저작자표시-비영리-변경금지 2.0 대한민국 이용자는 아래의 조건을 따르는 경우에 한하여 자유롭게 l 이 저작물을 복제, 배포, 전송, 전시, 공연 및 방송할 수 있습니다. 다음과 같은 조건을 따라야 합니다: l 귀하는, 이 저작물의 재이용이나 배포의 경우, 이 저작물에 적용된 이용허락조건 을 명확하게 나타내어야 합니다. l 저작권자로부터 별도의 허가를 받으면 이러한 조건들은 적용되지 않습니다. 저작권법에 따른 이용자의 권리는 위의 내용에 의하여 영향을 받지 않습니다. 이것은 이용허락규약(Legal Code)을 이해하기 쉽게 요약한 것입니다. Disclaimer 저작자표시. 귀하는 원저작자를 표시하여야 합니다. 비영리. 귀하는 이 저작물을 영리 목적으로 이용할 수 없습니다. 변경금지. 귀하는 이 저작물을 개작, 변형 또는 가공할 수 없습니다.
공학석사 학위논문
해수농도 변화를 고려한 역삼투
해수담수에 관한 실험적 연구
The experimental study on sea water reverse osmosis(SWRO)
desalination considering the change of sea water salinity
지도교수
정형호
년
월
2013
2
한국해양대학교 대학원
기 계 공 학 과
양
근
모
공학석사 학위논문
해수농도 변화를 고려한 역삼투
해수담수에 관한 실험적 연구
The experimental study on sea water reverse osmosis(SWRO)
desalination considering the change of sea water salinity
지도교수
정형호
년
월
2013
2
한국해양대학교 대학원
기 계 공 학 과
양
근
모
목
차
Abstract
그림 목차
표 목차
제
1
장 서
론
··· 1 연구배경 1.1 ··· 1 역삼투 해수담수 플랜트 1.1.1 ··· 2 역삼투막의 성능에 영향을 미치는 인자 1.1.2 ··· 4 전처리 시스템 1.1.3 UF ··· 5 연구목적 1.2 ··· 8제
2
장 막 분리
··· 10 막 분리의 개요 2.1 ··· 10 막의 이론적 정의 2.1.1 ··· 10 막여과 공정의 특성 2.1.2 ··· 11 여과공정의 기본개념 2.1.3 ··· 12 막의 분류 2.1.4 ··· 15 역삼투막 2.2 ··· 19 삼투와 역삼투 현상 2.2.1 ··· 19 역삼투 공정과 관련용어 2.2.2 ··· 20 역삼투막의 성능에 영향을 미치는 요소들 2.2.3 ··· 21 역삼투막이 가져야 할 조건 2.2.4 ··· 23 역삼투막의 오염과 세정 2.2.5 ··· 23 취수설비 2.3 ··· 26제
3
장 실험장치 및 방법
··· 29 실험장치 구성 3.1 ··· 29 취수부 3.1.1 ··· 29 전처리 시스템 3.1.2 ··· 32 역삼투 시스템 3.1.3 ··· 37 실험방법 3.2 ··· 43 전처리 성능실험 3.2.1 ··· 43 역삼투막 농도 변화실험 3.2.2 ··· 44 중공사형 막의 운전 3.2.3 UF ··· 45제
4
장 실험결과 및 고찰
··· 50 전처리 성능실험 4.1 ··· 50 차압과 투수율 4.1.1 ··· 50 해수 생산수의 탁도와 4.1.2 , UF SDI ··· 55 역삼투막 농도 변화실험 4.2 ··· 56 운전압력 4.2.1 ··· 57 생산수 농도 4.2.2 ··· 58 염 배제율 4.2.3 ··· 60 회수율 4.2.4 ··· 61 전력 소비량 4.2.5 ··· 62제
5
장 결
론
··· 63참 고 문 헌
··· 64The experimental study on sea water reverse
osmosis(SWRO) desalination considering the change of
sea water salinity
KeunMo Yang
Department of Mechanical Engineering
Graduate School of Korea Maritime University
Abstract
Fresh water scarcity is becoming a serious problem in many regions of the world. Desalination is an common solution to supply fresh water. Desalination is a process that removes dissolved ions from sea water, brackish water and waste water. There are many technologies of desalination including multi-effect desalination(MED), multi- stage flash desalination(MSF), electro-dialysis(ED) and Reverse osmosis(RO). Reverse osmosis is widely known technology for the production of fresh water from sea water. The performance of sea water reverse osmosis(SWRO) desalination is influenced by several factors including feed water properties and operation variables such as sea water salinity, temperature, pressure etc.
In this paper, Outside-in hollow fiber ultra filtration(UF) membranes were adopted as the pretreatment prior to SWRO process. First of all, the experiments of pretreatment were preceded to find proper operating condition of UF membranes. The trans membrane pressure(TMP) and permeability were calculated, turbidity and silt density index(SDI) at input and output of UF membranes were measured. After that, the experiments were carried out to investigate the influence of sea water salinity on SWRO membranes performance. Sea water salinity of SWRO membranes was changed from 33,000ppm to 47,000ppm. The experimental results indicate that SWRO membranes were sensitive to sea water salinity
그림 목차
Fig. 1.1 Water resources on the earth Fig. 1.2 Contracted capacity by technology
Fig. 1.3 Schematic diagram of sea water reverse osmosis desalination system
Fig. 1.4 Experiment location, Busan, Korea (by Google earth) Fig. 1.5 50 m3/day pilot plant in Korea Maritime University
(by Google earth)
Fig. 2.1 Schematic of depth filter and screen filter
Fig. 2.2 Schematic representation (a)Dead-end filtration and (b)Cross-flow filtration
Fig. 2.3 Ranges of filtration process Fig. 2.4 Construction of spiral-wound Fig. 2.5 Hollow-fiber module
Fig. 2.6 A schematic illustration of the relationship between osmosis, osmotic equilibrium and reverse osmosis
Fig. 2.7 Reverse osmosis process Fig. 2.8 Performance vs. pressure Fig. 2.9 Performance vs. temperature Fig. 2.10 Performance vs. recovery Fig. 2.11 Performance vs. concentration Fig. 2.12 Apparatus for measuring the SDI
Fig. 2.13 Intake systems of seawater desalination Fig. 3.1 Schematic diagram of experiment facilities Fig. 3.2 Vacuum tank
Fig. 3.3 Tray and mesh screen Fig. 3.4 Pre-treatment systems Fig. 3.5 Disk filter
Fig. 3.6 UF modules
Fig. 3.7 Turbidity instrument Fig. 3.8 SDI instrument Fig. 3.9 RO systems Fig. 3.10 Cartridge filter Fig. 3.11 High pressure pump Fig. 3.12 RO vessel
Fig. 3.13 RO membrane Fig. 3.14 Turbo charger Fig. 3.15 Chemical tank
Fig. 3.16 pH, Chlorine, ORP analyzer Fig. 3.17 Pilot operation capacity Fig. 3.18 Filtration process Fig. 3.19 Air scouring process Fig. 3.20 Water washing process Fig. 3.21 Drain process
Fig. 3.22 CEB process Fig. 3.23 CIP process
Fig. 4.1 Variation of TMP and Permeability during 12 hours operation on a typical day
Fig. 4.2 Impacts of operation time, sea water condition and system operation on TMP
Fig. 4.5 Trends of turbidity and SDI Fig. 4.6 Variation of feed salinity
Fig. 4.7 Experimental result of pressure under the condition of various feed salinity
Fig. 4.8 Experimental result of permeate salinity under the condition of various feed salinity
Fig. 4.9 Salt rejection under the condition of various feed salinity Fig. 4.10 Recovery rate under the condition of various feed salinity Fig. 4.11 Power consumption under the condition of various feed salinity
표 목차
Table 1.1 Salinity and conductivity of seawaters
Table 1.2 Inorganic composition of seawater with different salinity Table 2.1 Type and use of membranes
Table 3.1 Specifications of UF membrane Table 3.2 Specifications of RO membrane
Table 3.3 Processes of UF system and duration times
Table 3.4 Chemicals and concentrations for CEB and CIP of UF Table 3.5 Concentrations and dosage of chemicals
제
1
장 서
론
연구 배경
1.1
세계인구가 급속도로 증가하고 산업의 발달에 의한 오염물 확산, 지구 온난 화, 지하수 및 지표수의 오염에 의한 용수의 공급은 심각한 위기를 맞을 것으 로 예상된다. 지구에 존재하는 물의 양은 약 13.86억 km3으로 추정되지만 이 중 담수가 차지하는 비율은 2.6%인 약 천 백만3 5 km3밖에 되지 않는다. 중동, 북 아프리카, 인도, 남미 등의 전 세계 인구의 40%가 식수난과 용수난에 허덕이고 있고 개도국 질병의 80%는 비위생적인 식수에 기인한다. 지구의 물 부족을 해 결할 수 있는 수자원 확보기술에는 하, 폐수 재이용, 우수 재이용, 해수담수화 등이 있다. Fig. 1.1에 표시한 것과 같이, 그 중에서도 지구상 수자원의 97% 이상을 차지하는 해수를 담수로 만드는 기술은 많은 사람들이 바다에 가까운 도시에 살고 있기 때문에 각광을 받고 있다. 해수담수화란 해수에서 염분 용존 이온 을 제거하여 식수( ) , 공업용수 등으로 사용할 수 있도록 담수를 얻는 것으로 해수담수화의 가장 대표적인 기술로는Fig. 1.2 Contracted capacity by technology(2001-2007)[4]
증발법(MSF; Multi Stage Flash, MED; Multi Effect Desalination)과 역삼투법
이 있다 증발법은 에너지가 값싼 중동지역에 사용되고
(RO; Reverse Osmosis) .
있으며, 중동 이외의 지역에서 증발법에 의한 담수생산 가격은 비교적 높은 편 이다. 증발법에 비하여 역삼투법은 담수 생산 가격이 싸고[2] 설치 및 운전이 용이하다는 장점이 있기 때문에 Fig. 1.2에 표시한 것과 같이 역삼투 해수담수 화 방법이 시장의 60% 이상을 차지하고[3] 있다. 역삼투 해수담수화 플랜트는 대형화하고 되고 있으며 시장규모는 지속적으로 성장하고 있다.
