DOI : 10.5228/KSTP.2010.19.7.429
SKD 11 금형 표면처리에 따른 AZ31 판재 마찰 특성 연구
장성호
1· 신광호
1· 김흥규
1· 전용준
1· 허영무
#Study on the Friction Characteristics for AZ31 Sheet as Various Surface Treatment of SKD11
S. H. Chang, Y. M. Heo, K. H. Shin, H. K. Kim, Y. J. Jeon
(Received August 16, 2010 / Revised October 13, 2010 / Accepted October 13, 2010)
Abstract
The material used is a commercial magnesium based alloy AZ31(Mg-3Al-1Zn) sheet with a thickness of 0.8 mm.
Friction tests at various temperatures(R.T. to 200℃) and at various holding forces in the 4 type molds were carried out to investigate the coefficient of friction. A warm drawing process with a local heating and cooling technique was developed in the Mg alloy sheet forming to improve formability because it is very difficult for Mg alloy to deform at room temperature by the conventional method. So, the coefficient of friction at various mold surface treatment conditions in this study was needed to develop the Mg alloy sheet forming technology.
Key Words : Coefficient of Friction, AZ31, Holding Force, Warm Drawing
1. 서 론
마그네슘 합금의 경우 가열된 상태에서는 소성 가공성이 상당히 향상되는 특성을 갖기 때문에 최근 들어 온간 프레스 금형에 의한 부품 생산이 큰 주목을 받고 있다. 그러나 마그네슘 합금은 상 온에서의 소성가공이 좋지 않아 주로 주조 또는 다이 캐스팅에 의해서 제품이 생산되고 있다. 그 러나 성형물의 기계적 강도 미흡, 높은 후처리 비 용, 박육 제품 성형의 어려움 등의 이유로 그 적 용 범위에 제약이 따르는 상황이다.
이와 관련하여 최근 마그네슘 합금 판재의 성 형성이 향상되는 온간 성형에 따른 마그네슘 합 금 판재의 온간 특성 및 성형성 평가에 대한 연 구가 진행되었다.
Choo등[1]은 금형의 후처리 및 온도변화에 따른 마그네슘 합금의 성형성을 평가하였고, Kim등[2]은 마그네슘 합금 판재에 대해 온도 및 변형률 속도
를 변화 하면서 기계적 물성 및 성형성을 파악을 하였다. 또한 Choi등[3]은 마그네슘 합금 판재 성 형성 극대화를 위한 최적의 금형 온도를 구하기 위한 연구를 하였다. 이와 같이 마그네슘 합금의 온간 성형성 및 기계적 물성 파악에 대한 연구는 다양하지만 판재 성형에서의 주요 변수중의 하나 인 마찰 특성에 대한 연구는 미흡한 실정이다.
본 논문에서는 마찰 시험기 제작하고 냉간금형 합금공구강인 SKD11 금형을 이용하여 표면처리를 달리한 뒤 마그네슘 합금인 AZ31 시편에 대해 인 출속도, 가압력, 금형의 온도 변화에 따라 프레스 성형시 홀더와 다이간에 생기는 Galling 등 모든 변수를 고려한 마찰 특성을 파악하고자 한다.
Table 1은 금형 소재인 SKD11 합금 조성표이다.
