기획특집 바이오 신재생에너지-
수첨바이오디젤(HBD) 생산기술의 최근 동향 및 전망
서 영 웅
한국과학기술연구원 청정에너지연구센터
Recent Status and Prospect of Hydrogenated Biodiesel Production
Young-Woong Suh
Clean Energy Research Center, Korea Institute of Science and Technology
Abstract: 현재 우리나라는 기후변화협약 등 국제 환경변화에 대응하고 에너지 안보를 확보하기 위하여 현재 1.4%의 신재생에너지 비중을 2011년까지 5%로 대폭 확대할 예정이므로, 바이오매스와 같은 천연자원으로부터의 신재생에너지 생산기술 개발이 절실히 요구된다. 그중에서 바이오디젤은 2002년부터 시범 보급사업을 실시하여 2006년부터 전국적으 로 바이오디젤이 첨가된 경유를 판매하고 있다. 하지만 국내 생산 바이오디젤은 수송용 연료로서 사용하기에는 적합하 지 않은 물성들이 발견되어 이를 극복하기 위한 다양한 노력들이 경주되고 있다. 반면에 해외에서는 전이에스테르화 반 응에 의하여 바이오디젤을 생산하던 기존 방식을 변경하거나 목질계 바이오매스를 가스화시켜 합성가스로부터 연료를 생산하는 등 여러 대체 생산기술이 보고되고 있다. 이와 같은 기술들은 현재 정유공정에서 일반화되어 있는 기술들과 접목이 가능하여 대형 정유업체들의 관심 및 연구개발 노력이 이어지고 있다. 이에 본고에서는 전이에스테르화 반응에 의하여 제조되는 1세대 바이오디젤에 대한 문제점을 살펴보면서 최근 보고되는 있는 차세대 바이오디젤을 소개하였다.
특히, 수소화반응에 의하여 생산되는 수첨바이오디젤(hydrogenated biodiesel) 생산기술을 집중적으로 다루었으며, 그에 대한 향후 전망을 기술하였다.
Keywords: biodiesel, hydrogenated biodiesel (HBD), 탈황촉매
1. 1세대 바이오디젤의 개요
1)
바이오디젤은 대두, 유채 등의 식물종자, 곡 물 가공과정에서 생성되는 부산물, 폐식용유, 육류 가공과정의 부산물인 동물성 유지 등의 다양한 원료로부터 생산이 가능하다. 일반적인 식물성 오일의 주된 성분은 트리글리세라이드 (triglyceride)로서, 3분자의 지방산이 1분자의 글리세롤과 결합되어 있는 분자 구조를 취하 고 있다. 이중에서 지방산은 석유를 구성하는 탄화수소와 유사하여 에너지를 공급하는 연료 로서 사용이 가능하다. 일반적으로 대두유에 있 어서 트리글리세라이드의 지방산 사슬은 pal-
저자 (E-mail: [email protected])
mitic acid (16:0), stearic acid (18:0), oleic acid (18:1), linoleic acid (18:2), linolenic acid (18:3) 등의 다섯 종류로 이루어져 있다[1].
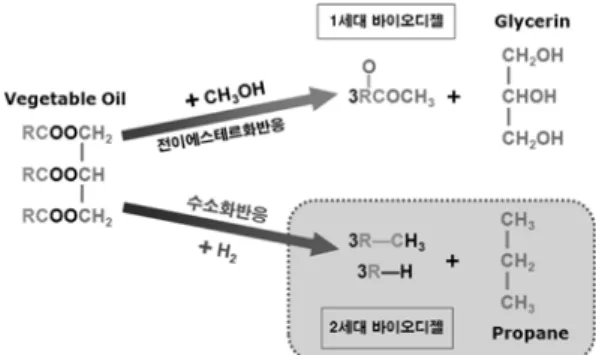
1세대 바이오디젤의 생산은 비교적 단순한 전이에스테르화 반응에 의하여 이루어진다. 즉, 1분자의 오일은 3분자의 메탄올과 반응하여 3 분자의 지방산 메틸에스테르(FAME)와 1분자의 글리세롤을 형성하며, 이 때 생성되는 FAME을 기존의 디젤유를 대체하는 바이오디젤유로 사용 하는 것이다. 이와 같은 바이오디젤은 현재 사 용되고 있는 수송용 차량의 엔진의 구조 및 메 커니즘에 적용가능하다는 장점을 가지면서 동시 에 여러 가지 문제점을 수반하고 있다(Table 1). 1세대 바이오디젤의 주된 문제점을 살펴보 면, 첫째로 오일의 트랜스에스테르화반응 후
Table 1. 전이에스테르화반응에 의하여 생산되는 1세대 바이오디젤의 문제점[2]
요 인 영 향 문제 현상
