191 https://doi.org/10.9713/kcer.2018.56.2.191
PISSN 0304-128X, EISSN 2233-9558
전동볼밀의 복합재 제조공정에서 각종 실험조건에 따른 입자형상 변화 및 DEM 시뮬레이션을 통한 밀링 효율의 고찰 - 회전속도, 매체크기, 매체재질의 영향
보르 암갈란*,** · 바춘흘루 이치커*,** · 자갈사이항 바트체첵*,** · 이재현*,** · 최희규**,***,†
*창원대학교 메카트로닉스 융합부품소재 연구센터(ERC) 51140 경남 창원시 의창구 창원대학로 20
**창원대학교 대학원 금속신소재공학과 51140 경남 창원시 의창구 창원대학로 20
***창원대학교 공과대학 메카융합학과 51140 경남 창원시 의창구 창원대학로 20
(2017년 10월 16일 접수, 2017년 12월 29일 수정본 접수, 2018년 1월 3일 채택)
Particle Morphology Behavior and Milling Efficiency by DEM Simulation during Milling Process for Composites Fabrication by Traditional Ball Mill on Various Experimental Conditions
- Effect of Rotation Speed, Ball Size, and Ball Material
Amgalan Bor*,**, Ichinkhorloo Batchuulun*,**,Battsetseg Jargalsaikhan*,**, Jehyun Lee*,** and Heekyu Choi**,***,†
*Engineering Research Center (ERC) for Integrated Mechatronics Materials and Components, Changwon National University, 20, Changwondaehak-ro, Uichang-gu, Changwon-si, Gyeongsangnam-do, 51140, Korea
**Graduate School of Material Science Engineering, Changwon National University, 20, Changwondaehak-ro, Uichang-gu, Changwon-si, Gyeongsangnam-do, 51140, Korea
***Department of Mechanics Convergence, College of Engineering, Changwon National University, 20, Changwondaehak-ro, Uichang-gu, Changwon-si, Gyeongsangnam-do, 51140, Korea
(Received 16 October 2017; Received in revised form 29 December 2017; accepted 3 January 2018)
요 약
이 연구는 각각 크기와 재질이 다른 3 가지 종류의 분쇄 매체를 이용하여 회전속도와 밀링 시간의 따른 구리 (Cu) 분말의 형상변화의 과정에 미치는 영향을 관찰하고, 볼 움직임의 DEM시뮬레이션을 행하였다. 전동볼밀에서 볼 움직 임의 3차원 시뮬레이션을 통해 분쇄 메커니즘을 규명하기 위하여 분쇄매체의 힘, 운동에너지, 매체 운동속도 등을 계 산하였다. 시뮬레이션에서는 회전속도, 볼 재질, 운동속도, 마찰계수 등을 실제 실험조건과 동일하게 조건을 맞추어 투 입되는 에너지의 변화량도 계산하였다. 주사전자현미경 결과를 살펴보면 볼 직경이 작을 때 입자형상이 불규칙한 형 태에서 구형 형태로 변화하는 것을 알 수 있었다.
Abstract − This study was investigated the effect of the morphology change of copper (Cu) powders under the dif- ferent rotational speed and milling time by using three kinds of grinding media with different size and materials, and per- formed DEM simulations of ball behavior. In order to clarify the mechanism of grinding by three - dimensional simulations of the ball behavior in a traditional ball mill, the force, kinetic energy, and medium velocity of the grinding media were calculated. In the simulation, the amount of change of the input energy was also calculated by adjusting the rotational speed, ball material, kinetic velocity, and friction coefficient in the same as the actual experimental condi- tions. The scanning electron microscope results show that the particle morphology changes from irregular to spherical when the ball size is small.
Key words: Traditional ball mill, DEM Simulation, Copper, Particle Morphology
†To whom correspondence should be addressed.
E-mail: [email protected]
This is an Open-Access article distributed under the terms of the Creative Com-
mons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-
nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduc-
tion in any medium, provided the original work is properly cited.
192 보르 암갈란 · 바춘흘루 이치커 · 자갈사이항 바트체첵 · 이재현 · 최희규
1. 서 론
최근 재료공학, 특히, 분체공학에서는 미립자계 재료의 고품질화, 고기능화의 요구로 원료조정 및 제조과정에 있어 각 입자의 크기와 형상을 특성화 하는 것이 재료개발의 성공여부를 좌우하는 중요한 요소가 되고 있으며, 많은 연구가 행해지고 있다[1-9]. 많은 연구자 들이 입자경과 입자형상의 변화를 미립자 재료를 다루는 공정에 있 어서 매우 중요한 물성이라 지적하고 있으며 입자경은 반응성 또는 용해율, 현탁액의 안정성, 유동성 및 취급의 용이성, 충전 밀도 및 공극률에 영향을 미치는 것으로 알려지고 있다. 또한 분체 입자의 형상은 분체의 여러 가지 물성, 즉 유동성, 충전성, 부착성 등에 영 향을 미치는데다가 유체 내에서의 움직임이나 빛과의 상호 작용이 달라져서 입도측정 결과에도 영향을 미치게 된다. 따라서 분체의 물성을 측정 하는데 있어서도, 입도측정을 비롯한 각종 물성측정에 입자의 형상과 크기를 파악할 필요가 있다[5].
