금속계와 유기계 마찰재의 분포에 따른 하이브리드 마찰재의 마찰 특성
김진우·장 호† 고려대학교 신소재공학과
Tribological Properties of Hybrid Friction Materials:
Combining Low-steel and Non-steel Friction Materials
JinWoo Kim and Ho Jang†
Dept. of materials Science and engineering, Korea University (Received April 1, 2012; Revised April 27, 2012; Accepted April 29, 2012)
Abstract − Tribological properties of hybrid type friction materials were studied. Hybrid friction materials were produced by combining non-steel(NS) and low-steel(LS) type friction materials. The emphasis of the inves- tigation was given to possible synergistic effects from the two different friction materials, in terms of friction sta- bility at high temperatures and the amplitude of friction oscillation, also known as stick-slip at low sliding speeds.
The high temperature friction test results showed that the friction effectiveness of the hybrid friction material was well sustained compared to LS and NS friction materials. Wear resistance of the hybrid type was similar to LS friction materials. Examination of the rubbing surfaces after tests revealed that the friction characteristics of the hybrid friction material were attributed to the wear debris produced from low-steel friction materials, which were migrated to the surface of the non-steel friction material, forming new contact plateaus. The stick-slip amplitude and its frequency were pronounced when non-steel friction material was tested, while hybrid and low-steel types showed relatively small stick-slip amplitudes. These results suggest possible improvement of tribological prop- erties by designing a hybrid composite of low-steel and non-steel friction materials.
Keywords − stick-slip(스틱-슬립), friction(마찰), wear(마모), temperature(온도), low-steel(금속성 마찰재), hybrid(하이브리드), non-steel(유기계 마찰재)
1. 서 론
자동차용 마찰재는 제동 시 안정된 승차감을 위해 제 동안정성, 내구성과 저소음 등의 마찰특성이 요구된다.
제동안정성은 제동 시 마찰계수 수준, 마찰환경(속도, 온 도, 압력)에 따른 마찰계수의 변화, 고온에서 마찰재 성 분 특히 수지, 유기물이 열분해 됨으로써 발생하는 마 찰면 파괴가 주 원인인 페이드(fade) 현상과 마찰계수 회복(recorvery) 등으로 판단하며, 내구성은 마찰재의 강 도, 마찰재와 상대재의 마모율로 판단한다. 제동 시 발
생하는 소음 중 저주파수 대역에 해당하는 크립 그론 (creep groan)은 스틱-슬립(stick-slip) 현상과 연관되어 있으며, 스틱-슬립 현상은 마찰재의 강성과 관련되어있 다[1]. 이러한 제동특성은 마찰재와 상대재의 마찰특성 에 의해 결정되지만[1-4], 일반적으로 마찰재의 마찰특 성이 상대재에 비해 제동특성에 더 큰 영향을 준다[4].
자동차용 마찰재는 철섬유가 5~15% 함유된 금속계 마찰재와 철섬유가 함유되지 않은 유기계 마찰재로 분 류된다. 금속계 마찰재는 유기계 마찰재보다 기계적 강 도와 열전도도가 높기 때문에 고온에서 페이드 현상이 유기계 마찰재에 비해 상대적으로 적고 마찰계수의 회
†주저자·책임저자 : [email protected]
복도 빠른 반면에, 유기계 마찰재에 비해 상대적으로 높은 경도에 의해 상대재에 대한 공격성이 크다[5]. 유 기계 마찰재는 금속계 마찰재에 비해 기계적 강도는 약 하나 상대재에 대한 공격성이 적으며, 상대적으로 고온 에서의 페이드 현상이 심하게 발생한다. 이러한 마찰재 의 단편적인 특성을 극복하기 위해 마찰재의 조성을 바 꾸는 연구들이 진행되고 있으며[3,6-11], 대표적으로 유 기계 마찰재의 페이드 현상은 세라믹 섬유와 아라미드 섬유를 동시에 사용함으로써 극복하였다[6,10].