FAME ⋅니트릴고무를 포함한 elastomer의 연화, 팽윤, 경화, 균열
⋅석출물의 분리
⋅연료 누설
⋅필터 막힘 유리 에탄올 ⋅알루미늄, 아연재료의 부식
⋅인화점 저하 ⋅연료분사장치의 부식
제조공정의 약품
⋅Ca, Na, 알칼리토금속의 혼입
⋅유리지방산에 의한 비철금속 부식
⋅유리산과의 반응에 의한 비누분의 석출
⋅침전석출
⋅필터의 막힘
⋅연료분사장치의 부식
⋅필터막힘
⋅습동부의 고착
유리 수분
⋅FAME의 가수분해(지방산, 메탄올의 합성)
⋅부식
⋅박테리아의 번식
⋅연료 전기전도도의 증가
⋅연료분사장치의 부식
⋅필터의 막힘
유리 글리세린 글리세라이드
⋅비철금속의 부식
⋅셀룰로오스 필터의 침적
⋅글리세린과 동일
⋅필터막힘
⋅인젝터의 코킹
⋅인젝터의 코킹
고탄성계수 ⋅분사압력의 증가 ⋅수명 단축
저온에서의 고점도
⋅로터리형 분배펌프에서의 국소적 과열
⋅재료에의 응력 증가
⋅연료공급 이상, 펌프 정지
⋅수명 단축, 노즐분사 성능 저하 고형불순물/
입자상물질 ⋅윤활성 저하 ⋅수명단축, 노즐시트 마모, 노즐
폐쇄 부식성 산류
(초산 등) ⋅금속재료의 부식, 단극전지의 생성 ⋅연료분사장치의 부식
고분자 유기산 ⋅지방산과 동일
중합물질 ⋅데포지트 석출, 연료 혼합에 의한 응집 ⋅필터 폐쇄
⋅고온부에 락커 생성
촉매 중성화를 하기 위하여 사용되는 물이 soap 를 형성함으로써 바이오디젤의 분리공정을 어 렵게 만들고 있으며, 이에 바이오디젤의 순도 를 낮추고 전체공정의 생산단가를 높이는 효 과를 일으킨다. 둘째로 중성화 후 생성되는 염 의 제거도 쉽지 않으며, 끝으로 무기촉매 반응 의 선택성이 우수하지 않아 부산물의 생성으 로 이어지는 경우가 종종 있다[1].
1세대 바이오디젤은 생산과 관련된 문제 이 외에도 수송용 연료로서 사용할 때 발생할 수 있는 문제점도 있다. Figure 1에서 보는 것처 럼, 1세대 바이오디젤을 차량에 직접 적용한 결과 연료필터의 막힘, 분배형 고압펌프 내부 제어장치의 부식, 연료분사노즐의 부식 등 여 러 가지 문제가 야기되는 것을 확인하였다.
또한 유럽의 바이오디젤이 유채유를 원료로 사용하는 데에 반하여 국내 바이오디젤은 대 두유 또는 폐식용유를 원료로 사용하여 제조 되는데, 이때 대두유(-2 ℃) 및 폐식용유(0
℃)보다 유채유(-8 ℃)에 의하여 생산된 바이 오디젤의 필터막힘점이 더 높아 국내생산 바 이오디젤을 차량에 도입하는 경우 문제가 발 생할 여지가 많다는 것은 널리 알려져 있다.
따라서 기존 전이에스테르화 반응을 통한 바이오디젤 생산공정의 단점을 개선시키기 위 하여 연속식 공정, 초임계유체 공정, 생물학적 전환공정 등의 새로운 공정의 필요성이 대두 되었으며 이에 대한 연구가 현재 세계적으로 진행되고 있다. 그러나 지금까지 생산되고 있 는 바이오디젤(FAME)은 분자구조에 모두 산
Figure 1. 1세대 바이오디젤 사용에 의하여 야기되는 수송용 차량에서의 문제점[2].
소를 포함하고 있으므로, 실질적으로 바이오디 젤의 생산 및 활용 분야에 있어서 원천적인 문제점을 가지고 있다. 다시 말하자면, FAME 계통의 바이오디젤로부터 산소를 제거할 수 있어야만 현재 야기되고 있는 바이오디젤의 문제점을 극복할 수 있을 것이다. 이는 향후 바이오디젤의 생산 관련 연구에 있어서 매우 중요한 의미를 지닌다. 현재 국내에서 소비되 는 연료의 현황을 보면, 수송용 부분에 있어서 휘발유보다 경유의 소비량이 2배 이상 높다 (Table 2). 그러므로 휘발유보다 경유를 대체 할 수 있는 바이오디젤의 연구개발이 훨씬 영 향력이 크다고 판단되므로, 1세대 바이오디젤 의 문제점을 원천적으로 극복할 수 있는 차세 대 바이오디젤 생산기술의 개발은 절대적으로 필요하다고 할 수 있다.
