조성의 차이를 고려하더라도 연구자에 따라 큰 차이를 보인다.
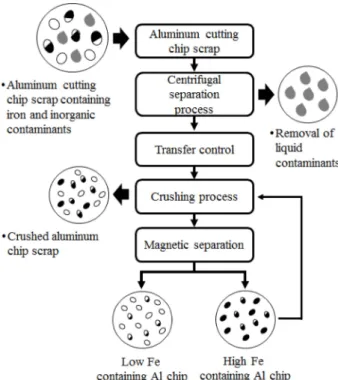
따라서, 본 연구에서는 Al-Si-Cu계 AC2B 합금으로 제조 된 자동차용 부품을 가공·배출된 절삭칩을 Fig. 1과 같은 공 정으로 재처리 후 재용해한 시험편을 이용하여 용체화 처리 시간에 따른 미세조직 및 경도 변화 관찰을 목적으로 하였고, 재용해된 AC2B 절삭칩의 용체화 처리조건을 확립하고자 하 였다.
Fig. 1. Flow chart of the magnetic separation processes for aluminum
cutting chip scrap. Fig. 3. Flow chart of experimental method.
Fig. 2. AC2B alloy cutting chip scrap employed in this study.
2. 실험 방법
2.1 합금의 용해 및 주조
본 연구에 사용된 AC2B 절삭칩의 경우 절삭유 등 액상 오염물이 중량 기준 약 20% 이상을 차지한다. 이를 효과적 으로 제거하기 위하여 원심분리 공정을 통한 액상오염 물질 을 제거 후 2~5 mm 정도의 크기로 분쇄하여 1회 자력선별 하였다. 확보된 AC2B 합금 절삭칩의 이물질을 제거하기 위 하여 에탄올을 이용하여 세척하였다. Fig. 2는 오염물이 제거 된 AC2B 절삭칩을 나타내었으며, Fig. 3과 같은 방법으로 재처리된 AC2B 절삭칩의 실험 및 평가를 진행하였다. 준비 된 AC2B 절삭칩을 고주파 용해로에 흑연 도가니를 삽입하 여 용해하였으며, 이때 용탕 온도는 750oC를 넘지 않게 관리 하였다. 주입전 G.B.F (Gas Bubbling filtration) 장치를 활 용하여 탈가스제 (알루가스 202)와 아르곤 가스로 15분간 탈 가스 처리 하였으며, 탈가스 후 용탕 안정화를 위해 10분간 유지시켰다. 처리된 AC2B 용탕을 200oC로 가열된 시험편 금 형에 690oC의 출탕온도로 주입하여 200(w) × 30(L) × 150(h) mm 크기의 ingot 형태로 제작하였으며, 그 화학 조성을 Table 1에 나타내었다.
2.2 용체화 처리
미세조직 및 기계적 특성평가를 위해 ASTM E8M-04[21]
규격에 따라 인장시편 (봉상, 표점길이 30 mm, 지름 6 mm) 을 제작하였다. 열처리 후 인장시편 가공할 경우 가공시 발 생하는 가공열에 의해 열처리된 시편에 문제가 발생할 수 있 기 때문에 인장시편으로 먼저 가공 후 열처리 진행하였다.
ASTM AC2B T6 열처리 규격에 해당하는 용체화 조건과 동일하게 열처리를 실시하였고[22], 열처리 후의 인장시편의 표점 거리의 변형은 거의 없음을 확인하였다. 열처리로를 이 용하여 505oC에서 1시간 간격으로 6시간까지 열처리를 진행 하였으며, 용체화 처리를 505oC로 고정한 이유는 상용 AC2B 합금에서 가열 중 액상이 생기기 시작하는 온도가 536oC이고, 또 실제 열처리 조업에서 다량의 시편들을 장입하 여 모든 시편에서 균일한 온도를 얻기 어려우므로 505oC를 안정한 조업이 가능한 최대 온도로 판단하였기 때문이다.
2.3 미세조직 관찰
미세조직 관찰용 시편과 인장시편은 주조결함이 적은 잉곳 의 중하부에서 채취하였으며, AC2B 절삭칩의 미세조직 관찰 과 용체화 처리 시간에 따른 α-Al 내에 고용된 용질원소 및 각상의 평균 결정립 크기를 측정하였으며, 분율은 이미지 분
석기를 이용하여 정량화 하였다.
