Organosolv 유래 MFC 함량에 따른 MFC-PLA 복합 필라멘트의 3D 프린터 적용 특성 평가
류지애
1·박수정
2·엄태진
2·이중명
2†접수일(2019년 12월 1일), 수정일(2019년 12월 14일), 채택일(2019년 12월 16일)
3D Printer Application Properties of MFC-PLA Composite Filament Fabricated with Organosolv-Derived MFC
Ji-Ae Ryu
1, Su-Jeong Park
2, Tae-Jin Eom
2and Jung Myoung Lee
2†Received December 1, 2019; Received in revised form December 14, 2019; Accepted December 16, 2019
ABSTRACT
Lignin-contained microfibrillated cellulose (LMFC) has recently received much attention with potential applications as reinforcement materials in polymer composites. This paper presented the applicability of organosolv-derived MFC reinforcement in a polylactic acid (PLA). Approximately 15.1% lignin containing pulp was prepared by organosolv pulping and then subjected to homogenization and solvent exchange processes to produce a powder form of LMFC with a 22.9 aspect ratio. The MFC-PLA filaments contained 1-10% wt% MFC were extruded and then FDM (fused deposition modeling) 3D-printed specimens were fabricated to evaluate mechanical and thermal properties of the com- posite. It was confirmed that high stress and low strain occurred as the MFC content increased in the MFC-PLA composite. Elastic modulus increased up to 57% and tensile strength increased up to 19% compared to neat PLA although extension and TEA (total energy absorption) were diminished. The differential scanning calorimetry (DSC) result showed that the MFC contents in the composite did not appear significantly, but the glass transition temperature (Tg) was decreased by about 10℃ when MFC was added.
The dynamic mechanical analysis (DMA) showed that the loss coefficient (tan D) was 1.7 at 50℃ and lower at low temperatures compared to neat PLA, 3.3 at 60℃. Therefore, MFC-PLA composites are expected to have a more robust behavior at lower tempera- tures than neat PLA.
Printed in Korea http://dx.doi.org/10.7584/JKTAPPI.2019.12.51.6.110
1 경북대학교 임산공학과(Department of Wood Science and Technology, Kyungpook National University, Daegu, 41566, Korea) 2 경북대학교 산림과학·조경학부 임산공학전공(Major in Wood Science and Technology, Department of Wood Science and Tech-
nology, School of Forestry, Science and Landscape Architecture, Kyungpook National University, Daegu, 41566, Korea)
† 교신저자(Corresponding Author): E-mail: [email protected]
1. 서 론
최근 친환경에 대한 인식이 증가함에 따라 석유화학 제 품의 소비를 지양하고 환경친화적인 소재 개발에 대한 많은 연구가 진행되고 있다.
1)폴리락틱산(PLA)은 생분 해 가능한 천연 고분자이지만 여전히 석유화학 고분자에 비해 단가가 높고, 강도 및 열적 특성의 보완이 필요한 단점이 존재한다. 따라서 목질계 및 비목질계 섬유를 이용 하여 PLA의 강도 및 열 안정성을 높이기 위한 다양한 연 구가 진행되고 있다.
2-4)그중 보강재로 사용될 수 있는 섬유는 입자 크기 및 장 폭비와 같은 형태적인 특성, 등방성 및 이방성과 같은 배열 상태, 단일 섬유 혹은 섬유 다발(fiber bundles) 등 으로 분류되며 폴리올레핀 유래의 플라스틱과 혼용하여 사용 가능하다.
5)Organosolv 펄프화법은 크라프트 및 설파이트 펄프화 법에 비해 상대적으로 높은 수율을 가지며, 크라프트 펄 프와 설파이트 펄프 중간 정도의 강도적 특성을 가지는 등 다양한 분야에 적용 가능한 잠재력 있는 펄프 제조 기술로 인식되고 있다.
6-8)이와 같은 organosolv 펄프 화법을 이용해 셀룰로오스 마이크로피브릴(micro- fibrillated cellulose, MFC)을 제조하고 고분자의 보강 재로 사용하기 위한 연구가 진행된 바 있다.
