콘크리트工學
大 韓 土 木 學 會 論 文 集第29卷 第5A 號·2009年 9月 pp. 519 ~ 529
대구경 콘크리트 충전 복합소재 파일의 휨-압축 거동에 대한 실험적 분석
Experimental Analysis of Large Size Concrete-Filled Glass Fiber Reinforced Composite Piles Subjected to the Flexural Compression
이성우*·최석환**
Lee, Sung Woo · Choi, Sokhwan
···
Abstract
Fiber reinforced composite materials have various advantages in mechanical and chemical aspects. Not only high fatigue and chemical resistance, but also high specific strength and stiffness are attained, and therefore, damping characteristics are ben- eficial to marine piles. Since piles used for marine structures are subjected to compression and bending as well, detailed research is necessary. Current study examine the mechanical behavior under flexural and/or compressive loads using concrete filled fiber reinforced plastic composite piles, which include large size diameter. 25 pile specimens which have various size of diameters and lengths were fabricated using hand lay-up or filament winding method to see the effect of fabrication method.
The inner diameters of test specimens ranged from 165 mm to 600 mm, and the lengths of test specimens ranged from 1,350 mm to 8,000 mm. The strengths of the fill-in concrete were 27 and 40 MPa. Fiber volumes used in circumferential and axial directions are varied in order to see the difference. For some tubes, spiral inner grooves were fabricated to reduce shear defor- mation between concrete and tube. It was observed that the piles made using filament winding method showed higher flexural stiffness than those made using hand lay-up. The flexural stiffness of piles decreases from the early loading stage, and this phe- nomenon does not disappear even when the inner spiral grooves were introduced. It means that the relative shear deformation between the concrete and tube wasn't able to be removed.
Keywords : GFRP pile, concrete filled pile, glass fiber composite, flexural compression
···
요 지
복합소재는 화학적 , 역학적인 면에서 여러 장점을 가지고 있다 . 피로 저항성과 화학적 저항성이 높을 뿐 아니라 , 비강도 ,
비강성 등이 높아서 높은 감쇠 특성을 보인다 . 항만 구조물에 사용되는 파일은 압축 뿐만 아니라 휨을 받기도 하므로 이에 대한 연구가 필요하다 . 본 연구는 대구경을 포함하는 콘크리트 충전 유리섬유 복합소재 파일의 압축 거동 혹은 휨 - 압축 거 동을 분석한다 . 지름 및 길이가 서로 다른 25 개의 실험 파일을 제작하는데 , 시편의 복합소재 튜브 내경은 165 mm 에서 600 mm 에 이르고 , 길이는 1,350 mm 에서 8,000 mm 에 이른다 . 수적층 및 필라멘트 와인딩 성형 공법을 모두 사용하여 튜브를
제작하여 적층의 구조가 미치는 차이를 알아보았다 . 충전 콘크리트의 강도로는 27 MPa 과 40 MPa 를 사용하였다 . 축방향 및 원주방향의 섬유의 부피비에 변화를 주어 각각의 영향을 분석하였고 , 일부 시편에는 나선형 홈을 튜브 안쪽에 성형하여 충 전 콘크리트와 튜브 사이의 전단변형을 줄이는데 기여할 수 있는지 분석하였다 . 실험결과를 보면 , 직포만을 사용하여 수적층 성형 공법으로 파일을 제작하는 것보다 필라멘트 와인딩 성형 공법을 이용하여 제작하는 것이 휨강성을 높이는데 훨씬 유리 하다 . 나선형 홈을 성형해서 넣더라고 휨강성은 낮은 하중단계에서 부터 지속적으로 감소하는 경향을 보이는 것으로 보아 ,
충전 콘크리트와 튜브 사이의 전단변형을 완전히 억제하지는 못하는 것으로 판단된다 .