미세조직 관찰 및 각상의 조성을 분석하기 위하여 연마 후 Keller’s 수용액으로 에칭한 후 광학현미경(Optical Microscope, Carl zeiss, Axio Observer. D1m)으로 관찰하였다. 주조재 및 용체화 처리 시간에 따른 AC2B 절삭칩의 미세조직의 조 직분석은 주사전자현미경(Scanning Electron Microscope, Hitachi, SU8020)과 에너지 분산형 분광 분석법(Energy Dis- persive X-ray Spectroscopy, Horiba)으로 실시하였다.
2.4 기계적특성 평가
AC2B 절삭칩의 용체화 처리 시간에 따른 기계적특성 평 가는 경도와 인장시험으로 평가하였다. 경도는 미세조직 관찰 용 시편을 연마하여 브리넬 경도기를 사용하여, 10 mm 지름 의 강구와 하중 500 kg으로 측정하였다. 시편당 5회씩 측정 하였으며, 측정된 값의 최대값과 최소값을 제외한 나머지 값 의 평균을 산출하여 표준편차와 함께 나타내었다. 용체화 처 리 후 인장시험은 INSTRON 5988을 이용하여 상온에서 1 mm/min의 속도로 5회 실시하였으며, 경도시험과 동일하게 최대값과 최소값을 제외한 나머지의 평균값을 나타내었다.
3. 결과 및 고찰 3.1 미세조직 관찰
Al-Si-Cu계 합금은 일반적으로 Al dendrite, 공정 Si, Chinese script 형상의 α-화합물 상(Al8Fe2Si), 침상의 β-화합물 상 (Al5FeSi)과 Cu 공정상으로 구성된 조직을 가지고 있다[23].
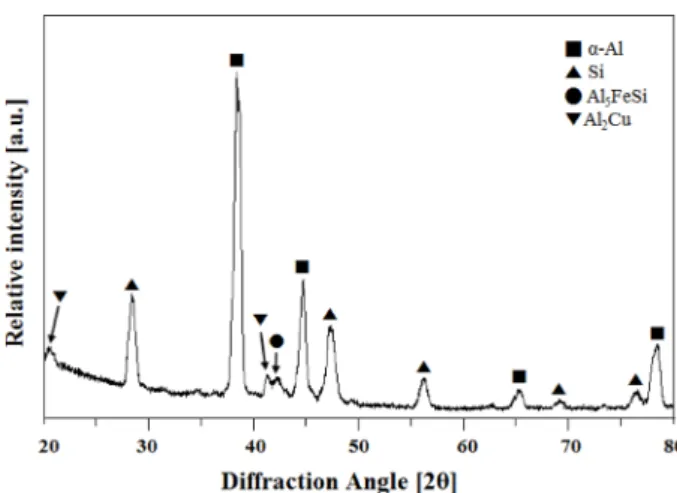
Fig. 4와 Fig. 5는 AC2B 합금의 X-선 회절 결과로, 본 합
Table 1. Chemical composition of AC2B chip used in the present study (wt%).
alloy Si Cu Fe Mg Zn Ti Al
AC2B Chip 6.40 3.08 0.59 0.12 0.04 0.02 Remainder
Fig. 4. Result of X-ray diffraction of the As-cast AC2B alloy.
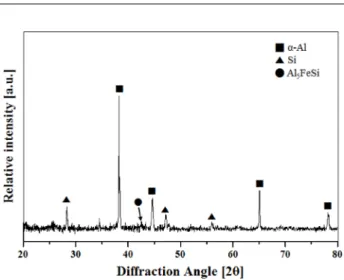
금을 구성하고 있는 상을 나타내었다. 주조상태의 경우 α- Al, 공정 Si, Cu 공정상 그리고 침상의 Al5FeSi으로 구성된 조직임을 알 수 있었으며, 용처화 처리 후 구성하고 있는 상 은 α-Al, 공정 Si 그리고 침상의 Al5FeSi으로 구성된 조직 임을 알 수 있었다. 그리고 주조재 상태에 나타난 Cu 공정상 은 나타나지 않았다. X-선 회절 결과를 바탕으로 광학현미경 및 주사전자현미경을 활용하여 미세조직 관찰을 통한 구성된 상에 대한 비교분석을 진행하였다.