입자형상은 다양한 형태로 되어 있다. 예를 들면 바늘형, 다각형, 나뭇가지형, 편상, 입상, 불규칙형, 구형 등으로 존재한다[10,11]. 따 라서 입자형상을 사용하여 제품 성능을 향상시킬 수 있는 분야에는 금속과 세라믹 소결 성분의 재료 강도, 정제와 현탁액의 약물 입자의 생체 이용률, 미네랄 계열 코팅의 마감 품질, 태양광 패널 제조를 위한 SiC 연마재의 절삭 성능 향상 등을 들 수 있다.
이전 연구들에서는 볼밀을 이용하여 다양한 실험조건에서 금속 분말의 형상이 변화해 가는 과정을 관찰하였다[12-20]. 이에 따른 연구 결과를 살펴보면, 전동볼밀의 회전속도가 빨라질수록 입자형 상은 불규칙한 형상에서 판상으로 변화하였고, 이러한 변화는 운전 시간이 길어질수록 더욱더 명확한 경향을 볼 수 있었다[12].
본 연구에서는 전동볼밀을 이용하여 이전의 실험들과 동일한 실 험 조건에서 분쇄매체의 재료 및 크기를 다르게 선택하여 실험을 수행하여 입자형상의 변화 과정을 살펴보았다.
또한 본 연구에서는 DEM 시뮬레이션을 통하여 전동볼밀 내의 볼 운동을 해석하고, 실제 촬영된 밀 내의 볼 움직임과 시뮬레이션 결과를 비교하였다. 시뮬레이션을 통한, 볼 움직임속도, 볼 간의 충 격에너지 등을 계산하여, 밀링 메카니즘에 관한 해석과 더불어 에 너지 효율을 고찰하고자 하였다. 매체형 분쇄기의 분쇄기구 해명에 서 가장 중요한 인자는 매체의 운동 해석이다. 이는 현장에서 각종 조작 조건에서 에너지 효율과도 깊은 관계가 있고, 제품의 생산단 가에도 매우 큰 영향을 미치기 때문이다. 따라서 현실적으로 실험 이 곤란한 매체의 운동해석을 위하여 DEM 소프트웨어를 이용하여 전동볼밀의 볼 운동을 해석하였고, 이를 통하여 각종 실험인자에 따른 볼 운동 패턴을 실험데이터와 비교하고자 하였다[21-24]. 이 를 통해 종래 실험법으로 찾을 수 없었던 분쇄장치의 다양한 동역 학적 해석을 하고자 하였다. 즉 밀링 공정이 단지 입자경을 작게 만 드는 단위 조작뿐만 아니라 재료공정에 있어서 다양한 단위조작이 함께 이루어진다는 것을 배경으로 연구하였으며, 실험과 시뮬레이 션을 통하여 이를 확인 하고자 하였다. 특히 향후 복합입자 제조공 정에 밀링 공정을 통한 입자들의 크기 및 형상 변화를 관찰하는데 매체의 특성이 어떠한 영향을 미치는지에 초점을 맞추어, 궁극적으 로 최종 제품의 기계적인 특성이 얼마만큼 향상되는지, 이에 따라 볼밀을 이용한 신 기능성 재료를 만드는데 있어, 볼의 재질에 따른 입자들의 분쇄거동이 어떻게 달라지는 가를 실험과 해석을 통하여 규명하고자 하였다.
