This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Journal of Welding and Joining, Vol.33 No.5(2015) pp35-40 http://dx.doi.org/10.5781/JWJ.2015.33.5.35
선체구조용 EH36 TMCP 후판의 FCAW 및 EGW 조합 용접부 기계적 성질에 미치는 개선조건의 영향
김 기 혁*․김 기 원**․심 호 섭*․배 강 호*․홍 현 욱***․박 병 규*,†
*동국제강 후판사업본부
**부산대학교 융합학부
***창원대학교 신소재공학부
Effect of Groove Conditions on the Mechanical Properties of Welds Produced by the Combined Welding Process of Flux Cored Arc and Electro Gas in EH36 TMCP Steel
Plate for Hull Structures
Kihyuk Kim*, Kiwon Kim**, Hoseop Sim*, Kangho Bae*, Hyunuk Hong*** and Byunggyu Park*,†
*Plate Research Team, Plate Business Division, Dongkuk Steel, Dangjin 343-823, Korea
**Dept. of Material Science Engineering, Pusan National Univ., Busan 609-735, Korea
***Dept. of Metallurgy and Materials Engineering, Changwon National Univ., Changwon 641-773, Korea
†Corresponding author : [email protected]
(Received August 5, 2015 ; Revised August 26, 2015 ; Accepted September 9, 2015)
Abstract
Characterization of microstructures and mechanical properties of 83mm thickness EH36-TM welds produced by the combined flux cored arc (FCA) and electro gas (EG) welding processes has been studied with the two different groove conditions, single-V (SV) and double-V (DV) bevels. The welding consumables used for FCA and EG welding processes were ASME/AWS A5.29 (E81T1-K2) and A5.26 (EG72T), respec- tively. Experimental results showed that all the mechanical properties of welds such as tensile property, CVN toughness and Vickers hardness met IACS requirements. The tensile strength of EG welded plates were reduced by approximately 4% (DV: 3.8%, SV: 4.2%) compared to the base metal. The hardness value of SV-beveled weld metal was slightly lower than that of DV-beveled one. There were no significant differences as per welding groove conditions except for the weld metal. In addition, at the fusion line, the toughness of SV condition was 20J lower and the weld metal was 40J lower than DV condition, respec- tively. On the basis of microstructural analysis, grain boundary ferrite (GBF) structures for SV condition were 2 times higher volume fraction than for DV condition and their packet sizes were coarsened to almost double. It was thus suggested that the GBF volume fractions and packet sizes in the weld metal of EH36-TM steel plates are the most important factors affecting the mechanical properties of the combined FCA and EG welded joint. Nevertheless, all the results of welds with both DV and SV conditions were found to be excellent.
Key Words : TMCP, Combined Welding, Groove Condition, Toughness, GBF
ISSN 1225-6153 Online ISSN 2287-8955
1. 서 론
대형 컨테이너선의 Side Shell, Longitudinal Bulk Head 등에 적용되는 EH36 TMCP 후물재의 경우,
수직용접부는 선박건조의 생산성을 고려하여 FCAW 및 EGW 조합 용접기법이 적용된다. 이러한 용접기법 은 약 350kJ/cm 정도의 대입열 one pass single EGW를 적용하고 나머지 두께에는 약 30kJ/cm 정도 의 소입열 multi-run FCAW를 적용하는 방법으로
연 구 논 문
25
20
15
10
5
0
SMAW FCAW FCA+S.EGW T.EGW Improvement of
welding productivity:
4 times 2.3
7.5
1.7 0.9
SMAW FCAW FCA+S.EGW T.EGW
Fig. 1 Comparison of productivity of arc welding
1)Consumables C Si Mn P
for FCAW 0.04 0.35 1.35 0.012
for EGW 0.05 0.25 1.60 0.009
Consumables S Ni Ti B
for FCAW 0.011 1.50 - -
for EGW 0.007 1.40 0.13 0.05
Classification (FCAW) ASME / AWS A5.29 E81T1-K2 (mass %) (EGW) ASME / AWS A5.26 EG72T
Weding
Condition Single-V Double-V
Welding method FCAW EGW FCAW EGW
Root gap (mm) 8 (EGW : 23) 15 (EGW = FCAW) Welding current
(A)
320 (DCEP)
400 (DCEP)
350 (DCEP)
510 (DCEP)
Arc voltage (V) 31 41 31 45
Welding speed
(CPM) 20 2.9 22 4.0
Shield gas
(Co2-LPM) 25 40 25 40
Heat input
(kJ/cm) 15~32 338±10 15~31 342±10
Welding Groove Design
20℃
R=8 10 Passes
Weaving 20℃
R=15 13 Passes Weaving
Table 2 Used consumables and welding conditions for vertical up welding
FCAW 단독 공정대비 생산성이 4배 높은 고속 용접시 공 방법이다.
