미소 T 채널의 혼합 특성에 관한 연구
이상현
* ·안철오
* ·서인수
* ·이상환
†Study on mixing characteristics of T-type micro channel
Sang hyun Lee, Cheol-O Ahn, In Soo Seo, Sang Hwan Lee
Key Words : Lattice Boltzmann Method(격자 볼츠만법), Micro Mixer(미소 혼합기), Static Mixer(정 적 혼합기)
Abstract
We simulated the mixing characteristics in micro T-channel using Lattice Boltzmann Method. We studied the relation a mixing length and pressure-drop due to inlet and outlet ration in Reynolds number 0.5, Peclet number 500 and Schmidt 1000. The ratio of a down-inlet to up-inlet was 0.5~1.5 times, up-inlet to outlet was 1~3 times and outlet length was 250 times to up-inlet. The mixing length decrease linearly as outlet ratio decreased, and pressure-drip increase non-linearly. Initial stage of micro channel mixture was fast by down-inlet ratio, however, the mixing length is not influence.
기호설명 c : 격자 속도 s c : 음속 g f , : 입자 분포 및 농도 분포함수 eq g : 농도 평형 분포함수 α ω : 확률 분포의 가중치 값 D : 분자 확산계수 u : 속도 Re : Reynolds 수 Pe : Peclet 수 Sc : Schmidt 수 Sh : Sherwood 수 Ω : 충돌 연산자
1. 서 론
생체공학 및 생화학 분야에 있어 미소유체기 기는 매우 중요한 분야 중 하나이다. 이러한 미 소유체 기기를 검출기 등 다양한 분야에 적용하 기 위해 혼합효율을 증가시키는 것은 매우 중요 한 일이다. 혼합효율을 증가시키는 것은 결과의 신뢰성을 높이고, 전체 시스템의 성능을 향상시 키는데 큰 도움이 된다. 혼합은 크게 세가지로 나뉘는데 bulk 확산, 와 에 의한 확산, 그리고 분자 확산이 있다. 거시적 영역에서의 혼합은 난류 eddy 와 bulk 확산의 효과에 의해 급격하게 이루어 지고, 분자에 의 한 확산은 매우 작기 때문에 무시된다. 하지만 미소유체 기기 내에서는 그 크기의 제약으로 작 은 레이놀즈 수의 영역인 층류유동의 영역이 되 기 때문에 난류 확산은 발생하지 못한다. 따라 서 분자 확산이 가장 큰 혼합 인자가 된다. 이 런 분자 확산의 경우 매우 느리게 진행되기 때 문에 미소 기기 내에서의 짧은 거리 및 잔류시 간의 부족으로 인하여 충분한 혼합을 이루기 어 렵다.(1) 그렇기 때문에 여러 방법으로 혼합 길이 와 시간을 짧게 하려는 노력이 있어왔다. 미소 영역에 사용되는 혼합기의 종류로 능동형 혼합기(Static mixer)와 수동형 혼합기(static mixer) 가 있다. 능동형 혼합기란 외부 에너지원을 이 용하여 인위적으로 난류에 가까운 교란을 주는 방식을 말한다. 이는 간단한 형상과 장치로 혼 합효과를 혼합길이를 줄일 수 있는 장점이 있다. 하지만, 공정이 비교적 복잡하고 다른 소자들과 의 집적성이 떨어지며, 혼합을 위해 외부 에너†
회원, 한양대학교 기계공학부 E-mail : [email protected] TEL : (02)2220-4452 FAX : (02)2220-0445*
한양대학교 대학원 기계공학과 대한기계학회 2008년도 추계학술대회 논문집지원을 필요로 하는 단점이 있다. 한편 정적 혼 합기란 유동이 발생하기 위한 구동력을 제외하 고 외부 에너지원을 추가하지 않고, 유로의 형 상 변화를 통해 혼합을 유도하는 방식이다. 이 방식의 경우 장치 및 추가 에너지원이 필요하지 않기 때문에 기기내의 무게 및 부피를 줄일 수 있는 장점이 있지만, 혼합효과의 극대화를 위해 형상설계를 복잡하게 해야 한다는 단점이 있다. 본 연구에서는 미소 T 채널의 수동형 혼합기 에서 입구와 출구에 비율에 따른 혼합 길이 및 압력강하에 대한 혼합 특성을 알아보았다. 유 동분포를 해석하기 위하여 LBM 의 유동분포 해 석 방법 중 하나인 다중 완화시간 (MRT; Multiple relaxation time) 방법(5)을 이용하였고, 농 도 분포에 대해 해석하기 위하여 Passive scalar 방법을 사용하였다.