2. 실 험
분쇄실험장치로는 하지이엔지(HAJI Eng. Korea)에서 제작한 전 동볼밀이 사용되었다[12,19,20]. 전동볼밀의 포트 재료는 스테인리 스스틸(stainless steel)을 사용하였다. 포트 내경은 40 mm, 길이는 42 mm이다. 분쇄매체는 매체의 재질에 따른 입자형상의 형성 과정의 차이를 비교하기 위하여, 내마모성 알루미나, 지르코니아 그리고 스테인리스스틸 볼을 사용하였으며, 크기는 직경 1 mm와 3 mm의 볼을 사용하였다. 본 연구에 사용된 샘플로는 산업현장에서 고강도 경량 합금재료로 다양하게 사용되는 구리 분말((주)알드리치, 순도 99.9%, 중위경 25 µm)을 사용하였다. 입자형상 변화는 주사전자현 미경 (SEM)을 이용하여 관찰하였다. Fig. 1은 본 실험에 사용된 구리 원료분말의 SEM 사진이다. 볼밀에 투입하는 매체와 구리분말의 양 즉, BPR (Ball Powder Ratio)은 10:1로 하였다[12,13]. 각 분쇄 장비의 회전속도는 구리분말만을 사용할 경우는 100, 300, 500 rpm으 로 변화시켜 실험 하였다. 밀링 시간은 6, 12, 24, 36시간까지 변화 하였다. Table 1에 각각 매체의 종류에 따른 밀도와 함께 본 실험의 실험 조건을 나타내었다. 그리고 분쇄 시뮬레이션을 행하기 위하여, 밀 용기 내에서 종류가 다른 볼 움직임을 관찰하여 실제 회전속도에 따른 볼 움직임을 동영상으로 촬영하였고, 최적의 시뮬레이션 조건을 통하여 DEM 시뮬레이션을 행하였다. Table 2에 본 실험에 맞는 시 뮬레이션의 조건을 나타내었다. 시뮬레이션 조건은 실제의 실험조 건과 일치하게 하기 위하여 소프트웨어 내에서 구동할 수 있는 조 건에서는 모든 것을 일치시켰고, 마찰계수의 결정은 기존의 문헌 자료를 통해 확인할 수 있었다[12,13].
Fig. 1. SEM photograph showing the shape of starting materials employed in the current study (Copper powder).
Table 1. Experimental conditions
Experimental conditions Copper without CNTs Rotation speed [rpm] 100, 300, 500
Grinding time [h] 6, 12, 24, 36
BPR [based on wt%] 10:1
Ball filling ratio [-] 0.3 Material of pot stainless steel Material of media alumina, zirconia, stainless steel Density of media
[g/cm3]
Alumina 4.36
Zirconia 6.22
Stainless steel 7.95
Size of media [mm] 1, 3
3. 결과 및 고찰
본 실험은 전동볼밀을 이용하여 다양한 실험조건에서 볼의 재질과 볼 직경을 달리하여 구리분말 입자의 형상 변화 과정을 관찰하였다.
Fig. 2-4는 볼 직경 1 mm의 경우에 회전속도를 각각 100, 300, 500 rpm으로 수행한 실험 결과를 보여준다.
Fig. 2에서는 낮은 회전속도(100 rpm)에서 작은 볼 직경(1 mm)을 이용하여 실험을 하였고, 밀링 시간이 증가함에 따라 괴상(massive type)의 입자형상을 가지는 구리분말이 구형(spherical type)의 형태로 변화되는 것을 관찰할 수 있었고, 12시간이 경과한 이후에는 모든 실험조건에서 입자형상이 구형에 가까운 형태로 변화하는 것을 알 수 있었다.
Table 2. Simulation parameters
Simulation conditions Traditional ball mill Friction coefficient [-]
alumina media zirconia media stainless steel media
0.6 0.3 0.2 rotation speed [rpm] 100, 300, 500
ball diameter [mm] 1, 3
the number of media 1 mm 3 mm
12,376 582 Density of media [g/cm3]
alumina zirconia stainless steel
4.36 6.22 7.95 ball filling ratio [-] 0.3
Fig. 2. SEM images showing the morphological changes of the copper powder ((a) Alumina ball (b) Zirconia ball (c) Stainless steel ball, Rota- tion speed 100 rpm, Ball size 1 mm).
194 보르 암갈란 · 바춘흘루 이치커 · 자갈사이항 바트체첵 · 이재현 · 최희규
Fig. 3은 회전속도 300 rpm, 볼 직경 1 mm을 사용했을 때 얻어진 실 험 결과로 6시간 이후부터 완벽한 구형 형태를 얻었다. 이전 연구 에서는 세 가지의 장비를 이용하여 건식 분쇄공정에서 입자형상 변 화의 움직임을 살펴보기 위하여, 다양하게 실험 조건을 변화 시키 고, 특히 고회전 영역과 저회전 영역에서 입자형상 변화를 관찰하 고자 하였다. 그리고 일반적으로 제품 제조공정에서 원료입자가 구 형일 경우 제품을 압축할 때 밀착성 등 좋은 효과를 기대할 수 있기 때문에, 입자형상이 구형에 가깝게 된 실험조건에 주목하여 실험을
수행 하였다. 이에 따라 이 연구 결과를 보면 분쇄 시에 전동볼밀과 유성볼밀로 1 mm의 볼을 사용한 경우에는 구리분말이 불규칙한 형상에서 구형으로 바뀌었다[19]. 이는 1 mm의 볼은 3, 5 mm의 볼과 비교하면 표면적이 크기 때문에 구리분말과 충돌하는 횟수가 많아 입자형상을 구형으로 만드는데 큰 역할을 하기 때문으로 사료된다[19].