9)Kordkheili 등은 이온성 액체(ionic liquid)로 처리된 리그닌을 폴리올레핀계 플라스틱에 첨가함에 따라 분산 성 및 열적 거동이 상이해지는 것을 확인했다.
10)하지만 목질바이오매스 구성성분인 셀룰로오스, 헤미셀룰로오스 및 리그닌에 존재하는 수산기의 영향으로 인해 복합재 료의 호환성에 부정적인 영향을 끼칠 수 있다. 이처럼 재료의 기계적 특성을 향상시키기 위해서는 보강재의 분산 및 형태학적 특성이 중요하며 이를 위한 다양한 연 구가 진행되고 있다.
11)현재 목질바이오매스를 보강재로 사용하기 위해 리그 닌을 제외한 α-cellulose의 비율을 높여 사용하거나, 추출된 리그닌만을 활용한 연구는 활발하게 이루어지고 있다. 하지만 보강재로서 리그닌을 함유한 MFC의 이용
가능성에 대한 평가는 다양하게 이루어진 바가 없다. 이 전의 연구를 통해 리그닌을 함유한 MFC의 표면 개질을 통한 PLA에서의 분산성을 향상시켰고, 3D 프린터에 적용 가능성을 평가한 바 있다.
12,13)이를 통해 보강재로서 MFC의 사용 가능성을 확인했지만 고함량의 MFC에 대한 인장강도 향상은 평가된 바 없다. 따라서 본 연구에서는 organosolv 펄프화법을 통해 제조된 MFC 함량에 따른 MFC-PLA 복합 필라멘트의 특성을 3D 프린터에 적용 해 기계적 및 열적 특성을 알아보고자 하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에 사용된 PLA(2002D, NatureWorks LLC, USA)는 펠렛 형태로 진공건조오븐에 2-3일 건조한 후 사용하였다. ASTM D792에 따른 비중은 1.24이며 녹는 점은 210℃이다.
MFC 제조를 위해 라디에타 소나무(radiata pine) 목재 칩을 사용하였다. TAPPI Standard Method T 222 om-02에 의거하여 측정된 Klason lignin의 함량은 28.1±0.9%이었다.
2.2 MFC 제조 및 화학 조성분 분석
리그닌을 함유한 MFC를 제조하기 위해 organosolv 펄 프화법을 사용하였다. 목재 칩과 글리콜에테르 황산 혼 합 시약(glycol ether:H
2SO
4=97:3(v/v))을 1:2(v/v)로 고압 증기처리 장치(autoclave)에서 120℃에서 120분간 반응하였다. 반응 후 0.5N NaOH, acetone, 증류수를 사용하여 여과했다. 제조된 펄프의 수율은 60.2±0.7%
이었고 Klason lignin 함량은 15.1±0.4%이었다. MFC 를 제조하기 위한 전처리 단계로 실험실용 Valley beater (DM-822, Daeil Mechinery Co., Ltd., Korea) 를 사용해 여수도 100 ml CSF가 될 때까지 고해했다. 고 해한 펄프 슬러리 농도는 2%이며 Super Masscolloider (MKCA6-2, Masuko Sangyo Co., Ltd., Japan)에 3회
Keywords: Microfibrillated cellulose (MFC), polylactic acid (PLA), 3D printer, tensilestrength, dynamic mechanical analyzer (DMA)
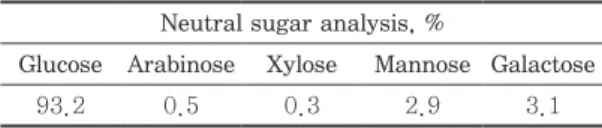
통과시켜 제조하였다. 이때 사용된 그라인더의 스톤 (MKGA 6-46#) 간 갭 사이즈는 –90±5 μm로 조절하였 다. 제조된 MFC의 화학 조성분을 알아보기 위해 중성 당 분석을 진행했다. 중성 당 분석(alditol acetate)은 전 처 리된 시료를 2 mL의 아세톤에 용해해 가스 크로마토그래 피(HP-6890, Agilent, USA)로 분석하였다(Table 1).