핵심용어 : GFRP, FRP, 콘크리트충전 복합소재 파일 , 유리섬유보강 폴리머
···
1. 서 론
최근 외국에서는 경량이면서도 고강도이고 , 내부식성이 탁 월한 복합소재가 항만 , 조선 , 항공 , 기계 등 다양한 분야에 서 응용이 확산되고 있다 . 복합소재는 역학적인 측면에서 여
러 가지 장점을 가지고 있다 . 높은 인장강도를 가지고 있고 ,
파괴시까지 비교적 선형적으로 거동 하며 , 섬유의 배치 방향 및 섬유비를 다르게 함으로써 역학적인 방향성을 도입할 수
있다 . 피로 (fatigue) 거동에 대한 저항성도 우수하다 . 항복강도
를 밀도로 나눈 값으로 정의되는 비강도 (specific strength) 는
*정회원·국민대학교건설시스템공학부교수
(E-mail : [email protected])
**정회원·교신저자·국민대학교건설시스템공학부부교수
(E-mail : [email protected])
고강도 강재의 약 15 배에 달한다 . 탄성계수를 밀도로 나눈 값인 비강성도 매우 높아서 진동의 영향이 큰 구조물의 경 우 저진동 성능을 도입하는데 유리하다 . 즉 강재의 경우 고 밀도 , 고탄성계수 , 낮은 감쇠특성을 가지는 반면 , 복합소재의 경우 저밀도 , 높은 감쇠특성을 가지게 된다 . 복합소재에 사 용되는 수지는 일반적으로 화학물질 , 산성 , 해수 , 담수에 대 한 화학적 저항성이 높아서 유지관리가 거의 필요가 없으므
로 생애비용 (life cycle cost) 이 줄어들게 된다 . 방식시스템을
설치한 강관 파일의 경우에도 내구연한을 30~40 년 정도로 보나 유리섬유 복합소재 파일의 경우 , 일반적으로 50 년 정도 의 내구연한을 보장하나 , 100 년 혹은 그 이상까지도 사용할 수 있는 것으로 예측되고 있다 . 콘크리트충전 (concrete-filled)
유리섬유 복합소재 (glass fiber reinforced polymer tubes;
GFRP) 에 사용되는 섬유는 유리섬유 , 탄소섬유 및 아라미드
섬유가 주종을 이루고 이들을 결합시키는 수지로는 에폭시 ,
비닐에스터 , 폴리에스터 , 우레탄 등 여러 가지가 사용된다 .
복합소재에 사용되는 섬유 중에서 탄소섬유 , 아라미드섬유 등은 가격이 높아서 건설자재용으로 사용하기에는 아직 이르다 . 그러나 유리섬유는 100% 국내 생산이 되고 상대
적으로 가격이 저렴하다 . 복합소재는 원자재의 가격 하락 ,
제조 공정의 발달 등으로 인해서 시장 경쟁력이 강화되고 있다 .