2. Numerical Method
2.1 Lattice Boltzmann Method / MRT model LBM 방법의 지배방정식은 다음과 같다.
(
t)
f( )
t( )
f fa rj +ea, +1 = a rj, +Ωa (1) 여기서 fa,ea,Ω는 각각 rj 위치에서의 입자 분포 함수, 이산화된 입자 방향, 충돌을 뜻한다. LBM 의 MRT 방법이란 LBM 의 지배 방정식인 식 (1) 에서 충돌항Ω
를 운동량에 대해 각각 다른 완화시간으로 제어하는 방법이다 D2Q9 의 경우 총 9 개의 방향에 대한 입자를 가지고 있고, 이 9 개의 방향에 대한 입자를 이 용하여(
)
T yy xx y y x x q j q p p j e Rr= ρ, ,ε, , , , , , 로 나타낸 다.(5) 이때 Rr은 rj의 입자분포함수 f( )
rj 와 관 련해 다음과 같이 나타낼 수 있다. F M f f f f f f f f f p p q j q j e R xy xx y y x x r r r = ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎠ ⎞ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎝ ⎛ ⎟⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎠ ⎞ ⎜⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎝ ⎛ − − − − − − − − − − − − − − − − − − − − − − − − − = ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎟ ⎠ ⎞ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎜ ⎝ ⎛ = 8 7 6 5 4 3 2 1 0 1 1 1 1 0 0 0 0 0 0 0 0 0 1 1 1 1 0 1 1 1 1 2 0 2 0 0 1 1 1 1 1 0 1 0 0 1 1 1 1 0 2 0 2 0 1 1 1 1 0 1 0 1 0 1 1 1 1 2 2 2 2 4 2 2 2 2 1 1 1 1 4 1 1 1 1 1 1 1 1 1 ε ρ (2) 이때 Mr은 Fr를 Rr로 바꿔주는 변환행렬이다. 여기서 Rr의 항은 각각 ρ 는 밀도, e 는 에너지,ε 는 related to the square of the energy, j 와x j 는 y
각각 x, y 방향 질량유동, q 와x q 는 x, y 방향 y
에너지유동, 그리고 pxx와 pxy는 각각 diagonal,
off-diagonal stress tensor 를 뜻한다. (5)
그리고 Rr의 충돌 식은 다음과 같이 나타낼 수 있다. ( )
(
eq)
e e s e e = − 2 − ~ (3) ( )(
eq)
s ε ε ε ε~= − 3 − (4) ( )(
eq)
x x x x q s q q q = − 5 − ~ (5) ( )(
eq)
y y y y q s q q q~ = − 7 − (6) ( )(
eq)
xx xx xx xx p s p p p = − 8 − ~ (7) ( )(
eq)
xy xy xy xy p s p p p = − 9 − ~ (8) 여기서 ~는 충돌 후의 항을 나타낸다. 그리고 각각의 평형분포함수를 나타내면 다음과 같다. ( )(
2 2)
3 2 x y eq j j e =− ρ+ + (9) ( )(
2 2)
3 x y eq j j + − =ρ ε (10) ( ) x eq x j q =− (11) ( ) y eq y j q =− (12) ( )(
2 2)
3 1 y x eq xx j j p = − (13) ( )(
)
y x eq xy j j p 3 1 = (14) 이렇게 충돌이 계산되고 다시 행렬 Mr 에 의 해 입자 속도 분포인 Fr로 바꾸게 된다. 각각의 운동량을 완화시키는 완화시간은 0 과 2 사이의 숫자로 해야 하며, s 과8 s 는9 같은 수를 가져 야만 한다 그리고 MRT 모델에서 속도와 밀도 는 다음과 같이 구할 수 있다. (5)∑
= a a f ρ (17)∑
= a a af e u ρ (18) 그리고 동점성 계수 및 압력은 다음과 같이 구할 수 있다.(
)
⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ − − = 2 1 1 12 2 8 1 s c v (19)(
3)
2 c c c P=ρ s S = (20) 이때 cS 는 음속(Sound speed)으로 격자속도( )
c 의 식으로 표현된다. 여기서 c=δx δt 이고 x δ 와δ 는 격자 공간에 대한 상수와 격자의 단t위시간을 나타낸다. 2.2 Passive Scalar
Lattice Boltzmann Method 를 이용하여 비 용해 성 물질의 농도 분포에 대한 확산 방정식을 해 석 할 수 있다. 이는 이전에 계산된 유동분포를 사용하여 LBM 의 Passive Scalar 형태로 나타내 어 해석하는 방식이다. 이에 관한 식은 다음과 같다.
