Sung-Mo Lee†, Deok-Su Kim, Tae-Dong Park and Young-Cheol Yoon
Material Research Department, Industrial Technology Institute, Hyundai Heavy Industries Co., Ltd., Ulsan 44032, Korea
Abstract
Numerical analysis has been performed to evaluate effect of the shape variables such as core length, slot width and slot length on misrun in aluminum die casting process for motor rotor. The predictive method for misrun in diecasting process was established by comparing the result of numerical analysis and an actual motor rotor. Solidification modulus was introduced to predict quantitatively the castability of aluminum diecasting process for motor rotor. It was found that there are minimum critical solidification modulus and slot width to prevent misrun according to core length through diecasting limit diagram proposed using the predictive method.
The critical solidification modulus and slot width increase as core length increases to prevent misrun of aluminum motor rotor in diecasting process. Based on the results, the design criteria of slot shape to prevent misrun of aluminum motor rotor with various core length were established.
Key words: Diecasting limit diagram, Aluminum diecasting, Motor rotor, Castability, Solidification modulus.
1. 서 론
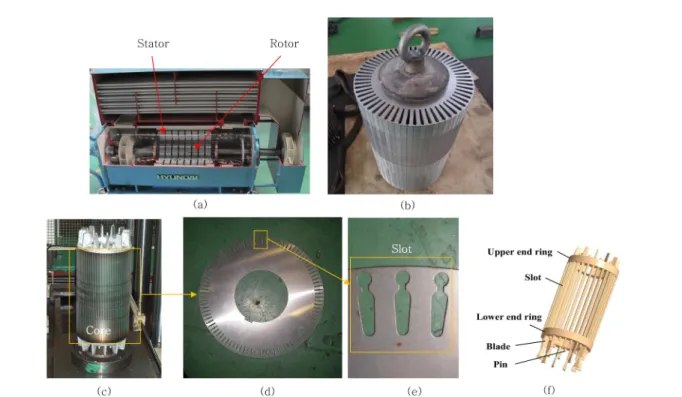
전동기는 전기 에너지로부터 회전력을 발생시키는 기계 장 치로, 움직임이 없는 고정자(Stator)와 축에 연결되어 회전하 는 회전자(Rotor)로 구성되어 있다. 전동기에서 회전자는 효 율을 결정하는 중요한 부품으로 내부에 결함이 있는 경우에 는 발열로 인해 효율 저하의 원인이 된다. 따라서, 결함이 없는 건전한 회전자 제작 기술이 요구된다.
Fig. 1에 전동기의 구조 및 각 부위에 대한 명칭을 나타내 었다. 전동기 회전자는 상부 엔드링(Upper end ring), 하부 엔드링(Lower end ring) 그리고 중자(Core)로 구성된다. 상 하부 엔드링은 알루미늄 용탕을 다이캐스팅 공법으로 충전시 켜 형성하고 가운데 중자는 얇은 전기강판을 적층하여 형성
한다.
본 연구에서는 서로 다른 직경을 가지는 두 가지 타입의 알루미늄 전동기 회전자에 대한 다이캐스팅 전산 해석을 수 행하여 회전자의 주요 설계 변수와 주조성과의 상관 관계를 분석하고, 중력주조에서 압탕 설계에 사용되는 응고계수 개념 을 도입하여 미성형 발생 가능성을 정량적으로 판단할 수 있 는 전동기 회전자 설계 기준을 정립하고자 하였다[1-4].
2. 실험 방법
주조성에 영향을 미치는 전동기 회전자의 중자 길이, 슬롯 길이 및 슬롯 폭을 변수로 하여 다이캐스팅 전산 해석을 수행 하여 용탕의 유동 및 응고 특성을 평가 및 분석하였다[5-12].
Received: Sep. 7, 2015 ; Revised: Oct. 5, 2015 ; Accepted: Dec. 23, 2015
†
Corresponding author: Sung-Mo Lee (Hyundai Heavy Industries Co., Ltd.) Tel: +82-52-203-9380, Fax: +82-52-203-8516
E-mail: [email protected]
Journal of Korea Foundry Society 2016. Vol. 36 No. 1, pp. 10~17 http://dx.doi.org/10.7777/jkfs.2016.36.1.10 pISSN 1598-706X / eISSN 2288-8381
© Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative-
commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the
original work is properly cited.