역삼투 해수담수 플랜트
1.1.1
역삼투 해수담수 플랜트는 일반적으로 취수, 전처리, 역삼투막 시스템, 후처 리 등의 4가지 공정으로 구성 될 수 있으며 그 구성도를 Fig. 1.3 에 나타내었 다. 취수부는 해양 생물과 부유물을 막기 위한 스크린과, 해수를 취수하기 위 한 취수펌프로 구성되어 있다. 취수 직후, 배관 내에 달라붙는 해양 생물을 처리하고, 미생물의 번식을 막아 막의 생물학적 오염을 방지하기 위한 목적으 로 염소소독을 실시한다. 전처리 공정은 역삼투막의 수명과 성능 유지를 위해Fig. 1.4 Schematic diagram of sea water reverse osmosis desalination system [6]
방법이 있으며, 대부분 물리적 방법과 화학적 방법을 병행하여 사용한다. 전처 리 공정 후에는 취수부에 주입되어 잔류하는 염소를 제거하기 위해 환원제를 주입하고 역삼투막의 스케일 방지와 pH조정을 위해 스케일 방지제와 산을 주입 한다. 역삼투막 시스템은 고압펌프, 에너지 회수장치, 역삼투막 공정으로 구성 된다. 고압펌프는 해수를 삼투압이상의 압력으로 가압하여 막모듈에 밀어주는 역할을 하며 이때의 역삼투막의 운전압력은 해수의 염분농도에 따라 다르지만 일반적으로 55-70 bar 사이[5]로 설계된다. 역삼투막의 회수율은 보통 40~50% 사이이며, 40%가 생산된다고 가정하면 60%는 버려진다. 이때 버려지는 농축수 는 고앞펌프로 인해 가압된 압력을 그대로 유지하고 있는데, 에너지 회수장치 는 이 압력에너지를 회수하여 고압펌프로 전달하는 역할을 하며 전기를 생산하 기도 한다. 역삼투막 공정은 삼투압 이상의 압력을 이용하여 해수에서 담수를 뽑아내는 탈염공정으로 수온, 온도, 압력 등에 의해 큰 영향을 받을 수 있는 공정이다. 후처리 공정은 역삼투막을 통해 처리된 생산수에 탄산칼슘 첨가, pH 조정을 위한 산 첨가 등을 실시하는 마지막 공정이다[6].
역삼투막의 성능에 영향을 미치는 인자
1.1.2
역삼투막으로 유입되는 유입수의 온도와 농도, 운전압력과 같은 운전변수들은 역삼투 플랜트의 성능에 큰 영향을 줄 수 있다. 또한 막의 압밀과 오염도 성능 에 영향을 준다. 운전변수가 역삼투 플랜트의 성능에 미치는 영향에 관한 연구 는 M. Wilf 등[7-9]에 의해 활발히 이루어지고 있으며 역삼투막의 성능을 이론 적으로 계산하고 수치해석을 통해 예측하는 연구는 A. Drak 등[10-12]에 의해 많이 이루어지고 있다. 은 소프트웨어를 통해 역삼투막의 입구온도를 까 S. Nisan[13] ROSA 10~45°C 지 변화시키면서 회수율, 에너지소비량, 입구압력, 담수비용 등을 입구농도 따라 계산하였다 그 결과 입구압력 에너지소비량 담수비용 (30000~50000ppm) . , , 은 입구온도가 증가 할수록 감소하였고 회수율은 같은 온도에서 입구농도에 따 라 다른 경향을 보일 수 있다고 하였다. 은 입구 농도 온도 압력과 유량이 역삼투막의 성능에 M.N.A. Hawlader[14] , , 미치는 영향을 조사하기 위하여 5 m3/day 역삼투 해수담수 파일럿 플랜트를 테 스트 하였다. 실험결과 막의 회수율은 입구 온도와 압력이 높아질수록 증가하 였지만 농도와 유량이 높아질수록 감소하였으며 염통과율은 온도와 농도가 높 아질수록 증가했지만 압력과 유량이 높아질수록 감소한다고 하였다. 은 역삼투 해수담수 플랜트의 운전조건을 최적화시키고 평 M. Abou Rayan[15] 가하기 위해 2000 m3/day의 플랜트를 6년 동안 실험하였다. 역삼투막의 생산성 은 입구온도가 증가될수록 증가했으며, 입구농도가 증가될수록 감소한다고 하 였다. 은 역삼투 해수담수 플랜트의 성능을 평가하기 위해 B. Djebedjian[16] 5000 m3/day 플랜트를 테스트하였다. 실험결과 입구온도와 압력이 증가 할수록 플 랜트의 생산성은 증가하고 생산수의 농도는 감소한다는 결과를 얻었고 입구 농 도가 증가 할수록 생산성은 감소하고 생산수의 농도는 증가한다고 하였다.전처리 시스템
1.1.3 UF
역삼투막의 오염은 플랜트의 성능에 큰 영향을 미치며 오염은 bio-fouling, 등으로 분류할 수 있다 particle fouling, organic fouling, scaling[17-19] . 역삼투막의 오염을 제어하지 못하면 막의 오염으로 인해 막의 수명과 세정주기 는 단축되고 낮은 회수율과 운전압력의 손실로 인해 플랜트의 운전비용은 증가
된다. 오염을 최소화 하고 막의 수명을 연장하기 위해서 역삼투막으로 공급되
는 유입수는 반드시 균질하고 높은 질이어야만 한다. 이 때문에 효율적인 전처
리는 역삼투 해수담수 플랜트 운영의 아주 중요한 조건이다. 종전의 재래식 전 처리 설비는 1단, 2단 여과기(Single or Dual media filterㆍDMF), 용존 공기 부상형 장치(Dissolved air flotationㆍDAF) 그리고 카트리지 필터를 이용하여
기본적인 전처리 설비를 구성하고 화학약품을 주입하여 오염물질을 응집, 침전
시키는 기술을 적용하였다. 종전의 재래식 전처리 방법으로는 전처리 생산수
의 수질이 가 이하로 는 이
(permeate) SDI(silt density index) 4 , turbidity 0.25 하로 유지시킬 수 있었다.[20-23]
최근 역삼투 해수담수플랜트 전에 해수를 전처리 하는데 종전의 재래식 방법 보다 중공사막(hollow fibers membrane)을 이용한 MF(micro-filtration)와
가 더욱더 많이 사용되고 있다 왜냐하면 막을 이용한 UF(ultra-filtration) . 방법이 더 간단하고, 식물성 플랑크톤, 실리카, 유기물질을 쉽게 제거할 수 있 어 역삼투막을 오염으로부터 보호하는데 더 효과적이기 때문이다. 재래식 공정 과 비교하였을 때, 설치면적이 작고 일정하고 높은 수질의 처리수를 역삼투막 으로 공급할 수 있는 장점이 있기 때문이다.[24,35] 최근에는 2~3bar의 저압으 로 구동되는 막방식의 전처리가 많이 적용되고 있다.[25-29] V. García-Molina[30]은 5,500m3/day 의 역삼투 해수담수 플랜트의 전처리로 막을 적용하였다 처음 적용한 전처리 공정의 최적화를 위해 생산 유량 UF . UF , 차압, 투수율을 이용하여 UF막의 성능과 세정 간격을 평가 하였으며 SDI와 로 생산수의 수질을 평가하였다 평가결과
투수율(permeability)은 120~140LMH/bar, 차압(TMP)은 0.5 bar로 안정적인 성능이라는 결론을 냈다. 또한 SDI와 MFI는 2.1이하로 UF의 전처리 조건을 만족한다는 결과를 얻었고 CEB없이도 UF 시스템을 성공적으로 운전하였다. A. Riaza[31]은 역삼투 해수담수 플랜트의 전처리로 사용되는 외압식 준공사형 UF막의 적절한 운전조건을 찾기 위해 플럭스를 60 ~ 110 LMH로 변화시키며 파일럿 테스트를 실시하였다. 막의 차압과 투수율을 바탕으로 화학세정의 간격을 판단하였으며 플럭스가 높아질수록 화학세정의 간격은 크게 줄어든다고 하였다. 또한 지속적인 화학세정으로, 높은 플럭스에서도 외압식 막이 안정적으로 운전될 수 있다고 하였다 UF . 은 를 사용한 막방식과 를 사용한 재래식 방식을 각각 A. Brehant[32] UF DMF 막의 전처리 적용하여 가지 전처리 공정의 성능을 비교하였다 처리수의 수 RO 2 . 질을 비교한 결과, DMF를 적용하였을 경우 SDI를 2.5이하로 감소시키지 못했지 만 UF를 적용했을 때 SDI를 1이하로 감소시킬 수 있었으며 UF막을 사용한 전처 리 방식이 더 안정적이고 높은 질의 처리수를 RO로 공급할 수 있다고 하였다. 은 를 사용한 막방식과 모래여과기와 카트리지 필터를 K.T. Chua[33] UF, MF 사용한 재래식 방식을 테스트하였다. 재래식방식의 처리수 SDI는 2.8-3.8로 측 정되었고 높을 때는 6.3까지 증가했다. 막 방식의 처리수 SDI는 3이하로 일정 하게 유지되었으며 RO막의 전처리로 더 적합하다고 보고하였다. 은 막과 모래여과기를 막의 전처리로 적용하여 비교하였 O. Lorain[34] UF RO 다. SDI 6.1~6.4의 원수를 모래여과기를 통해 여과시켰을 때 5.8-5.9인 반면에 로 처리한 결과 사이를 유지하였다 모래여과를 전처리로 적용하여 막 UF 1-2 . RO 을 30일동안 운전한 결과 투수율이 28% 감소하였고 RO막의 화학세정 주기는 일로 추정되었다 같은 원수를 막으로 전처리 하여 를 운전한 경우 12-18 . UF RO , 투수율의 감소는 없었으며 RO막의 오염은 관찰되지 않았다고 보고하였다. 은 홍해의 역삼투 해수담수플랜트의 전처리를 위해 S.K. Al-Mashharawi[35] 서로 다른 재질과 공극크기의 MF막, UF막을 테스트하였다. 생산수량과 세정주
결과를 비교하였다. 실험결과 1mg/l FeCl3 응집제를 1µm MF막과 100kDA UF막에 주입하였을 때 더 안정적인 생산수량을 얻을 수 있다는 결론을 냈다.