(
r c t)
g( )
r t[
g( )
r t g( )
r t]
g aeq a D a a a , , 1 , 1 , + = + − + τ (21) 이 식에서 각각 g 는a 입자농도분포함수, τD 는 농도 분포 방정식에 대한 완화계수, eq a g 는 농도 분포 방정식에 대한 평형 분포 함수를 나 타내며 이는 다음 식과 같다. ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ ⋅ + = 2 3 1 c u e C w g a a eq a (22) 이때 w 는a weighting factor 로 각각 다음의 값 을 가진다. ⎪ ⎩ ⎪ ⎨ ⎧ − = − = = = 8 5 , 36 1 4 1 , 9 1 0 , 9 4 a a a wa (23) 표준농도 C 는 식 (24) 와 같이 입자 농도로 표시되며, 분자확산계수인 D는 농도 분포 방정 식에 대한 완화계수 τ 를D 이용하여 나타낸다. (6)∑
= = 8 0 a a C g (24) 6 1 2 − = D D τ (25)3. 결 과
연구에 사용된 LBM-MRT 방법의 정확도를 검증하기 위해 Cavity flow 를 해석해 보았다. 그 H 0 , 1 , 1 = = = u v CH 0 , 0 = = = u v CL 0 , 0 = = = ∂ ∂ v u x C L y x 0 , 0 = = = ∂ ∂ v u x C H 0 , 1 , 1 = = = u v CH 0 , 0 = = = u v CL 0 , 0 = = = ∂ ∂ v u x C L y x 0 , 0 = = = ∂ ∂ v u x CFig. 1 Geometry of cavity flow
리고 T 채널에서 입구와 출구의 비율에 따른 혼합길이 및 압력 강하에 대해 알아보았다. 연 산은 nVIDIA 에서 개발한 CUDA (Compute Unified Device Architecture) 기술을 통해 GPU(Graphical Processing Unit)를 이용하여 수행 하였다. 연산에 사용된 GPU 는 GeForce 8800GT 이다.
3.1 Cavity flow
Cavity flow 는 2 차원 상판 끌림 공동유동을 뜻하며 Ghia 등(10)이 Re=100 부터 Re=10,000 까
지 연구하였으며 해석방법의 정확도를 검증하기 위해 오랫동안 쓰여왔다. Fig.1 은 Cavity 의 형 상 및 경계 조건이며, Fig.2 (a),(b)는 Re=100 일 때 Ghia 등(10)의 결과와 비교한 것이다.
Fig.2 의 (a) (b)를 보면 해석영역에서의 중심부 u, v 속도 가 잘 일치하는 것을 볼 수 있다. Fig.3 은 Re=50 일 때 Antonini(11) 의 실험치를 이용한 준 이론적 수식과 한 것이며 보는 것과 같이 매우 잘 일치하고 있음을 볼 수 있다. 이 때 비교된 값은 Sherwood(11) 수로 다음과 같이 정의한다. orH y L dx y C L Sh 0 0 1 =
∫
∂ ∂ = (26)(a) u-velocity profile
(b) v-velocity profile
Fig. 2 Comparison of u and v velocity profile along
vertical and horizontal line through geometric center for Re=100
X v/ Vma x -0.2 -0.1 0 0.1 0.2 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 Present Ghia et al u/Umax Y -0.2 0 0.2 0.4 0.6 0.8 1 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 Present Ghia et al