2.1 유동 및 응고 해석
유동 및 응고 해석에 사용된 파트별 재질 및 초기 온도를 Table 1에 나타내었다. 상하금형은 용탕의 온도저하 방지를 위해 200oC로 가열하며, 중자는 다이캐스팅 후에 제품에 포 함되는 부분으로 상온 상태에서 조립된다. 알루미늄 용탕은 용해로에서 약 720oC로 출탕되고 게이트 도달시 온도는 705oC이다.
Fig. 2와 Fig. 3에는 One-slot CAD 모델과 해석 모델을 각각 나타내었다. 전동기 회전자의 전체 크기에 비해 주요 관심대상인 슬롯의 크기가 작아서 전체를 모델링할 경우 해 석시간이 과다하게 소요되고 전산 해석을 위한 격자 생성시 정확한 슬롯 형상을 구현할 수 없어서, 하나의 슬롯만을 고 려한 One-slot 모델을 제안하였다.
본 연구에서 제안된 One-slot 모델의 타당성 검증을 위해 형상이 다른 슬롯을 가지는 두 개의 실제 전동기 회전자의 다이캐스팅 결과와 전산 해석 결과를 비교하였다. 실제품 제 작에는 800톤 수직형 다이캐스팅 장비가 사용되었다. 유동 및 응고 거동을 분석하기 위해 상용 프로그램인 애니캐스팅
(Anycasting)을 사용하여 다이캐스팅 공정에 대한 전산 해석을 수행하였고, Table 2에 전산 해석에 사용된 열전달 계수를 나 타내었다.
2.2 다이캐스팅 주조성을 고려한 전동기 회전자 슬롯 형 상 설계 파라미터
자동차나 기계 부품의 제작을 위한 알루미늄 다이캐스팅에 서는 일반적으로 제품 두께별 충전 시간을 설정하여 용탕 속 도, 용탕 온도, 금형 온도 등을 결정하여 미성형을 방지하고 있다. 하지만, 본 연구의 대상인 산업용 대형 전동기 회전자
Fig. 1. Structure of motor and its detail name : (a) Stator and rotor for motor, (b) Core before diecasting, (c) Rotor after diecasting, (d) Steel
plate, (e) Slot, (f) Cavity.
Table 1. Material and initial temperature for die casting.
Part Material Temperature (
oC)
Upper and lower mold H13 200
Core SM25C 25
Casting Pure Al 705
Fig. 2. One-slot 3D CAD model : (a) Casting, (b) Assembled molds.
의 경우에는 상하 금형 사이에 적층된 얇은 전기강판이 존재 하는데, 이 전기강판은 다이캐스팅 작업시에는 금형 역할을 하지만 회전자의 일부로서 다이캐스팅 작업후에도 제거하지 않는 특수성을 가지고 있다.
전기강판, 샤프트 및 상하 금형을 조립한 후 다이캐스팅 작업을 하게 되는데 중간에 위치한 전기강판은 가열이 힘들 어 상온 상태에서 다이캐스팅 작업이 실시된다. 산업용으로 사용되는 대형 전동기 회전자는 전체 길이가 대부분 1 m 이 상으로 다이캐스팅 장비가 허용하는 한도내에서 최대 가압 조건을 적용한다. 이러한 특성으로 인해서 다이캐스팅 공정 조건을 최적화한 상태에서도 미성형을 방지하는 것이 쉽지 않다. 따라서, 본 연구에서는 주조성을 최대한 확보할 수 있 는 슬롯 형상을 설계하기 위해 슬롯 형상에 따른 미성형 발 생의 정량적 평가 기법을 정립하고자 하였다.
슬롯 치수 변화에 따른 다이캐스팅 유동 및 응고 특성에 대한 영향을 평가하고자 선정한 변수를 Fig. 4에 나타내었다.