항만 및 어항 구조물인 잔교식 안벽 파일 등에는 일반적 으로 콘크리트 또는 강재가 사용되고 있다 . 그러나 콘크리트 와 복합소재의 장점을 접목한 콘크리트 충전 복합소재 파일 을 도입하면 , 파일의 내구연한을 늘이고 , 유지관리비를 절감 할 수 있으며 , 경량으로 시공이 간편하여 공기단축 및 공사
비 절감 등을 이룰 수 있다 . 복합소재를 이용한 해상 파일
의 개발은 외국이 앞서 있다 . 1996 년의 미국 Delaware 에서
는 Cape May-Lewes Ferry 공사에 Hardcore Composites
사에서 만든 유리섬유 파일을 목재 파일과 교체하였다 . 파일
의 직경은 324 mm, 길이는 20 m 이었다 . 이 파일은 목재
파일보다 휨강성이 4 배 높았으며 , 축방향 강도는 3 배 정도이 었는데 , 그 후 상당기간 성능저하 혹은 접안 충격에 의한 마모가 보고되지 않았다 . 이 파일은 세 겹의 직포를 이용하
여 SCRIMP(Seemann Composite Resin Infusion Molding
Process) 진공 이송 몰드공정으로 제작되었다 . 세 겹의 직포
중 한 겹은 파일 축방향 (0
o) 으로 하여 휨과 전단에 지지되도 록 하였고 다른 두 겹은 ±45
o방향으로 배열하여 원주방향 구속효과를 주었다 . 레진으로는 Dow Chemical 의 Derakane
411-PC 100 에폭시 비닐에스터가 사용되었다 . 이 교체공사
실험시공 후 1997 년 7 월 미 Delaware 항만청에서는 또다시
257 개의 목재파일을 44 개의 복합소재 파일로 대체 시공하였 으며 , 뉴욕 항만청에서도 1996 년에 뉴욕항에 복합소재파일을 실험 시공하였다 . 여기서는 24 개의 파일이 설치되었으며
Seaward International 사 및 Creative Pultrusions 사에서 생 산된 제품이 사용되었다 . 시공기술자에 의하면 이 복합소재
파일은 40kN 의 타격력에도 균열과 같은 문제가 발생하지
않았다 . 이외에도 Lancaster Composites 사가 제작한 복합소
재 파일이 미 Texas 주의 해군 항만에 적용되는 등 여러 예
가 있다 .
2. 콘크리트 충전 복합소재 파일의 휨 거동 연구 복합소재 튜브의 구속력을 이용한 충전 콘크리트의 압축강 도 증진에 대한 연구는 비교적 많이 수행되어 왔다 ( 장동일 외 , 1993; Mirmiran et al ., 1997; Samaan et al. , 1998;
Toutanji, 1999; Spoelstra and Monti, 1999; Fam and Rizkalla, 2001; 이정윤 외 , 2003; 이성우 외 , 2008; Chabib
et al. , 2005). 그러나 콘크리트 충전 유리섬유 복합소재 파 일의 휨거동에 대한 연구는 국내외적으로 매우 제한적이다
(Nanni and Norris, 1995). 콘크리트 충전 복합소재 파일은
내부 콘크리트와 튜브의 복합소재라는 매우 이질적인 두 재 료가 같이 사용되며 , 또한 두 재료 모두 인장 및 압축에 대 한 거동이 매우 다른 비선형 재료이다 . 또한 튜브와 충전 콘크리트 사이에 전단변형이 발생할 수 있기 때문에 휨 거 동은 복잡하게 나타난다 . 튜브의 적층구조 및 성형방법도 역 학적인 거동 특성에 영향을 미치게 된다 . 유리섬유 복합소재 튜브의 제조기법에 따라 구조적 특성이 달라질 수 있으므로 ,
이에 따라 제작된 파일의 성능이 달라질 수 있다 . 튜브는
오픈몰드 (open mold) 를 이용한 수적층 (hand lay-up) 성형 ,
필라멘트 와인딩 성형 , 인발 성형 , VARTM(Vacuum Assisted
Resin Transfer Molding) 성형 등의 방법을 통해서 제작된
다 . 오픈 몰드를 이용한 성형법은 복합소재 성형법 중 가장 광범위하게 사용되고 있는 성형법으로 일반적으로 수적층법 이 이에 속한다 . 필라멘트 와인딩 성형 공법은 수지가 함침 된 연속섬유를 회전하는 형틀인 맨드릴 (mandrel) 위에 감아 서 파이프 등과 같은 축대칭 폐단면 복합소재 구조물을 제 조하는 방법으로 기둥 , 파일 등 대형 폐단면의 구조부재 제
조에 적합한 공법이다 . 필라멘트 와인딩 성형법에 의한 튜브 형태의 구조체는 축방향 와인딩이 쉽지가 않으나 원주방향 의 섬유배치가 용이하며 , 연속된 섬유를 와인딩함으로서 섬 유구조가 치밀하고 적절한 인장력을 도입할 수 있어 튜브가
구속력을 가하는 부재에 적합하다 . VARTM 성형법은 금형
에 위치한 섬유강화재에 수지를 주입하여 성형하는
RTM(Resin Transfer Molding) 성형법을 발전시켜 한쪽 면의
금형과 진공백 (vacuum bag) 을 사용하여 진공상태에서 신속
하게 수지를 함침시켜 복합소재 구조물을 성형하는 방법이
다 . 인발성형 (pultrusion) 은 연속섬유에 수지를 함침시켜 일정
한 단면형상의 가열된 금형을 통과하면서 연속적으로 제품 이 성형되는 자동화된 제작방법으로 대량 생산시 경제적인 제조기법이다 (Kaw, 2005p; Todd, 1994; Shao, 2006).
