Received: Jul. 22, 2019 ; Revised: Aug. 27, 2019 ; Accepted: Sep. 26, 2019
†
Corresponding author: Jeong-Min Kim (Hanbat Nat'l Univ.) Tel: +82-42-821-1235, Fax: +82-42-821-1592
E-mail: [email protected]
Journal of Korea Foundry Society 2019. Vol. 39 No. 5, pp. 87~93 http://dx.doi.org/10.7777/jkfs.2019.39.5.87 pISSN 1598-706X / eISSN 2288-8381
© Korea Foundry Society, All rights reserved.
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creative- commons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Al-Si계 소실모형주조합금의 미세조직 및 인장성질에 미치는 주형재료의 영향
김정민†· 이강래 * · 최경환 * 한밭대학교 신소재공학과
*한국생산기술연구원 뿌리산업기술연구소
Effect of Mold Materials on the Microstructure and Tensile Properties of Al-Si based Lost Foam Casting Alloy
Jeong-Min Kim†, Gang-Rae Lee*, and Kyeong-Hwan Choe*
Department of Advanced Materials Engineering, Hanbat National University, Daejeon 34158, Republic of Korea
*Research Institute of Advanced Manufacturing Technology, Korea Institute of Industrial Technology, Incheon 21999, Republic of Korea
Abstract
The effects of mold materials on the microstructure and tensile properties were investigated to develop a mass production tech- nique of aluminum alloy parts with excellent mechanical properties using a lost foam casting method. The microstructures of the plate-shaped cast alloy showed a tendency to be finer in proportion to the thickness of the plate, and a remarkably fine structure was obtained by applying a steel chill or a ball as a mold material compared to general sand. When a steel ball was used, it was observed that the larger the ball, the finer the cast structure and the better the tensile properties. The microstructure and tensile prop- erties of the cast parts with complex shapes were greatly affected by the gating system, but the positive effects of the steel chill and the steel ball as a mold material were clear.
Key words: Aluminum alloy, Lost foam casting, Microstructure, Tensile properties
1. 서 론
소실모형주조(Lost foam casting or evaporative pattern casting)는 언더컷이 포함된 복잡한 형상의 부품을 제조하는데 유리하고 층류형태의 주형충전거동을 보이는 등 여러 가지 장점을 나타내지만 다른 유사 주조공정에 비해 유동도가 상 대적으로 부족하고 인장성질이 낮은 등의 단점도 가지고 있 다[1-4]. 최근 저자들은 기존에 주로 주철제품에 적용되던 소 실모형주조법을 알루미늄합금에 적용하는 연구를 진행하여 왔 으며, 박판형 소형주조시편의 유동도와 인장성질에 미치는 화 학조성 및 공정변수의 영향을 조사하였다[5,6]. 이러한 일련
의 연구를 통해 건전한 알루미늄합금 주조제품을 제조할 수 있는 기초를 확보하였으며, 실제 산업적인 적용을 노력 중이 다. 하지만 비교적 형상이 복잡한 실제 주조제품은 소형의 주조시편의 결과와 상이할 수 있다. 예를 들어, 소실모형주조 법의 특성상 용탕에 의해 모형을 분해하면서 가스가 발생하 기 때문에 형상이 복잡한 제품에서는 용탕의 원활한 유동이 어려워지는 등의 문제가 발생할 수 있다[7,8].
소실모형주조법으로 제조한 알루미늄 주조부품의 기계적 성 질은 일반적인 사형주조제품에 비해 약간 낮을 것으로 예상 되는데, 이것은 분해가스의 발생과 더불어 소실모형주조용 모 래주형의 낮은 냉각속도에 기인하다. 또한 같은 이유로 기공
과 같은 주조결함의 발생이 일어나기 쉬우므로 실제 소실모 형주조부품의 기계적 성질을 파악하고 개선하기 위한 많은 조사가 필수적이다[9,10]. 특히, 본 연구에서는 연성이 우수한 주조합금에 주안점을 두었으므로 Sr이 첨가된 합금을 대상으 로 하였다. 널리 알려진 바와 같이 Al-Si계 주조합금에 Sr을 소량 첨가하면 공정 Si의 개량화가 일어나 연신율 개선효과 가 있으나 기공 발생경향은 증가하므로 보다 세심한 주조방 안의 마련이 필요하다[11,12]. 주조합금의 기계적 성질을 높 이고 기공의 발생을 억제하기 위한 방안으로는 냉각속도를 높이는 것이 효율적이므로 본 연구에서는 강재 칠(chill)이나 볼을 사용하여 주형의 냉각성능을 높이는 개념을 가지고 실 험을 수행하였다[11,13,14].