2.3 MFC-PLA 필라멘트 제조
MFC를 용제 치환하여 분말 형태로 제조하기 위해 Beaumont 등
14)이 제안한 알코올 치환 방법을 사용하였 다. TBA(tert-butyl alcohol, Extra pure, Daejung, Korea)를 치환 용제로 사용하였다. 고형분 함량 약 10%
인 MFC의 전건 중량 대비 50배 중량비로 3차 부틸알코 올을 투입하여 12시간 동안 교반하였다. 교반 후 원심분 리를 통해 상등액을 제거하고 TBA를 사용해 MFC의 전 건 중량이 1%가 되도록 교반해 동결건조(TFD5505A, ilShinBioBase, Korea)를 진행하였다. 동결 건조된 MFC는 전체 필라멘트 중량의 1-10 wt% 분산했다. 실험 용 균질기(Homogenizer, HG-15A, DAIHAN Scien- tific Co., Ltd., Korea)를 사용해 디클로로메탄에 균질 처리한 뒤 PLA를 투입해 PLA가 모두 녹을 때까지 가끔 교반하였다. 디클로로메탄은 흄 후드에서 제거되었다.
PLA의 녹는점(T
m)을 고려하여 필라멘트 사출기(Filabot EX2 filament extruder, Triex
®LLC, USA)의 온도를 153.5℃, 압출 속도를 17.5 rpm으로 조절해 필라멘트의
직경이 1.75-1.8 mm가 되도록 사출하였다(Fig. 1).
3D 프린터에 적용 특성을 알아보기 위해 제조된 MFC-PLA 필라멘트로 인장강도 및 DMA(dynamic mechanical analysis) 시편을 제조하였다. FDM(fused deposition modeling) 방식의 3D 프린터(Moment 1, Moment Co., Ltd., Korea)의 노즐 온도는 180℃, In- fill density는 20%로 설정했다. 인장강도 시편은 ASTM D638에 의거하여 전체 부피의 60%가 되도록 제조하였 다(Fig. 2).
2.4 측정
2.4.1 MFC의 형태학적 특성
잔존리그닌 함량이 15.1%인 MFC의 형태학적 특성을 알아보기 위해 광학현미경을 통해 MFC의 형태를 관찰하 였으며 섬유 장과 섬유 폭을 측정해 장폭비(aspect ratio, l/d)를 측정하였다. 측정된 MFC의 개수는 300개이며 폭 은 각 MFC 당 3회 측정하여 평균값을 사용했다.
Table 1. Chemical composition of MFC Neutral sugar analysis, %
Glucose Arabinose Xylose Mannose Galactose
93.2 0.5 0.3 2.9 3.1
Fig. 1. Schematic fabrication process of MFC-PLA filament.
Fig. 2. Geometries of 3D printed specimen
(dimension in mm). (a) tensile test, (b)
DMA test
장폭비가 50이 될 때까지 유효하다고 보고하였다.
15)일반 적으로 보강재로 셀룰로오스 피브릴을 사용하는 경우, 장폭비는 10-80 사이의 범위 내에서 분포하며
16)피브릴 화가 진행됨에 따라 탄성 계수 및 인장강도가 증가한다고 보고된 바 있다.
17)따라서 본 연구에서 organosolv 펄프화 법을 통해 제조된 MFC를 기재인 PLA의 보강재로 사용 가능하다고 판단하였다.
3.2 3D 프린터 적용 특성
3.2.1 3D 프린터 인쇄 특성제조된 MFC-PLA 복합 필라멘트의 3D 프린터 적용 특성을 알아보기 위해 3D 프린팅한 시편과 3D 프린터의 노즐을 통해 사출되는 인쇄 선을 관찰하였다(Fig. 4).
MFC-PLA 필라멘트는 전체 중량 대비 MFC를 1, 2, 3, 5, 10 wt% 첨가해 제조해 3D 프린팅하였다(Fig. 4a).