연구 목적
1.2
본 연구에서는, 기존의 전처리 방법과는 달리 40㎛의 디스크 필터와 중공사 형 UF막을 전처리 설비로 구성하여 연속 운전하면서 전처리 시스템을 안정화시 킨다. 해수 상태에 따른 전처리 시스템의 영향, UF막의 화학역세(CEB: 하기 위한 지표와 효과 화학세정chemical enhanced back wash) (CIP: clean in
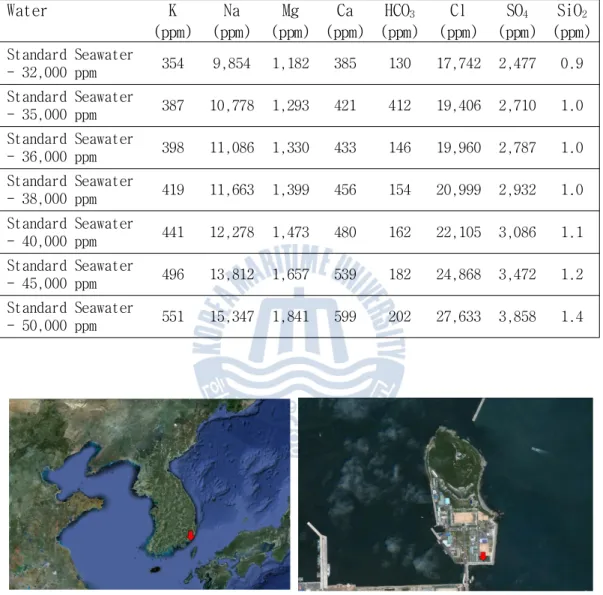
주기 등 시스템을 운영하는데 필요한 기본 파라메타를 찾고자 한다 place) , . 막의 투수율 차압을 계산하여 막의 성능을 평가하고 원수 및 생산수의 UF , UF 와 탁도를 측정하여 역삼투막 공급수의 적합성 여부를 판단하고자 한다 SDI . 해수의 농도는 나라, 지역마다 다르지만(Table 1.1) 용존된 이온의 구성 은 동일하다 (Table 1.2) . 해수의 평균 염분농도는 35,000 ppm이고 홍해의 경우 약 44,000 ppm이다. 전처리 실험 후, 해수의 염분농도를 변화시켜 역삼투막으 로 공급되는 해수의 농도가 역삼투막의 성능에 미치는 영향을 알아보고자 한 다. 역삼투막에서 배출되는 농축수를 원수에 혼합하여 농도를 변화시킨다. 농 도는 실험사이트의 해수 농도 33,500 ppm에서 최대 47,000 ppm 까지 변화시켰 으며 농도변화의 따른 역삼투막의 운전압력과 염배제율, 생산수의 유량과 농도 를 비교한다. 실험은 한국해양대학교(Fig. 1.4, 1.5) 내의 50 m3/day 역삼투 해수담수 파일럿 플랜트에서 실시한다. Location Salinity TDS ppm Conductivity K µS/㎝ Factor K/TDS µS/(㎝ ppm) South Pacific < 36,000 < 51,600 1.43 - 1.44
Gran canaria (Atlantic Ocean) 37,600 53,280 1.42
Sardinia (Mediterranean Sea) 40,800 57,240 1.40
Bahrain 42,500 59,350 1.40
Egypt (Red Sea) 44,000 62,990 1.38
Water K (ppm) Na (ppm) Mg (ppm) Ca (ppm) HCO3 (ppm) Cl (ppm) SO4 (ppm) SiO2 (ppm) Standard Seawater - 32,000 ppm 354 9,854 1,182 385 130 17,742 2,477 0.9 Standard Seawater - 35,000 ppm 387 10,778 1,293 421 412 19,406 2,710 1.0 Standard Seawater - 36,000 ppm 398 11,086 1,330 433 146 19,960 2,787 1.0 Standard Seawater - 38,000 ppm 419 11,663 1,399 456 154 20,999 2,932 1.0 Standard Seawater - 40,000 ppm 441 12,278 1,473 480 162 22,105 3,086 1.1 Standard Seawater - 45,000 ppm 496 13,812 1,657 539 182 24,868 3,472 1.2 Standard Seawater - 50,000 ppm 551 15,347 1,841 599 202 27,633 3,858 1.4
Table 1.2 Inorganic composition of seawater with different salinity
Fig. 1.4 Experiment location, Busan, Korea (by Google earth)
Fig. 1.5 50 m3/day pillot plant in Korea
Maritime University (by
제
2
장 막 분리
막 분리의 개요
2.1
일반적으로 여과란 유체로부터, 즉, 기체 및 액체로부터 2 종류 이상의 요 소를 분리하는 것을 의미하는데, 일반 여과의 개념은 유체로부터 용해되지 않 은 입자 고체 를 분리하는 것을 말한다( ) [36-37]. 반면에 막 여과의 개념은 일반 여과의 개념 보다 훨씬 더 미시적인 부분으로 액체에 용해되어 있는 용질 이나 혼합기체의 분리까지도 가능한 특별한 기능이 포함되어 있다 막 (solute) . 분리 공정이 일반 여과 공정과 대별될 수 있는 점은 다음과 같다. 반투과성 과 선택 분리기능 을 가진다 (1) (Semipermeable) (Perm-selectivity) . 크기에서 분자량 크기 영역의 범위까지 분리 분획할 수 있는 (2) Sub-micron / 기능을 가진다 유체중 기 고 액 고 분리는 물론 기 기 기 액 액 액의 분리가 가능한 (3) - , - , - , - , -여과공정이다.막의 이론적 정의
2.1.1
두 개의 삼차원상을 분리시키고 있는 상(Phase)으로서 상 막 의 물리화학적( ) 성질에 의해 물질 및 에너지의 교환 속도가 결정되는 제 3의 상이다. 막은 모 든 이동현상의 저항이 총 집중되어 있는 것을 말하며, 그 저항은 물질에 따라 선택적으로 다르다. 따라서 각 물질별로 이동속도가 다르며 이로 인해 물질의 분리가 일어난다고 볼 수 있다. 막은 처리 대상물질과의 친화성 및 확산속도의 차이에 의해서 물질을 분리, 분획할 수 있는 분리매체라고 한다.막여과 공정의 특징
2.1.2
상변화 가 수반되지 않는 분리 공정이다 (1) (Phase change) . 상변화에 요구되는 에너지가 필요 없기 때문에 막공정에 요구되는 최소한 -의 구동력만으로 운전이 가능하여 에너지 절약형이다. 상변화가 없으므로 분리 대상물질의 성상변화가 일어나지 않는다 - . 예 단백질의 분리 식품 바이오 제약 분야 등에서 발생되는 대부분의 ( ; , , , 분리공정) 자유자재로 운전 온도 및 조건을 조절할 수 있으므로 미생물의 번식을 억 -제하거나, 점도를 조절하고 기타 품질 및 기능성을 고려한 공정 설계가 가능하다. 원하는 특정물질 만의 분리 분획이 가능하다 (2) . 막 소재의 물리적 화학적 기능에 의해 처리 대상물질을 분리 분획 할 수 -있다. 막의 미세구조에 의해 공극크기(Pore size)에 따른 입자의 크기별 분리, 화학적 친화성 및 이온의 특성에 따른 물질의 분리가 가능하다. 설비가 소형이다 (3) . 증발기나 응축기 등이 없이 대부분 펌프 배관 막 및 조절부로 구성되어 - , , 있다. 처리물질의 농도 점도 온도등에 있어서 한계점을 가지고 있으며 전처리 (4) , , 가 수반되어야 하는 단점이 있다. 직접 고형분의 회수가 불가능하며 최대 농축 한계농도가 있어서 차적으 - 2 로 처리가 요구되기도 한다. 공정 중 가장 문제가 되는 것은 막의 오염 현상이며 이에 대한 대책 마련 -이 필요하다. 최적 운전 조건의 설정이 까다롭다 - .여과 공정의 기본개념
2.1.3
뎁스 필터 와 스크린 필터
(1) (Depth filter) (Screen filter)
모든 필터는 뎁스 필터와 스크린 필터 두 가지의 형태로 되어 있다. 일반필 터는 체(Sieve)를 제외하고는 대부분 뎁스 필터로 되어 있다. 뎁스 필터는 물 질의 여과 효과가 여재 전체를 통해 이루어진다. 섬유상으로 되어 있는 부직포 를 예로 들을 수 있는데, 섬유의 엉켜 있는 형태 및 조밀도에 의해 입자의 배 제율이 좌우된다고 볼 수 있다. 여과기능은 여재 전체를 통해 일어나는데, 여 과재와 배제되는 입자간의 마찰력과 여재내에 형성되어 있는 통로의 굴곡도 및 흡착력 에 의해 입자가 포집된다 (Tortuosity) (Adsorption) . 반면에 스크린 필터는 여과공정에서 물질의 배제 효과가 여재의 표면에서만 일어난다. 표면에 정밀한 기공이나 배제를 가능케 하는 물질로 도포 되어 있기 때문에 여재의 내부에서는 입자의 포집이 일어나지 않는다. 대부분의 막은 이 러한 형태로 되어 있다. 여재의 내부구조는 단지 지지체일 뿐이다. 뎁스 필터는 정밀도가 낮을 뿐 만 아니라 여재 전체에서 배제작용이 일어나 기 때문에 만일 압력이 과도하게 걸리거나 장기적으로 사용하였을 때는 배제되 었던 물질들이 다시 용출 되거나 투과되어 버리는 경향이 있다. 또한 한번 포 집된 입자는 역세정(Backwash) 또는 수세(Flushing)등의 세정 작업이나 화학적 세정을 하더라도 제거되지 않는다. 따라서 이러한 필터는 Disposable filter로 서 기능을 다하게 된다.