2. 실험방법
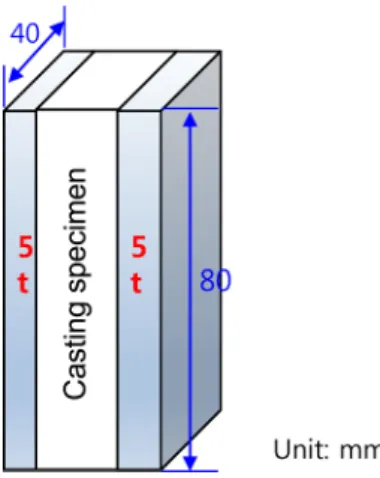
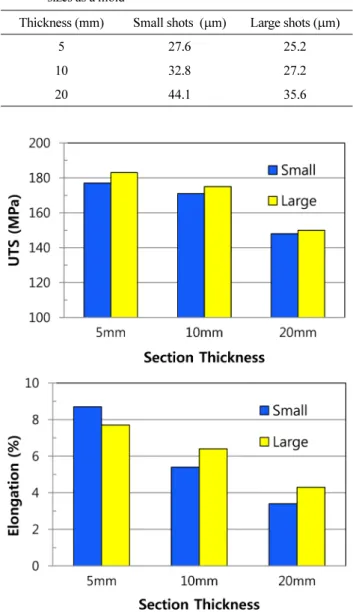
본 연구의 대상 알루미늄합금의 조성은 Table 1에 나타낸 바와 같이 Sr이 소량 첨가된 A356계 합금이며, 목표조성에 맞추어 Al 순금속(99.8%, 중량%), A356 상용합금, 및 Al- 10%Sr 모합금을 사용하였다. 용해는 대기상태의 전기유도로 에서 이루어졌는데, 액상선 온도 이상 약 100oC의 과열도 (superheat)를 가진 용탕을 준비하였다. 주조공정의 경우 알루 미늄합금 용탕을 모래에 매립된 상태의 모형(pattern) 상부에 주입하는 방식으로 수행하였으며, 이때 주형용 모래로는 평균 입도 121 µm의 규사를 사용하였다. 한편 냉각속도를 높이기 위한 주형재료로는 5 mm 두께를 가지는 저탄소강 칠(chill) 판재 및 Fig. 1과 같은 강재 볼들이 사용되었다.
냉각 칠을 적용하는 경우에는 Fig. 2와 같이 판재형태 모 형의 넓은 면 양쪽에 칠 판재를 부착하고, 전체를 모래에 매
립한 후 상부 주입하는 방식을 적용하였다. 강재 볼은 2가지 크기, 즉 S 100과 200을 적용하였는데, 평균 입도는 각각 1과 2 mm 기준이다. 강재 볼들을 주형재료로 사용하는 경우 에는 약 250×100×250 mm 크기의 강재 박스(steel box) 내에 강재 볼을 가득 채운 후 그 속에 판재형태의 모형을 매립하여 상부 주입주조를 하였다.
모형 재료는 캐나다 StyroChem사의 T185F라는 EPS 100%
를 원재료로 사용하여 약 40배로 발포하여 제조하였다. 한편, 소실모형주조용 모형은 표면 코팅을 한 상태로 사용하였는 데, 코팅은 실리카 및 흑연을 포함한 수용성 코팅제((주)에 이치코리아)에 물을 첨가하여 약 60oBe를 갖도록 코팅액을 준비하여 수행하였다. 기초실험용 주조시편으로는 다양한 두 께를 가지는 40×200 판재형태를 사용하였으며, 양산적용용 주조실험에는 Fig. 3과 같은 주조시편을 제조하였다. 주조가 완료된 합금은 판재형 인장시편으로 기계가공한 후 ASTM E8 규격에 따라 시험을 수행하였으며, 주조 미세조직 특성 은 광학현미경(OM) 및 주사전자현미경(SEM)을 사용하여 조사하였다.