2. 차세대 바이오디젤의 소개
영국 NNFCC (National Non-Food Crops Center)에서 발간한 보고서에서 다양한 바이 오디젤을 세대별로 분석하였다[4]. Table 3에
서 보는 것처럼, 지금까지 전이에스테르화반응 에 의하여 생성되는 FAME을 1세대 바이오디 젤, 식물성 오일의 수소화반응에 의하여 생산 되는 디젤을 2세대 바이오디젤, 그리고 BTL (biomass-to-liquid) 및 바이오매스 열분해에 의하여 생성되는 연료를 3세대 바이오디젤로 명명하였다.
세대별 바이오디젤은 각각 장단점을 가지고 있다. 먼저 1세대 바이오디젤인 FAME은 앞 서 설명한 바와 같이, 오랜 기간 동안 연구가 수행되었고 세계 도처에서 생산 공장이 건설 되었으며 지금도 증설 및 신규 공장 설립이 진행 중이다. 그러나 생산된 바이오디젤의 품 질에 문제점이 발견되어 수송용 연료로 사용 하기에는 아직 개선할 점이 많이 존재한다. 다 음으로 3세대 바이오디젤은 BTL 및 바이오매 스 열분해에 의하여 생산되는 물질로서, 아직 까지 상용화된 공장이 세계적으로 전무한 상 황이다. 기술적인 면에서 3세대 바이오디젤은 극복해야 할 장애물이 아직 많이 존재한다. 1 세대 및 2세대 바이오디젤에 비하여 상당히 많은 초기투자비가 필요로 하며, 1톤의 합성 디젤을 생산하기 위하여 약 5톤(건조 중량)의
Table 2. 2006년 국내 연료소비 현황(단위: 천 bbl)[3]
연 료 산업 에너지산업 수송 가정⋅상업 공공 합계
휘 발 유 1,892 4 57,339 90 489 59,874
등 유 4,697 967 66 25,064 655 31,450
경 유 20,509 219 112,078 5,721 3,906 142,433
경 질 중 유 1,088 2 1,087 139 42 2,358
중 유 1,126 1 243 237 15 1,622
방 커 C 유 35,293 26,541 23,749 7,147 182 92,912
나 프 타 287,003 287,003
용 제 4,163 296 1 286 6 4,753
항 공 유 14 21,842 13 3,363 25,231
LPG 24,305 839 44,666 23,657 255 93,451
아 스 팔 트 10,813 10,813
윤 활 유 3,681 3,681
기 타 제 품 6,109 467 645 7,220
부 생 연 료 유 1,865 75 10 595 173 2,719
합 계 398,607 33,092 261,140 63,594 9,086 765,550
바이오매스를 필요로 하므로 원료 물질이 원 활하게 공급되지 않는다면 비교적 높은 생산 단가를 필요로 한다. 또한 아직까지 기술 개발 초기단계이므로 실제 공정이 운전되기 위해서 는 상당한 시간이 필요하다.
2세대 바이오디젤은 수소화 반응에 의하여 생산되어 수첨바이오디젤(hydrogenated bio- diesel; HBD)로 통용되는데, 1세대 및 3세대 바이오디젤의 한계를 충분히 극복할 수 있다 고 보고서는 평가하였다. 먼저 1세대 바이오디 젤에 비하여 품질이 월등히 뛰어나며 연속식 생산공정이 가능하여 생산단가를 낮출 수 있 는 장점을 가진다. 또한 품질이 일반 디젤과 유사하여 혼합에 전혀 문제가 없는 것으로 알 려져 있으며, Table 3에서 제시한 것처럼 1세 대 바이오디젤에 비하여 이산화탄소의 배출량 이 절반에 미치지도 않는 것으로 평가되고 있 다. 마지막으로 제일 큰 장점은 현 정유공정과 의 부합성이 매우 뛰어나 메이저 정유회사들 이 바이오디젤 시장에 쉽게 진입할 수 있는 유리함을 가진다.