(a) Depth filter (b) Screen filter Fig. 2.1 Schematic of depth filter and screen filter [37]
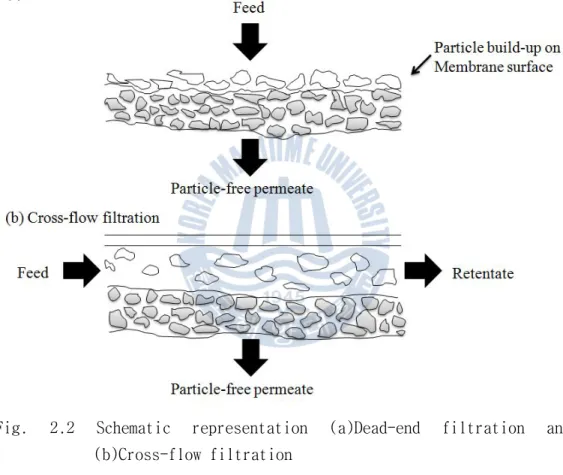
스크린 필터는 이와 같은 문제가 해결된다. 표면에서 모든 것을 제어하므로 여재가 파손되기 전에는 한번 배제된 입자가 빠져나가기 어렵다. 또한 표면에 오염되어 붙어 있는 물질은 화학 세정이나 역세정 수세 등의 조작에 의해 오염/ 물질이 제거될 수 있다. 크로스플로우 와 전량 여과 (2) (Cross-flow) (Dead-end) 막 공정에 있어서 모든 여과 방식은 크로스플로우와 전량여과로 분류할 수 있다. 일반적인 여과는 처리 용액을 막표면에 수직으로 공급하여 여과시키며, 유체 중 입자는 여과재에서 배제되고 기체 또는 액체는 모두 통과시키는 방법 을 사용하는데 이를 전량여과라 한다. 이러한 방법은 여과가 진행됨에 따라 막 표면에 농도분극현상이 가속화되고 오염이 일어나며, 궁극적으로는 케익이 형 성되므로 막 자체의 기능을 잃고 케익이 제 차 막으로서 작용하게 된다2 . 그러 나 더욱 큰 문제는 막의 공극(Pore)이 막혀 버리게 되어 더 이상 투과가 일어 나지 않게 되므로 막의 운전이나 수명에 지대한 영향을 미친다. 최근에는 중공 사막을 중심으로 역세정 여과액 또는 공기사용( ), 에어 스카우링으로 주기적 막 세정을 하여 막의 성능을 유지한다. 또한 완전 전량여과가 아닌 Partial 방식으로 운전함으로써 에너지를 크게 절감하면서 대용량의 수처리를 하 return 는 사례가 늘고 있다. 크로스플로우 여과방식은 막표면에서의 농도분극현상을 최소화시키고 막의 오염을 방지한다. 막표면과 평행한 방향으로 즉, 여과액의 흐름과 직각의 방향 으로 원액을 이송시키며 여과하는 방법이다. 원액을 펌프로 공급할 때 과도한 양을 순환시켜야 하므로 에너지가 많이 소요된다. 반면에 선속도를 조절하는 방법으로 막오염을 최소화시킬 수 있을 뿐 만 아니라 통수량을 증가시키고 배 제율 또한 향상 시킬 수 있다.
Fig. 2.2 Schematic representation (a)Dead-end filtration and (b)Cross-flow filtration
막의 분류
2.1.4
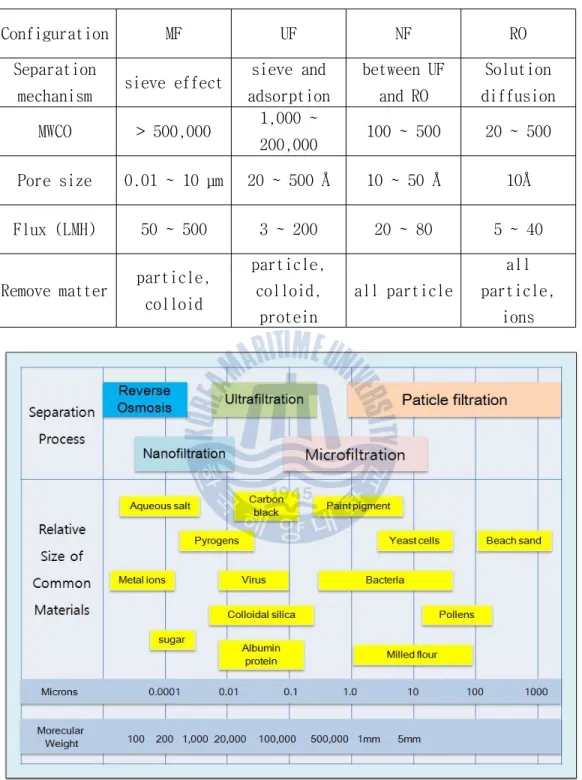
분리막의 분류는 막형상, 분리 메카니즘, 기하학적 특징, 재질, 분리성능, 여과방식, 모듈 형태에 따라 분류할 수 있다.[38] 그 중에서도 분리성능에 따 라 분류하는 것이 가장 일반적이며, 크게 정밀여과(MF), 한외여과(UF), 나노여 과(NF; Nanofiltration), 역삼투막(RO)등으로 분류한다. 그 분류범위와 특징을 과 에 나타냈다 정밀여과막은 공극크기 이상의 물질 Fig. 2.3 Table 2.1 . 0.01㎛ 을 분리하는 막으로 부유물질, 콜로이드성 물질, 세균, 조류, 박테리아 등의 물질을 분리한다. 한외여과막은 20~500Å의 공극크기를 가지며 정밀여과막의 분리범위를 포함한 바이러스, 단백질 등의 물질을 분리한다. 정밀여과막과 한 외여과막은 입자성 물질을 주로 분리한다. 나노여과막은 10~50Å의 공극크기를 가지며 칼슘이온, 마그네슘이온, 황산이온 등의 2가 이온까지 분리할 수 있다. 역삼투막은 10Å 이상의 물질들을 분리할 수 있으며 금속이온, 염소이온 등 1 가 이온을 분리해 낼 수 있다.Configuration MF UF NF RO Separation
mechanism sieve effect
sieve and adsorption between UF and RO Solution diffusion MWCO > 500,000 1,000 ~ 200,000 100 ~ 500 20 ~ 500 Pore size 0.01 ~ 10 µm 20 ~ 500 Å 10 ~ 50 Å 10Å Flux (LMH) 50 ~ 500 3 ~ 200 20 ~ 80 5 ~ 40
Remove matter particle, colloid particle, colloid, protein all particle all particle, ions Table 2.1 Type and use of membranes
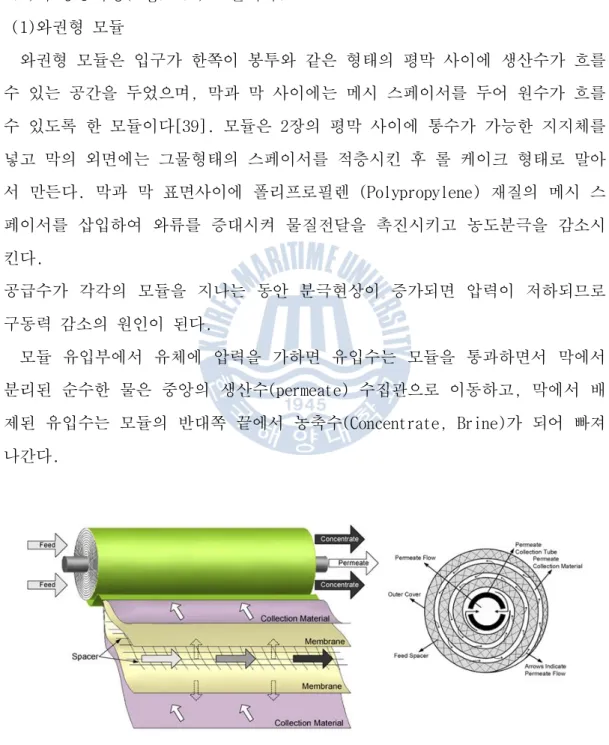
막모듈 형태에 따라 와권형(Spiral-wound)과 중공사형(Hollow-fiber), 관상형
평판형 모노리스형 등
(Tubular-type), (Flate and frame-type), (Monolith-type) 으로 분류 할 수 있다. 해수담수에 가장 많이 사용되는 모듈형태는 와권형(Fig. 과 중공사형 모듈이다 2.4) (Fig. 2.5) . 와권형 모듈 (1) 와권형 모듈은 입구가 한쪽이 봉투와 같은 형태의 평막 사이에 생산수가 흐를 수 있는 공간을 두었으며, 막과 막 사이에는 메시 스페이서를 두어 원수가 흐를 수 있도록 한 모듈이다[39]. 모듈은 장의 평막 사이에 통수가 가능한 지지체를2 넣고 막의 외면에는 그물형태의 스페이서를 적층시킨 후 롤 케이크 형태로 말아 서 만든다. 막과 막 표면사이에 폴리프로필렌 (Polypropylene) 재질의 메시 스 페이서를 삽입하여 와류를 증대시켜 물질전달을 촉진시키고 농도분극을 감소시 킨다. 공급수가 각각의 모듈을 지나는 동안 분극현상이 증가되면 압력이 저하되므로 구동력 감소의 원인이 된다. 모듈 유입부에서 유체에 압력을 가하면 유입수는 모듈을 통과하면서 막에서 분리된 순수한 물은 중앙의 생산수(permeate) 수집관으로 이동하고, 막에서 배 제된 유입수는 모듈의 반대쪽 끝에서 농축수(Concentrate, Brine)가 되어 빠져 나간다.
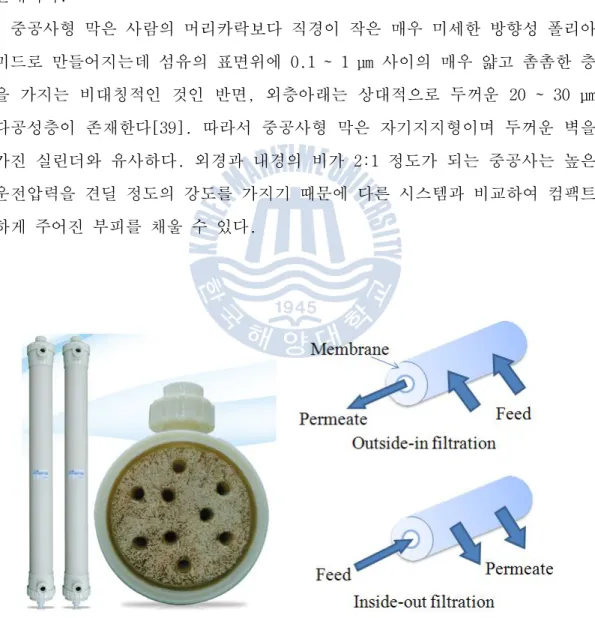
중공사형 모듈 (2) 중공사형 모듈은 원통형의 압력 용기속에 빈공간이 있는 섬유성 실을 수천개 에서 수만개씩 배열시킨 형태로 다른 모듈에 비해 부피당 막 표면적이 가장 넓 으며, 투과방식에 따라 외압식(Outside-in)과 내압식(Inside-out)이 있다. 내 압식은 원수가 막 내부로 유입되어 막 외부로 처리수를 흐르게 하는 방식이며 외압식은 원수를 막 외부에서 막 내부로 흐르게 방식으로 그 흐름이 내압식과 반대이다. 중공사형 막은 사람의 머리카락보다 직경이 작은 매우 미세한 방향성 폴리아 미드로 만들어지는데 섬유의 표면위에 0.1 ~ 1 µm 사이의 매우 얇고 촘촘한 층 을 가지는 비대칭적인 것인 반면, 외층아래는 상대적으로 두꺼운 20 ~ 30 µm 다공성층이 존재한다[39]. 따라서 중공사형 막은 자기지지형이며 두꺼운 벽을 가진 실린더와 유사하다. 외경과 내경의 비가 2:1 정도가 되는 중공사는 높은 운전압력을 견딜 정도의 강도를 가지기 때문에 다른 시스템과 비교하여 컴팩트 하게 주어진 부피를 채울 수 있다.