Fig. 1.
Comparison of the two different steel shots used as mold materials for lost foam casting: (a) large size (S 200), (b) small size (S 100Fig. 2.
Schematic diagram of plate cast specimen with steel chills Table 1. Chemical compositions of alloys (wt.%)Si Mg Ti Sr Al
A356 6.65 0.28 - 0.02 Balance
3. 결과 및 고찰
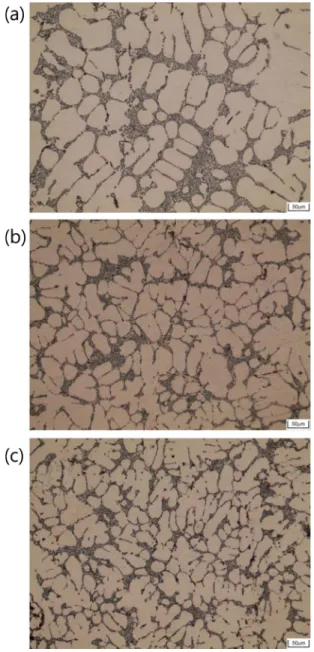
3.1 미세조직 및 인장성질에 미치는 주형재료의 영향 5 mm 두께의 판재형 소실모형주조 시편의 미세조직에 미 치는 주형재료의 영향은 Fig. 4에서와 같이 비교적 뚜렷한 차이를 나타내었다. 즉, 일반적인 모래주형을 사용한 경우에 상대적으로 가장 조대한 조직이 관찰되었으며, 그 다음이 강 재 칠(chill), 그리고 가장 미세한 조직은 강재 볼(1 mm 직 경)을 적용한 경우인 것으로 나타났다. Table 2는 이러한 경 향을 정량적으로 비교하기 위하여 주형재료의 차이에 따른 2 차 수지상의 평균값을 측정한 결과이며, 여기서 강재 칠의 냉각효과가 강재 볼에 비해 조금 낮은 이유는 실험에서 사용 한 칠의 두께가 5 mm에 불과하여 5 mm 두께의 판재합금을 효과적으로 냉각하기에는 약간 불충분했기 때문으로 보인다.
강재 칠 및 볼을 주형재료로 적용하면 주조합금의 냉각속 도가 개선되는 효과는 예상한 바와 같이 명확하였으며, 인장 성질에도 동일한 영향을 미치는 것으로 확인되었다. 즉, Fig.
5의 결과를 보면 기본주형재료인 모래의 경우 인장강도 160 MPa, 연신율 3%정도의 물성을 나타내던 것이 강재 칠 또는 볼을 적용하면 인장강도 180 MPa 이상, 연신율 6~7%
로 현저하게 개선되는 것으로 조사되었다. 강재 볼의 경우가 칠에 비해 연신율이 약간 더 높은 이유도 냉각속도의 차이에 주로 기인한 것으로 판단된다.
3.2 미세조직 및 인장성질에 미치는 강재 볼 크기의 영향 강재 볼을 주형재료로 적용하는 경우에는 다양한 볼의 크 기를 사용할 수 있으므로 2가지 다른 크기의 볼, 즉 직경 1 mm와 2 mm를 준비하여 그 영향이 얼마나 큰지를 파악하 고자 하였다. 또한, 주조합금의 두께 영향도 비교하기 위해
본 실험에서는 각각 5, 10, 20 mm 두께를 가지는 판재형 주조시편을 제조하여 인장성질에 미치는 영향을 조사하였다.
Fig. 3.
A photograph of lost foam test casting indicating two flat walls.Fig. 4.
Typical microstructure of plate shaped casting specimens with 5mm thickness prepared by different mold materials:(a) ordinary sand, (b) 5 mm thickness steel chill, (c) steel shots (S 100).