미성형 발생에 영향을 주는 중자 길이, 슬롯 길이 및 슬롯 폭을 변수로 선정하였으며 변수의 범위는 Table 3에 자세히 나타내었다. 변수 범위 내에서 다양한 변수값에 대하여 유동 및 응고 해석을 수행하였다. 다이캐스팅 작업시 미성형 발생 유무를 판별하기 위해 일반적으로 중력주조에서 주물의 압탕 설계에 사용되는 응고계수(M, solidification modulus) 개념 을 도입하였다. 전동기 회전자의 미성형 발생에 가장 큰 영
향을 미치는 슬롯부 단면에 대한 응고계수를 미성형 파라미 터로 사용하였다. 슬롯부 단면에 대해 용탕이 충전되는 상태 에서의 응고계수가 아닌 설계 형상에 대한 응고계수를 계산 하여 미성형 발생과의 상관 관계를 분석하였다. 응고계수가 큰 값을 가질수록 응고에 긴 시간이 요구되며 반대로 응고계 수가 작은 값을 가질수록 빨리 응고되는 것을 의미한다. 응 고계수의 정의는 식 (1)과 같다[4].
(1)
3. 결과 및 고찰
3.1 전산 해석 결과 타당성 검증
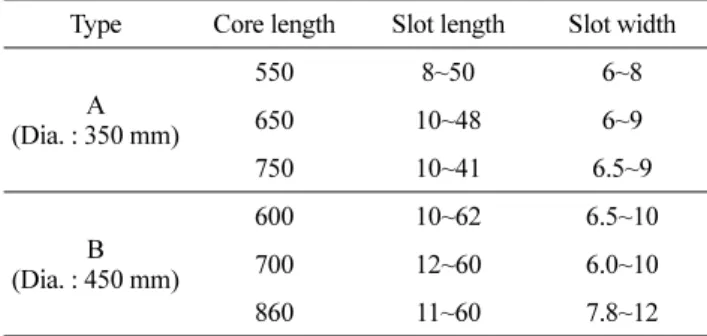
제안된 One-slot 모델의 타당성을 검증하기 위해 해석 결 과와 실제품을 비교하여 Fig. 5에 나타내었다. 해석 결과에서 회색으로 표시된 부분은 고상 영역이며 용탕 온도가 645oC 이하인 영역을 나타낸다. 슬롯의 형상이 다른 두 가지 경우 에 대하여 전산 해석 결과와 실제품을 비교하였는데, Fig.
5(a)에서 볼 수 있듯이 Case 1에서는 전산 해석과 실제품에 서 상부 엔드링에 큰 미성형 결함이 동일한 위치에서 발생한
M 주물의체적
주물유효냉각표면적 ---
= Fig. 3. One-slot mesh model for numerical analysis : (a) Casting, (b)
Section of slot.
Table 2. Heat transfer coefficient for numerical analysis.
Interface Air/All Cast/Core Mold/Core Heat transfer
coefficient (cal/cm
2sec
oC)
0.001 0.25 0.6
Fig. 4. Variables of slot shape for numerical analysis.
Table 3. Range of shape variables for numerical analysis.
Type Core length Slot length Slot width
A (Dia. : 350 mm)
550 8~50 6~8
650 10~48 6~9
750 10~41 6.5~9
B (Dia. : 450 mm)
600 10~62 6.5~10
700 12~60 6.0~10
860 11~60 7.8~12
(Unit : mm)
것을 볼 수 있다. 슬롯의 중간부가 응고완료 되었는데도 우 측의 엔드링에서 액상이 존재하는 것은 슬롯부가 응고되기 전에 슬롯을 통과한 용탕이 먼저 우측 엔드링에 도달하였기 때문이며 용탕 이동 경로가 차단되어 우측 엔드링에 미성형 이 발생하였다. Fig. 5(b)의 Case 2에서는 전산 해석과 실제 품에서 결함이 발생하지 않았으며, 우측 엔드링이 100% 충 전된 이후에도 여전히 슬롯부에 액상이 존재하여 용탕 이동 경로가 확보됨을 알 수 있다. Table 4에 Case 1과 Case 2 에 사용된 슬롯 치수와 중자 길이를 나타내었다.
3.2 유동 및 응고 해석 결과 및 분석
Fig. 6에 중자 길이 750 mm, 슬롯 폭 8 mm, 슬록 길이 13 mm인 type A 전동기 회전자에 대한 해석 결과를 나타내 었다. Fig. 6(a)는 25% 충전시 해석 결과로 좌측 엔드링을 용탕이 충전시키고 있는 것을 볼 수 있다. Fig. 6(b)는 50%
충전시 해석 결과로 용탕이 슬롯부의 중간까지 도달한 것을 볼 수 있으며 응고는 거의 발생하지 않았다. Fig. 6(c)는 75% 충전시 해석 결과로 용탕이 우측 엔드링까지 도달하였 으나 완전하게 충전되지는 않은 상태이며 슬룻부에서는 표면 에서 응고가 일부 진행되고 있는 것을 볼 수 있다. Fig.
