1. 서 론
대부분의 용접구조물에서 피로균열은 응력집중 이 크게 나타나는 용접구조상세부의 용접비드 선 단에서 발생한다 피로강도 등급이 높은 용접구. 조상세의 채택을 통한 설계로 용접부 피로성능을 개선할 수 있으나 더 높은 등급의 구조상세 시, 공 및 개선이 실무적으로 불가능한 경우가 빈번
하다.(1~3) 피로강도 증강을 위한 대안으로 용접비
드 형상의 개선 및 압축잔류응력의 도입 등이 적 용될 수 있다 표면후처리기술. (1~6)은 용접비드 선 단의 형상개선과 압축잔류응력의 영향으로 피로 수명을 효과적으로 연장시킬 수 있다.
대표적인 형상개선 방법으로는 Weld Toe Grinding(1,4) 및 TIG Dressing(1~3)을 들 수 있다.
은 용접비드 선단의 결함을 제 Weld Toe Grinding
거하고 플랭크 각도를 완화시켜 응력집중을 낮추 는 기계가공이다. TIG Dressing은 용접비드 재용 융 기술로서 슬래그와 같은 게재물 및 언더컷과 같은 결함제거는 물론 열영향부의 경도를 증가시 킨다. 압축잔류응력 유도법은 인장잔류응력이 크 게 작용하는 용접부 표면에 냉간가공으로 소성변
학술논문
< > DOI:10.3795/KSME-A.2009.33.8.842
공압식 헤머피닝을 이용한 용접부 피로수명 연장기술 연구
한 정 우* ․ 한 승 호
(2009 4 17 , 2009 6 15 , 2009 6 18 )
Research for Fatigue Life Extension Techniques in Weldments via Pneumatic Hammer Peening
Jeong Woo Han and Seung Ho Han
Key Words: Fatigue Life Extension( 피로수명연장 ), Mechanical Surface Post Treatment( 표면후처리 ), 공압식 헤머피닝
Pneumatic Hammer Peening( )
Abstract
Fatigue failures are often occurred at welded joints where stress concentrations are relatively high due to the joint geometry. Although employing good detail design practices by upgrading the welded detail class enables to improve the fatigue performance, in many cases, the modification of the detail may not be practicable. As an alternative, the fatigue life extension techniques that reduce the severity of the stress concentration at the weld toe region, remove imperfections and introduce local compressive welding residual stress, have been applied. These techniques are also used as definite measures to extend the fatigue life of critical welds that have failed prematurely and have been repaired. In this study, a hammer peening procedure for using commercial pneumatic chipping hammer was developed, and the effectiveness is quantitatively evaluated. The pneumatic hammer peening makes it possible to give the weld not only a favorable shape reducing the local stress concentration, but also a beneficial compressive residual stress into material surface. In the fatigue life calculation of non-load carrying cruciform specimen treated by the pneumatic hammer peening, the life was lengthened about ten times at a stress range of 240MPa, and fatigue limit increased over 65% for the as-welded specimen.
회원 동아대학교 기계공학과
, ,
E-mail : [email protected]
TEL : (051)200-7655 FAX : (051)200-7656 회원 한국기계연구원 시스템엔지니어링연구본부
* ,
형을 일으켜 압축응력을 발생시킨다. 대표적인 방법은 쇼트피닝과 헤머피닝으로 쇼트피닝은 쇼, 트볼을 고속의 공기 흐름으로 표면에 분사하면 소성변형이 발생하며 항복응력의 70~80% 수준의 압축잔류응력이 유발(7)되게 하며 헤머피닝은 강, 비트를 공압으로 구동하여 분당 수천회의 타격을 가하여 높은 압축잔류응력을 유발케 한다 특히. , 헤머피닝은 용접비드 선단에 압축잔류응력을 발 생시키는 효과는 물론 적절한 작업공정으로 비드 선단의 기하학적 형상도 개선할 수 있다 즉 하. , 나의 작업으로 두 가지 효과를 거둘 수 있어 용 접부 피로수명을 크게 연장할 수 있다고 알려져
있다.(2,3) 공압식 헤머피닝기법의 실무적용을 위해
서는 용접부의 기하학적 형상의 개선 정도와 압 축잔류응력의 크기에 따른 피로수명의 관계를 정 량적으로 평가해야 할 필요성이 있다.
