미세 다공성 중공사 PVA복합막을 이용한 에탄올 수용액의 투과증발분리 특성
김 지 선⋅박 헌 휘*⋅서 창 희*⋅임 지 원
† 한남대학교 대덕밸리캠퍼스 화학공학과, *(주)이엔이(2013년 10월 3일 접수, 2013년 10월 22일 수정, 2013년 10월 23일 채택)
Pervaporation Separation Characteristics for Water-Ethanol Mixtures Using Porous Hollow Fiber PVA Composite Membranes
Ji Seon Kim, Hun Whee Park*, Chang Hee Seo*, and Ji Won Rhim†
Department of Chemical Engineering, Hannam University, Daejeon 305-811, Korea
*ENE Co. Ltd, Daejeon 305-500, Korea
(Received October 3, 2013, Revised October 22, 2013, Accepted October 23, 2013)
요 약: Poly (vinylidene fluoride) (PVDF)ㆍpoly (acrylonitrile) (PAN) 중공사막에 친수성 고분자인 poly (vinyl alcohol) (PVA) 과 가교제인 poly (acrylic acid) (PAA)을 코팅하여 복합막을 제조하였다. 제조된 막의 투과특성평가를 위해 90 wt% 물- 에탄올 혼합액에 대한 투과증발실험을 수행하였으며, 반응온도, PAA용액의 농도, 공급액의 온도변화에 따른 투과도 및 선택 도를 측정하였다. 일반적으로 반응온도, PAA용액의 농도가 증가할수록 투과도는 낮아지고 선택도는 증가하는 경향을 보였으 며, 공급액의 온도가 증가할수록 투과도는 증가하고 선택도는 낮아지는 경향을 보였다. 대표적으로 PVDF중공사 막은 투과도 는 PAA 3 wt%, 반응온도 60°C, 공급액 온도 70°C에서 502 g/m
2hr, 선택도는 PAA 11 wt%, 반응온도 100°C, 공급액 온도 50°C 일 때, 218의 결과를 얻을 수 있었다.
Abstract: The Poly (vinylidene fluoride) and poly (acrylonitrile) (PAN) hollow fiber composite membranes coated with poly (vinyl alcohol) (PVA) and poly (acrylic acid) (PAA) as the crosslinkig agent are prepared. The resulting membranes were characterized for aqueous 90 wt% ethanol solution by pervaporation techniques in terms of the permeability and sepa- ration factor. In general, as both the crsslinking reaction temperature and the crosslinking agent concentration increase, the permeability decrease while the separation factor tends to increase. And also the permeability increased and the separation factor decreased as the feed temperature increased. Typically, the permeability 502 g/m
2hr at the feed temperature 70°C was obtained for PVDF hollow fiber membrane prepared with the crosslinking agent PAA 3 wt% at the reaction temperature 60°C whereas the separation factor 218 was shown for the membrane reacted with PAA 11 wt% and at 100°C for the feed temperature 50°C.
Keywords: poly (vinylidene fluoride), poly (acrylonitrile), poly (vinyl alcohol), poly (acrylic acid), ethanol, perva- poration, Water-Ethanol, hollow fiber
1. 서 론
1)
분리공정의 한 종류인 투과증발은 짧은 역사를 가지 고 있음에도 불구하고 응용범위의 확대로 미래발전 가 치가 큰 공정이다. 투과증발에서 분리는 공급액 성분의 용해도와 확산도 차이에 의해 이루어지며 최근 투과증
†교신저자(e-mail: [email protected])
발은 유기용매나 알코올계(에탄올, 이소프로판올)의 탈 수를 위해 응용되고 있다[1-5].
일반적인 분리공정으로 물과 에탄올은 공비점 전후
에서 분리가 어렵기 때문에 산업에서는 공비증류법을
이용하기 위해서 물과 공비를 형성하는 유기물을 첨가
한다. 이로 인해 환경의 오염이 발생하고 공정 중에 증
류와 냉각을 반복함으로써 많은 에너지가 소모되는 단
Fig. 1. Condensation reaction between PVA and PAA.
점을 지니고 있다. 이런 문제들은 반응과 분리가 동시 에 일어나는 투과증발공정에 분리막을 이용해 해결이 가능하다[6,7].