6(d)는 100% 충전시 해석 결과로 우측 엔드링이 완전히 충 전되었으며, 슬롯부의 액상영역이 여전히 좌측 엔드링과 우측 엔드링을 연결시키고 있다. 따라서, 미성형이 발생하지 않음 을 알 수 있다.
Fig. 7에 중자 길이 750 mm, 슬롯 폭 9 mm, 슬록 길이
10.6 mm인 type A 전동기 회전자에 대한 해석 결과를 나타 내었다. Fig. 7(a)는 25% 충전시 해석 결과로 좌측 엔드링 을 용탕이 충전시키고 있는 것을 볼 수 있다. Fig. 7(b)는
Fig. 5. Comparison of numerical analysis and actual motor rotor: (a) Case1 with misrun, (b) Case 2 without misrun.
Table 4. Dimension of slot and core.
Slot length (mm)
Slot width (mm)
Core length
(mm) Misrun
Case 1 18 7.6 700 O
Case 2 25.5 9 700 X
Fig. 6. Filling sequence without misrun(type A, core length 750 mm, slot width 8 mm, slot length 13 mm) : (a) Filling rate 25%, (b) Filling rate 50%, (c) Filling rate 75%, (d) Filling rate 100%.
Fig. 7. Filling sequence with misrun(type A, core length 750 mm,
slot width 9 mm, slot length 10.6 mm) : (a) Filling rate 25%,
(b) Filling rate 50%, (c) Filling rate 75%, (d) Filling rate
100%.
A (Dia. : 350
mm)
550
8.0 10.0 12.0 14.0 19.0 25.0 35.0 35.0 50.0
8.0 8.0 8.0 7.0 7.0 6.5 6.5 6.0 6.0
2.51 2.62 2.75 2.57 2.76 2.49 2.84 2.43 2.75
Fail Fail OK Fail OK Fail OK Fail OK
B
(Dia. : 450
mm) 600
13.0 15.0 15.0 17.0 18.0 18.0 19.0 20.0 28.0 30.0 40.0 62.0
9.0 9.0 8.0 8.0 9.0 7.5 7.0 7.5 7.0 7.0 6.8 6.5
2.85 2.81 2.83 2.80 2.85 3.50 2.80 2.72 2.90 2.82 2.80 2.80 2.77
OK OK OK OK OK OK OK Fail OK OK OK OK Fail
650
10.0 10.0 12.0 13.0 15.0 25.0 25.0 31.0 48.0
9.0 8.0 8.0 7.0 7.0 6.3 6.0 6.2 6.0
2.75 2.72 2.75 2.68 2.75 2.75 2.54 2.78 2.75
OK Fail OK Fail OK OK Fail OK OK
700
12.0 14.0 14.0 14.0 15.0 15.0 18.0 24.0 24.0 26.0 26.0 26.0 30.0 34.0 50.0 60.0 60.0
10.0 10.0 9.0 6.0 9.0 8.0 8.0 9.0 7.5 9.0 8.0 7.0 7.0 7.0 6.5 6.5 6.0
2.76 3.10 2.85 1.83 3.10 2.64 3.10 4.57 3.18 4.82 4.20 2.51 2.83 3.10 2.76 2.82 2.03
Fail OK Fail Fail OK Fail OK OK OK OK OK Fail Fail OK Fail Fail Fail
750
10.0 11.0 11.0 13.0 15.0 16.0 18.0 21.0 31.0 41.0
9.0 9.0 8.0 8.0 8.0 7.5 7.0 7.0 6.5 6.5
2.82 2.85 2.81 2.85 2.88 2.87 2.88 2.85 2.74 2.85
Fail OK Fail OK OK OK Fail OK Fail OK
860
11.0 12.0 12.0 15.0 18.0 20.0 20.0 25.0 26.0 32.0 36.0 42.0 60.0 60.0
11.0 12.0 11.0 10.0 9.0 9.0 8.5 8.5 8.0 8.0 9.0 7.8 8.0 7.8
3.11 3.30 3.30 3.32 3.04 3.50 2.59 3.33 2.92 3.30 4.68 2.97 3.28 3.26
Fail
OK
OK
OK
Fail
OK
Fail
OK
Fail
OK
OK
Fail
Fail
Fail
(Unit : mm)
티 영역 중에서 단면적이 가장 좁은 슬롯부가 먼저 응고되면 미성형이 발생하게 되고, 용탕이 우측 엔드링을 채운 후에 슬롯부가 응고하게 되면 미성형이 발생하지 않는다는 것을 알 수 있다.