1,2)대형 조선사들은 이와 같은 용접시공에 있어서 수주 선종, 설비, 인력, 경험, 생산, 재료 및 기술 등을 고려 해 강재에 적용가능한 입열량을 검토한 후 합리적으로 설계 및 제작에 반영하고 있다. 조합용접은 조선사별로 도 다르게 활용하고 있으나 주로 single-V (이하 SV) 및 double-V (이하 DV) 형태의 개선방식으로 대별된 다. 따라서 본 연구에서는 선체구조용 두께 83mm 극 후물 EH36 TMCP 강재의 FCAW 및 EGW 조합용접 시 용접부 기계적 특성에 미치는 SV 및 DV 개선조건 의 영향에 대해 검토하였다. 특히 입열량이 높은 EGW 부위를 위주로 소재특성을 비교하였다.
2. 사용 재료 2.1 후판 모재
사용 모재의 화학조성은 Table 1과 같다. 5대원소외 미량의 합금성분으로 Ti, Nb이 첨가된 IACS 규격의 EH36- TM 50~100mm 두께의 해당규정에 맞도록 합금설계된 Ceq 0.33, Pcm 0.16인 260mm slab를 이용하여 Fig. 2의 조건으로 누적압하율 68%인 두께 83mm TMCP 후판을 제조하였다.
(MASS %) C Si Mn P
IACS Spec. ≤0.18 ≤0.50 0.90~1.60 ≤0.035
Actual Value 0.075 0.26 1.49 0.012
(mass %) S Others *Ceq
ⅡW**Pcm
IACS Spec. ≤0.035 MAE ≤0.40 -
Actual Value 0.003 Ti, Nb 0.33 0.16
Table 1 Chemical composition of test plate for IACS EH36- TM 83mm (t/4)
* C+Mn/6+(Cr+Mo+V)/S+(Ni+Cu)/15
**C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10
TMCP CR
ACC Ar3
Plate Cooling System (MULPIC)
Reheating
Temp. (℃) FRT (℃) FCT (℃) Cooling Rate (℃/sec) Below 1150 Above Ar
3Below 600 Over 5 FRT : Finish Rolling Temperature
FCT : Finish Cooling Tempereture
Fig. 2 Manufacturing conditions of test plate
2.2 용접 재료
FCAW 용접재료는 개선방법에 따른 구분 없이 Table 2의 조성을 이용하여 yard에서 적용중인 제품을 사용 하였다.
3. 실험 방법 3.1 용접 조건
두 개선조건 모두 FCAW는 약 15~32kJ/cm, single
EGW는 340kJ/cm 내외의 유사한 입열량 조건으로 용
대한용접․접합학회지 제33권 제5호, 2015년 10월 421
500 400 300 200 100 0 Dimple fracture
-80 -60 -40 -20 0
1 8 199 328 362 390
2 10 214 354 389 395
3 16 247 390 397 404
Cleavage fracture Temperature (℃)
a) Dimple fracture b) Cleavage fracture
Fig. 4 Impact toughness test results with temperature and fractographic images
Table 3 Tensile properties of test plate
Plate YS
(MPa) TS (MPa)
YR (%)
EL (%)
RA
Z(%)
IACS ≥ 355 490~630 - ≥ 21 Round
Test Plate 395 523 76 29 75
SR Treated 395 514 77 29 74
Specimen : T-direction, Full, Flat (Gage Length : 200mm) Stress Relieving : at 580℃, 1hr/inch
Table 4 CVN Impact toughness values of test plate Plate Individual (J) Average (J) IACS Spec.