본 연구에서는 실지 구조물에 대한 적용성을 고려하여 , 현 장생산이 가능하고 대형구조물의 성형이 가능한 수적층 성 형 공법과 원주방향 섬유배치가 용이한 필라멘트 와인딩 성 형 공법 등 두 가지 튜브 제작공법을 사용하여 시편 튜브를 제작하였다 .
3. 실험 내용
3.1 실험 파일의 제작
본 연구에서 실험적으로 살피고자 하는 복합소재 파일의
크기 및 튜브의 적층 구성은 다양하다 . 실험체가 가지는 변
수로는 파일의 지름 , 파일의 길이 , 복합소재 튜브의 적층 구 조 , 튜브 내부에 성형된 전단력 연결 홈 , 충전 콘크리트의
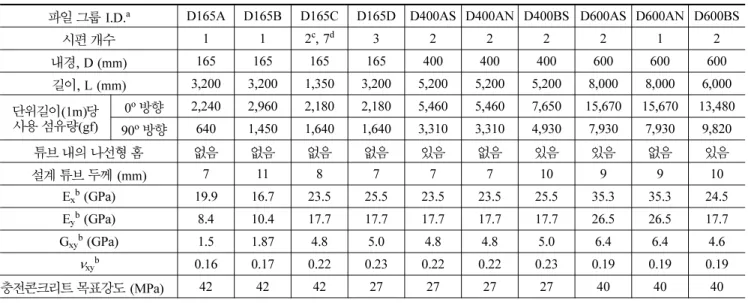
강도 등이다 . 실험을 위해서 10 종류에 걸쳐서 총 25 개의 파 일이 제작되었다 . 실험 파일의 지름은 165 mm~600 mm, 그
표 1. 실험 파일의 형상 및 성질에 대한 상세 특성
파일 그룹 I.D.
aD165A D165B D165C D165D D400AS D400AN D400BS D600AS D600AN D600BS
시편 개수 1 1 2
c, 7
d3 2 2 2 2 1 2
내경 , D (mm) 165 165 165 165 400 400 400 600 600 600
길이 , L (mm) 3,200 3,200 1,350 3,200 5,200 5,200 5,200 8,000 8,000 6,000
단위길이 (1m) 당
사용 섬유량 (gf) 0
o방향 2,240 2,960 2,180 2,180 5,460 5,460 7,650 15,670 15,670 13,480
90
o방향 640 1,450 1,640 1,640 3,310 3,310 4,930 7,930 7,930 9,820
튜브 내의 나선형 홈 없음 없음 없음 없음 있 음 없음 있 음 있 음 없음 있 음
설계 튜브 두께 (mm) 7 11 8 7 7 7 10 9 9 10
E
xb(GPa) 19.9 16.7 23.5 25.5 23.5 23.5 25.5 35.3 35.3 24.5
E
yb(GPa) 8.4 10.4 17.7 17.7 17.7 17.7 17.7 26.5 26.5 17.7
G
xyb(GPa) 1.5 1.87 4.8 5.0 4.8 4.8 5.0 6.4 6.4 4.6
ν
xyb0.16 0.17 0.22 0.23 0.22 0.22 0.23 0.19 0.19 0.19
충전콘크리트 목표강도 (MPa) 42 42 42 27 27 27 27 40 40 40
a
파일 그룹 I.D. 에서 숫자는 충전 콘크리트부의 직경을 mm 로 표시한 것이고 , S 는 나선형 홈이 있는 경우 , N 은 나선형 홈이 없는 경우임 .