Fig. 6(a)는 광학현미경으로 관찰한 AC2B 합금 주조재의 미세조직을 나타내었다. 공정 Si와 침상의 공정상들의 분포로 판단되며, Fig. 6(b)는 SEM으로 관찰된 AC2B 합금의 미세 조직 관찰된 상은 공정 Si, Cu 공정상, 그리고 침상의 Al5FeSi상으로 생각되며, EDS 분석을 통한 성분분석 결과를
Fig. 7과 Table 2에 나타내었다.
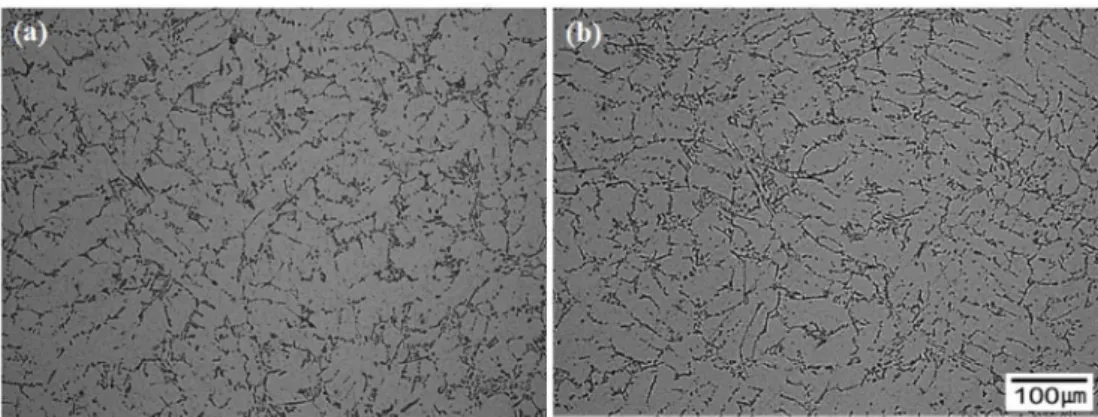
Fig. 8은 용체화 처리 시간에 따른 AC2B 합금의 미세조 직 변화를 나타낸다. Fig. 8(a)와 (b)는 각각 1시간과 6시간
Fig. 5. Result of X-ray diffraction of the As-cast AC2B alloy after
solution heat treatment for 1h.
Fig. 6. As-cast microstructures of AC2B alloy by (a) OM and (b) SEM.
Fig. 7. SEM-EDS results for as-cast AC2B alloy sample.
에 대한 미세조직으로 주조재 시편의 미세조직으로 공정 Si과 침상이 확인할 수 있다. Fig. 9는 용체화 처리 시간에 따른 SEM 사진을 나타내었다. SEM 사진을 보면 알 수 있듯이 공정Si 및 침상의 Al5FeSi상이 관찰되었으며, 1시간 및 6시 간 용체화 처리한 AC2B 합금의 시편에서는 Cu 공정조직은 거의 관찰되지 않았다. Cu 공정조직의 경우 505oC에서 1시간 이상 용체화 처리만 하여도 그 양이 현저하게 감소한 것을 알 수 있었다. 따라서 505oC에서 1시간 이상 용체화 처리 시 Cu 공정상의 대부분이 재용해 되었음을 알 수 있었으며, 각 상에 대한 EDS 성분분석 결과를 Fig. 10과 Table 3에 나 타내었다.
3.2 Al-Si-Cu(AC2B)계 합금의 Cu 공정상의 분해 및 석출
Al-Si-Cu(AC2B) 합금은 5.0~7.0wt% Si과 2.0~4.0wt% Cu 의 조성을 가지는 합금으로 Si에 유동성이 그리고 Cu에 의 해서 강도가 향상된다. Si 첨가 및 비교적 응고 범위를 나타 내기 때문에 유동성이 우수하며, Si의 함유량이 공정조성에 포함되기 때문에 우수한 기계적 특성을 나타낸다. 또한 Al- Si-Cu계 합금은 열팽창계수가 적으며, 열적 안정성이 높은 특정이 있다[24,25]. AC2B 합금의 용체화 처리시 기계적 특 성의 향상에 미치는 인자는 정출상인 Cu 공정상의 분해시간, Cu 용질원소의 확산시간 그리고 공정 Si의 개량화 정도이다.