본 연구에서는 단순히 조성을 바꾸어 마찰 마모특성 을 향상시키는 방법이 아닌, 두 종류의 마찰재를 물리 적, 화학적으로 결합하여 두 종류의 마찰재의 특성이 동시에 발현 되었을 때, 어떠한 영향을 주는지에 초점 을 맞추어 실험 및 분석을 진행하였으며, 금속계 마찰 재와 유기계 마찰재의 혼합을 통해 마찰특성의 시너지 효과를 확인하고자 한다.
2. 실험방법
2-1. 시편제작
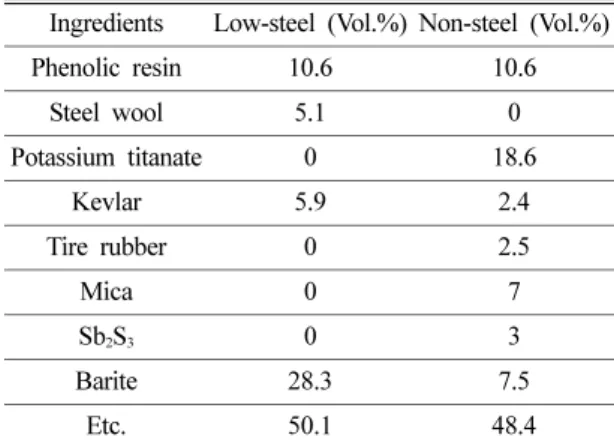
일반적인 자동차용 마찰재는 혼합, 예비성형, 본 성 형, 열처리과정을 거쳐 제작된다. 본 연구에서는 금속계 마찰재와 유기계 마찰재 원료를 각각 혼합(1800 rpm, 15 s)한 후, 예비성형(압력 = 513 kgf/cm2) 과정에서 유 기계, 금속계 마찰재 분말을 면적 분율에 따라 배열하였 다. 예비 성형 후, 본 성형(180oC, 압력 = 513 kgf/cm2), 열처리(225oC, 10 h) 과정을 거쳐 하이브리드 마찰재를 제작하였다. 마찰재 제작 시 사용한 금속계 마찰재와 유기계 마찰재의 조성은 Table 1과 같다.
하이브리드 마찰재는 금속계와 유기계 마찰재의 면 적 분율에 따라 금속계 마찰재(LS), 유기계 마찰재(NS), 하이브리드 마찰재(HY-LN, HY-NL) 4가지 종류로 제 작 하였으며 면적 분포는 Fig. 1과 같다. 하이브리드 마찰재는 금속계 마찰재와 유기계 마찰재를 1:1의 면적 분율로 배열하여 제작하였으며, 마찰방향을 달리 하였 을 때 마모분진의 이동 차이에 의한 마찰 마모 특성을 비교하기 위해 마찰 방향을 달리 한 2가지 하이브리드 마찰재로 실험을 진행하였다. HY-LN은 금속계 부분에 서 유기계 부분으로 마찰하였으며, HY-NL은 유기계 부 분에서 금속계 부분으로 마찰실험을 진행하였다. 이후 하이브리드 마찰재를 통칭 할 때는 HY로 표기하였다.
제작한 마찰재의 경도는 로크웰 경도측정계(ARK- 600, Akashi)를 이용하여 측정하였으며, 측정 결과는 Fig. 2와 같다. Fig. 2를 보면, 제작한 마찰재 모두 일 정 수준 이상의 경도 값을 보이며, 이는 마찰재가 제 대로 성형 되었음을 말해준다. 면적 분포 별 마찰재의 경도는 LS의 경도가 NS보다 크며, HY의 경도의 경 Table 1. Formulation of the friction materials used in
this work
Ingredients Low-steel (Vol.%) Non-steel (Vol.%) Phenolic resin 10.6 10.6
Steel wool 5.1 0
Potassium titanate 0 18.6
Kevlar 5.9 2.4
Tire rubber 0 2.5
Mica 0 7
Sb2S3 0 3
Barite 28.3 7.5
Etc. 50.1 48.4
Fig. 1. A schematic of the friction materials.