Table 1 Chemical composition of SKD11
C Si Mn Cr Mo V1.40~1.60 0.40 0.60 5.0 1.0 0.3 1. 한국생산기술연구원 금형·성형 연구부
# 교신저자: 한국생산기술연구원 , E-mail:[email protected]
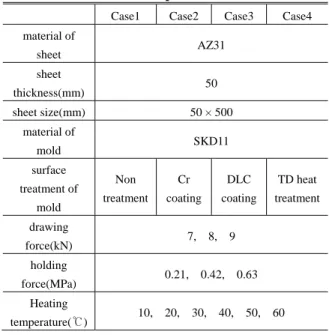
Table 2 friction experimental conditions
Case1 Case2 Case3 Case4 material ofsheet AZ31
sheet
thickness(mm) 50 sheet size(mm) 50 × 500
material of
mold SKD11
surface treatment of
mold
Non treatment
Cr coating
DLC coating
TD heat treatment
drawing
force(kN) 7, 8, 9 holding
force(MPa) 0.21, 0.42, 0.63 Heating
temperature(℃) 10, 20, 30, 40, 50, 60
2. 실험 준비
2.1 마찰특성평가 방법
마찰 특성평가 방법은 크게 가압력, 인출속도, 금형 온도를 변화 시키면서 각 금형의 표면처리 종류에 따른 실험을 수행하였다. Table 2 에서 보는 바와 같이 먼저 온도를 상온으로 하고 가압력을 0.21, 0.42, 0.63MPa 로 변화시키고, 가압력 일정시 인출 속도를 5, 50, 500mm/min 로 변화시켰다. 이 결과로 인출 속도에 대한 마찰계수 변화를 살펴 보고자 하였다. 또한, 가압력별로 금형의 온도를 R.T.(25℃ 와 50~200℃까지 50℃간격으로 하여 금) 형을 가열한 뒤 시편을 금형에 물린 후 30 초가량 가열한 뒤 시편을 인출하여 각 온도에 대한 마찰 특성 시험을 수행하였다. 모든 시험은 무코팅 금 형과 Cr 코팅 금형, DLC 코팅 금형, TD 열처리 금 형에서 동일한 조건으로 수행하였으며, 이를 통해 금형의 표면 조건에 따른 마찰 특성을 알아보고자 하였다. 가압력은 핸드폰 케이스 금형에서 사용된 블랭크 가압력을 고려하여 범위를 결정하였다.
2.2 적용 이론(쿠울롬의 법칙)
금형과 판재간의 마찰특성은 쿠울롬의 마찰계 수로 평가 하였다. 쿠울롬의 마찰 법칙은 마찰력 은 수직력에 반비례하고, 마찰력은 마찰면에 독립 되고 또한 미끄러짐 속도와는 무관하다는 것이다.
Fig. 1 transformed Coulomb’s law
실험에서는 Fig. 1 에서 보는 바와 같이 마찰면 이 양쪽인 경우를 고려한 쿠울롬 마찰법칙 변환 식을 이용하였다.
2.3 실험 장치
실험 장치는 크게 하중 제어부, 각도 조절부, 수평 이동부로 되어 있다. Table 3 은 각 구동부의 사양을 나타낸 것이다.
Fig. 2 는 마찰실험을 하기 위해 제작된 시험 장 치를 UTM(universal test machine)에 장착한 전체 모 습이다. 제작 된 마찰시험기는 크게 구동부와 가 압부, 가열부, 금형부로구성되어져 있다. 여기에서 시편의 끝단을 고정하는 지그와 인출력 측정할 수 있도록 로드셀을 장착한 인출부가 있으며, 이 때 최대 인출 스트로크는 150mm, 최대 인출력은 최대 10000kgf 의 하중까지 제어할 수 있도록 하 였다.
Fig. 3 에서는 구동측 금형을 수평으로 이동시키 기 위한 장치를 자세하게 보여주고 있으며, 여기 에서 AC 기어 모터(geared Motor)와 전조나사를 이 용하여 수평 이동시키며 최대이동량 500mm 로 금 형 교체시 공간 확보를 위해 제작되었다.
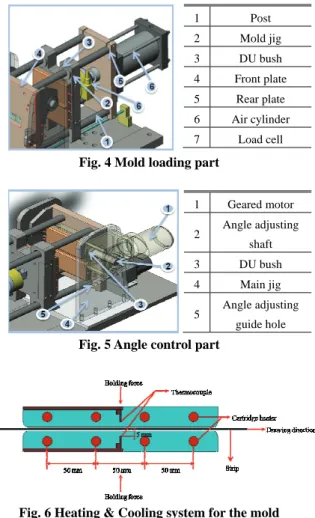
Fig. 4 는 시편을 가압하기 위한 금형 이동부를 보여 주고 있다. 이동부에 장착되는 금형은 공압 에 의해 주어진 블랭크홀딩력으로 일정하게 가압 되며 로드셀(loadcell)로 공압에 의한 가압력을 제 어하는 구조로 제작되어 있다.
Fig. 5 는 인출각도에 의한 인출실험을 할수 있 도록 하는 인출각도 조절부 이다. 이 또한 금형 수평이동부와 같이 기어 모터를 사용하여 각도를 조절 하며 0°~60°까지 각도 조절이 가능하다. 그 리고 각도 조절 후 고정 장치를 이용하여 인출실 험 시 각도가 변경되지 않도록 하였다. 이는 향후 에 인출각도 변화에 대한 연구를 수행할 목적으 로 제작한 것이다.