본 연구에서는 공압식 헤머피닝기법의 실무적 인 공정을 개발하고 하중 비전달형 십자형 필릿, 용접 시편에 적용하여 개선된 비드선단 형상과 압축잔류응력을 정량적으로 계측하였다 이 결과. 를 저자 등에 의해 개발한 용접부 수명평가 시스 템(8) 에 적용하여 수명연장 효과를 정량화하였다.
그리고 피로시험을 통해 이를 검증하였다.
시편 및 헤머피닝 공정 2.
2.1 시편
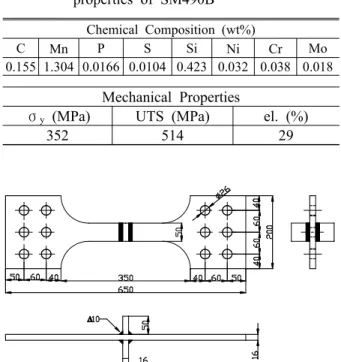
시편은 Fig. 1과 같이 십자형 필릿용접 이음부 로 제작되었고 소재는 일반 용접구조용강인
이다 용접작업은 용접와이어를 이
SM490B . K-71T
용한 CO2-가스 반자동 용접법으로 수행되었다. 소재의 물성치는 Table 1과 같고 용접작업 중 용, 접전류와 전압은 각각 220A 및 23V로 일정하게 유지하였고 가스유량은, 18 l/mm로 하였다.
헤머피닝 공정 2.2
헤머피닝 공정을 개발하기 위하여 IIW Recommendation(2)을 참조하였다. 분당 타격이
이 가능한 상용 공압식
3,600 Air Chipping
를 사용하였고 여기에 가변식 압력계를
Hammer ,
장착하였다 고압공기로 구동이 되는 경우 헤머. 의 중량과 진동으로 표면처리가 일정하게 이루어 지지 못하기 때문에 압력계를 이용하여 적정한 공압력을 설정하였다 작업물을 타격하는 인덴터. 의 길이는 200mm이고 팁의 형상은 반구형으로, 하였다 팁의 지름에 따라 작업효과에 많은 차이. 가 발생하므로 본 공정개발에서는 반구 지름을, 로 설정하였다 인덴터의 진행속도는 용접속
6mm .
도와 유사하게 설정하였고 총 패스 수는, 4회이 다. Fig. 2는 공압식 헤머피닝과 작업 완료 후 용 접비드 선단을 촬영한 사진이다 헤머피닝 공정. 으로 비드선단의 형상이 거시적으로 크게 개선된 것을 알 수 있다.
비드형상 및 압축잔류응력 3.
3.1 비드형상
헤머피닝에 의한 용접비드 선단부의 형상변화 를 정량화하기 위하여 비드선단의 노치반경
와 플랭크 각
를 실리콘 플라스터를 이용하여 측정 Chemical Composition (wt%)C Mn P S Si Ni Cr Mo
0.155 1.304 0.0166 0.0104 0.423 0.032 0.038 0.018 Table 1 Chemical composition and mechanical
properties of SM490B
Mechanical Properties
σy (MPa) UTS (MPa) el. (%)
352 514 29
Fig. 1 Specimen configurations(unit : mm)
Fig. 2 Pneumatic hammer peening device and weld toe configuration by hammer peening process
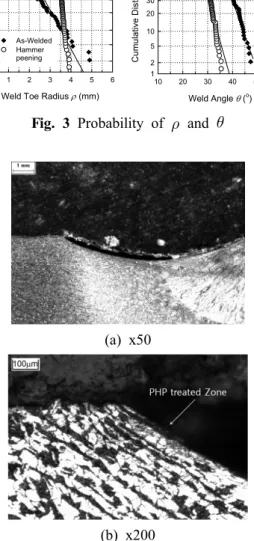
하였다 이 결과를 피닝을 하지 않은. As-welded 의 것과 Fig. 3의 누적확률분포지에 비교 정리하, 였다 헤머피닝의 경우.