이와 같은 장점을 가지는 2세대 바이오디젤 은 현재 세계적으로 4개의 회사에서 생산 공 정을 개발하여 상용화단계에 있다(Figure 2 참조). 이들 회사는 핀란드의 Neste Oil, 미국 의 UOP, 브라질의 Petrobras, 일본의 Nippon Oil Corporation 등으로서, 이들 회사들은 각각 NExBTL, Ecofining, H-Bio, BHD 공정이라는 이름으로 명명하였다. 현재 Neste Oil은 핀란 드 Porvoo에 연간 17만톤 규모의 공장을 건설 하고 있으며 2007년 중반에 건설을 완료하고 2세대 바이오디젤을 생산할 예정이다. 한편 Petrobras는 브라질 내에서 2007년까지 3개의 공장 건설을 완료할 예정이며 2008년에는 1개 의 공장을 신설할 계획이다. 또한 UOP는 이탈 리아의 Eni와 합작을 하여 이탈리아 Livorno에 EcofiningTM 공정을 2009년까지 건설하여 “Green Diesel"이라고 자체적으로 명명한 바이오디젤 을 생산하기로 발표하였다.
Table 3. 바이오디젤(BD)의 분류[4]
1세대 BD 2세대 BD 3세대 BD
Biodiesel (FAME)
Vegetable Oil
Hydrogenation BTL Biomass
Pyrolysis Process Route Trans-
esterification
Hydroconversion in refinery hydrotreaters
Gasification and FT synthesis
Fast pyrolysis treatment of biomass Feed Vegetable oils Vegetable oils Biomass Biomass Product Biodiesel (FAME) Green diesel Synthetic diesel Bio-oil, char, gas Product
Chemical Type
Fatty acid methyl esters
Mainly paraffinic hydrocarbons in diesel
boiling range
Linear/branched paraffinic hydrocarbons
from upgrading waxy FT liquids
Complex high mol weight hydrocarbons,
water, char, solids
Product Quality Consistency and
stability issues High High Low quality energy carrier Lifecycle
Analysis (CO2 emissions)
1.6∼2.3 (kg CO2/kg oil equivalent) Source: Neste1
0.5∼1.5 (kg CO2/kg oil
equivalent) Source: Neste1
-61 to -91%
compared to fossil diesel Source: Choren
-
1Fossil diesel value reported as 3.8 kg CO2/kg oil equivalent
Figure 2. 2세대 바이오디젤 생산 관련 회사[5].
3. 수첨바이오디젤(HBD)의 최근 동향
2세대 바이오디젤인 HBD는 식물성 오일, 동물성 지방, 폐식용유, grease 등의 다양한 원료로부터 생산이 가능하며, 일반 디젤유와의 혼합에 의해서도 제조가 가능하다. 특히 유리 지방산을 다량 함유하고 있는 폐식용유의 경 우, 전이에스테르화 반응을 위해서는 에스테르
화 반응이 먼저 수행되어야 하지만 2세대 바 이오디젤 생산 공정에서 사용하는 수첨(hydro- treating) 반응에는 전혀 문제가 되지 않기 때 문에 추가적인 전처리 없이도 원료로 사용이 가능하다. 또한 HBD는 FAME과는 달리 산소 를 전혀 포함하지 않는 일반 탄화수소이기 때 문에 1세대 바이오디젤에서 발생되는 문제가 전혀 발생하지 않아 일반 디젤과의 혼합이 어
Figure 3. 1세대 바이오디젤 vs. 2세대 바이오디젤 제조반응 비교.
떠한 조성에서도 가능하다. 이와 같은 이유로 2세대 바이오디젤 생산 공정은 석유 정제공정 과 융합될 수 있는 장점을 가진다. 이에 UOP, Neste Oil, BP, Nippon Oil Corporation 등의 대형 정유회사들이 HBD 생산공정의 개발에 주력을 하고 있다. 한편 1세대 바이오디젤은 글리세린이 부산물로 생성되는 반면에, 2세대 바이오디젤은 프로판을 부산물로 하는 차이점 을 가진다. 하지만 2세대 바이오디젤 또한 원 료를 식물성 오일에 의존하기 때문에 1세대 바이오디젤과 마찬가지로 디젤의 물성이 원료 에 다소 의존하는 경향을 보인다.
한편, Neste Oil사에서는 세대별 바이오디젤 의 물성을 비교하였다[6]. Table 4에서 보는 것처럼, heating value, NOx 배출, cloud point, centane number 등의 다양한 연료 물성 측면 뿐만 아니라 불균일계 촉매를 사용하는 생산 공정 측면에서도 1세대 바이오디젤에 비하여
Table 4. 1세대 및 2세대 바이오디젤 물성 비교[6]
Factors 1세대 바이오디젤 2세대 바이오디젤 Improvements
%O 11 0 산소 원자의 완벽 제거
Heating Value (MJ/kg) 38 44 엔탈피 증가
%change in NOx emission +10 -10 to 0 NOx 생성 감소
Cloud point (℃) -5 -5 to -30 CRDi 디젤 엔진 적용 가능
Centane Number 50 80 to 90 압착시 발화 성능 향상
Catalyst Homogeneous Heterogeneous 불균일계 촉매의 재활용 가능 2세대 바이오디젤이 우수한 성능을 보인다. 이 와 같은 성능 향상은 모두 산소 함유량(%O) 에 의하여 비롯됨을 알 수 있다.