Fig. 2. Hardness of (a) LS, (b) NS, (c) Low-steel part in HY, (d) Non-steel part in HY.
우 금속계 부분은 LS와, 유기계 부분은 NS의 경도와 유사한 수준을 보였다.
2-2. 마찰실험
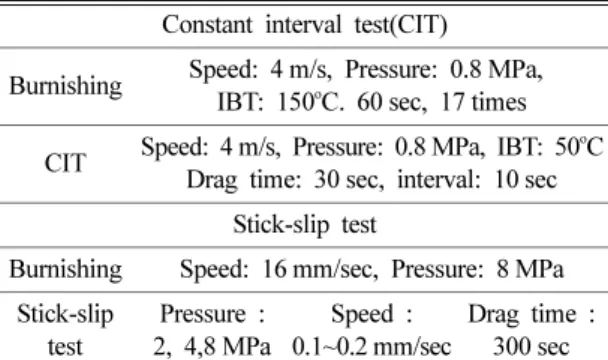
마찰실험은 Krauss type 마찰 시험기와 축소형 제 동 시험기를 이용하여 일정 주기 시험(constant interval test)과 스틱-슬립 시험을 진행하였으며, 시험 기기에 대한 자세한 설명은 이전 연구에서 설명하였다[11,12].
일정 주기 시험은 끌기 시험을 일정 주기로 반복하여 디스크의 온도를 상승시켜 온도 변화에 따른 마찰계 수의 변화와 고온에서의 마모율 등을 파악하는데 적 합한 시험 방법으로, 마찰 온도는 적외선 온도계를 사 용하여 마찰 시험 동안 디스크 표면 온도를 측정하였 다. 스틱-슬립 시험은 저속에서 마찰계수의 진폭, 주 기 등을 비교하여 외부조건 변화에 따른 마찰 진동 경향성을 비교하는 시험 방법이다. 각 시험의 시험 조 건은 Table 2와 같으며, 본 실험 전에 버니싱 (burnishing) 과정을 통하여 시편이 디스크와 완전히 접촉할 수 있게 하였으며, 마찰재와 디스크 사이의 마 찰이 충분히 안정화 된 후 본 마찰 시험이 진행 될 수 있도록 하였다. 일정 주기 시험 후, 하이브리드 마 찰재의 고온에서의 마모율을 비교하기 위해 시험 전 과 후의 마찰재 두께 변화를 마찰 에너지로 나누어 마모율을 계산 하였다[11].
마모율=(마찰재의두께버니싱후 − 마찰재의두께CIT 후) /F·D 위 식에서 F는 마찰력이며, 마찰력은 마찰계수와 마 찰재에 가해진 하중의 곱으로 계산하였다. D는 마찰 거리를 의미한다. 실험 후 SEM, EDX(S-4300, Hitachi) 등을 이용하여 마찰재 표면의 형상과 성분 차이를 비 교하였다.
3. 결과 및 토의
3-1. 온도증가에 따른 하이브리드 마찰재의 마찰특성 Fig. 3a는 제작된 시편의 디스크 온도에 따른 마찰 계수 변화 그래프 이다. 마찰계수 변화(∆µ)는 마찰 시 험 초기 마찰계수와 300oC, 400oC에서의 마찰계수 차 이를 나타내었으며, 이를 통해 온도 변화에 따른 하이 브리드 마찰재의 마찰계수 변화를 비교, 분석하였다.
Fig. 3b는 NS의 일정 주기 시험결과 그래프이며, ∆µ 계산 방법을 나타내었다. 일반적으로 마찰재는 마찰 온 도가 증가함에 따라 마찰계수가 낮아진다. 이를 페이 드 현상 이라고 하는데, 페이드 현상은 마찰재 성분 중 결합재로 사용되는 수지의 분해로 인한 마찰면의 파괴가 주 원인이다. LS의 경우 디스크 온도가 300oC 이상 증가하였을 때 페이드 현상이 발생하여 마찰계수 수준이 최대 0.05 하락하였다. 본 실험에서 마찰재 제 작 시 사용한 페놀수지에 관한 이전 연구 결과를 살펴 보면, 300oC 이상의 온도에서 페이드 현상이 발생한 것을 알 수 있으며, 이를 통해 LS의 페이드 현상은 시편 제작 시 사용한 페놀수지의 분해에 의한 마찰면 의 파괴 때문이라고 판단된다[11].