의 범위는 3.1~3.8mm로 서 As-welded의 0.8~4.5mm에 비해 데이터의 산포 가 작고 절대값의 크기도 증가하여 형상개선이, 크게 되었음을 알 수 있다 또한 응력집중을 유. , 발하는
도 평균값이 28o로 개선되었다.는 헤머피닝된 용접비드 주위의 조직사진 Fig. 4
이다. 50배율의 사진에서 보듯이 열영향부(HAZ) 와 용접부와의 경계부가 일정하게 소성가공 되었 고 비드선단의 결함이 모두 제거되었다 그리고, . 배율의 사진과 같이 가공된 표면부는 결정립 200
이 수 ㎛로 미세조직이 치밀해지는 특성도 나타, 났다.
압축잔류응력 3.2
용접비드 선단부의 용접잔류응력을 홀드릴링법(9) 으로 계측하였다. 사용된 게이지는 Micro-
사의 이고 홀드릴을 위
mesurement EA-06-062RE-120 ,
하여 Air Turbine Assembly에 장착된 Carbide-tipped 를 사용하였다 는 용접비드 선단의 수직 Cutter . Fig. 5
방향 시편 길이방향 으로 계측된 용접잔류응력 성분( ) 과 이들의 평균값을 피팅한 결과이다. 여기서,
의 시험결과는 저자 등
As-welded (10)의 논문에서 발 췌하였다. As-welded의 경우 시편 중앙에서 120MPa 의 인장잔류응력이 헤머피닝 작업 후 -40MPa의 압 축잔류응력으로 변화되었다.
피로수명 평가 4.
피로수명 평가법 4.1
헤머피닝으로 가공된 용접부에 대한 피로수명 평가를 위하여 저자 등(8)에 의해 개발된 용접부 노치응력법과 균열진전수명평가 시스템이 활용되 었다.
노치응력법은 균열발생수명
를 평가하는 기 법으로 최대 공칭응력,
가 작용하는 경우 비 드선단에 발생하는 최대 노치응력 , 최대 노 치변형률 및 잔류응력
은 다음의 관계(11) 로 표현된다.
(1)Weld Toe Radius ρ (mm)
0 1 2 3 4 5 6
Cumulative Distribution of Occurrence(%)
1 2 5 10 20 30 40 50 60 70 80 90 95 98 99
As-Welded Hammer peening
Cruciform
Weld Angle θ (o)
10 20 30 40 50 60
Cumulative Distribution of Occurrence (%)
1 2 5 10 20 30 40 50 60 70 80 90 95 98 99
As welded Hammer peening Cruciform
Fig. 3 Probability of
and
(a) x50
(b) x200
Fig. 4 Optical microscopic inspections for hammer peened weld toe
Distance of specimen in width (mm)
-50 -40 -30 -20 -10 0 10 20 30 40 50
Residual stress (MPa)
-500 -400 -300 -200 -100 0 100 200 300 400 500
Cruciform
# : Secimen number HD : Hole drilling method SM : Sectioning method AW : As welded HP : Hammer peeing HD_HP #1
HD_HP #2 Mean Line of HP HD_AW #1
HD_AW #2 HD_AW #3 SM_AW #1 Mean Line of W M
Fig. 5 Distribution of welding residual stress
여기서,
는 피로노치계수로서 Fig. 3의
와
분포와 시험편 형상을 고려한 응력집중계수
로부터 계산되며, 누적확률
,
및
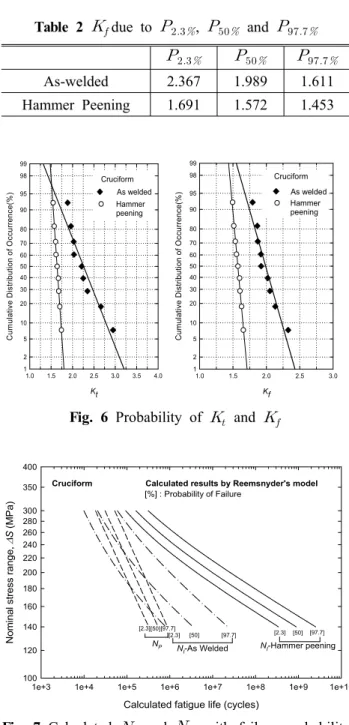
에 대한 결과로 표현된다. Fig. 6은 와 헤머피닝 처리한 시편의As-welded
및
의 확률분포이고, Table 2는
를 누적확률별로 비교 정리한 결과이다 헤머피닝 처리 후, .