2세대 바이오디젤과 관련하여 3개 회사(Neste Oil, UOP, Petrobras)의 전반적인 공정흐름도 는 파악할 수 있으나(Table 5 참조), 각 회사 들이 현재 상용화 공장이 건설 중인 관계로 아직까지 각각의 공정에 대한 세부적인 사항 들을 파악하는 데는 한계가 있다. 이는 자국의 에너지 안보 및 회사의 수익 창출과 직결되기 때문에 세부 공정 및 촉매들에 대한 정보를 공개하지 않는 것으로 풀이된다. 이에 3개의 회사들이 지금까지 공개한 발표자료 및 특허 를 중심으로 그들 공정을 살펴보았다. 그러나 이 또한 실제 공정과는 차이가 있을 것으로 유추된다. 이들 생산공정은 stand-alone 및 co- processing 방식의 2가지 모두가 가능하다고 알려져 있다(Figure 4).
3.1. Neste Oil (NExBTL)
Neste Oil에서 공개한 자료에 의하면 NEx BTL 디젤은 식물성 오일과 동물성 지방을 원 료로 사용하여 생산되는데, 이 때 원료들은 고 압의 수소 및 촉매를 사용하여 탄화수소로 전 환되는 과정을 거친다. 이렇게 생성된 NEx BTL 디젤은 약 97∼98%의 수율로 획득이 가 능하며 부산물로서 물, 프로판, 가솔린 등이 얻어진다. 이들은 80∼99의 세탄가를 가지며, 1세대 바이오디젤 및 일반 경유보다 이산화탄 소의 배출량을 대략 40∼80% 정도 저감할 수
Table 5. 수첨바이오디젤 관련 생산공정[4]
Company Neste Oil UOP Petrobras
Technology NExBTL process Ecofining™ process H-BIO process Target
Feedstock
Vegetable oils, waste animal fats
Low cost waste oil or grease (high FFA)
Vegetable oils blended with diesel fractions Development
Status
Commercial unit under construction at Porvoo refinery
Commercial unit at Livorno by end 2009
Commercial units in five refineries
by 2008 Commercial
Concept
170,000 tpy (∼3750 bpd) in existing refinery
Options include stand-alone or co-processing unit
Catalytic hydro- conversion of blends in hydrotreater (HDT) units Capital
Cost
∼£70 million
(∼€100 million) ∼US$7000 per daily barrel for 2000 bpd stand-alone unit
∼US$8000 per daily barrel plant expansion cost
Figure 4. HBD 생산공정의 흐름도(stand-alone and co-processing)[4].
있었다(Table 6). 이에 EU에서는 NExBTL 디젤을 EU 디젤유로서 공인하였다. Neste Oil 에서 발표한 특허에 의하면, stearic acid, eth- yl stearate, bohemic acid, nonanoic acid, gly- cerol tristearate, lauric acid 등을 원료로 사용 하고 Rh, Ni, Pd, Pt, Ru 등의 귀금속을 활성 금속으로 하는 촉매를 사용하여 탈카르복시화 (decarboxylation) 반응을 수행하였다[7]. 반응 온도 및 압력은 300∼360 ℃ 및 8∼28 수소압 을 적용한 결과, 30∼100%의 전환율과 35∼
99%의 C17 선택도를 얻었다고 보고하였다.
3.2. UOP/Eni Ecofining (Green Diesel)
UOP는 stand-alone 및 co-processing 방식 모두를 고려한 2세대 바이오디젤(독자적으로
“Green Diesel"이라고 명명) 생산기술을 개발 하였다. UOP 공정은 정유공정에서 ULSD (ultra-low sulfur diesel)를 생산하는 distillate hydrotreater를 기반으로 하고 있다. 일반적으 로 hydrotreating unit에 사용되는 촉매는 탈 황촉매로 잘 알려져 있는 Co-Mo계 및 Ni-Mo 계 촉매, 그리고 귀금속 촉매들로서, UOP사의 green diesel 생산 공정에서도 이들 촉매가 사 용되는 것으로 판단된다[8].
바이오디젤의 경우, 미국은 어떠한 세제 혜 택도 없기 때문에 UOP사는 가장 값싼 원료인 brown grease (trap grease)를 사용하여 green diesel을 생산하고자 한다. 이들 brown grease는 다량의 유리지방산을 포함하고 있어 FAME 류 의 바이오디젤을 생산하는 데에 적합하지 않 기 때문에 수소화반응을 통한 탄화수소로의 전 환에 보다 적합하다고 할 수 있다. 또한 UOP 사는 조류에서 추출이 가능한 지질(lipid)을 이 용하여 바이오디젤을 생산하고자 하는 장기적인 계획을 구상하고 있는 것으로 판단된다. 이를 위해서 Honeywell Aerospace, Cargill, Arizona 주립대학교, Sandia 국립연구소, Southwest 연 구원 등과 공동 연구를 수행하고 있다.