Al-Si-Cu계 합금에서 정출상인 Cu 공정상 입자의 분해는 α- Al dendrite 기지내로 Cu 용질원자의 확산에 의해 제어가 된다는 가정하에 구형 확산영역의 r(raduus)와 확산계수(D) 관계에 의해 Cu 공정상 분해 시간을 식(1.1)과 같이 나타내 었다[26].
(1.1)
여기서, k = Co− Ci/Cp− Co, Ci: 기지내에서 용질원서의 농도, Cp : 정출상 입자에서 용질원소의 농도이다.
d r d ts
--- kD
--- r
– k D
πt --- –
= Table 2. Compositional analysis for AC2B as-cast sample by SEM-
EDS (wt%).
Element Al Si Cu Fe Total
1 62.75 35.00 2.26 100.00
2 58.20 17.38 24.42 100.00
3 100.00
Fig. 9. Microstructures of AC2B alloy after solution heat treatment for (a) 1h, (b) 6h by SEM.
Fig. 8. Microstructures of AC2B alloy after solution heat treatment for (a) 1h, (b) 6h by OM.
정출상인 Cu 공정상의 분해 후 α-Al dendrite 기지내로 Cu의 용질원소가 완전히 고용하는데 필요한 시간은 식(1.2)와 같이 표현된다[25].
(1.2)
여기서, l: Primary dendrite spacing, D: diffusion coeffi- cient (m2/s−1) 이다.
Cu의 용질원자가 α-Al dendrite 기지내로 확산되는데 필요 한 시간은 α-Al dendrite의 입자크기와 확산계수에 의해 고 려된다.
따라서, 본 실험에서는 α-Al 내에 고용된 용질원소 및 각 상의 조성을 분석하기 위하여 연마 후 Keller’s 수용액으로 에칭한 후 주사전자현미경(SEM, Hitachi, SU8020)과 연계된 에너지 분산형 분광 분석법(EDS) 장치를 이용하였으며, 각 상의 평균 결정립 크기를 측정하였으며, 분율은 이미지 분석 기를 이용하여 정량화 하였다.
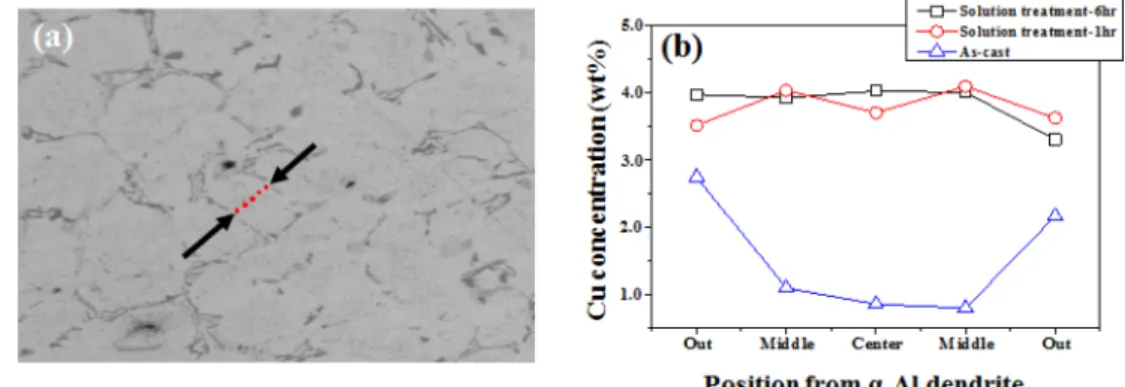
용체화 처리 시간이 증가함에 따른 α-Al dendrite 기지내 의 Cu 용질원자의 농도를 측정하기 위하여 EDS 분석을 실 시하였으며, 이 결과를 Fig. 11에 나타내었다. As-cast 상태에 서의 α-Al dendrite 외각부의 Cu 용질 농도는 약 2.2~2.7 wt%로 나타났다. 중심의 Cu 용질 농도는 약 0.8wt%로 나 타났다. 이는 평형분배계수 차이에 의해서 Cu 농도차이에 의 한 편석(coring)이 생긴다[22]. 하지만, 용체화 시간에 따른
t l 2
D ----
=
Fig. 10. SEM-EDS results for AC2B alloy sample after solution heat treatment for 1h.
Table 3. Compositional analysis for AC2B sample after solution heat treatment by SEM-EDS (wt%).