b
각 복합소재 튜브의 탄성계수 및 포아송비는 Componeering 사의 복합소재 해석 프로그램 ESAComp(ESAComp, 2009) 를 사용해서
계산함 . x 가 축방향이고 y 가 횡방향임 . 적층 성형 공법 및 적층 구조에 따라서 각 방향 탄성계수가 달라짐 .
c
휨 실험에 사용된 시편임 .
d
휨 - 압축 실험에 사용된 시편임 .
표 2. 실험 파일별 복합소재 튜브의 적층 설계 상세
파일 그룹 복합소재 적층 구조
a적층 성형
D165A LT1000(90
o)-1PLY/L900(0
o)-4PLY/
LT1000(90
o)-1PLY [90/0/0/0/0/90]
수적층 성형
동일산자 L900, LT1000 다축방향 직조섬유 사용
Derakane 411-350 비닐에스터 수지 사용
D165B FW(90
o)-1PLY/FW(±10
o)-2PLY/
FW(±90
o)-1PLY/FW(±10
o)-2PLY/
FW( − 90
o)-1PLY
[90/±10/±10/±90/±10/±10/-90]
필라멘트 와인딩 성형
Vetrotex 2200tex E-glass 유리섬유 사용
Derakane 411-350 비닐에스터 수지 사용
D165C L900-5PLY/FW-2PLY [0/0/0/0/0/90/90]
수적층 + 필라멘트 와인딩 성형
원주방향 필라멘트 와인딩 성형에는 Vetrotex 2200tex E-glass 유리섬유를 사용하고 ,
수적층 성형에는 동일산자 L900 다축방향 직조섬유 사용 . ( 주 ) 애경화학 RF-1001 비닐 에스터 수지 사용
D165D L900-5PLY/FW-2PLY [0/0/0/0/0/90/90]
수적층 + 필라멘트 와인딩 성형
원주방향 필라멘트 와인딩 성형에는 Vetrotex 2200tex E-glass 유리섬유를 사용하고 ,
수적층 성형에는 동일산자 L900 다축방향 직조섬유 사용 . ( 주 ) 애경화학 RF-1001 비닐
에스터 수지 사용
D400AS L900(0
o)-1PLY/L1800(0
o)-2PLY/
FW(90
o)-2PLY [0/0/0/90/90]
수적층 + 필라멘트 와인딩 성형
원주방향 필라멘트 와인딩 성형에는 Vetrotex 2200tex E-glass 유리섬유를 사용하고 ,
수적층 성형에는 동일산자 L900, L1800 다축방향 직조섬유 사용
D400AN L900(0
o)-1PLY/L1800(0
o)-2PLY/
FW(90
o)-2PLY [0/0/0/90/90]
수적층 + 필라멘트 와인딩 성형
원주방향 필라멘트 와인딩 성형에는 Vetrotex 2200tex E-glass 유리섬유를 사용하고 ,
수적층 성형에는 동일산자 L900, L1800 다축방향 직조섬유 사용 D400BS L900(0
o)-1PLY/L1800(0
o)-3PLY/
FW(90
o)-3PLY [0/0/0/0/90/90/90]
수적층 + 필라멘트 와인딩 성형
원주방향 필라멘트 와인딩 성형에는 Vetrotex 2200tex E-glass 유리섬유를 사용하고 ,
수적층 성형에는 동일산자 L900, L1800 다축방향 직조섬유 사용
D600AS 4400tex-8PLY(0
o)/2200tex-8PLY(90
o) [0/90/0/90/0/90/0/90/0/90/0/90/0/90/0/
90]
연속 필라멘트 와인딩 성형
원주방향은 Vetrotex 4400tex E-glass 유리섬유를 사용하고 , 축방향은 Vetrotex 2200tex E-glass 유리섬유를 사용 . 단섬유 연속이음으로 필라멘트 와인딩 성형으로 적층 . D600AN 4400tex-8PLY(0