Fig. 4는 회전속도 500 rpm으로 6시간부터 36시간까지 실험한 결과이다. 이 결과를 보면 입자형상이 변화를 볼 수 없었다. 왜냐하 면 전동볼밀에 회전속도가 500 rpm 되면 임계 회전속도를 초과하 Fig. 3. SEM images showing the morphological changes of the copper powder ((a) Alumina ball (b) Zirconia ball (c) Stainless steel ball, Rota-
tion speed 300 rpm, Ball size 1 mm).
여 볼이 포트의 벽에 따라 회전하기 때문이다. 이론적으로 계산한 임계회전속도는 1mm 볼의 경우에는 264 rpm, 3 mm 볼의 경우에는 257 rpm이다[25].
Fig. 5-7은 볼 직경 3 mm에 회전속도를 각각 100, 300, 500 rpm 으로 실험 수행한 경우의 SEM 결과이다.
Fig. 5에서는 낮은 회전속도 100 rpm, 볼 직경 3 mm의 조건의 실험결과를 보여준다. 밀링 시간은 6시간부터 36시간까지 밀링 하 였고, 1 mm 볼 결과와 비교해보면 구형이 아니고 구형에 가까운 불규칙형(nodular) 형상으로 변화되는 것을 관찰 할 수 있었다.
회전속도가 300 rpm인 Fig. 6에서는 회전속도가 증가함에 따라 괴상(massive type)의 입자형상을 가지는 구리분말이 판상(plate type)의 형태로 변화되는 것을 볼 수 있었다.
Fig. 7에서와 같이 회전속도가 높은 영역(500 rpm)에서는, 운전 시간 경과에 따른 입자형상의 변화를 관찰하기 어려웠다. 이는 전 동볼밀을 500 rpm으로 회전 시키면 앞에서 이야기한 바와 같이 임 계속도를 초과하여 볼이 볼밀의 벽에 따라 회전하고, 볼에서 샘플 에 투입되는 힘이 없기 때문이다.
하지만, 본 실험에서 살펴보고자 하였던, 각각의 볼재질의 차이 Fig. 4. SEM images showing the morphological changes of the copper powder ((a) Alumina ball (b) Zirconia ball (c) Stainless steel ball, Rota-
tion speed 500 rpm, Ball size 1 mm).
196 보르 암갈란 · 바춘흘루 이치커 · 자갈사이항 바트체첵 · 이재현 · 최희규
에 대해서는 극적인 변화를 알아내기 어려웠다. 이는 현재 구리분 말은 짧은 밀링 시간, 즉 적은 에너지 투입량으로도 입자형상의 변 화가 잘 일어나는 연성의 물질로써, 복합재 제조를 위해 장시간 밀 링을 하는 경우, 볼에서 구리분말에 전달되는 에너지가 입자형상을 변화시키는 것에는, 볼 재질의 차이가 드러나지 않을 만큼 충분하 게 전달이 된다[12,13]. 또한 같은 이유로, 1, 3 mm 볼을 사용할 경 우에도 구리분말에 전해지는 에너지양이 볼의 크기에 상관없이 충 분히 전해져 볼 직경의 차도 입자형상 변화에 영향을 일으키기는 어려웠다.
Fig. 8-9에는 실제의 볼 움직임을 카메라로 관찰한 결과와 시뮬레 이션을 통한 볼의 움직임을 해석한 결과를 비교하여 나타내었다.
그림에서 보는 바와 같이 1 mm, 3 mm볼을 사용하였을 경우 공히 시뮬레이션 결과와 실제의 결과는 매우 비슷하게 나타났고, 이는 추후 해석되는 볼이 구리분말에 작용하는 힘과 에너지의 정량적 결 과가 타당하다는 것을 눈으로 보여주는 결과이다. 또한 시뮬레이션 을 하는 경우 다양한 실험조건을 적용해야 하는 상황에서, 매우 중 요한 요소인 볼과 포트 사이의 마찰계수 적용이 매우 정확하게 이 루진 결과를 알 수 있어, 이 또한 시뮬레이션이 정확하게 이루어졌 Fig. 5. SEM images showing the morphological changes of the copper powder ((a) Alumina ball (b) Zirconia ball (c) Stainless steel ball, Rota-
tion speed 100 rpm, Ball size 3 mm).
다는 것을 알 수 있다. 그리고 본 결과에서 알 수 있듯이, 알루미나 볼의 경우 500 rpm 이상의 회전속도에서는 임계점을 넘어서 볼 전 체가 포트벽면에 부딪혀 포트와 함께 돌아가는 결과를 알 수 있어, 볼 재질의 밀도에 따른 회전속도의 설정은 매우 중요하다는 것을 알 수 있었다.