MFC의 함량이 증가함에 따라 3D 프린팅한 시편의 색 상이 짙어지는 것을 관찰하였으며 이는 MFC에 함유된 잔존리그닌의 함량이 증가하기 때문이다. 그중에서 3 wt%의 MFC를 첨가해 제조된 시편의 표면을 SEM을 통 해 관찰하였다(Fig. 4b). 적층 방식(layer by layer)으로 형성된 인쇄 표면을 관찰되었으며 또한 표면이 인쇄물에 의해 공극 없이 채워진 것을 확인하였다. 일정한 굵기의 선을 적층하여 인쇄하는 FDM 방식의 경우 시편 내부에 형성된 공극 또는 계면 접착력에 의해 인장강도가 감소 할 수 있다.
18)Figs. 4c, d는 3D 프린팅 과정에서 인쇄되는 선의 형태를 관찰한 결과로 인쇄 선의 경계에서 MFC가 돌출되어있는 형태를 관찰하였다. 이는 필라멘트가 압출 되어 발생한 것으로, MFC 함유량이 증가함에 따라 발생 되는 경계면은 증가할 것으로 기대된다. 결과적으로 이 러한 MFC의 계면상에서의 존재는 인쇄 선 계면을 연결 시켜 인쇄물의 인장강도 특성에 영향을 끼칠 것으로 판단 된다.
3.2.2 인장강도
Fig. 5는 MFC 함량에 따른 3D 프린팅 시편의 응력- 변형률 곡선(stress-strain curve)을 나타내었고 Table 2는 MFC 함량에 따른 3D 프린팅 시편의 강도 특성을 표로 나타낸 것이다. 먼저 neat PLA와 비교해 MFC 함유 량이 증가할수록 인장강도가 높아지지만 상대적으로 변형 률이 낮아지는 것을 확인하였다(Fig. 5). 이는 보강재로 사용된 MFC에 함유된 셀룰로오스, 리그닌 혹은 헤미셀
2.4.2 3D 프린터 적용 특성3D 프린터 인쇄 특성을 확인하기 위해 3D 프린팅된 시 편 표면을 SEM으로 관찰하였다. 인장강도 특성을 비교 하기 위해 Fig. 2a의 인장강도 시편을 만능 재료 측정기 (Universal Testing Machine, ORIENTAL TM, Korea)를 이용해 측정하였다. 인장강도(Eq. 1)는 다음과 같은 식에 의해 산출하였으며 조건당 5회 측정하여 평균 값을 나타내었다. 점탄성 특성을 알아보기 위해 동적 기 계적 특성 분석(dynamic mechanical analyzer, DMA 8000, PerkinElmer, Inc., USA)을 실시하였다. 시편의 크기는 Fig. 2b와 같이 3D 프린터하여 제조했으며 1 Hz 에서 –10℃부터 120℃까지 2℃/min.의 승온 속도로 측정하였다. 제조된 필라멘트 및 3D 프린터 시편의 열적 특성은 시차주사열량분석(differential scanning calo- rimetry, Discovery DSC, TA Instruments, Inc., USA)을 통해 측정하였다. 측정 시료의 약 5 mg을 사용해 초기 온도를 50℃로 설정하고 200℃까지 10℃/min.로 가열하여 유리전이온도(T
g), 결정화 온도(T
cc) 및 녹는점 (T
m)을 측정하였다.
σ
= PA [1]
σ : 인장 응력 (MPa) P : 인장력 (N) A : 단위면적 (mm
2)
3. 결과 및 고찰
3.1 MFC의 형태학적 특성
Fig. 3는 제조된 MFC의 길이, 폭 그리고 장폭비를 나
타낸 표이다. MFC의 길이 평균은 256.6(±148.1) μm,
폭 평균은 13.6(±8.8) μm, 장폭비는 22.9(±13.5)로 나
타났다. 보강재의 장폭비는 기재에서의 분산을 통해 복
합재료의 기계적 특성을 높이는 효과를 가진다. Cheng
등의 연구에 따르면 장폭비가 크고, 배열성을 가질수록
높은 인장강도를 나타낼 수 있으며, 섬유의 길이에 따라
최대 강도를 발현할 수 있는 임계 섬유 길이가 존재한다고
보고하였다. 이와 같은 섬유는 복합재료 내에서 섬유가
절단되어 응력을 충분히 발현할 수 있도록 하는 길이로
Fig. 4. MFC-reinforced PLA specimens by 3D printing (a: 3D printed specimen, b: magnified sur- face of 3D printed specimen (×50), c: printed line, d: magnified printed line (×500)).