(70 < t ≤ 100) ≥ 35 ≥ 50
Test Plate 370 / 393 / 395 386 SR Treated 424 / 436 / 447 439 Specimen : T-direction, Position : t/4
Test temperature at -40℃
a) ×200 b) ×200
100um 100um
a) AGS : 200 b) FGS : 200
c) ×500 d) ×5000
50um B
BBuuu(BⅡ)+BⅢ(BⅡ)+BⅢ(BⅡ)+BⅢ
QPF
c) FGS : 500 d) FGS : 5000
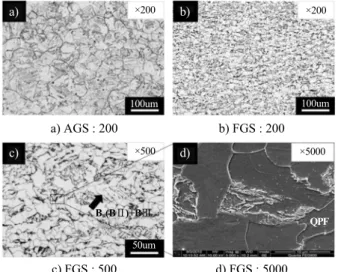
Fig. 3 OM and SEM Images of test plate
접하였다. SV 개선조건의 경우 초기 root gap은 8mm 이지만 선행된 10 passes FCAW 이후 EGW 용접시 실질적인 root gap은 약 23mm로써 DV 조건에 비하 여 오히려 8mm가 넓다. 따라서 개선형상에 따른 적정 비드폭을 고려해 Table 2의 용접조건과 같이 용접전류 및 아크전압, 용접속도를 변화시켜 용접을 실시하였다.
3.2 시험 조건
용접부의 기계적 성질을 확인하기 위해 인장시험은 용접 비드의 최대폭 양쪽에 각각 40mm를 포함하는 길이가 표점거리인 DNV-GL 규격시편을 이용하여 평가하였다.
용접부 CVN 충격시험의 시편채취는 용접금속, Fusion Line(FL), 열영향부(FL+2mm, FL+5mm)에서 채 취하여 ASTM E23에 기준하여 평가하였다. 용접부 매 크로조직은 7%-Nital 용액으로 40초 에칭한 후 실체 현미경을 이용해 관찰하였고, 용접부의 경도측정은 하중 10kgf 및 유지시간 15초를 적용하여 표면에서 2mm offset된 지점을 기준으로 용접금속부터 열영향부를 지 나 모재부까지 2mm 간격으로 연속적으로 측정하였다.
용접부 미세조직의 비교 평가를 위해 3%-Nital+
Saturated Picral+Interface surfactant 혼합용액을 사용하여 18℃에서 30초간 에칭한 후 광학현미경과 영 상분석장치를 이용해 미세조직을 관찰하였다.
4. 실험 고찰 4.1 후판 모재의 특성
4.1.1 모재의 미세조직 관찰
Fig. 3은 모재 압연방향(Longitudinal 방향)의 1/4t 광학 및 전자현미경 미세조직 관찰결과이다. 적정 합금
설계 및 TMCP 가속냉각(ACC) 공정으로 제조되어 fer- rite 및 bainite 기지조직이 생성되었고 ferrite도 qua- si polygonal 형태이다.
a)와 같이 Austenite Grain Size(AGS)는 20~100um 정도로 미세하고 b)의 Ferrite Grain Size(FGS) 또한 미세하고 균일하며 TMR 강재의 모재 조직과 달리 열 영향부 인성에 악영향을 줄 수 있는 dark line이 관찰 되지 않았고 균일하였다.
3)4.1.2 모재의 인장특성 및 충격인성
모재의 Full Thickness 인장 및 1/4t 충격특성 시험 결과를 Table 3과 Table 4에 각각 나타내었다. 모재 의 기계적 성질은 전체적으로 해당규격을 만족하였다.
Stress Relieving(이후 SR) 후 항복강도, 연신율 및 단면감소율은 모재와 유사하였고 인장강도만 10MPa 정도 감소하였는데 이는 TMCP 공정으로 제조된 모재의
a)
b)
33 mm 41mm
23 mm 15mm
a) b)
10 20 30 40 50 6 10 20 30 40 50 6
a) SV, root gap 8mm (EGW : 23mm)
b) DV, root gap 15mm
Fig. 5 Macrostructures of weld zone
500
400
300
200
100
0 SV DV
HAZ Requirement (IACS) : Max. HV350
HAZ
Softening : 3~12mm
WM Softening : SV
WM HAZ BM
-12 -9 -7 -3 0 3 5 7 9 12 15 18 21 24
Distance from Fusion Line (mm) Fig. 6 Hardness distribution of weld zone
vE : 77J(-20℃) WM GBF 10%
100um
a) b)
500um 800um
a) WM center b) FL
100um c)
100um d)
vE : 286J(-20℃)
c) FL+1mm d) FL+2mm
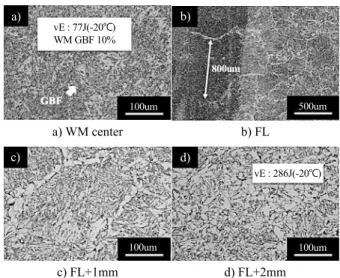
Fig. 7 Microstructures of EG weld zone (SV)
a)100um AF
AF AF
vE : 119J(-20℃) WM GBF 5%
b)
500um 450um
a) WM center b) FL
c)
100um d)
100um vE : 281J(-20℃)
c) FL+1mm d) FL+2mm
Fig. 8 Microstructures of EG weld zone (DV) 잔류응력이 감소된 것으로 판단된다. 또한 -40℃ 온도
조건에서의 CVN 충격인성이 IACS 규정의 최소치 대비 7배 이상으로 우수하였고 SR 처리 이후 원모재 대비 50J 정도 충격인성이 향상되었다.