Element O C Al Si Cu Fe Total
1 59.27 16.59 1.09 23.05 100.00
2 7.43 5.32 87.25 100.00
3 0.94 92.25 1.84 4.98 100.00
Fig. 11. Concentration profile of Cu in α-Al dendrite of the AC2B alloy samples measured by SEM-EDS.
Cu 농도차이를 보면 용체화 시간이 1시간과 6시간으로 증가 시켰을 경우 Cu의 용질 농도가 크게 변화되지 않음을 알 수 있다. 이는 AC2B 합금의 경우 1시간 이상 용체화 처리 할 경우 Cu 공정상이 완전히 분해되고 Cu의 용질원소가 α- Al dendrite 기지내로 확산되었다.
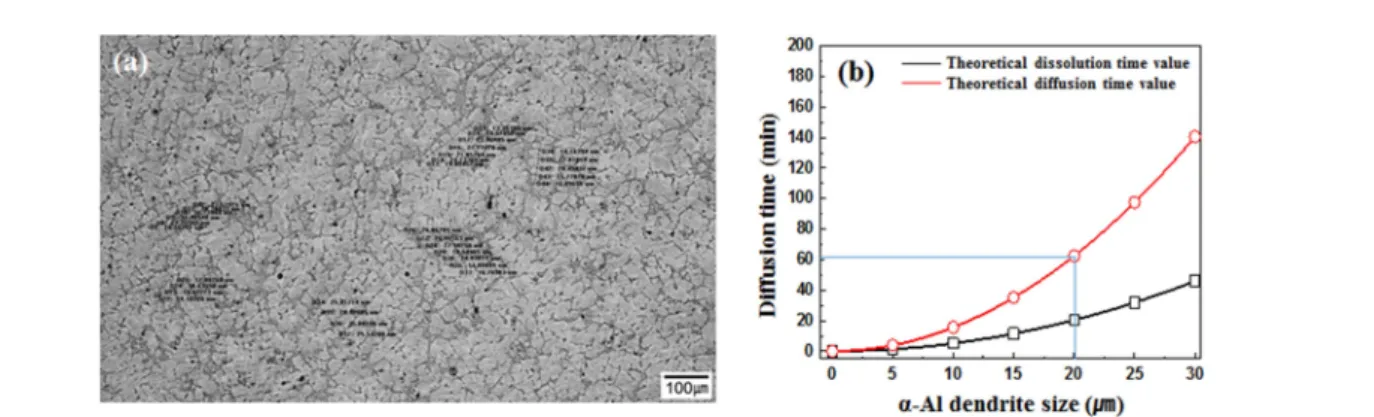
AC2B 합금을 용체화 처리한 후 α-Al dendrite의 평균 간격을 측정한 결과 용체화 처리된 AC2B 합금의 α-Al dendrite의 평균 사이즈는 20.7 μm로 나타났으며, 이 결과를 바탕으로 Cu 공정상의 분해시간과 Cu의 용질원소의 확산시 간에 대한 이론값을 Fig. 12에 나타내었다. 505oC에 용체화 처리에 대한 Cu 공정상의 분해시간과 확산시간을 이론값과 결과값을 비교하였다. 505oC에서 용체화 처리할 경우 정출상 인 Cu 공정상은 이론적으로 62분 정도에 완전히 분해되는 것을 알 수 있으며, 실제로 Fig. 11의 α-Al dendrite Cu 용질원자의 농도를 측정한 결과를 볼 때 1시간 용체화 처리 한 시편에서 Cu가 분해된 것을 알 수 있으며, 6시간 용체화
처리한 결과와 큰 차이를 보이지 않는 것을 알 수 있다. 또 한 그림에서 알 수 있듯이, 수치모델과 실험결과 값이 다소 차이가 보이는 것은 Cu 공정상의 형상, 공정Si 그리고 α-Al dendrite의 크기가 일정하지 않기 때문인 것으로 판단된다.
3.3 기계적특성 평가
AC2B 합금의 용체화 처리 시간에 따른 경도값을 Fig. 13 에 나타내었다. 용체화 처리 시간 15분에서 45분까지의 경도 값은 소폭 상승한 것을 알 수 있었으며, 용체화 처리 시간 1시간에서 경도값이 증가하여 6시간까지는 일정한 값을 유지 하는 것을 알 수 있었다. 이는 열처리 전 관찰되었던 Cu 공정 조직이 열처리 후에는 관찰되지 않았는데, 용체화 처리 과정을 거치면서 재용해 됨에 따라 Cu 원자들의 고용 강화 효과가 발생하여 경도값이 증가한 것으로 생각된다.