Fig. 10은 볼 직경 1 mm와 3 mm에 있어서 회전수에 따른 볼 움 직임의 힘을 볼의 재질에 따라 나타내고 있다. 그림에서 보는 바와 같이 회전속도가 높아질수록, 볼에 투입되는 힘이 많아지는 일반적 인 결과와 상대적으로 크기가 큰 볼을 사용할 경우 힘이 더욱 증가
되는 것을 정량적으로 알 수 있었다. 다만, 힘의 분포로 나타내어, 정량적으로 비교하기가 어려운 측면이 있으나, 전반적인 경향을 알 수 있어, 볼에 투입되는 힘에 따라서 입자들의 형상이 변화하는 것 은 알 수 있었다. Fig. 10의 결과에서 500rpm의 경우를 확인하였을 때, 알루미나 볼이 구리분말에 많은 힘이 전달되는 것이 아니라, 임 계회전속도를 넘어가면서 볼이 포트를 따라 회전하여 볼의 회전속 도가 포트의 회전속도와 같아져, 볼의 힘이 크게 계산되는 결과가 나오는 것을 확인할 수 있었다.
Fig. 11에는 볼의 재질과 크기 및 회전 수에 따른 평균 볼 운동에 Fig. 6. SEM images showing the morphological changes of the copper powder ((a) Alumina ball (b) Zirconia ball (c) Stainless steel ball, Rota-
tion speed 300 rpm, Ball size 3 mm).
198 보르 암갈란 · 바춘흘루 이치커 · 자갈사이항 바트체첵 · 이재현 · 최희규
너지를 나타내었다. 평균 운동에너지를 살펴보면, 앞서의 결과들과 동일하게, 500 rpm, 알루미나 볼의 경우 1 mm, 3 mm 공히 평균에 너지가 일직선으로 나타나면서 지르코니아 볼의 평균 운동에너지를 역전하고 있다. 볼의 밀도차가 있음에도 불구하고, 이러한 결과를 보이는 것은 역시 밀의 임계회전속도를 지나면서 볼들이 포트의 벽 면 전체에 들어붙어 포트와 함께 회전하면서 나타나는 결과로 파악 되었다.
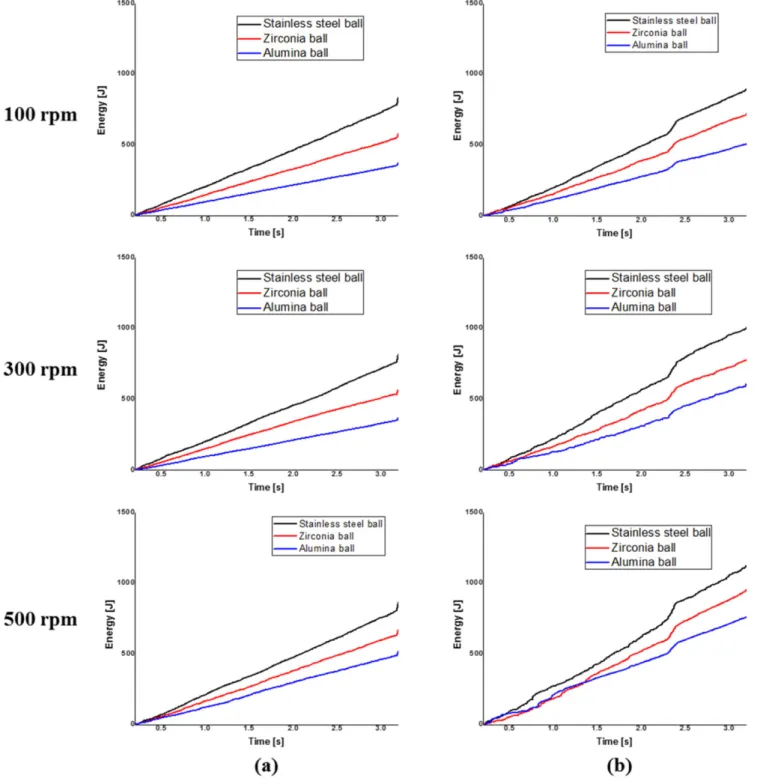
Fig. 12에서는 다양한 크기의 다양한 종류의 분쇄 매체에 대한 총 충격에너지와 회전 속도 간의 상관관계를 보여준다. 총 충격 에너
지에 대한 여러 종류의 분쇄 매체의 효과를 비교하면 약간의 차이가 있다는 것을 알 수 있었다. 따라서, 본 연구의 결과는 선행연구의 결과와 유사한 결과를 얻을 수 있었다[26]. 분쇄매체의 재료에 대해 충격 에너지와 회전 속도 사이에 잘 정의 된 상관 관계가 존재하며 충격 에너지가 증가함에 따라 분쇄 속도가 증가 함을 확인할 수 있 었다.