Table 2. SDAS (secondary dendrite arm spacing) forplate shaped cast specimens with 5 mm thickness
Conditions SDAS (µm)
Base (Sand) 37.2
Steel Chill 31.9
Steel Shots 27.1
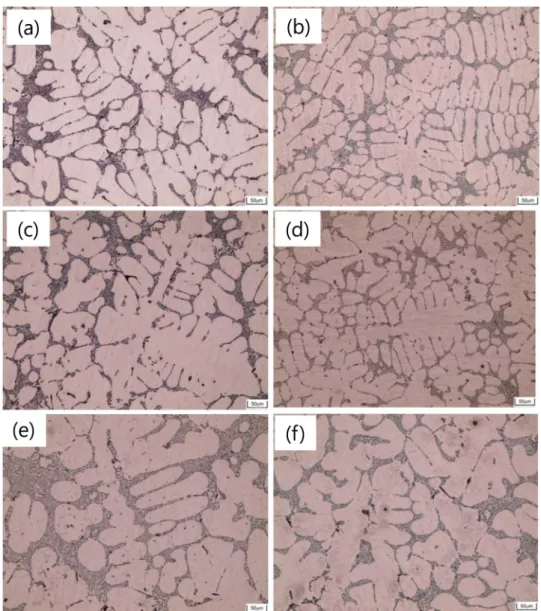
Fig. 6과 Table 3에서는 2차수지상 간격 평균값에 미치는 볼 의 크기 영향을 판재 두께별로 관찰하여 비교한 결과를 나타 내고 있는데, 주조시편의 두께에 상관없이 크기가 큰 볼의 경우에서 상대적으로 미세한 주조조직이 관찰되는 것을 알 수 있다. 또한 이미 잘 알려진 바와 같이 시편의 두께가 증 가할수록 2차 수지상 간격은 비례하여 증가하는 경향을 나타 내었다[13,14]. 한편, 볼의 크기차이로 인한 영향은 주조시편 의 두께가 증가할수록 더 명확하게 나타났으며, 본 실험의 경우에는 볼의 크기를 2배로 하면 대략적으로 시편의 두께를 반으로 줄이는 효과와 유사한 것으로 관찰되었다.
Fig. 7에서 알 수 있듯이 볼의 크기가 증가하면 주조조직 이 미세화 되므로 인장강도는 증가하는 경향을 보였으며, 다 만, 연신율에 미치는 영향은 5 mm 두께에서 다소 불명확하
Fig. 6.
Effect of steel shot size on the microstructure of plate shaped casting specimens with different thickness: (a, c, e) small shots, thickness 5, 10, 20 mm, respectively, (b, d, f) large shots, thickness 5, 10, 20 mm, respectively.Fig. 5.
Average tensile properties of plate shaped casting specimens with 5 mm thickness prepared by different mold materials.게 나타났다. 5 mm 두께의 판재시편은 얇은 두께로 인해 냉 각속도가 매우 빨라 볼의 크기 영향이 다소 모호하게 나타난 것으로 사료되며, 2가지 볼의 크기 조건에서 모두 7%가 넘 는 우수한 연성을 나타낸 것은 주목할 가치가 있다고 생각한 다. 즉, 주조제품의 부위 중 두꺼운 부분에 강재 볼을 적용 하면 주조제품의 전반적인 인장성질을 크게 개선할 수 있다 는 것을 시사하고 있다.
한편, 강재 볼의 크기가 큰 경우가 작은 것에 비해 상대 적으로 높은 냉각속도를 유발한다는 결과와 원인에 대해서는 아직 명확하게 설명하기는 어렵다. 왜냐하면 열 전도측면에서 는 강재 볼의 크기가 작을수록 알루미늄합금 용탕과의 접촉
면적이 넓으므로 유리할 수 있기 때문이다. 하지만 관련 문 헌에 따르면 볼의 크기가 클수록 주형의 투과도가 증가하는 것으로 보고된바 있으며, 이러한 투과도의 차이는 주형의 냉 각능력에 영향을 미칠 뿐만 아니라 열분해로 발생한 가스의 배출이 필수적인 소실모형주조에서 매우 중요한 변수로 작용 할 수 있으리라 판단된다[15]. 주형 내부의 가스배출이 어려 워지면 용탕의 흐름에 방해가 될 수 있고 기공 등의 주조결 함 발생위험도 증가하므로 주조품의 건전성을 해칠 수 있다.