Green Diesel 생산기술과 관련해서 UOP사
Table 6. 디젤연료 물성 비교[6]
NExBTL GTL FAME
(from rape)
Swedish Class 1 Diesel
EN 590 Diesel fuel (summer) Density at 15 ℃ (kg/m3) 775~785 770~785 ≈885 ≈815 ≈835 Viscosity at 40 ℃ (mm2/s) 2.9~3.5 3.2~4.5 ≈4.5 ≈1.8 ≈3.5
Cetane number ≈80~99 ≈73~81 ≈51 ≈53 ≈53
Distillation 90 vol% (℃) 295~300 325~330 ≈355 ≈280 ≈350
Cloud point (℃) ≈-5~-25 ≈0~-25 ≈-5 ≈-30 ≈-5
Heating value (MJ/kg) ≈44.0 ≈43 ≈37.5 ≈43 ≈42.7
Heating value (MJ/L) ≈34.4 ≈34 ≈33.2 ≈35 ≈35.7
Total aromatic (wt%) 0 0 0 ≈4 ≈30
Oxygen (wt%) 0 0 ≈11 0 0
Sulfur content (mg/kg) < 10 < 10 < 10 < 10 < 10 Lubricity HFRR at 60 ℃ (µm) < 4601 < 4601 < 460 < 4601 < 4601
1With commercially available lubricity additive
는 일찍이 1980년대에 식물성 오일의 수소화 반응에 의한 탄화수소 제조에 관한 연구를 발 표한 적이 있다[9]. 이때 사용된 촉매는 알루 미나 담체에 귀금속이 첨가된 형태로서, 탈카 르복시화 반응보다는 지방산에 존재하는 이중 결합을 단일결합으로 바꾸는 수소화 반응에 대한 결과를 보고하였다. 이후 UOP사에서 바 이오디젤과 관련하여 출원된 특허가 검색되지 않는 관계로 정확한 자료를 확보하기 어려운 실정이나, 이미 경유의 초고심도 탈황과 관련 하여 개발한 촉매들이 다수 존재하기 때문에 이들 촉매를 활용하여 green diesel을 생산할 것으로 예측된다.
3.3. Petrobras (H-BIO)
브라질 Petrobras사의 H-BIO 공정은 현재 가동 중인 정유공정과 융합되는 co-processing 기술을 기반으로 하고 있다[10]. Figure 6에서 보는 것처럼 일반 디젤과 식물성 오일을 혼합 시킨 후 수소화하는 공정을 거치는 것으로 보 이나 H-Bio 공정에 대한 자세한 사항은 공개 하지 않은 상태이다. 단, 특허에 공개된 자료 에 의하면 Co-Mo계 또는 Ni-Mo계 촉매를 사
용하였으며 연속식 생산공정으로 혼합경유를 제조하는 것으로 판단된다[11].
3.4. Hydrotreating 반응
식물성 오일을 원료로 사용하여 2세대 바이 오디젤을 생산하기 위한 수소화 반응은 크게 2단계로 구분된다[12]. Figure 7에 보이는 것 처럼, 먼저 트리글리세라이드에 존재하는 지방 산의 이중결합들이 수소에 의하여 단일결합으 로 전환되고, 이후 다시 한 번 수소에 의하여 유리지방산으로 변형된다. 이 때 수소화 반응 정도에 따라 모노글리세라이드, 디글리세라이 드 등의 미변환 FAME이 존재할 수 있다. 이 렇게 생성된 물질들은 decarboxylation, decar- bonylation, hydrodeoxygenation 등의 반응에 의하여 n-알칸(C15~C18)으로 전환되며, 이후 이성질화 반응 및 분해 반응 등에 의하여 iso- 알칸 및 비교적 가벼운 알칸들이 생성된다. 여 기서 제일 중요한 요소는 촉매를 사용하여 decarboxylation, decarbonylation, hydrodeoxy- genation 등 3개 반응의 선택도를 적절하게 조절하는 것이다. 이 때, decarboxylation 및 decarbonylation에 의하여 C17 알칸들이 생성
Figure 5. UOP가 제안한 Green Diesel 생산 공정[8].
Figure 6. 브라질 Petrobras사의 H-BIO 공정[10].