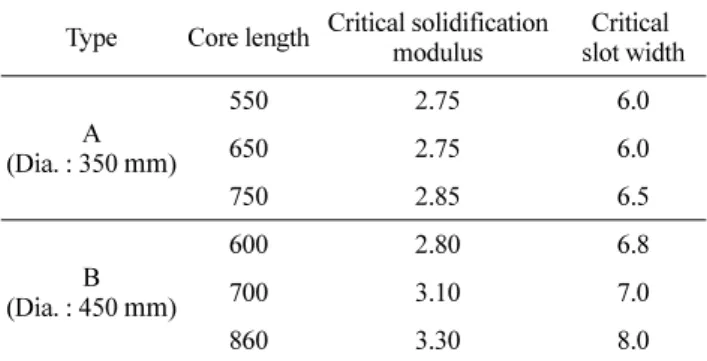
3.3 전동기 회전자 알루미늄 다이캐스팅 사출한계선도 Table 5에 변수별 다이캐스팅 전산해석 결과 전체를 나타 내었다. 미성형이 발생한 경우는 전산해석 결과를 Fail로 표기 하였고, 미성형이 발생하지 않은 경우에는 OK로 표기하였다.
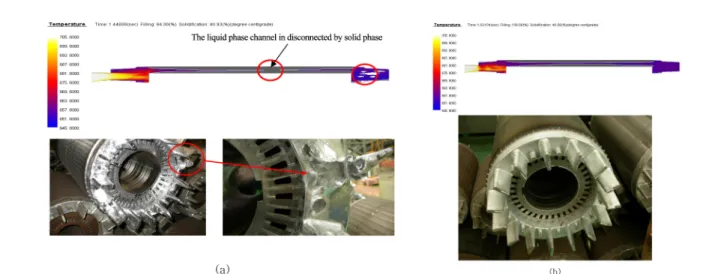
상기 Table 5에 나타낸 전산 해석 결과를 분석하여 중자 길이별로 슬롯 길이, 슬롯 폭 및 응고 계수 값에 따른 미성 형 발생 현황을 표기한 사출한계선도를 작성하였다. Fig. 8은 type A 전동기 회전자에 대한 중자 길이에 따른 사출한계선 도이다. 전산 해석을 이용하여 미성형 발생 여부를 예측한 것으로 슬롯 폭을 X축, 슬롯 길이를 Y축으로 하여 표시하였 다. Fig. 8(a)는 중자 길이가 550 mm인 경우로 슬롯 폭이 6 mm 미만인 경우에는 응고계수를 아무리 증가시켜도 미성형 이 발생하였으며, 슬롯 폭이 6 mm 이상이고 응고계수가 2.75 mm 이상인 경우에 미성형이 발생하지 않았다. Fig.
8(b)는 중자 길이가 650 mm인 경우로 550 mm인 경우와 동 일하게 슬롯 폭이 6 mm 미만인 경우에는 응고계수를 아무리 증가시켜도 미성형이 발생하였으며, 슬롯 폭이 6 mm 이상이 고 응고계수가 2.75 mm 이상인 경우에 미성형이 발생하지 않았다. Fig. 8(c)는 중자 길이가 750 mm인 경우로 슬롯 폭 이 6.5 mm 미만인 경우에는 응고계수를 아무리 증가시켜도 미성형이 발생하였으며, 슬롯 폭이 6.5 mm 이상이고 응고계 수가 2.85 mm 이상인 경우에는 미성형이 발생하지 않았다.