온도에 따른 모재의 충격시험 결과 -60℃까지 평균 200J 이상을 나타내었다. 이 때 파단된 충격시편의 파면 을 주사전자현미경으로 관찰한 결과, -60℃ 구간은 Fig.
4의 a)와 같이 연성파면이였지만 -80℃ 에서는 b)와 같은 취성파면이 관찰되었다.
4.2 조합 용접부 기계적 성질에 미치는 개선 조건의 영향
4.2.1 용접부 매크로 조직 및 경도
개선형상에 따른 용접부 비드 횡단면 매크로 조직을 Fig. 5에 나타내었다. FCAW 시공에 있어서 용접부 개선형상에 따른 적절한 용착비드를 형성시키기 위해 DV 조건은 상이한 비드적층 방식으로 용접이 이행되어 a), b)에서 나타난 바와 같이 강재의 상단 face 부위
중심부 및 하단부에 해당되는 비드폭도 서로 상이하였 다.
특히 SV 조건의 경우 EGW 시공시 실질적인 root gap은 23mm이며, 이 값은 DV 조건 대비 8mm나 넓 어 EGW 용접금속 U 형상의 단면이고 반면에 DV 조 건은 개선형태와 유사한 V 형상의 용접부 단면이 관찰 되었다.
용접부 매크로 조직에서 용접입열량이 높게 적용된 EGW 부위를 대상으로 연속적으로 경도시험한 결과를 Fig. 6에 도시하였다. 두 개선 조건 모두 용접금속이 200Hv 정도로 열영향부 및 모재 대비 비교적 높은 경 향을 나타내었고 FL+3~12mm 범위의 열영향부는 개선방법에 상관없이 공통적으로 연화현상이 발생되었 다. 열영향부 및 모재의 경도는 개선조건에 따른 차이 가 없었지만 용접금속 중심부의 경도는 SV 조건이 상 대적으로 낮았다.
GBF GBF GBF
대한용접․접합학회지 제33권 제5호, 2015년 10월 423 Table 5 Tensile properties of welded plates
Specimen Location TS (MPa) Deviation Freactured position DNV·GL
Spec. Gauge length : Bead width + 80mm, EH36 ≥ 490 (MPa) SV ½ (EGW) Flat 500 502 BM -4.2% Base metal DV ½ (EGW) Flat 503 503 BM -3.8% Base metal
400
300
200
100
0
SV DV
Requirement : -20℃, 34J
WM FL FL+2 FL+5 Notch Location (mm)
Specimen Location 1st 2nd 3rd Ave
IACS Spec. vE -20℃, for automatically welded joints 34J (Ind. 24J)
SV
WM 73 75 82 77
F/L 79 112 148 113
+2mm 282 288 289 286
+5mm 289 290 292 290
DV
WM 111 120 126 119
F/L 133 126 149 136
+2mm 223 311 311 281
+5mm 273 287 298 286
Fig. 9 Impact toughness values of weld zone 4.2.2 용접부 미세조직 관찰
SV 조건이 DV 조건에 비해 EGW 용접금속 중심부의 인성이 상대적으로 낮은 점을 고찰하기 위해서 미세조직 을 관찰하여 Fig. 7과 Fig. 8에 각각 나타내었다.
a~c) 사진의 백색조직은 Grain Boundary Ferrite (이하 GBF)이다. 최근 국내・외 용접관련 학회에서 생성 메커니즘 등에 대하여 활발하게 논의되고 있는 acicular ferrite(coarse acicular ferrite 포함)는 용 접금속 및 열영향부 충격인성을 향상시키는 조직인 반 면에 GBF는 용접부 충격인성을 저해하는 조직으로 알 려져 있다.