및
가 크게 감소함을 알 수 있고 데이터의 변동,폭도 크게 줄어들었다. 은 3.2절에서 계측된 압 축잔류응력의 결과를 이용하였다 사용된 소재의. 반복응력
와 반복변형률
의 관계는 식 (2) 와 같고 식, (1) 및 (2)로부터
와
를 구하 였다.
(2)
여기서,
와
는 각각 반복강도계수와 반복 변형률경화지수로서, 열영향부를 모사한 열처리 시편으로부터 얻어진다.(10) 피로균열발생수명
는 의 영향을 평균응력의 효과로 고려한 Smith 등(12)이 제안한 방법으로 구할 수 있다.
(3)여기서, 와 는 열영향부의 피로강도계수 와 피로연성계수이고,
와
는 각각 피로강도지 수와 피로연성지수로서 저자 등, (10)의 논문에 상 세히 기술되어 있다.
의 누적확률
,
및
로부터 파손확률 2.3, 50 및 97.7%의
를 구하였다. Fig. 7은 As-welded와 해머피닝 처리 한 시험편의 균열발생수명
를 계산한 결과이 다 형상개선이 이루어지고 압축잔류응력이 작용. 하는 헤머피닝 처리한 용접이음부의
가 것에 비하여 현저히 늘어남을 알 수 As-welded있다.
피로균열진전수명
의 평가는 파괴역학적인 방법으로 수행된다 용접부에 발생하는 균열진전. 거동의 기구를 고려하여 복수 표면균열의 간섭, , 합체 및 성장 기구는 물론 응력집중을 야기하는, 부가구조 및 용접비드에 의한 표면균열 선단의 국부적인 응력강도계수 상승분
-계수(8)를 고려 해야 한다 복수 표면균열의 응력확대계수.
의 계산에 있어서 최외곽에 위치한 균열끝단의, 경우
-계수만을 식 (4)와 같이 고려하고 인접, 한 균열에 대해서는
-계수 및 균열 간의 간섭 을 모두 고려하여 식 (5)를 적용한다.
⋅
(4) Table 2
due to
,
and
As-welded 2.367 1.989 1.611 Hammer Peening 1.691 1.572 1.453
Kt
1.0 1.5 2.0 2.5 3.0 3.5 4.0
Cumulative Distribution of Occurrence(%)
1 2 5 10 20 30 40 50 60 70 80 90 95 98 99
Hammer peening As welded Cruciform
Kf
1.0 1.5 2.0 2.5 3.0
Cumulative Distribution of Occurrence(%)
1 2 5 10 20 30 40 50 60 70 80 90 95 98 99
Hammer peening As welded Cruciform
Fig. 6 Probability of
and
Calculated fatigue life (cycles)
1e+3 1e+4 1e+5 1e+6 1e+7 1e+8 1e+9 1e+10
Nominal stress range, ∆S (MPa)
100 120 140 160 180 200 220 240 260 280 300 350 400
[%] : Probability of Failure
[2.3] [50] [97.7] [2.3] [50] [97.7]
Calculated results by Reemsnyder's model Cruciform
[2.3][50][97.7]
NP NI-As Welded NI-Hammer peening
Fig. 7 Calculated
and
with failure probability for as-welded and hammer peening treated specimen
⋅
(5)
여기서,
는 축하중 응력성분,
는 균열형상 계수, 은 간섭계수,
는 차원 복수 관통균열2 에 대한 간섭계수이며,
는 형상보정계수이다.복수 표면균열의 개수
, 발생위치
및 크기
와
의 확률분포와 식 (4), (5) 및 피로균열진전 수명 계산 프로그램을 이용하여
의 확률적 평 가를 수행하였다 이때 복수 표면균열의 개수. ,
은 초기 해석조건으로 결정되어져야 하기 때문에 일정하게 하고, ,
및
를 확률변수로 취급하 였다. 공칭응력범위
를 각각 140, 200 및준위로 설정 한 후
275MPa ,
=1~9에 대하여 ,
및
확률변수를 총 2,000개 추출하여
를 계산하였다. Fig. 8은 초기 설정된 세 개의
준위에서 계산된
를 누적확률선도 파손확률선( 도 에 표시한 결과이고 이를) , S-N 선도로 표시하 면 Fig. 7과 같다.