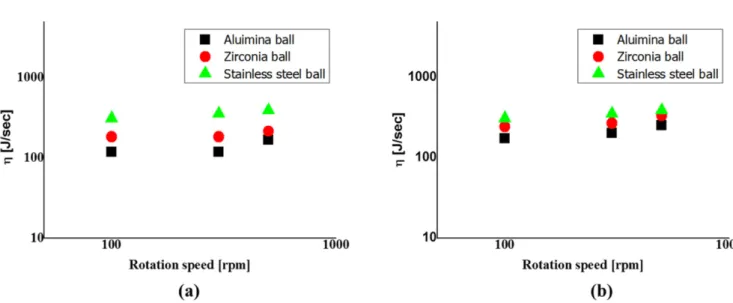
Fig. 13에서는 두 가지 볼 직경의 다양한 종류의 분쇄매체에 대한 에너지 효율을 보여준다. k는 ΔE/Δt와 회전속도 사이의 상관 계수 이다. 분쇄매체로서 알루미나 볼과 지르코니아 볼을 사용한 결과를 Fig. 7. SEM images showing the morphological changes of the copper powder ((a) Alumina ball (b) Zirconia ball (c) Stainless steel ball, Rota-
tion speed 500 rpm, Ball size 3 mm).
보면, 분쇄매체의 크기가 증가함에 따라 에너지 효율이 증가하는 것을 볼 수 있다.
한편, 본 연구에서 확인하고자 하였던, 다양한 회전속도에서 볼의 크기를 달리하고, 장시간 밀링을 행하면서, 알루미나, 지르코니아 그리고 스테인리스스틸 볼 즉 볼의 재질을 달리한 실험에서 입자형 상의 변화를 관찰한 결과, 일반적으로 알려진 바에 따르면, 매체형 분쇄기 즉 볼밀에서는 볼의 밀도가 분쇄의 속도, 입자의 미분쇄화 에 매우 큰 영향을 미치는 것으로 알려져 있는 것과는 달리, 거의 모든 실험조건에서 입자형상의 변화는 미세하게 관찰되었을 뿐이 었다. 즉, 볼 재질의 변화에 따른 입자형상의 변화를 관찰하는 것은 매우 어려웠다. 이는 금속분말, 특히 구리분말은 연성의 물질로서 그리 크지 않은 힘으로도 입자형상이 쉽게 변화하여, 형상의 변화 에 대하여 볼재질의 차이를 관찰하기는 힘든 결과를 얻었다. 그리
고 볼밀에서 다양한 각종 실험조건을 일치시켰을 때, 볼의 밀도에 따라 분쇄능이 달라진다고 알려져 있는 결과를 정량적으로 확인하 기 위하여, 실험과 시뮬레이션을 병행한 결과, 시뮬레이션 결과에 서는 확연하게 데이터로 그 결과를 확인할 수 있었으며, 실제 볼밀 내부의 볼 움직임을 카메라로 관찰한 결과에서도 볼 재질의 차이를 확인할 수 있었으나, 실제 입자형상 변화에서는 그 차이를 구별하 기가 어려웠다.
하지만 여기에는 매우 중요한 고찰이 생략되어 있음을 본 실험에 서는 알 수 있었다. 고품위의 금속분말의 복합재 제조를 위한 밀링 공정에서, 입자형상 변화와 볼 에너지 투입이 크게 하기 위해서 밀 도가 높은 볼을 사용하는 것과 함께, 최종제품의 오염의 방지를 위 해서, 볼 재질을 선택하는 것은 고려하여야 한다는 것이다. 또한, 금속 분말들의 입자형상 변화나 두 가지 이상의 재료의 복합재 제 Fig. 8. Actual snapshot photograph of the media motion and the simulation results by DEM ((a) alumina ball, (b) zirconia ball (c) stainless
steel ball, rotation speed 100, 300, 500 rpm, ball size 1 mm).
Fig. 9. Actual snapshot photograph of the media motion and the simulation results by DEM ((a) alumina ball, (b) zirconia ball (c) stainless steel ball, rotation speed 100, 300, 500 rpm, ball size 3 mm).
200 보르 암갈란 · 바춘흘루 이치커 · 자갈사이항 바트체첵 · 이재현 · 최희규
조를 위해서 밀의 회전속도, 볼 충전율, 볼의 크기, 볼과 재료의 혼 합비, 두 가지 이상의 재료들의 혼합 비 등 다양한 실험 조건을 고 찰하여야 하지만, 입자형상만을 가지고 볼의 재질의 차이를 느낄 수 있을 만큼 작은 에너지로 복합재를 제조하면, 복합재 제조가 어려워지므로, 향후 복합재 제조 시 만들어진 실험 조건에 따라 생성된 복합재의 특징을 파악 할 수 있는 연구가 필요할 것으로 사료된다.