일반적인 투과증발에서는 내구성이 강한 막(한외여과 (ultrafiltration)) 이나 기공크기가 정밀여과(microfiltration) 막 정도의 크기를 가지며 막의 활성층을 고분자물질로 얇게 코팅되어진 비대칭의 지지막을 사용한다[8]. 그렇 기 때문에 투과증발에서 고분자 재료의 선택이 굉장히 중요하다. 그 이유는 투과증발에서 분리는 막표면 skin 층에서 일어남으로 분리하고자 하는 물질과 높은 친화 성을 가진 물질을 선택하여야 공정의 효율을 높일 수 있기 때문이다[9].
Poly(vinyl alcohol)(PVA) 는 기계적으로 우수하고 화 학적으로 안정성이 높은 친수성고분자로 다양한 분야 에서 활용가능하며 친환경적이기 때문에 청정 소재로 응용이 가능하다[10-12]. PVA는 막을 제조하는 것에 있 어 가교결합, grafting과 같이 개질이 쉬워 막에서 선택도 의 증가를 화학적 구조변화를 통해 가져올 수 있다[12].
에탄올-물 혼합물에서 물을 선택적으로 제거하는 공 정이 처음 상용화 된 것은 독일의 GFT사에서 개발한 다공성 Poly (acrylonitrile) 지지체에 친수성의 PVA층 을 가교한 막을 사용한 공정이다. 현재 이 공정에 에스 테르화 막반응공정을 결합한 연구가 활발히 진행되고 있다[14-16].
PAA 는 카트복실기(-COOH)를 가지고 있어 PVA의 수산화기(-OH)기와 가교반응이 가능하며 물에도 잘 녹 는 물질이다[17].
이러한 특성을 이용하여 Mulder 등은 PVA/PAA 블 렌드는 하나의 유리전이온도를 나타내며 일정한 형태 의 상분리가 없는 블렌드로 밝혔다. 또한 이들은 톨루 엔/에탄올 혼합용액으로부터 에탄올을 선택적으로 분리 하여 제거하는데 이 막을 이용하여 PVA/PAA막의 성 능이 우수하다는 결과를 발표한 바 있다[18].
본 연구에서는 Ethanol 수용액으로부터 물을 선택적으
분자 물질 PVA와 가교제 poly (acrylic acid) (PAA)을 혼합하여 사용하여 코팅용액의 농도와 가교농도, 반응 온도 등의 조건에 따른 투과선택도의 변화를 알아보고 자 하였다.
2. 실 험
2.1. 시약 및 재료
미세 다공성 중공사 막은 PAN과 PVDF막을 사용하 였고 이는 (주)이엔이로부터 제공받았다. PAN중공사 막의 평균 기공크기는 0.04~0.06 µm이고 평균 기공도 는 약 50%, 막의 면적은 16 cm
2이고 PVDF중공사 막 의 순수투과도는 300 g/m
2ㆍhr이고 막의 평균기공 크기 는 0.05 µm, 막의 면적은 각각 7.8 cm
2이다.
복합막 제조를 위해 코팅물질로 사용한 PVA (M.W.
89,000-98,000) 와 가교제인 PAA (M.W. 250,000)는 Aldrich 에서 구입하였다. 투과증발 공급액 제조를 위하 여 사용한 에탄올은 J. T. Baker사의 1급 시약을 정제 없 이 사용하였고 초순수는 Younglin Pure Water System (Seoul, Korea) 으로 생산하여 사용하였다.
2.2. 막 제조
우선 PVDF 복합막을 위한 코팅물질은 초순수에 PVA 3% 를 넣어 80°C에서 6시간 이상 충분히 녹이고 후 가교제인 PAA를 PVA대비 3, 5, 7, 9, 11 wt%로 첨 가하여 상온(약 24 ± 1°C) 에서 하루 이상 충분히 교 반시켰다. 만들어진 PVA/PAA 용액에 PVDF 중공사막 을 5분간 담금 법으로 코팅한 다음 상온에서 하루 동안 건조시키고 건조된 막을 60, 80, 100°C에서 30분 동안 가교 반응시켰고 PAN막은 위와 같이 PVA의 함량을 3 wt% 로 하여 PAA를 PVA대비 9, 11, 13 wt%로 첨가하 여 용액을 제조하였고 만들어진 PVA/PAA 용액에 3분 간 담금 법으로 코팅하여 하루 동안 실온에 건조시키고 건조된 막을 100, 120, 140°C에서 30분간 가교 반응하 였다.
2.3. Scanning Electron Microscope (SEM)
제조된 복합막의 코팅여부를 확인하기 위하여 FE-SEM
(JEOL Model JSF-6340F, Tokyo, Japan) 를 사용하여
Fig. 2. Schematic diagram of pervaporation apparatus.