o)/2200tex-8PLY(90
o)
[0/90/0/90/0/90/0/90/0/90/0/90/0/90/0/
90]
연속 필라멘트 와인딩 성형
원주방향은 Vetrotex 4400tex E-glass 유리섬유를 사용하고 , 축방향은 Vetrotex 2200tex E-glass 유리섬유를 사용 . 단섬유 연속이음으로 필라멘트 와인딩 성형으로 적층 . D600BS 수적층과 FW 결합 , L900(0
o)-7PLY,
FW(85
o)-3PLY, FW(45
o)-1PLY [0/0/0/0/0/0/0/85/85/85/45]
수적층 + 필라멘트 와인딩 성형
원주방향 필라멘트 와인딩 성형에는 Vetrotex 2200tex E-glass 유리섬유를 사용하고 ,
수적층 성형에는 동일산자 L900 다축방향 직조섬유 사용
a
적층 순서 표기−콘크리트에 닿는 튜브 내부면 부터 외부면 방향으로 순서임 . 축방향이 0
o임 .
리고 길이는 1,350 mm~8,000 mm 의 범위에 이른다 . 각 파 일의 크기 및 섬유 부피비 등 역학적인 거동에 영향을 미치 는 특성은 표 1 에 정리하였고 , 각 튜브의 적층 설계 구조는 표 2 와 같다 .
복합소재 튜브의 적층 구조는 파일의 거동에 직접적인 영 향을 미친다 . 따라서 사용하는 유리섬유의 종류 , 섬유 부피
비 , 적층 공법 ( 수적층 성형 혹은 필라멘트 와인딩 성형 ) 및 적층수 , 와인딩 방향 등은 파일의 압축거동 및 휨거동과 직 접적인 관련이 있다 . 사용된 유리섬유는 E-glass 로서 종류는
크게 두 가지이다 . 하나는 유리섬유 직포 (L900, LT1000 등 )
이고 ( 표 3), 다른 하나는 유리섬유 로빙사 (2200tex, 4400tex)
이다 . 유리섬유 직포는 수적층 성형 (hand lay-up) 을 이용해
서 층을 구성하는데 사용되고 , 로빙사는 필라멘트 와인딩
(filament winding) 성형을 이용해서 파일의 둘레 방향으로
섬유를 감는데 사용된다 .
복합소재 튜브와 충전 콘크리트 사이에 전단력을 충분히 전달하는 것은 파일이 휨강성을 제대로 발휘하게 만들기 위 한 중요한 요소가 된다 . 그 영향을 파악하기 위해서 표 1 에 서 보인바와 같이 일부 실험 파일에서는 나선형 홈을 성형 하여 도입하였다 . 나선형 홈을 성형하는 방법은 먼저 몰드
위에 수지 (resin) 에 화학적으로 반응하지 않는 네오프렌 고무
를 두께 3 mm 로 유지하면서 일정 간격을 가진 나선 모양으
로 감고 , 그 나선 사이에 레진에 함침된 로빙사를 감는다
( 그림 1, 2). 추후 경화된 후에 네오프렌 고무를 제거하면
그 부분에 홈이 형성되고 충전 콘크리트로 채워진다 . 네오프
렌 고무의 폭과 나선을 형성하는 로빙사의 폭은 충전 콘크
리트와 수지 ( 비닐에스터 + 경화제 ) 의 직접 전단강도의 상대적 인 비를 고려해서 결정하였다 . 수지의 전단강도는 약
12 MPa, 그리고 충전 콘크리트의 전단강도가
MPa 이므로 , 로빙사의 폭과 네오프렌
고무 부분의 폭의 비를 1:2.5 정도로 두면 효율적인 구조가
될 것으로 판단하여 , 로빙사의 폭은 10 mm 를 기본으로 하
였다 . D600A 의 경우는 자동화 된 성형 공정을 적용하였으
며 , 콘크리트의 전단강도에 대한 안전율을 높이기 위해서 , 로 빙사의 폭과 네오프렌 고무 부분의 폭의 비를 1:3 으로 조정
하여 로빙사의 폭을 15 mm 로 정하였다 .