Table 3 Specifications of friction test device
Force control part
Oil-hydraulic actuator
- Static force capacity: 600 kgf - Max stroke: 150 mm Load control(load cell) - Capacity: 1000 kgf - Accuracy: 0.1 %
Angle control part
Use the AC Motor & Reducer - Range: 0~60 degrees - Fixced by bolt Horizontality
moving part
AC geared motor & rolled screw - Stroke range: 0 ~ 500 mm
Fig. 2 Experimental apparatus for the friction test
1 Horizontal transfer Motor 2 Ball screw nut 3 Horizontal transfer table
4 Rolled screw
5 Main base plate
Fig. 3 Horizontality moving part
Fig. 4 Mold loading part
Fig. 5 Angle control part
Fig. 6 Heating & Cooling system for the mold
Fig. 6는 금형 가열부를 보여주고 있으며 금형의 온도를 조절하기 위해 그림과 같이 금형을 뚫어 내부에 카트리지 히터를 삽입하였다. 또한 열전 대(Thermocouple)를 금형의 중심부 표면에서 5mm 떨어진 금형 내부에 삽입하여 가열된 금형의 온 도를 측정 및 조절 하도록 하였다. 그 외 금형 jig(냉각라인), 금형 뒤편에 타부품 손상방지 및 금 형 가열시 열손상을 막기 위한 단열판으로 이루 어져 있다.
2.4 금형 및 시편 제작
실험에 사용할 시편은 AZ31 마그네슘 합금 강 판이며 두께는 0.8mm이다. 금형은 합금 공구강인 SKD11를 표면처리 없이 연마만 한 것과 소재와 접촉하는 면에 Cr, DLC도금 및 TD열처리 한 것 총 4 종류의 금형은 준비하여 비교하고자 하였다.
Fig. 7에서 마찰시험용 금형의 형상을 보여주고 있 1 Post 2 Mold jig 3 DU bush 4 Front plate 5 Rear plate 6 Air cylinder 7 Load cell
1 Geared motor
2 Angle adjusting shaft 3 DU bush 4 Main jig
5 Angle adjusting guide hole
Fig. 7 Shape of the mold for friction test
Fig. 8 Shape of the specimen for friction test
다. 그리고, 마찰 시험용 Mg 합금 시편의 사이즈 는 50mm×500mm 스트립 형상으로 Fig. 8에서 보 는 바와 같아 준비하였다.
3. 실험 결과
3.1 인출속도 및 가압력 변화
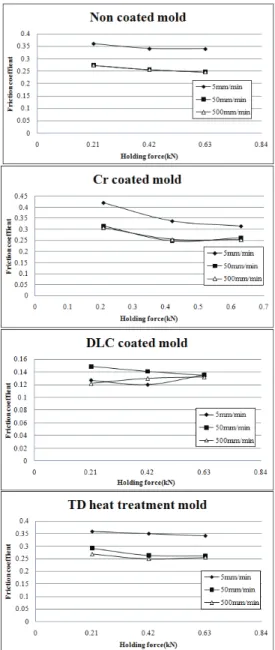
Fig. 9에서 보시는 그래프는 인출속도를 5, 50, 500mm/min로 하였을 경우에 금형 가압력(holding force)에 따른 마찰계수 값을 나타내었다. DLC 코 팅 금형을 제외한 모든 금형의 인출속도에서 가 압력이 커짐에 따라 마찰계수 값은 감소하는 경 향을 나타내고 있다. Fig. 10에서는 인출속도에 따 른 마찰계수 값을 나타낸 것이다. 인출속도가 느 린 5mm/min의 경우에 비해 50, 500 mm/min의 경 우는 많은 차이를 나타내었다. 이는 속도가 매우 느린 경우 마찰력이 더 커지는 것으로 판단되며, 일정수준 이상에서는 유사한 마찰력이 발생함을 알 수 있었다.