역삼투막
2.2
삼투와 역삼투 현상
2.2.1
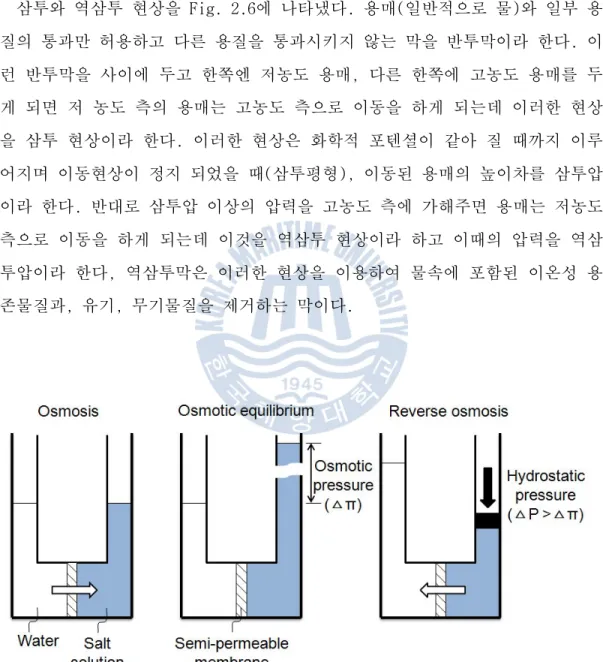
삼투와 역삼투 현상을 Fig. 2.6에 나타냈다. 용매 일반적으로 물 와 일부 용( ) 질의 통과만 허용하고 다른 용질을 통과시키지 않는 막을 반투막이라 한다. 이 런 반투막을 사이에 두고 한쪽엔 저농도 용매, 다른 한쪽에 고농도 용매를 두 게 되면 저 농도 측의 용매는 고농도 측으로 이동을 하게 되는데 이러한 현상 을 삼투 현상이라 한다. 이러한 현상은 화학적 포텐셜이 같아 질 때까지 이루 어지며 이동현상이 정지 되었을 때 삼투평형( ), 이동된 용매의 높이차를 삼투압 이라 한다. 반대로 삼투압 이상의 압력을 고농도 측에 가해주면 용매는 저농도 측으로 이동을 하게 되는데 이것을 역삼투 현상이라 하고 이때의 압력을 역삼 투압이라 한다, 역삼투막은 이러한 현상을 이용하여 물속에 포함된 이온성 용 존물질과 유기, , 무기물질을 제거하는 막이다.Fig. 2.6 A schematic illustration of the relationship between osmosis, osmotic equilibrium and reverse osmosis
Fig. 2.7 Reverse osmosis process
역삼투막 공정과 관련용어
2.2.2
운전공정 (1) 역삼투막은 크로스플로우 방식으로 운전되며 그 단순 공정을 Fig. 2.7에 나 타냈다. 유입수(Feed water)는 고압펌프로 인해 높은 압력으로 역삼투막으로 유입된다. 유입수는 막을 통해 생산수(permeate, product)와 농축수 로 분리된다 (concentrate, brine) . 관련용어 (2) 회수율 식 에 나타낸 것과 같이 회수율은 막 공급수량에 - (Recovery): (2.1) 대한 막 생산수량의 비이며, 막 여과 에 있어서 중요한 지표중 하나이다. 회수율 공급수량생산수량× (2.1) 염배제율 식 에 나타낸 것과 같이 염배제율은 막을 - (salt rejection): (2.2) 통해 제거되는 염의 비율로 탈염률이라고도 한다. 염배제율 공급수농도생산수농도× (2.2) 플럭스 막 면적당 투과수량을 말하며- (Flux) : , gallons per square foot per
역삼투막의 성능에 영향을 미치는 요소들
2.2.3
염배제율(Salt rejection)과 생산플럭스(Permeate flux)는 역삼투막 공정의
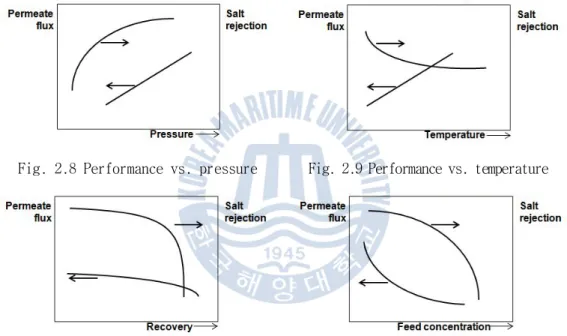
핵심이 되는 성능 파라미터들이다. 특정 조건하에서 이 변수들은 막 성능의 본 질적인 특성이며 운전변수들 압력( , 온도, 회수율, 농도 에 의해 영향을 받는) 다. 운전변수들이 막의 성능에 미치는 영향을 Fig. 2.8 - Fig. 2.11에 나타내 었다. Fig. 2.8에서 압력이 증가할수록 생산수 플럭스는 증가하고 염배제율도 증가한다. Fig. 2.9에서 온도가 증가할수록 염배제율이 증가하고 생산수 플럭 스도 증가한다. Fig. 2.10에서 플랜트의 회수율이 증가되면 생산수 플럭스와 염배제율은 둘다 감소한다. Fig. 2.11에서 유입농도가 증가하면 생산수 플럭스 와 염배제율은 감소한다.
Fig. 2.8 Performance vs. pressure Fig. 2.9 Performance vs. temperature
역삼투막이 가져야 할 조건
2.2.4
- 높은 수투과성(water flux), 높은 염배제율(salt rejection)을 가질 것
높은 강도를 가지며 얇은 격막 을 형성하는 능력을 가질 것 - (barrier) [40] 넓은 범위에서 화학적 안정성을 가질 것 - pH 막의 수명이 길 것 -미생물에 대한 내성이 있을 것 -압력 온도등의 운전조작 범위가 넓을 것 - , 가격이 저렴할 것
-역삼투막의 오염과 세정
2.2.5
(Cleaning)
오염 원인 (1) 부유성 현탁물질 콜로이드성 물질 등이 막면에 부착 - , [40] 탄산염 황산염 등이 석출하여 막면에 부착 - , 원수의 변화 미생물 발생 수질의 악화 - ( , ) 농도분극현상에 의해 오염물질 석출 -모듈내부에 공급되는 공급액의 유속 유량이 맞지 않을 경우 오염 - , 장기간의 운전 중지 -오염 지표 (2) 해수의 콜로이드성, 현탁 물질의 오염을 예측하는 것에는 탁도(turbidity), 가 있으며 막에 오염이 일어날 수 있는 가능성을 나타내는 지표로 사용된 SDI 다. 그 중에서도 SDI는 역삼투 해수담수에서 가장 일반적으로 사용되는 오염 지표이다. 1)SDI 물 속 부유물질의 의한 오염을 0.45 ㎛ 크기의 필터를 이용하여 측정하는Fig. 2.12 Apparatus for measuring the SDI 방법이며, SDI측정기구의 구성도를 Fig. 2.12에 나타냈다. 측정 방법으로는, 직경의 필터 홀더에 공극크기의 필터를 장착하고 47 ㎜ 0.45 ㎛ . 30 psi(2.1 의 압력으로 물을 통과시켜 측정한다 식 에 나타냈듯이 최초 bar) . (2.3) , 500 의 물이 통과하는 시간(t ㎖ i)을 측정한 후 T분이 지난 후 다시 500 ㎖의 물이 통과하는 시간(tf)측정하여 구한다. 일반적으로 역삼투막 유입수는 SDI를 15분 측정한 값을 기준으로 한다. 유입수의 SDI15는 최대 5 이하로 하며 그 값이 낮 을수록 역삼투막의 오염 확률이 낮다고 판단한다. 0.45㎛ 이하가 되는 오염물 질에 대한 효과가 고려되지 않는다는 단점이 있다.
∙ (2.3) 탁도 2) (Turbidity) 물의 맑은 정도로 오염 지표를 나타낸다. 물속의 부유물질들에 의해 산란되는 빛을 측정하는 방식으로, 일반적으로 NTU(Nephelometric Turbidity Unit) 단위를 사용하며 다른 단위(FTU, JTU)를 사용하기도 한다. 역삼투막 유입수의 탁도는 1 NTU 이하가 기준이며, 그 이상 이면 오염경향이 높은 걸로 판단하다.