Pe Sh 200 400 600 800 1000 1 2 3 4 5 6 Present Antonini
Fig. 3 Comparison of Sherwood number for cavity,
Re=50
3.2 T-shape micro channel
T-채널의 형상은 Fig.4 와 같다. 먼저 출구 너 비 L 과 위쪽 입구 너비 A 를 고정하고, 아래쪽 입구너비를 변화하며 해석했다. 이때 아래쪽 입 구의 유량은 너비 변화와 관계없이 위쪽 입구의 유량과 같게 두었다. 그리고 아래쪽과 위쪽 입 구의 너비를 고정하고 출구 너비를 변화하며 해 석해 보았다. 다음 Table 1 은 본 연구에서 사용 된 T 채널의 너비에 대한 비율에 대해 정리한 것이다. 농도에 대한 경계조건은 위쪽입구(A)에서 0.5 아래쪽 입구 (B)에서 -0.5 로 일정 농도 유입조 건을 사용하였고, 채널벽면 및 출구는 Neumann 조건을 사용하였다. 그리고 Reynolds 수
(
Re=ULν)
와 Peclet 수(
Pe=UL d)
는 각각 0.5 와 500 의 값으로 연산을 수행하였으며 두 수의 비로 표현 되는 Schmidt 수는 식 (27)과 같이 표 현된다.[
]
[
]
[
2[
]
1]
1 2 6 1 2 6 1 2 Re − − = − − = = = D D d Pe Sc τ τ τ τ ν (27) 연산에 사용된 Schmidt 수는 1000 이다. 이때 L은 출구의 너비 이고 U는 출구에서의 평균 A=0.1㎜ B L 25 ㎜ 1㎜Fig. 4 Schematic of the T-Shape micro channel
geometry
Table 1 Test channel width ratio
A B L 1 0.5~1.5 2 1 1 1~3 유속을 기준으로 하였다. 총 격자의 수는 약 100 만개 정도를 사용하였다. 3.2.1 Mixing index 본 연구에서 유체의 혼합 정도를 정량화 하기 위해 혼합지수(Mixing index, DI )를 사용했다. 이는 각 단면에 대한 농도 값들을 표준편차로 나타내는 것으로 다음과 같은 식을 사용한다. (7-9)
∑
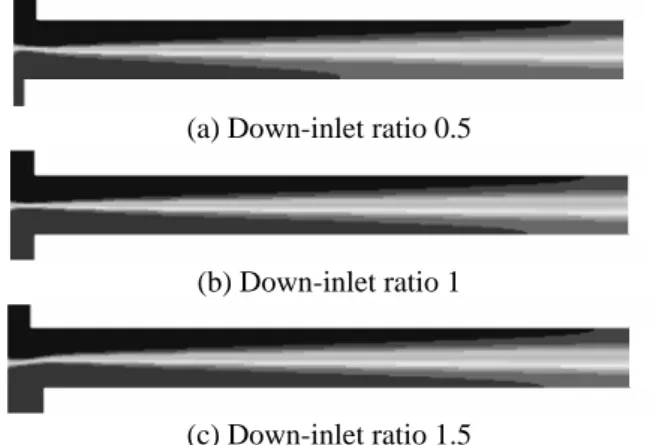
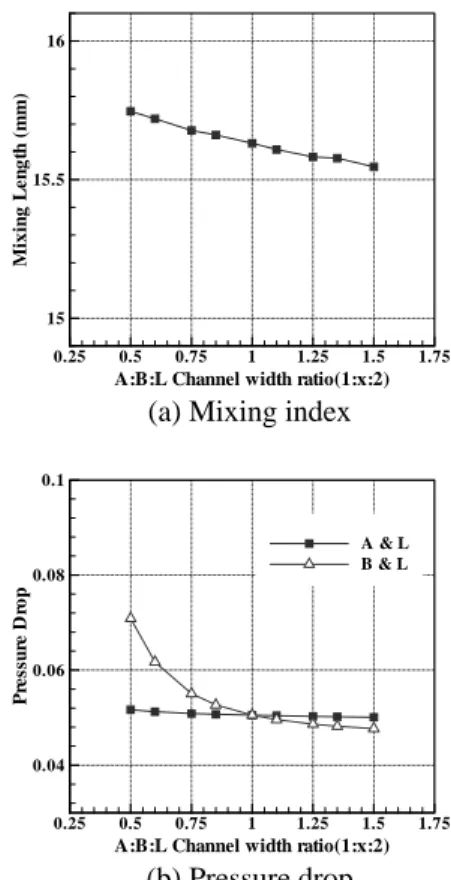
⎟⎟ ⎠ ⎞ ⎜ ⎜ ⎝ ⎛ − − − = N i up down mean i I C C C C N D 2 1 1 (28) 이 혼합지수는 채널 길이 방향의 각 위치에 대한 값을 나타내며, Cmean 은 입구유동의 평균 농도, Cup와Cdown는 각각 위쪽 입구와 아래쪽 입구에서 유입되는 농도이고, Ci는 채널 폭 방 향의 각 지점에 대한 농도 값들을 나타낸다. 3.2.2 입구 너비의 변화Fig.5 (a),(b),(c)는 각각 위쪽 입구(A) 너비 에 대한 아래쪽 입구(B)의 비율이 각각 0.5, 1, 1.5 일 때 모습이다. 아래쪽 입구의 비율이 바뀌어 도 위쪽 입구와 같은 유량을 유지하기 때문에 입구가 좁아지면 유속이 빠르게 된다. 비율이 0.5 일 때를 보면 1 일 때 보다 아래쪽 입구에서 유입되는 속도가 더 빠르기 때문에 아래쪽 농도 가 위쪽으로 조금 더 올라와 있음을 볼 수 있다. 또한 비율이 1.5 일 때를 보면 위쪽 농도가 아래 쪽으로 조금 내려와 있음을 볼 수 있다 Fig.6 은 각각의 아래쪽 입구의 비율에 따른 압력강하 및 혼합 길이를 나타낸 것이다. 그래 프를 보면 아래쪽 입구 비율이 늘어날수록 혼합 길이가 선형적으로 더 짧아짐을 볼 수 있으며, 압력강하는 비 선형적으로 줄어드는 것을 알 수 있다. 이는 아래쪽 입구가 넓어져서 속도가 줄