NS의 경우, 온도가 증가함에 따라 마찰계수가 상승하 다가 400oC 이상의 온도에서 페이드 현상이 발생하였다.
일반적으로 유기계 마찰재는 금속계 마찰재에 비해 낮 은 열전도 때문에, 마찰 시 마찰 표면 온도가 더 많이 증가한다. 따라서 유기계 마찰재는 더 낮은 디스크 온 도에서 열에 의해 마찰면이 파괴되고 페이드 저항성이 금속계 마찰재에 비해 더 낮다. 본 실험의 경우 NS의 섬유로 사용한 티탄산칼륨과 아라미드 섬유의 시너지 효과에 의해 NS의 페이드 저항성이 향상되어 LS 보다 더 높은 온도에서 페이드 현상이 발생하였다[6,10].
Table 2. Friction test procedures Constant interval test(CIT) Burnishing Speed: 4 m/s, Pressure: 0.8 MPa,
IBT: 150oC. 60 sec, 17 times CIT Speed: 4 m/s, Pressure: 0.8 MPa, IBT: 50oC
Drag time: 30 sec, interval: 10 sec Stick-slip test
Burnishing Speed: 16 mm/sec, Pressure: 8 MPa Stick-slip
test
Pressure : 2, 4,8 MPa
Speed : 0.1~0.2 mm/sec
Drag time : 300 sec
Fig. 3. The friction coefficient as a function of temperature. (a) Change of COF at 300, 400oC, (b) The result of CIT using NS.
400oC 이하의 온도 구간에서의 NS의 마찰계수 상승 폭은 0.04로 LS의 마찰계수 하락 폭과 유사하며, 이러 한 NS의 마찰계수 상승 원인은 접촉면적의 증가 때문 으로 판단된다. NS의 원료 중 운모, 타이어고무, 특히 삼황화안티몬은 일반적으로 다른 재료에 비해 점착성 이 좋기 때문에 마찰재 표면에 2차 고평부를 형성하는 데 유리하다[13]. 그러나 상기 재료들은 고온에서 열분 해되고, 산화되므로[13,14], 400oC 이상의 디스크 온도 에서 NS의 페이드 현상은 유기재료의 열분해에 의해 이전에 형성되었던 2차 고평부의 파괴 때문으로 판단 된다.
LS와 NS와는 달리 HY-LN의 경우, 온도 증가에 따 라 마찰계수 수준이 일정하게 유지되었다. 이 결과는 300oC 이상의 온도구간에서 금속계 부분의 페놀 수지 의 열분해에 의한 마찰계수 하락과, 유기계 부분의 접 촉 면적 증가에 따른 마찰계수 상승의 상쇄 현상과 HY 내의 금속계 마모분진이 유기계 부분에 형성한 2 차 고평부에 의한 영향이 복합적으로 작용한 것으로 사료된다. HY-NL는 마찰계수 변화 수준은 차이가 있 지만 온도변화에 따른 마찰계수 변화가 NS와 유사하 였다. 이는 유기계 부분에서 금속계 부분으로 마찰되 기 때문에 유기계 마모분진의 이동으로 인한 NS의 영 향이 커졌기 때문이라고 판단된다.
3-2. 마모량
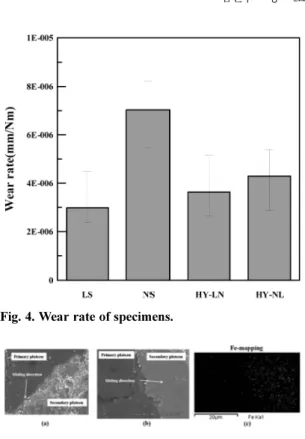
Fig. 4는 일정 주기 실험 후 하이브리드 마찰재의 고온 마모율을 나타낸 그래프이다. NS의 마모율은 LS 의 마모율보다 높으며, 이는 NS의 낮은 경도와 고온 에서의 2차 고평부의 파괴 때문인 것으로 사료된다.