Fig. 3. Morphological characterization of MFC (a: diameter distribution of MFC, b: Length and diameter distribution of MFC, c: aspect distribution of MFC, d: length distribution of MFC).
(c)
(d) (a)
(b)
룰로오스의 성분이 PLA 고분자의 재료 특성에 영향을 끼친 것으로 추측된다.
19)Panthapulakkal 등에 의하면 재료의 변형률이 변하는 것은 보강재로 사용되는 섬유와 기재인 고분자의 계면에서 형성되는 미세 균열 또는 기 재인 고분자 재료 자체의 변형과 그에 따른 균열에 의해 섬유가 빠져나오는 영향에 기인한다고 보고된 바 있다.
20)따라서 보강재로 사용된 MFC의 함량이 증가함에 따라 MFC와 PLA 계면 사이의 미세 균열이 감소하거나 혹은 고분자 재료 자체의 변형이 줄어들어 나타난 결과로 판단 된다.
MFC 함량이 증가함에 따라 탄성 계수와 인장강도는 증가하는 경향성을 나타냈다(Table 2). 탄성 계수는 neat PLA와 비교해 최대 57% 증가했고, 인장강도는 최대
19% 증가했다. 이는 MFC가 PLA와의 복합재료 형성에 있어서 보강 효과를 나타낸 것으로 상기의 MFC 형태학 적 특성(Fig. 3)과 3D 프린터 인쇄 특성(Fig. 4)의 결과 와 일치한다. 반면 연신율과 TEA는 감소하는 결과를 나타냈다(Table 2). TEA는 응력-변형률 곡선 아래의 면 적을 측정한 값으로 MFC 함량이 증가함에 따라 취성 (brittle)이 형성되어 다른 시편에 비해서 파단 지점이 빠르게 발생해 TEA가 점차 낮게 측정된 것으로 추측된 다. 하지만 탄성 계수 및 인장강도는 증가하는 경향성을 나타내는 것으로 보아 MFC가 복합재료에서 보강 효과를 나타낼 수 있다고 판단하였다.
3.2.3 시차주사열량분석
(differential scanning calorimetry, DSC)
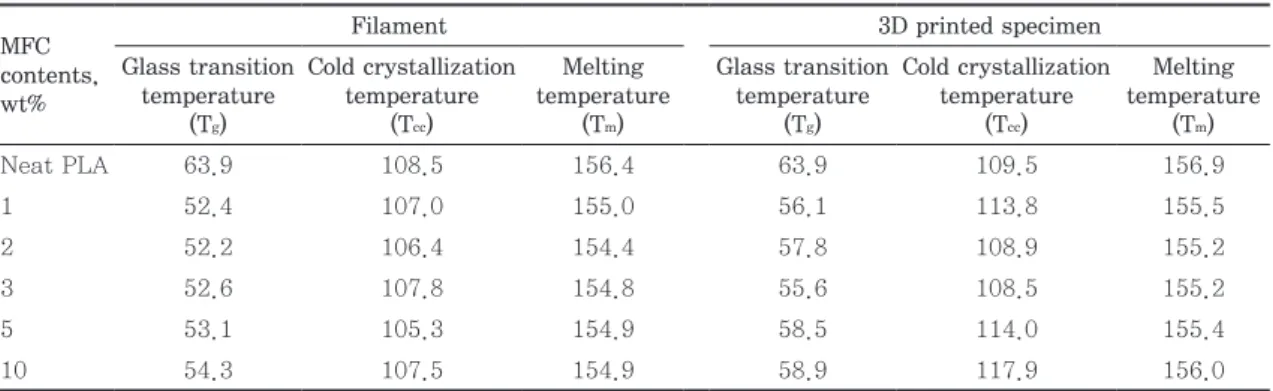
Table 3은 MFC-PLA 복합 필라멘트와 3D 프린팅한 시편의 DSC 측정한 결과를 나타낸 표이다. MFC를 첨가 해 제조한 복합 필라멘트 및 3D 프린팅 시편 모두 neat PLA와 비교해 유리전이점(T
g)이 약 10℃가량 감소한 것을 확인하였다. 이와 같은 결과는 150℃ 이상의 용융 과정에서 organosolv 펄프화법을 통해 제조된 MFC의 저분자 리그닌 및 헤미셀룰로오스의 성분이 PLA와 혼화 되어 기존의 PLA 열적 특성과는 다른 양상을 나타낸 것 으로 추측된다. MFC 함량이 증가함에 따라 유리전이점 이 1-2℃가량 증가하였다. 이는 MFC 함량이 증가함에 따라 상대적으로 결정질의 셀룰로오스가 증가하였기 때 문이다. neat PLA와 비교해 MFC를 첨가해 제조한 복합 필라멘트의 녹는점(T