4. 결 론
본 연구에서는 전동볼밀을 사용하여 구리/CNT 복합재를 제조 하는 것을 목적으로 세 가지 종류의 분쇄매체를 사용하여, 매체 크기를 달리하면서 입자형상 변화를 관찰하였다. 또한 각각 매체 의 종류별로의 복합재 제조 메커니즘을 규명하기 위하여, 매체의 운동을 3차원 DEM 시뮬레이션을 행하였고, 그 결과를 해석하여, Fig. 10. Milling force spectra of different kinds of grinding media at different rotation speed ((a) 1 mm, (b) 3 mm).
실험에서 정량적으로 찾아내기 어려운 분쇄매체가 작용하는 힘, 매체의 움직임 속도, 매체에 전달되는 에너지 분포를 정량적으로 나타내었다.
나타난 실험결과로는, 볼밀의 회전속도가 100, 300 rpm으로 올 라갈수록, 볼 직경이 1mm이였을 때 입자형상은 불규칙한 형상에 서 구형으로 변화하였고, 밀링 시간이 길어질수록 더욱더 명확한 경향을 보였다. 시뮬레이션 해석과 실제 실험 결과의 스냅샷 사진을 비교해 보면, 거의 완벽하게 일치하는 화면을 보였고, 이에 따른 결과해석으로는 볼 밀도가 높을수록 높은 에너지가 투입되지만,
볼 움직임속도는 느려지는 것을 알 수 있으며, 구리분말의 입자형 상 변화와 비교 할 경우 볼 재질에 따른 차이는 크게 관찰되지 않 았다.
따라서, 스테인리스는 금속기반 복합재 제조에 있어서는 오염의 원인이 될 수도 있고, 에너지 투입량도 많아 상대적으로 매체 사용 에 있어 장점이 없었으며, 알루미나와 지르코니아의 차이도 확인하 기 어려워, 복합재 제조에 있어서 볼의 밀도차이에 의한 특정 볼 사 용의 장점을 찾기가 어려웠다.
Fig. 11. Energy distribution of different kinds of grinding media at different rotation speed ((a) 1 mm, (b) 3 mm).
202 보르 암갈란 · 바춘흘루 이치커 · 자갈사이항 바트체첵 · 이재현 · 최희규
감 사
This work was supported by the National Research Foundation of Korea (NRF) with a grant funded by the Korean government (MSIP) [grant number 2011-0030058]. And This work was supported by the National Research Foundation of Korea (NRF) and Center for Women in Science, Engineering and Technology (WISET) grant funded by the Ministry of Science and ICT (MSIT) under the team research program for female engineering students.
References
1. Lee, G. G., Hashimoto, H. and Watanabe, R., “Development of Particle Morphology during Dry Ball Milling of Cu Powder,”
Mater. Trans., JIM., 36, 548-554(1995).
2. Chikosha, S., Shabalala, T. C. and Chikwanda, H. K.,“Effect of
Particle Morphology and Size on Roll Compaction of Ti-Based Powders,” Powder Technol., 264, 310-319(2014).
3. Pavlovic, M. G., Pavlovic, Lj. J., Maksimovic, V. M., Nikolic, N.
D. and Popov, K. I., “Characterization and Morphology of Copper Powder Particles as a Function of Different Electrolytic Regimes,”
Int. J. Electrochemical Sci., 5, 1862-1878(2010).
4. Mikli, V., Kaerdi, H., Kulu, P. and Besterci, M., “Characteriza- tion of Powder Particle Morphology,” Proc. Estonian Acad. Sci.
Eng., 7(1), 22-34(2001).
5. Choi, H., Lee, W., Kim D. U., Kumar, S., Ha, J., Kim, S. S. and Lee, J. H., “A Comparative Study of Particle Size Analysis in Fine Powder: The Effect of a Polycomponent Particulate Sys- tem,” Korean J. Chemical Eng., 26, 300-305(2009).
6. Xiao, L., Yonglin, G., Deyu, Q., Bohua, D., Hanxing, L. and Daop- ing, T., “Influence of Particle Sizes and Morphologies on the Electrochemical Performances of Spinel LiMn2O4 Cathode Mate- rials,” J. Power Sources., 225, 286-292(2013).
7. Bagheri, G. H., Bonadonna, C., Manzella, I. and Vonlanthen, P.,
“On the Charaterization of Size and Shape of Irregular Parti- cles,” Powder Technol,, 270 141-153(2015).
8. Pons, M. N., Vivier, H., Belaroui, K., Bernard-Michel, B., Cord- ier, F., Oulhana, D. and Dodds, J. A., “Particle Morphology: from Visualization to Measurement,” Powder Technol., 103, 44-57(1999).