(a) Down-inlet ratio 0.5
(b) Down-inlet ratio 1
(c) Down-inlet ratio 1.5
Fig. 5 Concentration distribution for various
(a) Mixing index
(b) Pressure drop
Fig. 6 Mixing index and pressure drop through the
channel for various down-inlet case
어들고 위쪽 입구에서 내려온 유체와 마주치는 면이 넓어지며, 체류하는 시간이 늘어나 전체적 인 혼합길이가 줄어들게 된다. 이러한 입구의 너비 변화에 대해 혼합길이의 줄 어드는 정도는 최대 0.2 ㎜이고, 압력강하 또한 매우 적게 줄어드는 것을 볼 수 있다. 이는 입 구 너비의 변화를 주는 것은 혼합길이를 줄이는 데 별 도움이 되지 않음을 보여준다. 하지만 초 기 혼합 정도를 나타낸 Fig.7 을 살펴보면 입구 의 비율이 줄어들수록 초기에 혼합이 빨라진 다 는 것을 볼 수 있다. 이를 이용해 초기에 구조 물을 설치한다면 좀 더 나은 혼합효과를 기대 할 수 있음을 보여준다. Channel Length( ) M ix ing In de x DI 100 200 300 400 500 0.8 0.85 0.9 0.95 1 Down-inlet ratio 0.5 Down-inlet ratio 1.0 Down-inlet ratio 1.5 ㎛
Fig. 7 Initial mixing index for various down-inlet
cases
(a) Outlet ratio 1
(b) Outlet ratio 2
(c) Outlet ratio 3
Fig. 8 Concentration distribution for various outlet
cases 3.2.3 출구 너비의 변화 Fig.8 은 각각 위쪽 입구(A) 너비 에 대한 출 구 너비(L)의 비율이 각각 1,2,3 일 때의 모습이다. 각각의 비율에서 아래쪽 입구와 위쪽 입구 의 유량은 같게 유지된다. 비율이 1 일 때 가장 빠 르게 혼합되는 것을 볼 수 있다. Fig.9 는 각각 혼합길이와 압력강하에 대해 나 타낸 그래프이다. 혼합길이의 그래프에서 보면 비율이 줄어들수록 혼합길이가 선형적으로 줄어
(a) Mixing index
(b) Pressure drop
Fig. 9 Mixing index and pressure drop through the
channel for various outlet cases
A:B:L Channel width ratio(1:1:x)
M ix ing Le ng th( m m ) 1 2 3 3 6 9 12 15 18 21 24
A:B:L Channel width ratio (1:1:x)
P re ssu re D rop 1 2 3 0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
A:B:L Channel width ratio(1:x:2)
Pr e ss u re D ro p 0.25 0.5 0.75 1 1.25 1.5 1.75 0.04 0.06 0.08 0.1 A & L B & L
A:B:L Channel width ratio(1:x:2)
M ix ing Le ng th (m m ) 0.25 0.5 0.75 1 1.25 1.5 1.75 15 15.5 16
드는 것을 볼 수 있다. 비율이 3 배일 때 보다 1 배 일 때가 약 20 ㎜ 줄어드는 반면에, 압력강하 는 비율이 줄어들수록 급격히 증가하는 것을 볼 수 있다. 이는, 충분한 출력의 마이크로 펌프가 있다면 출구의 비율이 입구의 비율과 비슷해 질 수록 좋다는 것을 알 수 있다.