되며 반면에 hydrodeoxygenation에 의하여 C18 알칸들이 생성된다. 특히 이들 반응들은 첨가하는 수소의 분압에 의하여 조절이 가능 하면서도 부생성물인 CO, CO2 및 H2O 등의 수율을 변화시키게 된다. 또한 반응물 유속 (WHSV)에 따라 C17/C18 몰비가 변화하는 특 성을 보인다고 알려져 있다[8].
4. 바이오디젤의 향후 전망
일찍이 산업자원부(현 지식경제부)는 신재
생에너지 보급 촉진을 위해 중장기 대체에너 지 기술개발 및 보급 기본 계획을 수립하였다.
동 계획에 따르면 바이오에너지의 보급은 2012 년까지 2002년 대비 5.5배 증가하는 것으로 되 어 있으며, 이러한 증가의 대부분은 단기간에 보급이 가능한 바이오디젤이 될 것으로 전망 된다.
하지만 현재 국내에서 생산되고 있는 1세대 바이오디젤은 연료 물성의 측면에서 문제점을 가지고 있다. 특히 최근 몇 년간 바이오디젤을 연료로 사용하는 차량들이 혹한기에 시동 꺼 짐 현상 및 시동 불량이 발생하여 소비자들로
Figure 7. 식물성 오일을 이용한 hydrotreating 반응 모식도[12].
부터 상당한 불만을 받아 자동차 업계는 바이 오디젤의 품질기준을 EN14214 수준으로 상향 조정할 것을 요구하고 있는 실정이다. 이와 같 은 연유로 1세대 바이오디젤을 생산하는데 사 용하는 전이에스테르화 반응이 아닌 다른 반 응을 통하여 FAME과 유사한 물성을 가지면 서도 연료적인 측면에서 문제가 없는 바이오 디젤을 개발할 필요가 있다.
현재 전세계적으로 수소화 반응을 이용한 2 세대 바이오디젤과 관련하여 3~4개의 회사만 이 자체 기술을 보유하고 있으므로 빠른 시일 내에 국내에서 본격적인 연구개발이 이루어져 야 할 것이다. 또한 2세대 바이오디젤 생산 공 정은 기존 석유 정제공정과 잘 부합하므로 지 금까지 중소규모의 회사들이 선점하였던 바이 오디젤 시장에 대기업들이 진입할 수 있을 것 으로 판단되며 이를 통하여 국내 바이오디젤 시 장의 확대를 가져올 것으로 판단된다. Toyota사 의 전망에 의하면[5], 2020년경 FAME계의 1 세대 바이오디젤은 대부분 2세대 바이오디젤 로 교체될 것으로 판단하고 있으며, 나머지 바 이오디젤을 BTL유(3세대 바이오디젤)가 차지 할 것으로 전망하였다(Figure 9 참조). 하지만 2세대 바이오디젤이 상업적으로 생산하기 위 해서는 크게 2개의 사안이 선결되어야 할 것 이다. 첫 번째로 수첨바이오디젤을 생산하기 위해서는 대량의 수소를 필요로 하는데, 현재 정유공장에서는 수소가 거의 전량 사용되고 있기 때문에 수소를 추가적으로 생산할 필요
Figure 8. Toyota사의 2세대 바이오디젤 향후 전 망[5].
가 있다. 두 번째는 원료의 문제이다. 2세대 바이오디젤 또한 식물성 오일, 동물성 지방, 폐식용유 등의 1세대 바이오디젤 생산용 원료 와 동일하므로, 이를 위하여 최적의 원료를 선 정할 필요가 있다. 이 두 가지 선결사항이 해 결된다면, 2세대 바이오디젤인 수첨바이오디젤 은 향후 중요한 바이오연료로 각광받을 것으 로 기대된다.
참 고 문 헌
1. 연구보고서, 유영제 외, 바이오오일 유래 친환경 화학소재 생산기술개발에 관한 산 업분석, 산업자원부 (2006).
2. 한국석유품질관리원, 바이오디젤(유럽의 바 이오디젤 유통 및 품질관리현황) (2007).
3. 한국석유협회 (2006).
4. NNFCC Report, Techno-Economic Evalua- tion of Emerging Biodiesel Production Tech- nologies (2007).
5. N. Morimitsu, Toyota's Perspective on Biofuels for Sustainable Mobility (2007).
6. H. Erametsa, Neste Oil's NExBTL Re- newable Diesel and View on RFS, presented at Hart World Refining and Fuels Conference (2006).
7. D. Y. Murzin, I. P. Kubickova, M. K.
Snare, P. H. Maki-Arvela, and J. L.
Myllyoja, WO06/075057, Method for the Manufacture of Fatty Materials (2006).
8. US DOE Report, Opportunities for Biore-
% 저 자 소 개
서 영 웅
1997 한양대학교 화학공학과 학사 1999 서울대학교 화학공학과 석사 2003 서울대학교 응용화학부 박사 2003∼2006 미국 Northwestern University
화학공학과 Post-Doc.