g)이 감소한 것을 확인하였다. 이는 MFC에 잔존해 있는 리그닌 영향에 의한 것으로, Liu 등은 PLA에 리그닌에 의해 녹는점이 감소해 PLA의 유동 성을 개선시켰다고 보고하였다.
21)반면 3D 프린팅한 시편의 경우 필라멘트보다 높은 유리 Fig. 5. Stress-strain curve of MFC-reinforced
PLA specimens by 3D printing.
Table 2. Strength properties of 3D printed specimen Specimen type Modulus of elasticity
(GPa)
Tensile strength (MPa)
Elongation at break (%)
Tensile energy absorption (kgf·mm)
Neat PLA 1.56±0.04 58.1±2.1 6.4±0.3 20.9±1.4
MFC contents,
%
1 2.30±0.20 62.3±1.9 4.0±0.2 15.3±2.2
2 2.28±0.15 65.8±1.3 3.8±0.2 17.8±2.2
3 2.41±0.08 67.4±3.5 3.9±0.1 18.7±0.3
5 2.29±0.01 62.6±1.0 3.7±0.1 16.1±0.8
10 2.49±0.32 69.4±5.6 3.5±0.2 14.9±2.6
(Fig. 6). 저장 탄성률은 적용된 변형에 대한 응력의 비 율을 나타내며, 이는 변형되는 주기에 따른 기계적 에너 지와 관련이 있다.
22)또한 저장 탄성률의 경우 물질의 상이 변하는 지점에서 차이가 발생하는데 neat PLA의 저장 탄성률은 50-60℃ 부근에서 감소하고 MFC-PLA 복합재료의 저장 탄성률은 40-50℃ 부근에서 감소하는 것을 확인하였다. 이처럼 에너지가 감소하는 지점은 Table 3에서 나타나는 유리전이점(T
g) 거동과 일치한다.
재결정이 발생하는 110℃ 부근에서 발생하는 저장 탄성 률은 neat PLA에 비교해 3 wt%의 MFC를 첨가한 PLA 복합재료에서 1,536% 증가하였다. 이와 같은 결과는 MFC의 분산을 통한 보강 효과로, PLA 복합재료의 결정 전이점(T
g) 및 결정화 온도(T
cc)를 나타냈다. 이와 같은
결과는 반복적인 열에 의한 결정성의 변화로 필라멘트 제조 시, 열이 가해지며 리그닌을 함유한 MFC 및 PLA의 혼화로 인해 배열된 결정이 3D 프린팅을 통해 반복적 으로 열이 가해지며 용융 시 높은 에너지가 요구된 것으로 판단된다.
3.2.4 동적 기계적 특성 분석
(dynamic mechanical analysis, DMA)