(a) (b)
Fig. 3. SEM images of PVA coated on hollow fiber mem- branes; (a) PVDF (before / after) (b) PAN (before / after).
SEM 사진을 측정하였다. SEM분석을 위해 진공오븐에 서 완전히 막을 건조시킨 후 막의 단면구조가 파괴되는 것을 막기 위해 액체질소를 이용하여 시료를 채취하였 다. 그 후 금속판에 고정시킨 뒤 백금(Pt)코팅하여 준비 하였다.
2.3. 투과증발실험(Pervaporation)
본 실험에 사용된 투과증발장치 개요도는 Fig. 2.와 같다. 공급액 펌프에 의해 혼합액은 하나의 중공사막으 로 이뤄진 cell로 막의 외부표면을 지나면서 투과액은 막의 내부로 빠지게 된다. 사용되어진 중공사 막의 유 효 막 면적은 각각 PVDF는 16 cm
2, PAN 는 7.8 cm
2이 고 공급액 용량은 1L의 용량을 가지며 공급혼합물의 온도는 항온조에 의해 일정온도를 지니며 하부(down- stream) 의 투과압력은 진공펌프(OKANO WORKS, LTD) 를 이용하여 100 torr로 일정하게 유지되었다. 정상상태 조건에 도달한 후 일정한 시간 간격으로 막을 투과한 투과액은 cold trap을 이용하여 일정시간 동안 수집된 다. 생성된 시료의 무게를 측정하여 투과도(flux)를 계 산하였다(식 (1) 참조).
투과된 시료의 성분 분석은 기체크로마토그래피(iGC 7200, DS SCIENCE INC.) 를 이용하여 분석하였으며 다음과 같은 관계식으로부터 물에 대한 선택도(α)를 계산하였다(식 (2) 참조).
투과도(permeation flux,
) =
(1)
투과선택도(pervaporation selectivity) =
(2)
여기서 Q는 투과된 양, A는 막의 유효 단면적 그리고 t 는 분리시간을 나타내고 있으며,
와
는 각각 투 과된 에탄올과 물의 무게분율을 나타내며,
와
는 각각 원액의 에탄올과 물의 무게분율을 나타낸다.
3. 결과 및 고찰
3.1. SEM image
실험에 사용된 PVDF/PVA 중공사막에 PVA 고분자 를 코팅하여 막 skin층의 코팅여부를 SEM을 통해 알아 보았으며, Fig. 3에 나타내었다. SEM 사진을 통해 증공 사막의 표면에 코팅 층이 균일하게 형성되어 있으며, 코팅의 두께는 PVDF는 약 3.06~3.67 µm, PAN은 2.03 µm 정도 되는 것으로 보여진다.
3.2. 투과증발(Pervaporation)
Fig. 4 로부터 Fig. 6은 PVA/PAA를 이용하여 코팅한 PAN 막의 가교제의 농도와 반응온도 변화에 따른 투과 도와 선택도를 나타낸 것이다. 공급액의 조성은 90 wt% 에탄올 수용액을 사용하였으며, 공급액 온도는 60°C 로 고정하여 실험하였다.
Fig. 4 에서 보는 것과 같이 반응온도가 증가할수록
투과도는 감소하고 선택도는 증가하는 것을 볼 수 있
Fig. 4. Effect of the reaction temperature on flux and sep- aration factor at PAA 9 wt% torward PVA content.
Fig. 5. Effect of the reaction temperature on flux and sep- aration factor at PAA 11 wt% torward PVA content.
Fig. 6. Effect of the reaction temperature on flux and sep- aration factor at PAA 13 wt% torward PVA content.
3 4 5 6 7 8 9 10 11
120 140 160 180 200
PAA concentration (%) Flux (g/m2hr)
20 40 60
ration factor(α)
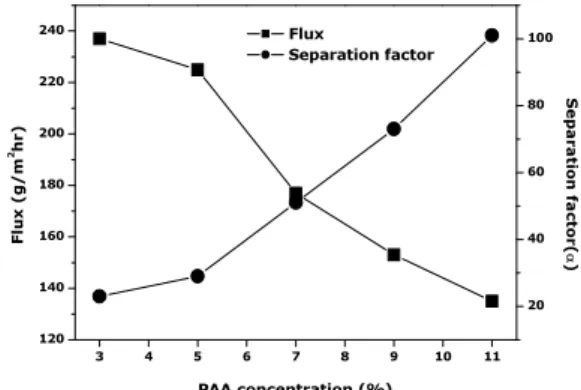
Fig. 7. Effect of the reaction temperature on flux and sep- aration factor at PAA 3, 5, 7, 9, 11 wt% torward PVA content (Reaction Temperature 60°C, Feed temperature 50°C).