HY-LN의 마모율은 LS와 비슷하였으나, HY-NL의 경 우 상기 서술하였듯이 유기계의 영향이 커지기 때문에 HY-LN에 비해 높은 마모율을 보였다.
HY의 낮은 마모율과 일정한 마찰계수의 원인을 파 악하기 위해, NS와 HY-LN의 유기계 부분의 표면을 SEM과 EDX로 분석하였다. Fig. 5를 보면, NS의 2차 고평부는 부서진 형태로 존재하는 반면, HY-LN 내 유기계 부분의 2차 고평부는 형상을 유지하고있다.
NS와 HY-LN 표면에 형성된 2차 고평부 형상 차이 의 원인을 알아보기 위해 2차 고평부의 성분 분석을 실시하였다. HY-LN의 2차 고평부에는 철이 평균 23.13 wt.%(8.75~34.3) 포함되어 있었으며(Fig. 5c), NS의 표면 에는 평균 10.39 wt.% (4.66~13.86)의 철 이 발견되어 HY-LN의 유기계 부분보다 철의 함유량
이 적었다. LS의 마모 분진을 대표하는 철이 HY-LN 유기계 부분의 2차 고평부에 포함되어있는 것으로 보 아, 금속계의 마모분진이 유기계 부분으로 이동하여 유 기계 부분에 2차 고평부 형성에 기여했다고 판단된다.
HY내에서 유기계 부분으로 전이된 금속계 마모분진 은 고평부내에 존재하면서 형성된 2차 고평부를 단단 하게 잡아주며, 철섬유의 높은 열전도도로 인해 형성 된 고평부의 마찰에 의한 온도 상승 정도를 낮추어 2 차 고평부의 파괴를 막아주었다. HY의 디스크 최대온 도는 410oC로, NS에 비해 낮고 LS와 비슷하다.
HY의 고온에서의 향상된 마찰 마모특성은 경도가 높은 금속계 부분에 의한 낮은 물리적 마모와, 금속계 마모분진과 유기계 마모분진의 시너지 효과로 인해 생 성된 단단한 2차 고평부 형성으로 인한 효과가 복합적 으로 나타난 것으로 판단된다.
3-3. 스틱-슬립
제작된 시편의 스틱-슬립 시험은 속도와 압력 조건을 바꾸어 진행하였다. 압력, 속도 변화에 따라 마찰계수 Fig. 4. Wear rate of specimens.
Fig. 5. SEM image of secondary plateau.(a) NS, (b) Non-steel part in HY-LN, (c) Iron mapping image of secondary plateau in HY-NL.
수준의 변화가 특별한 경향성을 가지진 않지만 스틱-슬 립 시험에서 중요한 사항은 시험 조건 변화에 따른 마 찰계수 수준 변화가 아니라 마찰계수의 주기와 진폭의 변화이므로 마찰계수 수준에 대한 해석은 배제하였다.
Fig. 6은 일정한 속도(0.1 mm/sec) 조건에서 압력 변화 에 따른 스틱-슬립 결과 그래프이다. 모든 시편에서 압 력이 증가할수록 스틱-슬립의 주기가 길어졌으며, 진폭 은 특별한 경향성이 없었다. NS의 스틱-슬립 주기는 LS에 비해 길었으며, HY의 주기는 LS와 비슷하였다.
Fig. 7는 일정한 압력(8 MPa)에서 속도변화에 따른 스틱-슬립 결과 그래프이다. 속도가 증가함에 따라 스 틱-슬립의 주기와 폭이 감소하였다. HY-NL의 경우, 0.18 mm/sec의 속도에서 스틱-슬립 현상이 발생하지 않 았으나, 나머지 시편 들은 속도 0.18 mm/sec에서 작은 진폭과 빠른 주기의 스틱-슬립 현상이 발생하였다.