3.2 실험 내용
실험체 파일을 대상으로 휨 실험을 수행하였으나 , 별도로
D165C 시편 7 개는 휨 - 압축 실험을 수행하였다 . 시편의 종류
에 따라서 가해야 하는 하중의 크기가 달라지므로 , 사용된 장비의 규모 및 가력한계에도 차이가 있다 . D165C 를 이용 한 휨 - 압축 실험은 재하 장치가 가지는 한계 때문에 시편의 길이가 제한적이다 . 표 4 에 각 파일 실험체의 재하 위치가 나타나 있고 , 그림 3 은 실험 장치도를 보인 것이다 .
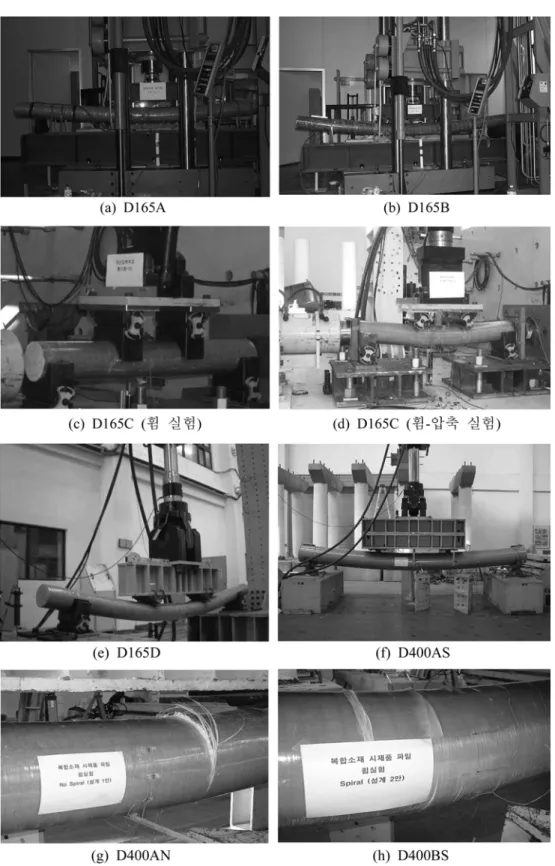
다음 그림 4 는 각 실험 시편별로 휨 실험 혹은 휨 - 압축 실험을 수행하고 있는 사진이다 .
τ
c= 1/4~1/7 ( ) f ×
ck≈ 5
표 3. 사용된 다축 유리섬유 직포의 방향별 섬유량
직포 종류 방향별 섬유량 (g/m
2)
0
o90
oL900 827 45
LT1000 473 495
그림 1. 튜브 내의 나선형 홈 성형
표 4. 각 파일 실험체의 길이 및 재하 위치
파일 그룹 I.D. D165A D165B D165C D165D D400AS D400AN D400BS D600AS D600AN D600BS
길이 , L (mm) 3,200 3,200 1,350 3,200 5,200 5,200 5,200 8,000 8,000 6,000
수직력 재하 위치 ,
a (mm) 880 880 400 880 1,600 1,600 1,600 2,400 2,400 1,800
실험 장비 재하 한계
(kN)
a250 250 500 ( 휨 실험 2 개 ),
1000 ( 휨 - 압축 실험 7 개 ) 1000 350 350 350 350 350 350
변위제어 속도
(mm/min) 1 1 3 5 4 4 4 5 5 5
a