3 4 5 6 7 8 9 10 11
420 440 460 480
500 Flux
Separation factor
PAA concentration(%) Flux (g/m2hr)
15 20 25 30 35 40 45 50
Separation factor (α)
Fig. 8. Effect of the reaction temperature on flux and sep- aration factor at PAA 3, 5, 7, 9, 11 wt% torward PVA content (Reaction Temperature 60°C, Feed temperature 70°C).
다. 이는 반응온도가 증가함에 따라 PVA와 PAA 둘 사 이의 결합도가 증가하여 두 고분자 간의 간격이 좁아지 고 배열이 균일해져 이에 따라 두 고분자 사이의 공간 이 줄어들게 되어 물에 비해 분자량이 큰 에탄올은 이 동하기 힘들어지기 때문에 이와 같은 결과가 나온 것으
로 사료된다.
또한 코팅용액의 농도가 증가함에 따라 투과도는 감 소하고 선택도는 증가하는 경향을 보였다. 이는 PAA함 량이 증가함에 따라 PAA의 카트복실기(-COOH)와 PVA 의 수산화기(-OH)기 사이의 에스테르화 반응이 더욱더 잘되어 막 표면의 코팅물질의 조밀도가 커짐에 따라 고 분자내의 자유부피가 감소하여 이러한 결과가 나오는 것으로 사료된다.
대표적인 결과로 투과도는 PAA 9wt%, 반응온도 100°C, 공급액온도 60°C에서 207 g/m
2hr, 선택도는 PAA 13wt%, 반응온도 140°C, 공급액온도 60°C 일 때, 218 의 결과를 얻을 수 있었다.
Fig. 7 로부터 Fig. 12는 PVA/PAA를 이용하여 코팅
한 PVDF막의 가교제의 농도와 반응온도, 공급액온도
7 8 9 10 11 60
70 80 90
100 Flux
Separation factor
PAA concentration (%) Flux (g/m2hr)
60 80 100 120 140 160 180 200 220
Separation factor (α)
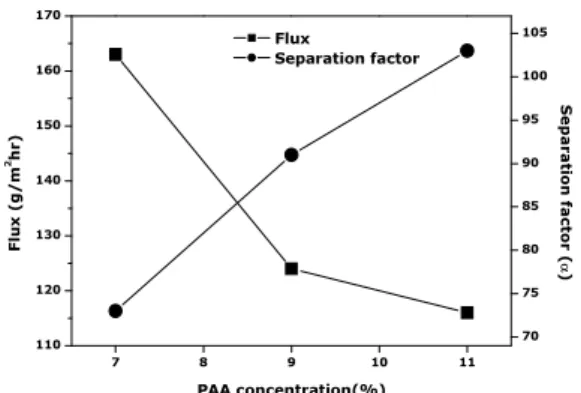
Fig. 11. Effect of the reaction temperature on flux and separation factor at PAA 7, 9, 11 wt% torward PVA con- tent (Reaction Temperature 100°C, Feed temperature 50°C).
7 8 9 10 11
70 80 90 100 110 120 130 140
Flux
Separation factor
PAA concentration (%) Flux (g/m2hr)
60 70 80 90 100 110
Separation factor(α)
Fig. 12. Effect of the reaction temperature on flux and separation factor at PAA 7, 9, 11 wt% torward PVA con- tent (Reaction Temperature 100°C, Feed temperature 70°C).
7 8 9 10 11
110 120 130 140 150 160 170
Flux
Separation factor
PAA concentration(%) Flux (g/m2hr)
70 75 80 85 90 95 100 105
Separation factor (α)
Fig. 9. Effect of the reaction temperature on flux and sep- aration factor at PAA 7, 9, 11 wt% torward PVA content (Reaction Temperature 80°C, Feed temperature 50°C).
7 8 9 10 11
200 220 240 260 280 300 320 340 360
380 Flux
Separation factor
PAA concentration (%) Flux (g/m2hr)
40 50 60 70 80
Separation factor (α)
![Fig. 1. Condensation reaction between PVA and PAA. 점을 지니고 있다. 이런 문제들은 반응과 분리가 동시 에 일어나는 투과증발공정에 분리막을 이용해 해결이 가능하다[6,7]](https://thumb-ap.123doks.com/thumbv2/123dokinfo/5470716.440110/2.892.92.418.144.266/condensation-지니고-문제들은-반응과-일어나는-투과증발공정에-분리막을-가능하다.webp)