3.2 온도 변화
온도 변화에 따른 마찰특성 평가 시험은 가열 된 금형으로 시편을 가압하여 30초간 가열한 뒤 시편을 인출 하였다. 이는 실제 핸드폰 케이스 생
Fig. 9 Coefficient of friction at various holding forces
Fig.10 Coefficient of friction at various drawing velocity
Fig.11 Coefficient of friction at various temperatures
Fig.12 Shape of the specimen at various temperatures
산시에 블랭크를 금형에서도 30초간 가열 후 제 품을 가공하고 있다.
Fig. 11에서는 모든 후처리 금형에 대해 금형 온 도 조건별 시험을 한 결과 그래프를 보여주고 있 다. 150℃ 이전의 온도에서는 금형별로 후처리 금 형보다 무처리 금형에서의 마찰계수가 높은 정도 의 차이를 보이지만 200℃의 경우에서는 그 차이 가 현저하게 나타났다. 이는 Mg 합금 판재 성형 온도(200℃~240℃)를 고려할 때 표면처리 금형의 사용 또는 윤활제의 사용을 고려해야 함을 알 수 있다. 향후 연구에서는 200℃ 이상의 온도에서 금 형의 표면처리를 다양하게 적용하고 윤활제를 다 양하게 적용하여 Mg 합금 판재 성형 연구를 위한 기본 데이터 베이스를 확보할 예정이다. Fig. 12는 온도에 따른 마찰시험 결과 시편을 보여주고 있 다.
4. 결 론
Mg 합금 판재에 대한 다양한 성형 조건에서의 마찰계수 시험을 수행하였다. 시험 결과를 보면 마찰 계수가 높게 나타나게 되는데 이는 일반적 인 쿠울롬 법칙에 의한 마찰 계수가 아니라 실제 품 성형시에 다이(Die)와 홀더(Holder)간에 생길수 있는 sticking에 의한 Galling 등의 여러 변수를 포 함하는 마찰 특성 계수 이기 때문이다.
이러한 연구는 향후 더 다양한 금형 표면 조건 및 윤활 조건에서 결과를 확보하여 최적의 윤활 조건을 제시하고 더 나아가 성형 연구자들이 활 용할 수 있는 마찰계수에 대한 데이터 베이스를 제공할 예정이다.
본 실험 결과는 다음과 같다.
(1) 인출속도가 느린 5mm/min의 경우에 비해 50, 500mm/min의 경우의 마찰계수 값은 다소 차이 를 나타내었다. 이는 속도가 매우 느린 경우 마찰 력이 더 커지는 것으로 판단되고, 일정수준 이상 에서는 유사한 마찰계수 치가 발생함을 알 수 있 다.
(2) 무코팅과 TC 열처리 금형에서의 마찰계수 치는 다름 금형보다 200 ℃ 에서의 값 변화가 매 우 크게 변하는 것을 알 수가 있다. 이는 Mg합금 성형 온도(200℃~240℃)를 고려한 무윤활 표면 처 리 금형 선택함에 있어 본 연구 결과를 활용할 수가 있다.
(3) 향후 연구에서는 200℃이상의 온도에서 금 형의 표면처리를 인출 조건을 다양하게 적용하여 Mg 합금 판재 성형 연구를 위한 기본 데이터 베 이스를 확보할 다양하게 적용하고 윤활제 등 윤 활방법에 따른 예정이다.
후 기
본 연구는 산업원천기술개발사업(과제번호:
10033647, 1003-3520)으로 연구 성과 내용의 일부 로 게재되었습니다.
참 고 문 헌
[1] D. G. Choo, J. H. Lee, 2005, The Effect of Tool surface Treatment and Temperature on Deep Drawability of AZ31 Magnesium Alloy Sheet, Proc.
of KSTP 2005 Fall Conference, pp. 118~121.
[2] S. H. Kim, K. D. Park, J. H. Jang, K. T. Kim, H. W.
Lee, G. A. Lee, K. P. Kim, 2008, Experimental and Analytical Researches on Mechanical properties Related to Formability of AZ31B Alloy Sheet, Trans.
Mater. Process, Vol. 17, pp. 466~472.
[3] S. C. Cho1, H. J. Kim, H. Y. Kim, S. M. Hong, Y. S.
Shin, 2008, Tool Temperatures to Maximize the warm Deep-drawability of AZ31B Sheet, Proc. of KSTP 2008 Fall Conference, pp. 66~70.