이러한 시편들의 스틱-슬립 현상은 라비노비치 (Rabinowicz)가 분류한 스틱-슬립 현상 중 레귤러 스 틱-슬립 (regular stick-slip)현상으로 분석할 수 있다.
라비노비치의 이론에 의하면, 정지 마찰계수는 접촉 시 간이 길수록 증가하고, 물체에 가해지는 힘(F=kx=kvt) 이 정지 마찰력 (F=msL)보다 커질 때 물체가 움직인 다고 하며, 위의 관계를 이용하여 물체의 운동마찰계 수는 아래 식과 같이 얻을 수 있다[1].
µk = (kv/L)t
위 식의 k는 시편의 강성이며, v는 속도, L은 하중, t는 마찰 시간이다. 위 식에 따르면, 속도가 증가하고 압력이 감소할수록 슬립이 발생할 때까지 걸리는 시간 이 감소, 즉 스틱-슬립의 주기와 진폭이 감소하는 것을 Fig. 6. Stick-slip graph as a function of pressure
(2,4,8 MPa) under the identical speed(0.1 mm/sec).
(a)LS, (b)NS, (c)HY-LN, (d)HY-NL.
Fig. 8. Stiffness of specimenss used in this work.
Stiffness of NS was the lowest, and that of LS and HY was similar.
Fig. 7. Stick-slip graph as a function of speed (0.1, 0.14, 0.18 mm/sec) under the identical pressure. (a) LS, (b) NS, (c) HY-LN, (d) HY-NL.
알 수 있고, 본 시험에서도 이론과 같은 경향을 보이 므로 본 시험 결과는 라비노비치의 이론을 적용할 수 있다고 판단된다. 라비노비치의 스틱-슬립 이론에서 속 도와 압력등의 외부 조건외에 스틱-슬립 현상에 영향 을 줄 수 있는 변수는 시편의 강성이다. 강성이 클수 록 스틱-슬립의 진폭이 적고, 주기가 짧아진다고 예측 할 수 있다.
Fig. 8은 스틱-슬립 실험 조건의 최대 압력(8 MPa) 으로 압축했을 때 시편의 강성이다. NS의 강성이 가 장 작았으며 HY의 강성은 LS의 강성과 유사하였다.
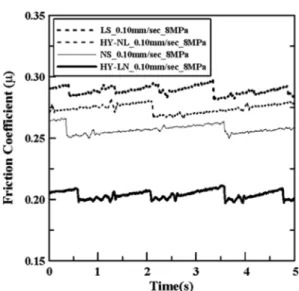
이 결과는 HY 내의 강성이 큰 금속계 부분이 압축 실험 결과에 큰 영향을 준 것으로 판단된다. Fig. 9은 동일한 속도, 동일한 압력에서의 스틱-슬립 결과 그래 프이며, 상기 서술한 강성과 스틱-슬립 과의 관계와 같 이 강성이 가장 작은 NS의 스틱-슬립 주기와 진폭이 가장 컸다. 또한 강성이 비슷한 하이브리드 마찰재와 금속계 마찰재는 유사한 경향을 보였다.
4. 결 론
1. 금속계 마찰재와 유기계 마찰재를 1:1로 배열한 하이브리드 마찰재의 마찰 마모 특성을 비교한 결과, 하이브리드 마찰재는 온도가 증가함에 따라 일정한 마 찰계수를 유지하였으며, 이는 금속계와 유기계 마찰재 의 서로 다른 마찰계수 변화의 상쇄 현상과 새로이 형
성된 2차 고평부의 영향인 것으로 판단된다.
2. 하이브리드 마찰재의 낮은 마모율은 경도가 높은 금속계 부분의 영향과, 금속계 부분과 유기계 부분의 마모분진이 함께 형성한 2차 고평부 때문이다.