4,5)SV 조건의 용접금속은 GBF 분율이 10%로서 5%
인 DV 조건 대비 2배 높고 Austenite Grain Size는 800㎛로 DV 조건 450㎛에 비해 조대하다. 이러한 GBF 조직의 분율이나 AGS는 충격인성에 반비례적 관계를 나타내는 것으로 보고된 바 있다. 따라서 SV조건의 용 접금속 및 열영향부의 충격인성이 DV 조건에 비해 상 대적으로 낮게 나타날 수 있는 요인으로 작용한다.
6-8)4.2.3 용접부 인장특성 및 충격인성
용접부 인장시험 결과는 Table 5와 같이 두 조건 모 두 모재에서 파단이 발생하였고 IACS 규격을 상회하였 다. 또한 두 개선 조건 모두 유사한 EGW 용접부 인장 강도를 나타내었다. SV 조건은 501MPa이고 DV 조 건은 503MPa로 모재 대비 각각 SV 조건은 4.2%, DV 조건은 3.8% 감소되었다.
용접부 인장시험결과 시편의 파단위치를 고려할 때 열영향부 특성에 의한 모재와 인장강도 편차가 가장 큰 요인으로 판단된다. 또한 SV, DV 개선조건에 따른 미 소한 인장강도 차이는 용접 열에 의한 용접금속 및 열 영향부에 생성된 미세조직의 차이로 인한 것으로 판단 된다.
두 용접조건에 따른 충격인성을 검토한 결과 Fig. 9 에 나타낸 것과 같이 두 개선 조건 모두 EGW 부위의 열영향부 충격인성이 IACS 규격에 명시된 자동 용접부 요구사양인 34J의 3배 이상으로 우수하였다. 개선 조 건에 따른 충격인성은 열영향부의 경우 동등한 수준이 나 용접금속의 경우는 상이한 결과를 보였는데 SV 조
건이 평균 40J 낮았다.
두 조건 모두 후판 모재 및 용접재료가 동일함으로 SV 및 DV 조건의 용접금속의 탄소당량이 0.36으로 동일하여 경화능의 차이가 없고 동일 입열조건에서 개 선조건별 용입깊이/폭 비의 차이에 따른 냉각속도 차이 가 용접부 미세조직과 기계적 성질에 다소 영향을 미치 는 것으로 판단된다. 이와 같이 EH36 TMCP 후물재 는 FCAW 및 EGW 조합 용접시 개선 조건에 따라 EGW 용접금속 중심부 및 FL의 충격인성과 미세조직 이 다소 차이가 있지만 두 개선 조건 모두 용접부 기계 적 성질은 우수하였다.
5. 결 론
선체구조용 TMCP 후판의 FCAW 및 EGW 조합 용 접부 기계적 성질에 미치는 개선조건의 영향을 연구한 결과, 다음과 같은 결론을 얻었다.
1) 용접부 인장시험 결과 SV, DV 개선 적용조건 모두 IACS 규격을 만족하나 모재대비 각각 4.2%, 3.8%
감소하였다.
2) 용접금속 중심부 경도는 SV 조건이 DV 조건에 비 해 상대적으로 낮지만 열영향부 경도는 개선조건에 따라 차이가 없었다.
3) 열영향부 충격인성은 SV, DV 개선조건 모두 요구
사양인 34J에 비해 3배 이상 우수하였다.
4) 개선조건별 충격인성을 비교시 DV 조건 대비 SV 조건의 용융경계부는 20J 낮고 용접금속은 40J 낮았는데 이로부터 용접부 충격인성은 DV 개선조건이 상대적으로 우수함을 확인하였다.
5) 미세조직 고찰결과 용접금속의 GBF 분율과 AGS 크기가 기계적 성질에 가장 큰 영향을 미치며 SV 조건의 GBF 분율이 DV 조건에 비해 2배 높고 AGS 크기가 2배 조대하여 DV 개선 조건의 용접금속 및 융융경계 부의 특성이 상대적으로 우수하였다.
후 기