막세정 시기의 판단 (3) 생산수량이 감소했을 경우 - 15% 염투과율이 증가한 경우 - 15% 차압이 운전 초기 상태보다 증가한 경우 - 15% 초기 조건과 같은 생산수량을 얻어내기 위한 압력이 증가한 경우 - 15% 막세정 방법 (4) 물리적 방법 - . 수세 생산된 담수를 저압 고 유속으로 막면에 흘려주는 방법 1) (Flushing): , 으로 일시적인 세정방법이다. 유기산을 이용하여 Flushing하면 칼슘 및 마그네슘의 스케일을 제거할 수 있다. 공기주입법 생산된 담수와 함께 공기를 넣어 오염 물질을 제거하며 유기 2) : 물질에 의한 오염을 제거할 수 있다. 화학적 방법 -구연산세정 구연산수용액을 저압에서 순환식으로 세정 1) ; 1~2% 구연산 암모늄세정 구연산용액에 암모늄수를 첨가하여 여러가지 로 2) + ; pH 조절된 세정액으로 세정하는 방법 인산세정 인산 수용액으로 세정 3) ; 0.1~0.2% 알카리세정 용액으로 유기
4) ; NaOH 0.1%+Sodium lauryl sulfate 0.5% 오염물 제거
5) Sodium hydrosulfite(Na2S2O6․2H2O) 2~4%용액으로 철분제거
용액으로 과 중금속제거
6) Sodium EDTA 2% Sulfate Scale
7) Ammonium bifluoride(NH4HF2) 2~5% + HCl로 실리카 제거 수성유액세정 기름과 산화철의 오염 물질 제거를 위해 의 무취 8) ; 1.5% 와 의 계면활성제 수용액사용 Thinner 0.45wt% Cyanamid-OT-B 효소세정 유기물의 오염 제거 9) ;
취수설비
2.3
전처리의 부하를 최소화하고, 역삼투 해수담수 플랜트의 안정적인 운전을 위해서는 깨끗하고 안정된 수질의 해수를 취수하여야 한다. 취수방식에는 표층 해수를 직접 취수하는 방식과 심층 해수를 취수하는 2가지 방식이 있다. 일반 적으로 깨끗한 해수를 얻을 수 있는 심층 취수 방식은 대규모 플랜트에서 가능 하다. 중 소규모 플랜트에서는 해안 구조물 해안 지하관정을 개발하여 취수를- ,하고 있다. 지하 관정을 개발 할 경우, 표층 해수보다 부유 물질의 농도가 낮 은 원수를 취수 할 수 있기 때문에, 전처리 시설의 부하를 줄일 수 있고, 염분 의 농도도 일부 감소되므로 고압펌프의 동력비를 줄일 수 있는 장점이 있다 [41]. 표층 해수를 취수하는 대규모 플랜트에서는 유입물 및 부착물의 방지를 위해 해수 취수구를 상방향으로 하거나 염소를 주입하기도 한다. 그러나 염소 주입 에 의한 취수 배관의 생물 부착 방지는 염소 주입관의 부식이나 파손에 의한 염소 누출로 인해 해양 생물에 나쁜 영향을 미칠 수 있기 때문에 바람직하지 않다. 일반적으로 깨끗한 해수를 취수 할 경우에는 배관 내부의 생물 부착 영 향을 고려하여 관경이 큰 취수 배관을 사용하고 있다. 대용량 취수 방식 (1) 대용량 플랜트에서 사용하고 있는 취수방식의 예를 Fig 2.13 (a)에 나타내었 다. 이 방식은 조수 간만의 차가 크지 않는 곳에서 사용할 수 있는 방법으로, 바다 내에 수중 구조물을 설치하여 해수를 시설 내로 유입 시킨 후 스크린으로 부유 물질의 일부를 제거하여 취수한다. Fig 2.13 (b)는 해저 취수탑에 스트 레이너를 장착한 장치로서, 2대의 집수 스트레이너와 2대의 취수 펌프로 구성 되어 있다. 스트레이너에서 취수 저항이 커지게 되면, 1대는 역세(Backwash)를 실시하여 저항을 줄이고 다른 한 대로 취수 한다. 중용량 취수 방식 (2) 에 나타낸 바와 같이 해안 주변이 바위로 되어 있는 곳에 유효 Fig 2.13 (d) 한 방식으로 구조물의 제작 작업을 바다에서 하지 않고 육상에서 제작하여 바 다에 고정 시킨 후 여과 모래를 충진 하여 한 곳의 관정은 취수용으로 사용하 고 다른 한 곳은 농축수를 지하로 환원하기 위하여 사용한다. 농축수는 취수관
정의 모래 층과 같은 층으로 환원시키지 않고 점토층으로 격리된 층으로 환원 한다. 소용량 취수 방식 (3) 에 나타낸 것과 같이 지하수를 개발하여 취수하는 방법으로서 Fig 2.13 (e) , 취수 펌프는 지하 관정 외부나 지하 관정의 중간 부분 및 수중에 설치한다. 특 히 수중 펌프는 스테인레스 재질을 사용하나 수명이 대체로 짧으며 대략 1~2년 사용할 수 있다. 그러나 이러한 방법은 산호로 된 섬에는 적용이 어렵다.
제
3
장 실험장치 및 방법
실험장치 구성
3.1
실험장치는 취수부, 전처리 시스템, 역삼투 시스템으로 구성되어 있으며 그 구성도를 Fig. 3.1에 나타냈다. 취수부는 수중펌프와 펌프가 설치되어 있는 진공탱크로 구성되고 전처리 시스템은 취수된 원수를 저장하는 5 ㎥크기의 취 수탱크, 화학세정 설비, 40㎛ 디스크 필터, 0.05㎛ UF모듈 3개와 5 ㎥ UF 생산 수 탱크로 구성된다. 역삼투 시스템은 1㎛ 카트리지 필터와 고압펌프 역삼투 모듈로 구성된다.취수부
3.1.1
실험실 바닥과 평균해수면은 평균 약 3m의 차이가 있어 취수펌프의 공동현상 이 일어날 수 있다. 공동현상을 방지하기 위하여 Fig. 3.2와 같이, 취수펌프는 지하 2m 되는 곳에 진공탱크를 두어 그 내부에 설치하였다. 취수펌프가 운전되 면 펌프가 있는 진공탱크는 진공상태가 유지되며, 진공의 힘으로 해수를 진공 탱크로 자동 유입시키는 사이펀의 원리를 이용하였다. 진공탱크의 입구와 출구 에 진공계와 압력계를 설치하여 취수펌프의 이상 유무를 파악하였다. 3" 플렉 서블 튜브를 우수배수관을 통해 파일럿 플랜트로 연결하였고 취수입구에서부터 실험실 취수탱크까지의 거리는 약 70m이다. 수중펌프를 보호하고, 펌프 내부로의 수중 부유물의 유입을 막기 위하여 과 같이 취수입구에 원형스크린을 설치하였다 원형스크린 상부에 Fig. 3.3 . 254 크기의 메시를 설치하여 사용하였으며 메시의 막힘이나 오염 정도에 따라 m μ 주기적으로 교체 하였다.Fig. 3.2 Vacuum tank
전처리 시스템
3.1.2
전처리 시스템은 5㎥ 크기의 원수탱크, 40㎛ 디스크 필터와 UF 시스템(UF 모 듈, 시스템 제어부, 탁도계, UF 생산수 탱크 으로 구성 되어있으며 각 부의 명) 칭을 Fig. 3.4에 나타냈다. 취수탱크 전단의 배관에 차아염소산나트륨(NaOCl) 을 지속적으로 주입하여 그 농도가 2 ppm이 되도록 하였다. 디스크 필터 (1)디스크 필터는 ARKAL Filtration systems Ltd. 사의 2″Spin Klin 모델로
에 나타냈다 디스크 필터는 디스크가 들어있는 용기 개와 역 Fig. 3.5 . 40㎛ 2 세에 사용되는 물을 저장해놓는 역세용 용기로 구성 되어있으며, 설정된 차압 과 역세주기에 의해 자동으로 역세하면서 운전된다. 해수 수질이 아주 혼탁하 여 역세주기가 단축되면 자동으로 시스템이 멈추도록 되어있다. 시스템 (2) UF 실험의 사용된 UF막은 웅진 케미컬의 CSM HFTS 7090이며 막의 사양을 Table 에 나타내고 사용된 모듈사진을 에 나타냈다 실험에는 총 개의 3.1 , Fig. 3.6 . 3 모듈이 사용하였다 UF . 탁도계 (3)
원수와 생산수의 탁도는 HF scientific Ltd. 사의 HF Micro TOL을 이용하여 측정하였으며 Fig. 3.7 나타내었다. 온라인 탁도계로서 데이터의 측정은 10초 마다 이루어지며 원수의 측정범위는 1-100 NTU, 생산수의 측정범위는 1-10 NTU
로 설정하였다. UF 여과 공정외의 역세공정, 디스크필터의 역세 공정에서도 시 료를 계측기에 연속적으로 공급하기 위해 수조를 설치하였다.
측정 (4) SDI
에 나타냈듯이 원수와 생산수의 는
Fig. 3.8 , SDI GE Infrastructure Water &
사의 제품을 사용하여 측정하였다
Technologies Ltd. OSMONIC AUTO SDI . SDI
측정기구에 시료를 공급해주기 위해 작은 펌프가 설치된 공급 장치를 따로 제 작하였다. 시료의 채취는 원하는 측정 지점에서 이루어졌으며, 원수는 SDI5를 생산수는 UF SDI15를 측정하였다. 측정방법은 2.2.5절에 나타나있다. 화학세정 설비 (5) 막의 화학세정 을 위해 크기의 탱크 대 각각 산 염기용 UF (CEB, CIP) 400L 2 ( , 액 와 펌프 한 대를 설치하여 플렉서블 튜브를 이용하여) UF배관라인에 연결하 였다.
Fig. 3.4 Pre-treatment systems
Model HFTS 7090 Dimension Diameter 194 ㎜ Length 2,270 ㎜ Effective Area 60 ㎡ Effective Length 1,900 ㎜ Material Membrane PVDF Potting Poly-urethane Housing ABS
Filtration Type Outside-in
Permeate Flow rate 1.3 ~ 5.0 ㎥/hr Max. Inlet pressure 3 ㎏f/㎠
Max. Operating TMP 2 ㎏f/㎠ Operating Temperature 1 ~ 40 ℃
pH Range 2 ~ 11
Table 3.1 Specifications of UF membrane
Fig. 3.7 Turbidity instrument
역삼투
시스템
3.1.3
(RO)
역삼투 시스템을
Fig. 3.9
에 나타냈으며 각 부의 명칭은 그림과 같다
.