Fig. 9에 type A 전동기 회전자의 중자 길이 변화에 따른 미성형이 발생하지 않는 최소 임계 응고계수를 나타내었다. 중 자 길이가 550 mm와 650 mm인 경우에는 응고계수가 2.75 mm 이상이면 미성형이 발생하지 않았으며, 중자 길이가 750 mm인 경우는 응고계수가 2.85 mm 이상일 때 미성형이 발 생하지 않았다. 중자 길이가 증가할수록 미성형이 발생하지 않는 최소 응고계수도 증가함을 알 수 있다.
Fig. 10에 type A 전동기 회전자의 중자 길이 변화에 따른 미성형이 발생하지 않는 최소 임계 슬롯 폭을 나타내었다. 중 자 길이가 550 mm와 650 mm인 경우에는 6 mm이고 750
mm인 경우는 6.5 mm였다. 중자 길이가 증가할수록 미성형 이 발생하지 않는 최소 슬롯 폭도 증가함을 알 수 있다.
Fig. 11은 type B 전동기 회전자의 중자 길이별 사출한계 선도이다. Fig. 11(a)는 중자 길이가 600 mm인 경우로 슬롯 폭이 6.8 mm 미만인 경우에는 응고계수를 아무리 증가시켜 도 미성형이 발생하였으며, 슬롯 폭이 6.8 mm 이상이고 응 고계수가 2.8 mm 이상인 경우에는 미성형이 발생하지 않았 다. Fig. 11(b)는 중자 길이가 700 mm인 경우로 슬롯 폭이 7 mm 미만인 경우에는 응고계수를 아무리 증가시켜도 미성형 이 발생하였으며, 슬롯 폭이 7 mm 이상이고 응고계수가
Fig. 8. Die casting limit diagram of type A motor rotor : (a) Core length 550 mm, (b) Core length 650 mm, (c) Core length 750 mm.
Fig. 9. Minimum solidification modulus of type A motor rotor without misrun.
Fig. 10. Minimum slot width of type A motor rotor without misrun.
3.1 mm 이상인 경우에 미성형이 발생하지 않았다. Fig.
11(c)는 중자 길이가 850 mm인 경우로 슬롯 폭이 8 mm 미 만인 경우에는 응고계수를 아무리 증가시켜도 미성형이 발생 하였으며, 슬롯 폭이 8 mm 이상이고 응고계수가 3.3 mm 이 상인 경우에 미성형이 발생하지 않았다.
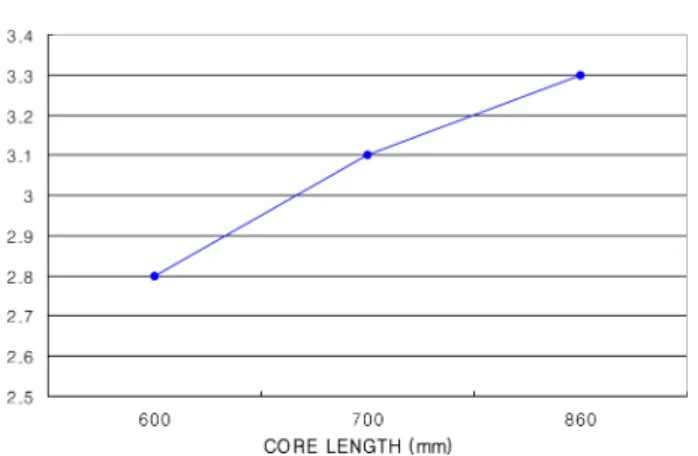
Fig. 12에 type B 전동기 회전자의 중자 길이 변화에 따 른 미성형이 발생하지 않는 최소 임계 응고계수를 나타내었 다. 중자 길이가 600 mm인 경우는 응고계수가 2.8 mm 이 상이면 미성형이 발생하지 않았고, 중자 길이가 700 mm인 경우는 3.1 mm, 860 mm인 경우는 3.3 mm 이상일 때 미성 형이 발생하지 않는 것으로 나타났다. Type A와 마찬가지로 중자 길이가 증가할수록 미성형이 발생하지 않는 최소 응고
계수도 증가하였다.
Fig. 13에 type B 전동기 회전자의 중자 길이 변화에 따 른 미성형이 발생하지 않는 최소 임계 슬롯 폭을 나타내었다.