3. 하이브리드 마찰재의 강성은 강성이 큰 금속계 부 분의 영향을 받아 금속계 마찰재와 유사한 강성을 보 였으며, 이에 따라 하이브리드 마찰재의 스틱-슬립의 진폭과 주기는 금속계 마찰재와 유사하였다.
4. 고온에서의 마찰 마모특성과 저속에서의 스틱-슬 립 시험 결과 본 실험에서 제작한 하이브리드 마찰재 는 향상된 마찰 마모 특성을 얻어낼 수 있는 새로운 마찰재 제작 방법이라고 판단된다.
후 기
본 연구는 한국연구재단 후원도약연구지원사업(과제 번호:R0A-2007-000-10011-0)에 의해 수행되었습니다.
참고문헌
1. E. Rabinowicz, “Friction and Wear of Materials,”
2nd edition, pp. 107-109, John Wiley & Sons, New York, 1995.
2. A. E. Anderson, ASM Handbook, 19thed., p.569-577, ASM International, Cleveland, 1992.
3. I. M. Park and K. S. Shin, “Microstructure and Wear Properties of Low-AUoy Phosphoric Gray Cast Irons,” Metals and Materials, Vol. 1, No. 1, pp. 63- 70, 1995.
4. M. G. Jacko and S. K. Rhee, “Kirk-Othmer Encyclo- pedia of Chemical Technology,” 4thedition, Vol. 4, p.
523-536, John Wiley & Sons, New York, 1992.
5. S. B. Park, K. H. Cho, and H. Jang, “Tribological Properties of Brake Friction Materials with Steel Fibers,” Met. Mater. Int., Vol. 15, No. 1, p. 27-32, 2009.
6. S. J. Kim, M. H. Cho, D. S. Lim, and H. Jang, “Syn- ergistic Effects of Aramid Pulp and Potassium Titan- ate Whiskers in the Automotive Friction Material,”
Wear, Vol. 251, No. 1-12, pp. 1484-1491, 2001.
7. K. Friedrich, in: G. Crosa, I.J.R. Baumvol (Eds.),
“Advances in Composite Tribology,” Composite Materials Series 8, Elsevier, Amsterdam, 1993.
8. R.G. East, “Evolution of friction materials for com- mercial vehicle disc brakes in: Proceedings of the International Conference on Disc Brakes for Com- mercial Vehicles,” 1-2 November, p. 1, IMechE, London, 1988.
Fig. 9. Stick-slip graph of specimens under identical speed (0.1 mm/sec) and pressure(8MPa) condition.
9. M. G. Jacko, P. H. S. Tsang, and S. K. Rhee, “Auto- motive Friction Materials Evolution During the Past Decade,” Wear, Vol. 100, No. 1-3, pp. 503-515, 1984.
10. A. Patnaika, M. Kumara, B. K. Satapathyb, and B. S.
Tomarc, “Performance Sensitivity of Hybrid Phenolic Composites in Friction Braking: Effect of Ceramic and Aramid Fibre Combination,” Wear, Vol. 269, No.
11-12, pp. 891-899, 2010.
11. U. S. Hong, S. L. Jung, K. H. Cho, M. H. Cho, S. J.
Kim, and H. Jang, “Wear Mechanism of Multiphase Friction Materials with Different Phenolic Resin
Matrices,” Wear, Vol. 266, No. 7-8, pp. 739-744, 2009.
12. S. S. Kim, M. W. Shin, H. J. Hwang, and H. Jang,
“Friction and Vibration of Automotive Brake Pads Containing Different Abrasive Particles,” Wear, Vol.
271, No. 7-8, pp. 1194-1202, 2011.
13. P.W. Centers and F.D. Price, “Tribological Perfor- mance of MoS2compacts Containing Sulfur, Sb2S3 or Sb2S4,” Wear, Vol. 129, No. 2, pp. 205-213, 1989.
14. M. H. Cho, S. J. Kim, and H. Jang, “Tribological Properties of Solid Lubricants (Graphite, Sb2S3, MoS2) for Automotive Brake Friction Materials,”
Wear, Vol. 260, No. 7-8, pp. 855-860, 2006.