DOI https://doi.org/10.9725/kts.2018.34.3.84
원심주조방식과 레이저 클래딩 증착법을 통한 화이트메탈의 기계 및 마찰특성 비교
정재일1ㆍ김동혁1ㆍ박진영1ㆍ오주영1ㆍ최시근1ㆍ김석삼2ㆍ조영태3ㆍ이 호4ㆍ함승식4ㆍ김종형1,†
1
한국생산기술연구원,
2말레이시아 사바대학교 기계공학과,
3
창원대학교 기계공학과,
4경북대학교 기계공학과
Comparison of Mechanical properties and Surface Friction of White Metals Produced by Centrifugal and Laser Cladded on SCM440
Jae-Il Jeong
1, Dong-Hyuk Kim
1, Jin-Young Park
1, Joo-Young Oh
1, Si-Geun Choi
1, Seock-Sam Kim
2, Young Tae Cho
3, Ho Lee
4, Seung-Sik Ham
4and Jong-Hyoung Kim
1.†1
Korea Institute of Industrial Technology (KITECH), Daegu, Korea
2
Department of Mechanical Engineering, Faculty of Engineering, Universiti Malaysia Sabah, Sabah, Malaysia
3
Changwon National University, College of Mechatronics Engineering, Mechanical Engineering
4
Kyungpook National University, College of Mechatronics Engineering, Mechanical Engineering (Received March 31, 2018; Revised May 2, 2018; Accepted May 5, 2018)
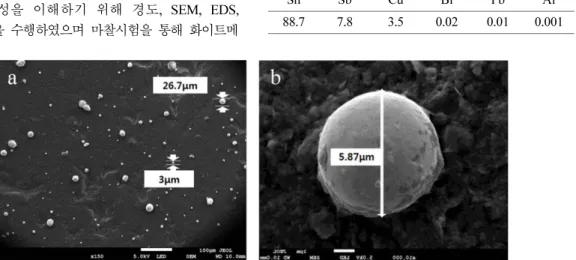
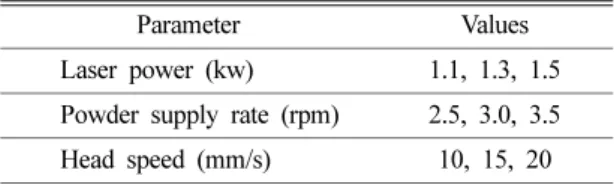
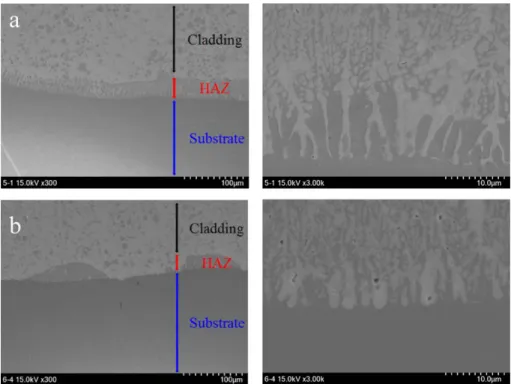
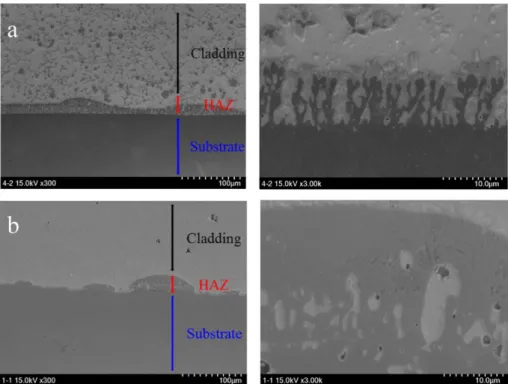
Abstract − Bearings are essential for reducing vibration and wear, in order to achieve high durability and increase longevity. White metal treatment of tilting pads via centrifugal casting method has the possibility of increasing durability. However, this manufacturing method has drawbacks such as long processing time, high defect rate, and harmful health effects. Laser cladding deposition technique is a powerful method that can address these issues by decreasing the processing time and providing good adhesion. In this study, we suggest optimum conditions for laser cladding deposition that can be used in industrial applications. We deposited a soft white metal layer on SCM440 that is primarily used in shafts to minimize wear of bearing pads. During the laser depo- sition process, we controlled factors such as laser power, powder feed rate, and laser head speed to determine the optimum conditions. In addition, we measured the hardness using micro Vickers, and performed field emis- sion scanning electron microscopy, energy dispersive X-ray spectroscopy, X-ray diffraction, and friction tests to investigate the mechanical properties and surface characteristics for different parameters. Based on the exper- imental results, we suggest that laser power, powder feed rate, and laser head speed of 1.3 kW, 2.5 rpm, and 10 mm/s, respectively, constitute the optimum conditions for producing white metals using laser cladding.
Keywords − bearing(베어링), laser cladding(레이저 클래딩), mechanical properties(기계적 성질), surface friction ( 표면 마찰), white metal(화이트메탈)
Nomenclature
kW : Kilowatt (전력)
rpm : Revolution per minute (분당회전수)
mm/s : Millimeter per second (속도) Hv : Hardness Vickers (비커스 경도)
1. 서 론
베어링은 회전하고 있는 기계 축의 자중과 하중을 지 지하면서 축을 회전시키는 중요한 역할을 하는 기계요 소로써, 주력산업 및 미래산업 등 모든 산업에서 사용
†