미성형이 발생하지 않는 최소 슬롯 폭은 중자 길이가 600 mm, 700 mm, 860 mm일 때 각각 6.8 mm, 7 mm, 8 mm 였다. 중자 길이가 증가할수록 미성형이 발생하지 않는 최소 슬롯 폭도 증가함을 알 수 있다. 중자 길이가 증가하면 충전 시간이 길어져서 응고가 더 많이 진행되므로 미성형을 방지 하기 위해서는 응고계수와 슬롯 폭을 증가시켜야 한다.
중자 길이별로 다양한 형상의 슬롯을 가지는 경우에 대한 사출한계선도를 작성한 결과, 중자 길이에 따른 미성형이 발 생하지 않는 최소 임계 응고계수와 최소 임계 슬롯 폭이 존 재함을 알 수 있었다.
중자 길이가 정해지면 용탕 충전 시간이 결정되고, 미성형 이 발생하지 않기 위해서는 용탕 충전 시간보다 더 긴 슬롯 부 응고시간이 요구된다. 응고계수 값이 증가할수록 응고시간 도 길어지므로 미성형이 발생하지 않기 위해서는 특정한 값 이상의 슬롯부 응고계수가 요구되며, 이 값이 미성형이 발생 하지 않는 최소 임계 응고계수가 된다. 중자 길이가 증가하 면 용탕 충전 시간도 길어지므로 이에 비례하여 슬롯부 최소
Fig. 11. Die casting limit diagram of type B motor rotor : (a) Core
length 600 mm, (b) Core length 700 mm, (c) Core length 860 mm.
Fig. 13. Minimum slot width of type B motor rotor without misrun.
임계 응고계수도 증가한다.
슬롯의 형상은 Fig. 1(e)에 나타낸 바와 같이 슬롯 폭에 대한 슬롯 길이의 비가 5 이상인 긴 눈사람 형상을 가지는 데, 슬롯 폭이 특정한 값 이하인 경우에는 좁은 슬롯의 좌우 로부터 응고가 급속히 진행되어 용탕의 충전이 완료되기 전 에 슬롯부가 먼저 응고되어 미성형이 발생하게 된다. 따라서, 미성형 발생을 방지하기 위해서는 용탕 이동 경로 확보를 위 한 최소한의 슬롯 폭이 요구되는데 이 값이 최소 임계 슬롯 폭이 된다. 중자 길이가 증가하면 용탕 충전 시간도 증가하 므로 미성형을 방지하기 위한 최소 임계 슬롯 폭도 증가하게 된다.
Table 6에 중자 길이별 미성형이 발생하지 않는 최소 임 계 응고계수와 최소 임계 슬롯 폭을 정리하여 나타내었다.
3. 결 론
산업용 대형 알루미늄 전동기 회전자의 다이캐스팅 공정에 서 발생하는 미성형 결함 방지를 위한 전동기 회전자 슬롯 형상 설계 기준을 정립하기 위해 전산 해석을 수행하여 다음 과 같은 결론을 얻었다.
1) 알루미늄 전동기 회전자의 다이캐스팅 공정에 대한 전 산 해석 기법을 정립하였다. 정립된 해석 기법을 검증하기 위해 해석 결과와 실제 전동기 회전자에서 발생한 결함 위치 를 비교한 결과, 서로 잘 일치하는 것을 확인하였다.
2) 응고계수 개념을 도입하여 미성형 발생 가능성을 정량 적으로 판단할 수 있는 중자 길이별 사출한계선도를 제시하 였다. 중자 길이 550 mm의 type A 전동기 회전자의 미성형
이 발생하지 않는 최소 임계 응고계수와 최소 임계 슬롯 폭 은 각각 2.75 mm와 6 mm이고, type A보다 직경이 크고 중 자 길이가 600 mm인 type B 전동기 회전자의 최소 임계 응 고계수와 최소 임계 슬롯 폭은 각각 2.8 mm와 6.8 mm이다.
3) 중자 길이가 정해지면 미성형이 발생하지 않는 최소 임 계 응고계수와 최소 임계 슬롯 폭이 존재하고, 중자 길이가 증가함에 따라 용탕 충전 시간도 증가하므로 미성형 방지를 위한 최소 임계 응고계수와 임계 슬롯 폭도 증가하였다.
References