4. 결 론
본 연구에서는 Lattice Boltzmann Method 의 Passive scalar model 을 이용하여 미소 T 채널의 입구 및 출구의 비율의 변화에 따른 혼합길이의 변화 및 압력강하에 대하여 알아보았다. 이러한 차이를 살펴보기 위해 Reynolds 수 0.5, Peclet 수 500, Schmidt 수 가 1000 일 때 모사를 해 보았 다. 이때 위쪽 입구에 대한 아래쪽 입구 및 출 구의 비율은 각각 0.5~1.5 배 및 1~3 배로 하고 출구의 길이는 250 배로 고정하였다. 출구의 너비를 고정하고, 입구의 비율을 높아 지게 할수록 혼합 길이가 줄어드는 것을 볼 수 있었다. 하지만 그 차이는 크지 않고, 압력강하 역시 크게 줄어들지 않는다. 하지만 입구의 비 율이 줄어들수록 초기 혼합속도가 빠른 것을 이 용하여 초기에 구조물을 설치한다면 혼합길이를 줄일 수 있을 것이다. 아래 위 입구의 너비를 같게 하고 출구의 비 율을 변화시켰을 때, 비율이 낮아질수록 혼합길 이가 선형적으로 줄어드는 것을 볼 수 있었다. 하지만 압력강하 또한 비 선형적으로 크게 늘어 나는 것을 볼 수 있었다. 미소 채널을 설계할 때 아래 위 입구의 비율 을 변화시키는 것 보다 출구의 비율을 변화시키 는 것이 혼합길이를 변화시키는데 큰 영향을 주 는 것을 알 수 있었다. 또한 충분한 미소펌프가 있다면 채널 출구의 비율을 입구의 비율과 비슷 하게 할수록 유리하다는 것을 알 수 있었다.
참고문헌
(1) Chate, H. and Villermaux, E., 1996, “Mixing Chaos and Turbulence,” J.-M. Chomex, Ed. New York:Kluwer
Academic/Plenum Publishers, pp.37~56.
(2) Bertsch, A., Heimgartner, S., Cousseau, P. and Renaud, P., 2001, “Static Micromixers Based on Large-scale Industrial Mixer Geometry,” Lab on a
Chip, Vol. 1, pp. 56~60
(3) Liu, R. H., Mark, A. S., Kendra, V. S., Michael, G. O., Juan, G. S. and Ronald, J. A., 2000, “Passive Mixing in a Three-dimensional Serpentine Microchannel,” J. Microelectromech. Syst., Vol. 9, pp.
190~197.
(4) Bertsch, A., Heimgartner, S., Cousseau, P. and Renaud, P., 2001, “3D Micromixers-Downscaling Large Scale Industrial Static Mixers,” Proc. IEEE
MEMS Workshop, Interlaken, Switzerland,
pp.507~510.
(5) Dazhi Yu., Renwei Mei, Li-Shi Luo, Wei Shyy, 2003, “Viscous flow computations with the method of lattice Boltzmann equation,” Progress in Aerospace Science, Vol. 39, pp.329~367
(6) Succi, S., 2001, “The Lattice Boltzmann Equation for Fluid Dynamics and Beyond,” Clarendon Press, Oxford.
(7) Lu, L., Ryu, K. and Liu, C., 2002, “A Magnetic Microstirrer and Array for Microfluidic Mixing,”
Journal of microelectromechanical systems, Vol. 11,
No. 5.
(8) Evans, J., Liepmann, D. and Pisano, A. P., 1997, “Planar Laminar Mixer,” Proceeding of the IEEE 10th
Annual Workshop of MEMS, pp. 96~101.
(9) Ottino, J. M., 1989, “The Kinematics of Mixing: Stretching, Chaos and Transport,” New York:
Cambridge University Press.
(10) Ghia, U., Ghia, K. N. and Shin, C. T., 1982, “High-Re Solution for Incompressible Flow Using the Navier-Stokes Equations and a Multigrid Method,” J.
of Comput. Phys., Vol. 48, pp. 387~411.
(11) Antonini, G., Gelus, M., Guiffant, G. and Zoulalian, A., 1981, “Caracteristiques des Transferts Simultanes de Masse et de Quantite de Mounement dans des Ecoulements de Recirculation Force,” Int. J. Heat