9. Uddin, S. M., Mahmud, T., Wolf, C., Glanz, C., Kolaric, I., Volkmer, C., Holler, H., Wienecke, U., Roth, S. and Fecht, H.,“Effect of Size and Shape of Metal Particle to Improve Hardness and Elec- trical Properties of Carbon Nanotube Reinforced Copper and Copper Alloy Composites,” Compos. Sci. Technol., 70, 2253-2257 (2010).
10. Chikosha, S., Shabalala, T. C. and Chikwanda, H. K., “Effect of Particle Morphology and Size on Roll Compaction of Ti-based powder,” Powder Technol., 264, 310-319.
11. Simon, J. and Kenneth P., “Particle Shape: A Review and New Methods of Characterization and Classification,” Sedimentology, 55(1), 31-63(2008).
12. Batchuluun, I., Amgalan, B., Uyanga, B., Lee, J. and Choi, H.,
“Particle Morphology Change and Different Experimental Con- dition Analysis during Composites Fabrication Process by Con- Fig. 13. Comparison of milling efficiency for different kinds of grind-
ing media.
Fig. 12. Correlation between total impact energy and the rotation speed of different grinding media ((a) 1 mm (b) 3 mm).
ventional Ball Mill with Discrete Element Method (DEM) Simulation,” Korean J. Mater. Res., 26(11), 611-622(2016).
13. Uyanga, B., Amgalan, B., Batchuluun, I., Lee, J. and Choi, H.,
“Analysis of Particle Morphology Change and Discrete Element Method (DEM) with Different Grinding Media in Metal-based Composite Fabrication Process Using Stirred Ball Mill,” Korean Chem. Eng. Res., 55(4), 546-466(2017).
14. Choi, H., Kim, S. and Hwang, J. Y., “Grinding Kinetics of Calcite, Pyrophyllite and Talc during Stirred Ball Milling-Consideration of Selection Function,” J. Miner. Soc. Korea, 20(2), 135-145(2007).
15. Choi, H. and Wang, L.,“A Quantitative Study of Grinding Char- acteristics on Particle Size and Grinding Consumption Energy by Stirred Ball Mill,” Korean J. Mater. Res., 17(10), 532-537(2007).
16. Choi, H., Lee, W. and Kim, S.,“Effect of Grinding Aid on the Kinetics of Fine Grinding Energy Consumed of Calcite Powders by a Stirred Ball Mill,” Adv. Powder Technol., 20, 305-354(2009).
17. Choi, H. and Wang, L., “A Quantitative Study of Grinding Char- acteristics on Particle Size and Grinding Consumption Energy by Stirred Ball Mill,” Korean J. Mater. Res., 17(10), 532-537(2007).
18. Choi, H., Lee, W., Kim, S. and Chung, H., “Effect of the Sample Concentration on the Submicrometer Particles Produced During a Stirred Ball Milling of Calcite Powders,” Int. J. Appl. Technol., 8(5), 1147-1152(2011).
19. Sakuragi, S., Amgalan, B., Lee, J. and Choi, H., “Particle Mor-
phology via Change of Ground Particle for Various Experimental Conditions During a Grinding Process by Three Kinds of Media Mills,” Par. Aerosol Res., 11(1), 9-19(2015).
20. Amgalan, B., Sakuragi, S., Lee, J. and Choi, H., “Comparative Study for Standardization of Grinding Equipment During Dry Grind- ing Process by Various Grinding Mills,” Korean J. Mater. Res., 25(6), 305-316(2015).
21. Park, Y. H., Jeong, H. Y., Lee, B. W., Kim, S. K., Kim, W. Y. and Bae, C. H., “An Analysis of Mechanical Alloying Process of Vibratory Ball Milling by Model Simulation,” Korean Inst. Met.
Mater., 34(7), 896-907(1996).
22. Ryu, H., “Simulation Balls’ Motion and Kinetic Energy in a Tum- bling Ball Mill,” Korean J. Mater. Res., 7(4), 339-346(1997).
23. Mori, H., Mio, H., Kano, J. and Saito, F., “Ball Mill Simulation in Wet Grinding Using a Tumbling Mill and Its Correlation to Grinding Rate,” Powder Technol., 143, 230-239(2004).
24. Kim, S. S., Park, G. T., Chung, H. S. and Choi, H. K., “Power Cal- culation for a Stirrer Ball Mill Using DEM Simulation,” Korean Soc. Mech. Eng., 5, 154-157(2008).
25. Cho, H. C., “Preparation of Ultra-fine Powder by Grinding,”
Powder Engineering Summer Workshop, 16, 54-64(2002).
26. Jayasundara, C. T., Yang, R.Y. and Yu, A. B., “Effect of the Size of Media on Grinding Performance in Stirred Ball Mills,” Miner.
Eng., 33, 66-71(2012).