Fig. 14은 1시간 및 6시간 용체화 처리한 시편에 대한 인 장시험 비교 결과를 나타내었다. 인장강도의 경우 1시간 용 체화 처리한 AC2B 합금 보다 6시간 용체화 처리한 시편의 인장강도가 소폭 증가하였지만, 큰 차이는 나지 않았다. 결과 적으로 약 1시간 용체화 처리하여도 기지내에 Cu 공정상이
Fig. 12. Theoretical prediction of minimum time required for complete Al
2Cu dissolution at 505
oC. (a) average diameter measurement of α-Al
dendrites and (b) relation between diffusion time and α-Al dendrite diameter.
Fig. 13. Hardness change for AC2B alloy sampels with solution heat treatment time.
Fig. 14. Tensile properties for AC2B alloy specimens after solution
heat treatment.
대부분 재용해 되어, 용체화 처리 시간에 따른 Cu에 의한 강화 효과는 미미한 것으로 생각된다. 따라서 용체화 처리 과 정서 Cu 공정상의 대부분이 1시간내 재용해 됨에 따라 열처 리 시간이 증가하여도 인장강도에 대한 큰 변화가 없는 것을 알 수 있었다.
4. 결 론
Al-Si-Cu계 AC2B 합금의 용체화 처리 시간에 따른 미세 조직, Cu 공정상의 분해 및 화학분석, 경도, 인장시험 등을 조사하여 다음과 같은 결론을 얻을 수 있었다.
1) 용체화 처리 전/후 AC2B 합금 주조재에서 관찰된 상 의 경우 공정 Si과 침상의 공정상들의 분포를 확인 하였으며, 1시간 및 6시간 용체화 처리한 시편에서는 Cu 공정상은 거 의 관찰되지 않았다. 이는 용체화 처리 시 Cu 공정상의 대 부분이 재용해 되었음을 알 수 있었다.
2) 용체화 처리한 후 α-Al dendrite의 평균 간격을 측정한 결과 평균 20.7 μm로 나타났으며, 505oC에서 용체화 처리할 경우 Cu 공정상의 분해시간 및 Cu의 용질원소의 확산시간은 이론적으로 62분 정도에 분해되는 것을 알 수 있었다. 실제 α-Al dendrite Cu 용질원자의 농도를 측정한 결과를 볼 때 약 1시간 용체화 처리한 시편에서 Cu가 분해된 것을 알 수 있었다.
3) 용체화 처리 시간에 따른 경도값의 경우 15분에서 45 분까지의 경도값은 소폭 상승하였으며, 1시간에서 경도값이 크게 증가하였다. 이후 6시간까지는 일정한 값을 유지하는 것을 알 수 있었다. 결과적으로 약 1시간 용체화 처리 과정 을 거치면서 Cu 공정상의 대부분이 재용해 됨에 따라 Cu 원자들의 고용 강화 효과가 발생하여 경도값이 상승한 것으 로 생각된다.
4) 인장강도 시험 결과 약 1시간 용체화 처리시 6시간 용 체화 처리 효과가 나타나는 것을 알 수 있었다. 이는 용체화 처리 과정서 Cu 공정상의 대부분이 1시간내 재용해 됨에 따 라 열처리 시간이 증가함하여도 인장강도에 대한 큰 변화가 없는 것을 알 수 있었다.
5) 이상의 결과로 Al-Si-Cu계 AC2B 합금으로 제조된 자 동차용 부품을 가공·배출된 절삭칩을 재 용해한 시험편을 이 용하여 용체화 처리 시간에 따른 미세조직, Cu 공정상의 분 해 및 경도, 인장시험 변화를 조사한 결과 재 용해된 AC2B 합금의 경우 약 505oC에서 1시간 용체화 처리할 경우 만족 하는 결과를 얻을 수 있었다. 그리고 산업적으로 AC2B 절 삭칩의 용해 회수율만 만족할 수 있는 결과를 가진다면 주조 재로서의 활용가능성이 크다고 할 수 있겠다.
감사의 글
This work was supported by the Industrial Innovation
Project of the Ministry of Trade, Industry and Energy (MOTIE) granted financial resource from the Ministry of Trade, Industry & Energy, Republic of Korea (Research no. R0004585).
References