3.3 양산용 주조품의 미세조직 및 인장성질
Fig. 8에서는 양산용 주조품의 인장성질을 주형재료와 주 조시편의 위치별로 비교하여 나타내고 있다. 여기서 사용한 주조품의 형상은 Fig. 3에서 보여주고 있으며, 주요 비교부 위는 B와 S로서 표시하였다. 부위 B와 S의 두께는 4 mm 로 동일하나 S는 상대적으로 영역넓이가 작은 위치로서 탕 구와의 거리가 상대적으로 먼 특징을 가진다. 참고로 본 실 험에서 적용한 강재 칠의 두께는 충분한 냉각효과를 위해 20 mm를 사용하였다. 전술한 바와 같이 주조합금의 인장성 질은 냉각속도가 높을수록 향상되는 경향이 있으므로 냉각효 과가 큰 칠과 볼 주형재료에서 상대적으로 높은 강도와 연 신율을 나타내었다. 다만, 앞에서 논의한 판재형 주조시편의 결과와는 다르게 칠 조건에서 더 우수한 인장성질을 보였으 며, 이것은 충분히 두꺼운 20 mm의 칠을 적용하였기 때문 으로 보인다.
Fig. 9에서는 양산용 주조합금의 전형적인 미세조직을 보여 주고 있는데, 단순한 판재에 비해 좀 더 복잡한 양산용 부품 의 형상으로 인해 두께가 같더라도 부위별로 약간 다른 주조 조직을 보이는 것을 관찰 할 수 있었다. B와 S 부위의 미 세조직에서 주목할 부분은 2가지 위치에서 수지상간격과 공 정조직의 차이가 관찰된다는 점이다. 즉, S부위에서 상대적으 로 더 미세한 수지상조직을 보이지만 공정량도 약간 더 많고 편중된 경향을 나타내었다. 이와 같은 용질의 편석현상은 인
Fig. 7.
Effect of steel shot size on the tensile properties of plateshaped casting specimens with different thickness.
Fig. 8.
Effect of mold materials on the tensile properties of test castings: SA (sand), CP (steel chill), SS (steel shots, S 100).Table 3. SDAS (secondary dendrite arm spacing) forplate shaped specimens of various thickness cast withsteel balls two sizes as a mold
Thickness (mm) Small shots (µm) Large shots (µm)
5 27.6 25.2
10 32.8 27.2
20 44.1 35.6
장성질에 부정적인 영향을 미칠 수도 있으며, 위치 B의 인장 성질이 전반적으로 S에 비해 더 우수한 원인으로 일부 작용 하였다고 추정된다. 한편, 본 실험에서 적용한 주조방안에 따 르면 S부위는 B에 비해 주입구에서 멀리 떨어져 있으며, 이 로 인해 투입되는 용탕의 온도도 더 낮고 급탕도 더 어려울 것으로 예상된다. 따라서 S부위에서 더 빠른 냉각속도를 경 험하기는 하지만 조금 더 심한 편석이 발생하였던 것으로 사 료된다. 참고로 미세조직에서 실제 명확히 관찰할 수는 없었 지만 급탕능력이 감소하면 주조결함발생의 가능성도 더 높아 진다. 이러한 복합적인 원인들로 인해 S부위의 인장성질이 더 낮았던 것으로 사료된다.
4. 결 론
판재형 및 양산용 Al-Si합금 주조시편을 소실모형주조법으 로 제조하여 주형재료의 차이와 시편의 형상별 미세조직과 기계적 성질을 조사한 결과, 다음과 같은 결론을 얻었다.
(1) 판재형 소실모형주조합금의 미세조직은 판재의 두께에 비례하여 미세해지는 경향을 나타내었으며, 또한 일반적인 모 래에 비해 강재 칠 또는 볼을 주형재료로 적용하면 현저하게 미세해진 조직을 얻을 수 있었다.
(2) 일반적으로 알려진 바와 같이 판재형 주조합금의 인장 강도 및 연신율의 경우 미세조직이 미세해지면 향상되는 경
Fig. 9.