는 As-welded 시험편에 대하 여 계산된 결과이며 해머피닝 처리된 시험편에, 대해서는 계산에 요구되는 확률변수가 없는 관계 로 As-welded 시험편의 결과를 활용하였다 장수. 명 영역에서
가
에 대하여 열배 이상 높아
와
를 더한
에서
가 차지하는 비율이 낮기 때문에 해머피닝 처리된 시험편의
결과 에 큰 영향이 없을 것으로 사료된다.전체 피로수명은
는 Fig. 7의 파손확률
,
및
에 대하여
와
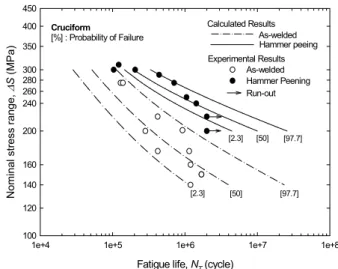
를 더 하여 구한다 얻어진 결과를. Fig. 9에 정리하였다.피로시험 및 해석결과와의 비교 4.2
헤머피닝에 의한 피로수명 연장을 실험적으로 확인하기 위하여 헤머피닝 처리한 시편(Fig. 1 참 조) 9개를 준비하여 피로시험을 실시하였다 정현. 파형의 일정진폭하중을 시험편에 가하였고 응력, 비
및 하중 주파수는 각각 0.1, 10Hz로 하였 다 피로시험은 시편이 파단되는 시점의 하중반. 복수
를 기준으로 하였고, 2×106cycles에서 시 험을 종료하였다 피로시험 결과는. Fig. 9에 나타 내었고 이를, As-welded 시험편의 결과(8)와 같이 나타내었다.본 연구에서 제안한 피로수명평가기법으로 계 산된
-
선도와 피로시험결과가 잘 일치함 을 확인하였다 즉 헤머피닝을 통하여 개선되는. , 용접부 형상과 압축잔류응력의 정량적인 계측 데 이터가 확보되면 피로수명을 예측할 수 있음을 의미한다.피로수명 연장의 정량적 분석 4.3
및 헤머피닝 처리한 시편에 대하여 As-welded
계산된
-
선도와 피로시험 결과를 비교해 보면, Fig. 6의
분포특성에서도 고찰하였듯이,Fatigue Life, Np (cycles)
1e+4 1e+5 1e+6
Probability of Failure(%)
1 2 5 10 20 30 50 70 80 90 95 98 99
Cruciform
∆S=275MPa ∆S=200MPa ∆S=140MPa
n=9
n=8 n=7 n=6 n=5 n=4 n=3 n=2
n=1
Fig. 8 Calculated
regarding to
Fatigue life, NT (cycle)
1e+4 1e+5 1e+6 1e+7 1e+8
Nominal stress range, ∆S (MPa)
100 120 140 160 200 240 260 280 300 350 400 450
As-welded Hammer Peening Cruciform
[%] : Probability of Failure As-welded Hammer peeing Calculated Results
Experimental Results
[2.3] [50] [97.7]
[2.3] [50] [97.7]
Run-out
Fig. 9 Calculated and experimental results of
based on statistical characteristics
변동폭이 큰 As-welded 시편의
-
선도 가 파손확률별 변동폭이 크게 나타났다 이에 반. 해 헤머피닝 처리한 시편의 경우
의 변동폭이 작아 계산된,
-
선도도 파손확률 별로 변 동폭이 As-welded 시편의 것 보다 상대적으로 작 게 나타났으며 피로시험의 결과도 이를 반증하, 듯이 시험오차가 작게 나타났다.헤머피닝 처리한 시편의
준위별 피로수명
와 피로한도를 As-welded 시편의 것과 비교하 였다.
=240MPa에서 헤머피닝 처리한 시편의 피로수명
는 As-welded 시편 대비 약 10배 이 상 늘어나 피로수명 연장효과가 크게 나타났다.이보다 높은
에서는 피로수명 연장효과가 상 대적으로 낮게 나타났다 또한 헤머피닝 처리한. 시편의
기준 피로한도(
=2×106cycles 기준) 는 230MPa이고, As-welded 시편은 150MPa로증가하였다
65% .
헤머피닝 처리한 피로수명 연장효과는 낮은
수준에서 크게 나타나며, 높은
에서는 시편의 수명과 유사한 결과를 보인다As-welded .
이는 고응력 영역에서는 잔류응력 이완으로 압축 잔류응력에 의한 강도향상 효과가 없어지기 때문 으로 사료된다.