1
㎛ 카트리지 필터, 고압펌프, 역삼투막 모듈, 제어부, 터보챠져, 계측장비 및 화학약품 탱크로 구성되어 있다. 실험에 사용된 역삼투 시스템은 UF 전처리 시 스템으로부터 200㎥/day의 유입수를 공급받으며 50 /day㎥ 이상을 생산한다. 카트리지 필터 (1) 카트리지 필터는 2개가 병렬로 고압펌프 전단에 설치되어 있으며 각각 20¨ 카트리지가 개씩 들어 있다 사용된 카트리지는 폴리프로필렌 재질로서 1㎛ 10 . 많은 섬유로 이루어진 섬유다발을 중심축으로부터 완만한 밀도 구배가 얻어질 수 있도록 감아올린 뎁스 타입의 필터이다. 필터 하우징은 SS400 재질로서 11 의 유량을 통과시킬 수 있다 /hr . ㎥ 고압펌프 (2) 고압펌프는 전처리 된 해수를 약40 bar 이상의 높은 압력으로 올려주기 위한 장치이며 역삼투 시스템의 핵심장치이다. 실험에 사용된 고압펌프를 Fig. 3.11 에 나타냈으며 펌프의 종류는 플런져 타입이다. 역삼투 모듈 (3) 역삼투 모듈은 4개의 베셀로 구성되어 있고 베셀 하나당 2개의 막이 들어있 다. 8개의 막은 직렬로 연결되어 있으며 역삼투 막의 제원을 Table 3.2에 나타 내었다 실험에 사용된 역삼투막은. DOW 사의 FILMTEC SW30HR-380 모델이다.터보차져 에너지 회수장치 (4) ( ) 에너지 회수장치는 역삼투막에서 버려지는 고압의 농축수 압력을 회수하기 위한 장치이다. Fig. 3.14는 터보차져형 에너지 회수장치로, 역삼투막 가압수 에 보조 압력원으로 사용하는 방법으로 역삼투막에서 요구하는 압력의 약70% 정도를 고압펌프에서 공급하고 나머지30%는 농축수에서 회수하여 원수를 승압 시킨다[42]. 화학약품 탱크 (5) 화학약품 탱크를 Fig. 3.15에 나타냈다. 약품탱크는 총 3개로 구성되어 있으 며 각각 교반기를 설치하여 사용하였다. 사용된 화학약품의 종류는 환원제 황산 스케일 방지제이다 환원제는 전처리부에서 주입된 차아염소산나 (SMS), , . 트륨과 잔류하는 염소를 제거하기 위해 카트리지 필터 입구에 주입하였다. 황 산은 역삼투막의 pH를 조정하기 위하여 카트리지 필터 입구에 주입하였고, 스 케일 방지제는 막 내에 스케일 형성을 방지하기 위해 전처리부의 디스크필터와 사이에 주입하였다 UF . 계측장비 (6) 역삼투막 모듈의 입구에 센서를 설치하여 pH, ORP, 잔류염소량을 측정하였 으며 측정되는 값에 따라 주입되는 약품의 양을 조절 하였다. pH는 Glass전극 비교방식로 측정하였으며 측정범위는 0~14pH, 정밀도는 ±0.02pH 이다. ORP는 산화환원 전위차 방식으로 측정하였으며 측정범위는 ±1999mV, 정밀도는 ±1mV 이다 잔류염소량의 측정범위는 갈바닉 전극 방식으로 측정하였으며 ORP of F.S . 측정범위는 0~10ppm, 정밀도는 0.1ppm이다.
Fig. 3.9 RO system
Fig. 3.11 High pressure pump
Active Area 380 ft2 (35 m2) Stabilized Salt Rejection 99.7 (%)
Membrane Type Polyamide Thin-Film Composite
Maximum Operating Temperature 113℉ (45℃)
Maximum Operating Pressure 1,000 psig (69 bar) Maximum Pressure Drop 15 psig (1.0 bar) pH Range, Continuous Operation 2 - 11
pH Range, Short-Term Cleaning(30 min) 1 - 13 Maximum Feed Silt Density Index SDI 5 Free Chlorine Tolerance < 0.1 ppm
Table 3.2 Specifications of RO membrane
Fig. 3.15 Chemical tank
실험방법
3.2
실험장비의 계통도는 Fig. 3.17과 같다.
Fig. 3.17 Pilot operation capacity
전처리 성능실험
3.2.1
실험은 9월 19일부터 10월 22일까지 5주간 실시했다. UF시스템의 운전공정은 에 나타나있다 디스크필터는 분 주기 또는 이상의 차압에서 Table 3.3 . 30 1 bar 역세 되도록 하였다. 유량, 압력 원수( , 생산수, 드레인), 입구온도와 탁도는 초마다 측정하였고 원수와 생산수 는 하루에 한번 시료를 채취하여 측정 10 SDI 하였다. Processes time Filtration 20 min1 .Air scrubbing 30 sec
2. Air + Water washing 30 sec
3. Water washing 30 sec
Drain 60 sec
Flushing 80 sec
Chemical CEB (ppm) CIP (ppm)
NaOCl 500 2,000
NaOH 500 10,000
H2SO4 500 10,000
Table 3.4 Chemicals and concentrations for CEB and CIP of UF
Chemical Concentration (ppm)[43] dosage (㎖/min)
SMS 16 50
H2SO4 20 50
Anti-scalant 3 50
Table 3.5 Concentrations and dosage of chemicals
막의 및 에 사용한 약품과 농도를 에 나타내었다 할
UF CEB CIP Table 3.4 . CEB
때 알칼리용액으로 먼저 20분 동안 순환시키고 난 뒤 40분 침적시켰다. 그 다 음 UF 생산수로 헹군 다음 산용액(acid solution)으로 같은 과정을 반복하였 다. 실험기간 동안 CIP는 실시하지 않았다.
역삼투막 농도 변화실험
3.2.2
공급되는 해수의 농도를 변화시키기 위해 농축수 라인을 원수탱크로 연결하 여 원수와 농축수를 혼합하였다. 원수탱크로 들어가는 농축수 라인에 유량계를 설치하여 원수 유량과 농축수 유량을 조절하여 농도를 증가시켰다. 농도가 증 가되어 안정화 될 때까지는 7시간이 소요되었다. 역삼투막과 UF막에 주입된 약품의 농도와 주입량을 Table 3.5 에 나타내었 다. 역삼투 유입수와 UF 유입수를 8.5 ㎥/h으로 계산 했을 때의 농도와 주입량 이다. 유입수, 생산수와 농축수의 압력, 유량 농도는, 10초마다 측정하였다.중공사형
막의 운전
3.2.3
UF
가압식 중공사 막의 운전공정은 여과 역세, , 화학세정 으로 분류할 수 있다. 일반적으로 정상 운전시 여과와 역세를 반복 하면서 공정이 진행된다. 여과 시 간과 역세시간은 해당 사이트의 원수 특성에 따라 운전자가 판단하여 조절 가 능하다 중공사 막의 경우 막의 오염 및 손상 등. , 문제가 발생하면 바로 생산 유량, 차압에 이상을 나타낸다 간혹 막의 손상이 표면에 생긴 오염 때문에 겉. 보기로는 드러나지 않는 경우도 있으나 화학세정(CIP or CEB)을 하면 그 손상 정도가 완전히 드러난다.여과
(1)
유입된 원수를 일정 미만의 탁도를 가진 처리수로 만들어 주는 공정을 여과 라 한다. Fig 1 에 여과 공정의 흐름을 나타냈다.역세
(2)
일정 시간의 여과 공정 이후 막과 모듈 내에 쌓여있는 오염물들을 물리적인
세척을 통해 모듈 밖으로 버리는 공정이다. 일반적으로 중공사형 모듈의 역세
공정은 공기세척(Fig. 2), 물 세척(Fig. 3), 배출(Fig. 4) 공정으로 이루어진 다. 공기 세척(air scrubbing)은 물 세척(backwash)을 하기 전 모듈로 주입하 여 막 표면에 쌓여 있는 오염물이 쉽게 제거될 수 있도록 막을 털어주는 역할
을 한다. 물 세척은 여과된 처리수를 이용하여 모듈 내의 오염물을 씻어내는
공정으로서 여과공정의 흐름과 반대로 일어나기 때문에 역세 공정이라 표현한 다. 마지막 배출(Drain)공정은 물 세척 이후 모듈 내에 남아있는 오염물을 모 듈 하단의 포트로 버리는 공정이다.
Fig. 3.20 Water washing process
화학세정
(3)
막 여과를 계속해서 진행할 경우 장기적으로 물리세척만으로는 여과 능력을,
회복하는 것이 어렵다. 이와 같은 경우에 화학세정을 진행한다. 정유량 제어에
서 막차압(TMP)이 150 kPa에 달할 때를 판단 기준으로 하는 예가 많다. 화학세 정은 크게 2가지로 분류되는데, CEB(chemical enhanced backwash)와
로 분류 한다 는 산이나 알칼리를 역세수
CIP(cleaning in place) . CEB(Fig. 5)
에 주입하여 모듈을 역세하는 공정으로 원수의 특성에 따라 주입약품의 종류와 세정시기가 다를 수 있다. CIP(Fig. 6)는 CEB로도 막의 차압, 생산수량 등 성
능이 회복되지 않을 경우 더 높은 약품농도로 세정하는 공정이다. 중공사형 UF
모듈의 운전 방법과 그 흐름을 Table 1에 정리하였다.
Fig. 3.23 CIP process
Operation mode Flow
Filtration method Cross-flow A → B, C Dead-end A → B Backwash method Air scrubbing D → C Backwash E, D → C Flushing A → C CEB E, D → C CIP A → B, C Drain F
제
4
장 실험결과 및 고찰
전처리 성능실험
4.1
차압
과 투수율
4.1.1
(Trans Membrane pressure; TMP)
(Permeability)
은 연속 운전 기간 중 특정한 날의 시간 동안의 막에서의 Fig. 4.1 12 UF TMP 와 투수율을 나타낸 것 이다. TMP는 UF막의 유입압력과 생산수 압력의 차로 구 하였으며, 수력학적 압력을 고려하였다. 심볼은 10초 간격으로 획득된 데이터 를 의미한다. Fig. 4.1에서 심볼로 연결되는 부분은 UF의 여과 과정이며, 심볼 이 없는 부분은 여과 후의 에어스카우링, 역세, 수세 공정이다. 에어스카우링 과 역세의 의해 막 표면에 부착된 오염물이 제거되었다가 여과 과정에서 다시 막 표면에 부착되어 TMP가 증가하는 현상을 보여주고 있다. 그림에서의 실험기 간동안의 역세공정에 의한 TMP의 회복은 약 0.028 bar 였다. 운전을 계속 할수 록 막의 TMP는 비가역성 오염(irreversible fouling)에 의해 계속 증가하고 있 음을 보여 주고 있다. 일반적으로 막의 TMP가 증가하면 생산수의 플럭스는 감소한다. 그러나 이번 실험기간동안 TMP의 증가와 비교하였을 때 막 오염에 의한 생산수 플럭스의 감 소는 미미하였다. 생산수의 플럭스를 TMP로 나눈 투수율의 변화를 Fig. 4.1(b) 에 나타냈다. 그림에서, TMP가 증가한 비율만큼 투수율이 감소하고 있는 것을 보여주고 있다.