2006∼현재 한국과학기술연구원 청정에너지연구센터 선임연구원
newables in Oil Refineries (2005).
9. B. I. Rosen, US4424162, Selective Hydro- genation of Fatty Materials (1981).
10. J. D. Cohen, Bioethanol and Biodiesel in Brazil (2007).
11. J. R. Gomes, EP1693432, Vegetable Oil Hydroconversion Process (2005).
12. G. W. Huber, P. O'Connor, and A. Corma, Processing Biomass in Conventional Oil Refineries: Production of High Quality Diesel by Hydrotreating Vegetable Oils in Heavy Vacuum-Oil Mixtures, Appl. Catal.
A, 329, 120 (2007).
![Table 1. 전이에스테르화반응에 의하여 생산되는 1세대 바이오디젤의 문제점[2] 요 인 영 향 문제 현상 FAME ⋅니트릴고무를 포함한 elastomer의 연화, 팽윤, 경화, 균열 ⋅석출물의 분리 ⋅연료 누설⋅필터 막힘 유리 에탄올 ⋅알루미늄, 아연재료의 부식 ⋅인화점 저하 ⋅연료분사장치의 부식 제조공정의 약품 ⋅Ca, Na, 알칼리토금속의 혼입 ⋅유리지방산에 의한 비철금속 부식 ⋅유리산과의 반응에 의한 비누분의 석출 ⋅침전석출 ⋅필터의](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4985285.302898/2.808.86.725.132.622/전이에스테르화반응에-바이오디젤의-니트릴고무를-아연재료의-연료분사장치의-제조공정의-알칼리토금속의-유리지방산에.webp)
![Figure 1. 1세대 바이오디젤 사용에 의하여 야기되는 수송용 차량에서의 문제점[2]. 소를 포함하고 있으므로, 실질적으로 바이오디 젤의 생산 및 활용 분야에 있어서 원천적인 문제점을 가지고 있다](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4985285.302898/3.808.145.662.115.431/바이오디젤-야기되는-차량에서의-포함하고-있으므로-실질적으로-바이오디-원천적인.webp)
![Table 2. 2006년 국내 연료소비 현황(단위: 천 bbl)[3] 연 료 산업 에너지산업 수송 가정⋅상업 공공 합계 휘 발 유 1,892 4 57,339 90 489 59,874 등 유 4,697 967 66 25,064 655 31,450 경 유 20,509 219 112,078 5,721 3,906 142,433 경 질 중 유 1,088 2 1,087 139 42 2,358 중 유 1,126 1 243 237 15 1,622 방](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4985285.302898/4.808.86.726.130.482/table-국내-연료소비-현황-단위-산업-에너지산업-수송.webp)
![Table 3. 바이오디젤(BD)의 분류[4] 1세대 BD 2세대 BD 3세대 BD Biodiesel (FAME) Vegetable Oil Hydrogenation BTL Biomass Pyrolysis Process Route](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4985285.302898/5.808.83.734.133.471/table-바이오디젤-biodiesel-vegetable-hydrogenation-biomass-pyrolysis-process.webp)
![Table 5. 수첨바이오디젤 관련 생산공정[4]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4985285.302898/7.808.84.733.135.363/table-수첨바이오디젤-관련-생산공정.webp)
![Table 6. 디젤연료 물성 비교[6] NExBTL GTL FAME (from rape) SwedishClass 1 Diesel EN 590 Diesel fuel(summer) Density at 15 ℃ (kg/m 3 ) 775~785 770~785 ≈885 ≈815 ≈835 Viscosity at 40 ℃ (mm 2 /s) 2.9~3.5 3.2~4.5 ≈4.5 ≈1.8 ≈3.5 Cetane number ≈80~99 ≈73~81 ≈51 ≈53 ≈53](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4985285.302898/8.808.87.727.135.431/디젤연료-nexbtl-swedishclass-diesel-diesel-density-viscosity-cetane.webp)
![Figure 5. UOP가 제안한 Green Diesel 생산 공정[8].](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4985285.302898/9.808.137.699.114.669/figure-uop가-제안한-green-diesel-생산-공정.webp)
![Figure 7. 식물성 오일을 이용한 hydrotreating 반응 모식도[12]. 부터 상당한 불만을 받아 자동차 업계는 바이 오디젤의 품질기준을 EN14214 수준으로 상향 조정할 것을 요구하고 있는 실정이다](https://thumb-ap.123doks.com/thumbv2/123dokinfo/4985285.302898/10.808.83.699.113.287/식물성-오일을-hydrotreating-오디젤의-품질기준을-수준으로-요구하고-실정이다.webp)