4. 결 론
공압식 헤머피닝을 통한 용접비드 선단의 형상 개선과 압축잔류응력의 도입으로 얻어지는 피로 수명 연장 효과를 노치응력법과 균열진전수명 계 산법으로 평가하였으며, 또한 피로시험을 통해 이를 검증하였다 얻어진 결과는 다음과 같다. .
상용 에 가변식 압력
(1) Air Chipping Hammer
계를 장착한 공압식 헤머피닝 장비를 개발하여, 헤머피닝 실무공정을 IIW 작업공정을 참조하여 제안하였다.
헤머피닝 작업으로 십자형 필릿용접 이음부 (2)
용접비드 선단의
와
는 각각 3.1~3.8mm, 28o 로 비드선단의 형상이, As-welded에 비하여 크게 개선되었으며 이를 통해 피로수명에 영향을 주, 는
의
가 1.989에서 1.572로 감소하였다.십자형 필릿용접 이음부 용접비 (3) As-welded
드 선단에 120MPa의 인장잔류응력이 헤머피닝
작업으로 -40MPa의 압축잔류응력으로 변화되었 다.
노치응력법과 파괴역학적 방법으로 구축된 (4)
균열진전수명평가 시스템으로 계산된 헤머피닝 처리된 시편의
-
선도는 피로시험결과와 잘 일치함을 확인하였다.헤머피닝에 의한 피로수명의 연장효과는 (5)
=240MPa에서 약 10배로 나타났으며,
= 2×106cycles를 기준으로 한 피로한도 증가율은 65%이다.후 기
본 연구내용은 학술진흥재단 지원사업(KRF- 의 일부로 연구수행에 지원을 2006-611-D00001)
주신 관계자 여러분께 감사드립니다.
참고문헌
(1) Haagensen, P. J., 2003, "Fatigue Improvement Techniques - Advantages and Limitations,"
Welding in the World, Vol. 47, pp. 43~63.
(2) Haagensen, P. J. and Maddox, S. J., 2001,
"IIW Recommendations on Post Weld Improvement of Steel and Aluminium Structures,"
IIW Commission XIII, XIII-1815-00.
(3) Kirkhope, K. J. et al., 1999, "Weld Detail Fatigue Life Improvement Techniques," Marine Structures, Vol. 12, pp. 447~474
(4) Kang, S. W., Kim, M. H, Choi, J. Y., Kim W.
S. and Paik Y. M., 2006, "A Study on the Fatigue Strength Improvement using Weld Toe Burr Grinding," Journal of KWS, Vol. 24, No. 2, pp. 150~155.
(5) Lee, J. K. and Kim, J. K., 1997, "Influence of Residual Stress due to Shot Peening on Fatigue Strength and Life," Trans. of the KSME, Vol. 21, No. 9, pp. 1498~1506.
(6) Roy, S., Fisher, J. W. and Ben, T. Y., 2003,
"Fatigue Resistance of Weld Details enhanced by Ultrasonic Impact Treatment(UIT)," International Journal of Fatigue, Vol. 25, pp. 1239~1247.
(7) Lee, S. H., 1980, "Shot Peening Process,"
Journal of KSME, Vol. 20, pp. 194~200.
(8) Han, J. W. and Han, S. H., 2005, "Fatigue Life Estimation of Welded Joints Considering Statistical Characteristics of Multiple Surface Cracks," Trans. of the KSME, Vol. 29, No. 11, pp. 1472~1479.
(9) American Society for Testing Materials, "Deter- mining Residual Stresses by the Hole-Drilling Strain Gage Method" ASTM E 837.
(10) Han, S. H. and Han, J. W., 2005, "Fatigue Life Estimation of Fillet Welded Joints
Considering Statistical Characteristics of Weld Toe's Shape and Multiple Collinear Surface Cracks," Journal of KWS, Vol. 23, No. 3, pp.
158~167.
(11) Reemsnyder, H., 1981, "Evaluating the Effect of Residual Stresses on Notched Fatigue Resistance," Materials, Experimentation and Design in Fatigue, pp. 273~295
(12) Smith, K., Watson, P. and Topper T., 1970,
"A Stress-Strain Function for the Fatigue Damage," J. Mater., Vol. 5-4, pp.767~778.