(a) TMP
(b) Permeability
Fig. 4.1 Variation of TMP and Permeability during 12 hours operation on a typical day
Fig. 4.2 Impacts of operation time, sea water condition and system operation on TMP
Fig. 4.4 Trends of permeability during the experiments 는 주간의 변화를 나타낸 것이다 이 기간 동안 번의 를 Fig. 4.2 5 TMP . 3 CEB 실시하였다. 첫 번째 CEB는 알칼리 용액으로만 순환, 침적 시켰다. 2 번째와 3 번째는 알칼리 용액을 먼저 순환, 침적 시킨 뒤 생산수로 헹군 다음 산 용액을 사용하여 알칼리 용액과 같은 방법으로 순환, 침적 시켰다. TMP의 회복 정도로 판단했을 때, 알칼리 용액이 산 용액보다 효과가 더 좋았다. 산 용액에 의한 회복도 무시 할 수 없었기 때문에 이후 를 실시할 경우 알칼리와 산 용 TMP CEB , 액을 모두 사용하였다. 이번 실험에서 하루 동안 TMP 증가량은 약 0.065 bar 였다. 은 실험기간 동안의 해수의 탁도와 파고의 변화를 나타낸 것이다 Fig. 4.3 . 파고는 기상청의 부산 북항의 파고 데이터를 참조하였으며 1시간 마다 측정된 데이터이다. 그림에서 파고의 변화와 해수의 탁도 변화는 아주 유사한 경향을 보였다. Fig. 4.2에서 나타난 것과 같이 해수의 상태와 시스템의 운전에 따른 변화 효과를 알 수 있었다 이 그림에서 기간은 파고가 이하가 되는 TMP . A 1m
경우를, B기간은 파고가 1~3m 되는 경우를 의미한다. 두 기간에서의 TMP의 변 동 폭을 살펴보면 파고가 낮고 잔잔한 A의 경우가 그렇지 않은 B의 경우에 비 해 전처리 운전이 양호하였다. 이 결과는 파고가 높아질수록 더 높은 탁도의 해수가 전처리 시스템으로 유입되었으며, 디스크 필터의 잦은 역세로 인해 UF 막의 TMP 변화에 많은 영향을 준 것으로 보인다. C기간은 디스크필터의 차압이 에서 역세가 되도록 설정되어 있던 값을 로 수정하였을 때의 변 1 bar 2 bar TMP 화폭을 나타낸 것이다. 디스크필터의 차압이 증가할수록 디스크의 막힘으로 인 해 UF 전단에서의 유입유량이 감소되었고 이로 인해 막의 TMP 변화가 심하였 다. 이 결과들은 해수의 수질과 전처리 시스템의 구성, 특히 디스크 필터의 운 전 상황에 따라 막의 TMP가 많은 영향을 받을 수 있다는 것을 보여준다. 은 주간의 운전기간 동안의 투수율의 변화를 나타낸 것이다 Fig. 4.4 5 . TMP 변화와 같이 CEB를 실시하면 투수율이 원 상태로 거의 회복되고 있는 것을 보 여주고 있다. 투수율의 변화는 TMP의 변화보다는 안정적인 경향을 보였다.
해수
생산수의 탁도와
4.1.2
, UF
SDI
Fig. 4.5 Trends of turbidity and SDI
는 운전기간 동안의 해수와 생산수의 탁도와 를 측정하여 나타낸 Fig. 4.5 SDI 것이다. 탁도는 매 10초간 획득한 값이고 SDI는 하루에 한번씩 해수와 생산수 를 채취하여 측정한 것이다. 실험 기간 동안 생산수 SDI15의 값은 대부분 1과 사이의 값을 유지하였으며 탁도는 이하의 값을 유지하였다 2 0.4 NTU .
역삼투막 농도 변화실험
4.2
Fig. 4.6 Variation of feed salinity
역삼투막으로 공급되는 유입수의 농도변화를 Fig. 4.6에 나타내었다. 4가지 경우 모두 유입수의 초기 1시간 동안의 농도는 약 33,500 ppm에서 34,000 ppm 사이였다. 초기 1시간 동안에 역삼투 시스템으로 유입되는 유량은 8.55 ㎥/h 으로 일정하였고 약 30%의 회수율로 2.55 ㎥/h을 생산수를 생산하고 6 ㎥/h 의 농축수를 방류하였다. Fig. 4.6에서, 6 ㎥/h의 농축수를 방류시키지 않고 모두 해수와 혼합하였을 때는 농도가 47,000 ppm 까지 증가하였다. 혼합되는 농축수 의 양을 0.9 ㎥/h 감소시켜가며 증가되는 농도를 조절하였다. 5.1 ㎥/h 혼합시 켰을 때 44,000 ppm, 4.2 ㎥/h 일때 41,000 ppm, 3.3 ㎥/h 일때 38,000 ppm까 지 농도가 증가하였다. 실험은 41,000 ppm, 47,000 ppm, 44,000 ppm, 38,000 의 순서로 진행되었다 ppm .
운전압력
4.2.1
Fig. 4.7 Experimental result of pressure under the condition of various feed salinity
유입수의 농도 변화에 따른 운전압력의 변화를 Fig. 4.7에 나타내었다 농도. 를 38,000 ppm 까지 증가시켰을 때의 압력변화는 43.5 bar에서 47.5 bar,
일 때 에서 일 때 에서
41,000 ppm 44 bar 50 bar, 44,000 ppm 43.5 bar 53 bar,
일 때 에서 까지 각각 증가하였다 47,000 ppm 44 bar 56 bar . 의 농도변화와 비교하였을 때 농도가 증가 될수록 운전압력도 따라 Fig. 4.6 , 서 증가하였고 그 변화도 아주 유사한 것을 확인할 수 있다. 이 결과는 유입수 의 농도가 증가한 만큼 요구되는 역삼투 압력도 따라서 증가한다는 것을 보여 준다.
생산수 농도
4.2.2
Fig. 4.8 Experimental result of permeate salinity under the condition of various feed salinity
유입수 농도변화에 따른 생산수의 농도변화를 Fig. 4.8에 나타내었다. Fig 에서 나타나있듯이 유입수의 초기 시간 동안의 농도변화는 에 4.6 , 1 33,500 ppm 서 34,000ppm 사이로 차이가 작은데 비해 생산수의 농도는 220 ppm에서 260 까지 차이가 있었다 막을 새 막으로 교체 후 바로 진행되었던 ppm . 41,000 ppm 의 경우에 초기 1시간 동안의 생산수 농도는 220 ppm으로 가장 낮게 측정되었 지만 가장 마지막 실험경우인 38,000 ppm의 경우 260 ppm까지 생산수 농도가 증가하였다. 실험이 진행 될수록 직렬로 연결되어 있는 8개의 막 중, 후단 쪽 의 막에서 농축수 농도 증가로 인해 생산수질이 악화된 걸로 보인다[41]. 유입수 농도를 38,000 ppm까지 증가시켰을 때의 생산수의 농도변화는 260
일 때는 에서 일때는 에서 44,000 ppm 250 ppm 460 ppm, 47,000 ppm 230 ppm 460 까지 증가하였다 실험결과 가지 경우의 생산수 농도는 모두 먹는 물 수질 ppm . 4 기준을 만족하였다 유입수의 농도가 증가할수록 생산수 농도의 (< 600 ppm) . 증가량도 더 크다는 것을 확인하였다. 특이한 점은 유입수의 농도가 41,000 과 일 때보다 이상 일 때 생산수의 농도 증가폭이 훨 ppm 38,000 ppm 44,000 ppm 씬 크다는 것이다. 이 결과로 인해 사용된 역삼투막이 특정한 유입농도 이상에 서는 TDS 제거율이 떨어지는 걸로 생각된다.
염 배제율
4.2.3
Fig. 4.9 Salt rejection under the condition of various feed salinity 에 염배제율의 변화를 나타냈다 과 에서 약 Fig. 4.9 . 38,000 ppm 41,000 ppm 의 감소를 보였고 과 에서는 약 의 감소를 보였 0.1% 44,000 ppm 47,000 ppm 0.3% 다. 식(2.2)에 나타냈듯이 염배제율은 유입수와 생산수의 농도로 구해지기 때 문에 그림에서 초기 1시간 동안의 염배제율의 차이는 초기 1시간 동안의 생산 수 농도의 차이에 의한 것이며 약 0.1 %의 차이를 보였다. 이 결과를 통해 염 배제율은 생산수 농도변화에 따라 영향을 받는다는 것을 알 수 있다.
회수율
4.2.4
Fig. 4.10 Recovery rate under the condition of various feed salinity 에 회수율의 변화를 나타냈다 초기 시간 동안의 회수율은 에 Fig 4.10 . 1 29.6% 서 30.2% 사이였다. 회수율의 감소는 38,000 ppm에서 2.4%, 41,000 ppm 에서 에서 에서 감소하였다 이 결과는 3.5%, 44,000 ppm 5.2%, 47,000 ppm 6.8% . 30% 의 회수율로 60 m3/day를 생산하는 역삼투 해수담수 플랜트에서 최대 46 m3/day 까지 생산수량이 감소할 수 있는 결과이다. 이 결과는 역삼투막으로 공 급되는 해수의 농도가 회수율에 아주 큰 영향을 줄 수 있다는 것을 보여준다.
전력 소비량
4.2.5
Fig. 4.11 Power consumption under the condition of various feed salinity 에 담수 톤을 생산하는데 필요한 전력소비량을 농도변화에 따라서 Fig. 4.11 1 계산하였다. 농도를 변화시키기 전 33,500 ppm에서 초기 전력소비량은 6.3 kWh/m3 이었다. 38,000 ppm - 47,000 ppm까지 농도를 증가시켰을 때 각각 6.93 kWh/m3, 7.39 kWh/m3, 7.98 kWh/m3, 8.58 kWh/m3 의 증가를 보였다. 이 결과는 농도증가에 따른 운전압력 증가로 인해 플랜트의 전력소비량이 증가 된 것으로 보인다.

![Fig. 1.2 Contracted capacity by technology(2001-2007)[4]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4716125.8574/14.774.153.623.86.337/fig-contracted-capacity-by-technology.webp)
![Fig. 1.4 Schematic diagram of sea water reverse osmosis desalination system [6]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4716125.8574/15.774.180.613.87.382/fig-schematic-diagram-sea-water-reverse-osmosis-desalination.webp)