Typical microstructure for two different positions (B & S) of test castings: (a, c, e) part B & (b, d, f) part S; (a, b) sand mold, (c, d) steelchill, (e,f) steel shots (S 100).
향을 나타내었다.
(3) 주형재료로 강재 볼을 적용한 경우 볼의 크기가 클수 록 더 미세한 조직과 우수한 인장성질을 가지는 것으로 관찰 되었다.
(4) 양산용 주조부품의 경우 형상이 복잡하므로 주조방안에 따라 미세조직과 인장성질이 크게 영향을 받는 것으로 나타 났으나 강재 칠과 볼의 긍정적인 효과는 명확한 것을 확인할 수 있었다.
감사의 글
이 논문은 산업핵심기술개발사업의 연구비 지원을 받아 수 행되었습니다.
References
[1] Jiang W, Fan Z, Liu D, Liao D, Dong X and Zong X, Mater.
Sci. Eng. A., “Correlation of microstructure with mechanical properties and fracture behavior of A356-T6 aluminum alloy fabricated by expendable pattern shell casting with vacuum and low-pressure, gravity casting and lost foam casting”, 560 (2013) 386-403.
[2] .Kumar S, Kumar P and Shan HS, J. Mater. Process. Tech.,
“Optimization of tensile properties of evaporative pattern casting process through Taguchi’s method”, 204 (2008) 59-69.
[3] Saghi S, Divandari M and Kharrazi YHK, Iranian J. Mater.
Sci. Eng., “Flow behavior of molten metal in aluminum LFC process”, 1 (2004) 39-46.
[4] Liu Z, Pan Q, Chen Z, Liu X and Tao J, Trans. Nonferrous Met. Soc. China, “Heat transfer characteristics of lost foam casting process of magnesium alloy”, 16 (2006) 445-451.
[5] Kim JM, Ha TH and Choe KH, J. Korea Foundry Society,
“Mechanical properties and mold filling capability of Al-Si- Mg casting alloy fabricated by lost foam casting process”, 36
(2016) 153-158.
[6] Kim JM, Lee JC, Choi JY, Cho JI and Choe KH, J. Korea Foundry Society, “Mold filling and mechanical properties of thin sectioned Al-Si alloy fabricated by lost foam casting process”, 37 (2017) 186-192.
[7] Sonnernberg F, Lost foam casting made simple, AFS Technical Publication, USA (2008) 41-57, 173-200.
[8] Siavashi K, Ph.D. Thesis, Univ. of Birmingham, “The effect of casting parameters on the fluidity and porosity of aluminum alloys in the lost foam casting process”, (2011)
[9] Trumbulovic L, Acimovic Z, Gulisija Z and Andric L, Mater.
Letters, “Correlation of technological parameters and quality of castings obtained by the EPC method”, 58 (2004) 1726- 1731.
[10] Jafari H, Idris MH and Shayganpour A, Trans. Nonferrous Met. Soc. China, “Evaluation of significant manufacturing parameters in lost foam casting of thin-wall Al-Si-Cu alloy using full factorial design of experiment”, 23 (2013) 2843- 2851.
[11] Samuel AM, Garza-Elizondo GH, Doty HW and Samuel FH, Mater. Design, “Role of modification and melt thermal treatment processes on the microstructure and tensile properties of Al-Si alloys”, 60 (2015) 99-108.
[12] Wang L and Shivkumar S, J. Mater. Sci., “Strontium modification of aluminium alloy castings in the expendable pattern casting process”, 30 (1995) 1584-1594.
[13] Akhil KT, Arul S and Sellamuthu R, Procedia Mater. Sci.,
“The effect of section size on cooling rate, microstructure and mechanical properties of A356 aluminium alloy in casting”, 5 (2014) 362-368.
[14] Sun S, Yuan B and Liu M, Trans. Nonferrous Met. Soc. China,
“Effects of moulding sands and wall thickness on microstructure and mechanical properties of Sr-modified A356 aluminum casting alloy”, 22 (2012) 1884-1890.
[15] Ronald BA, Prakash CA, Karthik MS and Arun KVJ, Perspectives Sci., “Influence of steel shot size on the permeability of mould”, 8 (2016) 444-446.